Спосіб прокатки штаб
Номер патенту: 48341
Опубліковано: 10.03.2010
Автори: Руденко Володимир Вікторович, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович, Жученко Станіслав Вікторович, Путнокі Олександр Юліусович, Ніколенко Андрій Георгійович, Васильєв Олександр Геннадійович

Формула / Реферат
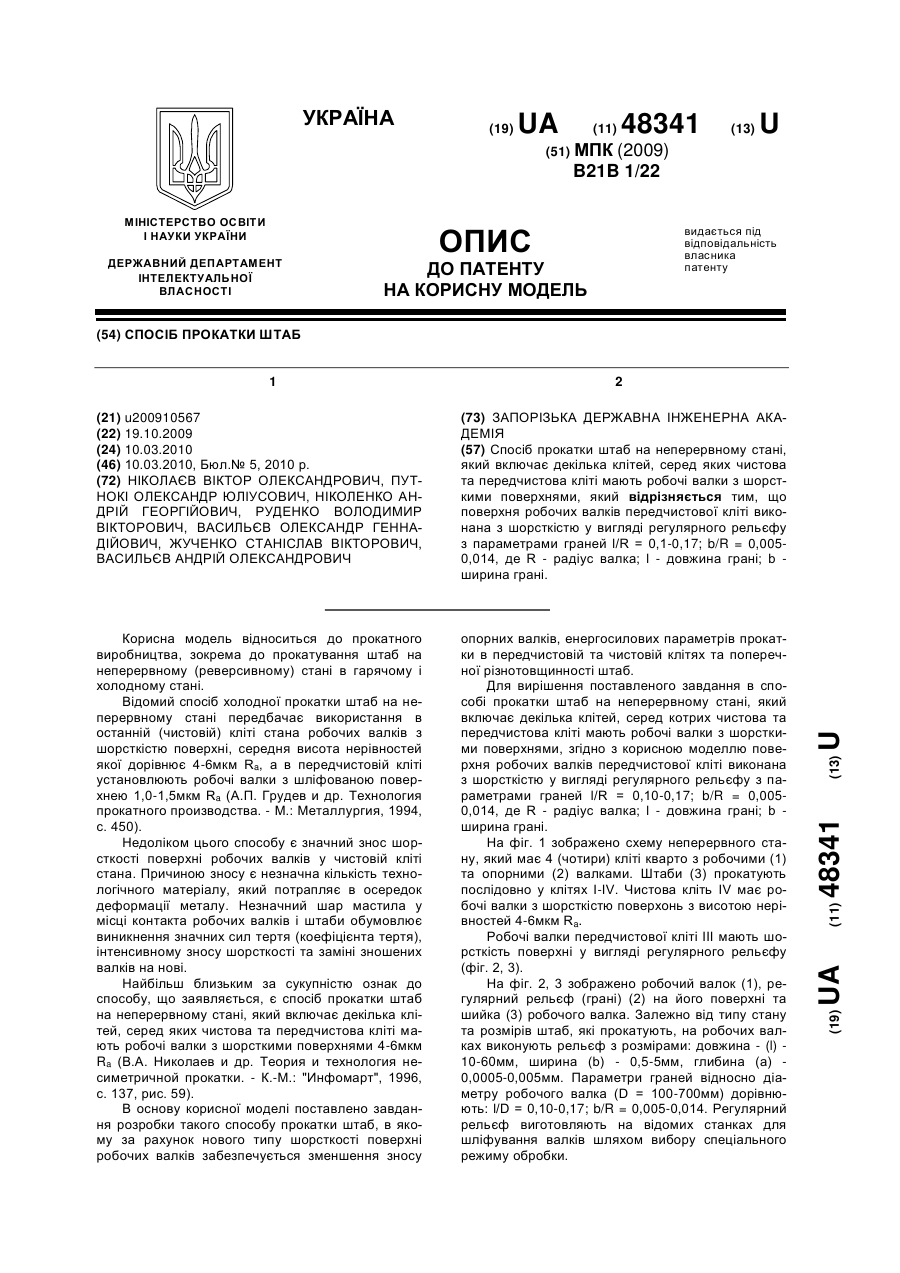
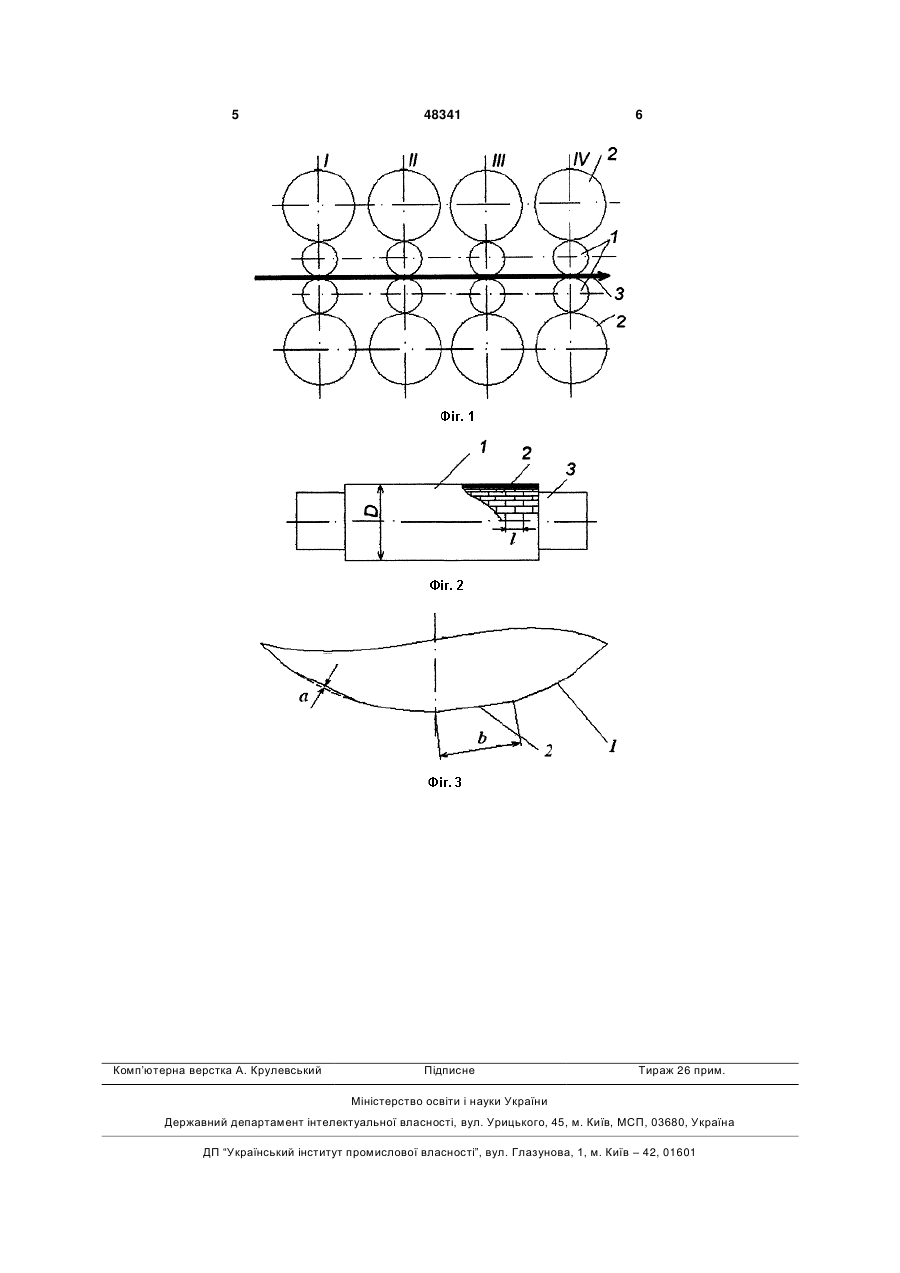
Спосіб прокатки штаб на неперервному стані, який включає декілька клітей, серед яких чистова та передчистова кліті мають робочі валки з шорсткими поверхнями, який відрізняється тим, що поверхня робочих валків передчистової кліті виконана з шорсткістю у вигляді регулярного рельєфу з параметрами граней l/R = 0,1-0,17; b/R = 0,005-0,014, де R - радіус валка; l - довжина грані; b - ширина грані.
Текст
Спосіб прокатки штаб на неперервному стані, який включає декілька клітей, серед яких чистова та передчистова кліті мають робочі валки з шорсткими поверхнями, який відрізняється тим, що поверхня робочих валків передчистової кліті виконана з шорсткістю у вигляді регулярного рельєфу з параметрами граней l/R = 0,1-0,17; b/R = 0,0050,014, де R - радіус валка; l - довжина грані; b ширина грані. (19) (21) u200910567 (22) 19.10.2009 (24) 10.03.2010 (46) 10.03.2010, Бюл.№ 5, 2010 р. (72) НІКОЛАЄВ ВІКТОР ОЛЕКСАНДРОВИЧ, ПУТНОКІ ОЛЕКСАНДР ЮЛІУСОВИЧ, НІКОЛЕНКО АНДРІЙ ГЕОРГІЙОВИЧ, РУДЕНКО ВОЛОДИМИР ВІКТОРОВИЧ, ВАСИЛЬЄВ ОЛЕКСАНДР ГЕННАДІЙОВИЧ, ЖУЧЕНКО СТАНІСЛАВ ВІКТОРОВИЧ, ВАСИЛЬЄВ АНДРІЙ ОЛЕКСАНДРОВИЧ 3 48341 Спосіб виконують наступним чином (стан холодної прокатки 1700, штаби товщиною h = 0,42мм, шириною В = 900-1550мм, горячокатаний підкат товщиною Н = 1,8-4мм). Передній кінець штаби задають в кліть І та послідовно деформують метал в клітях І-IV до необхідної товщини (h = 0,4-2,0мм). З кліті III штаба виходить з поверхнею, рельєф якої дзеркально відображає рельєф поверхні робочих валків. Наявність плоских граней, які розташовані упоперек напрямку прокатування штаби, обумовлює покращення гідродинамічного захвату вмастила шорсткими робочими валками кліті IV. Останнє забезпечує збільшення товщини шару мастила в осередку деформування металу у кліті IV, зниження енергосилових параметрів, а отже і знос шорсткості поверхонь валків та збільшення продуктивності етану. Крім того, за рахунок зниження зусилля прокатки штаби у кліті IV підвищується поперечна точність штаби, а підвищення зносостійкості шорсткості валків забезпечує зменшення дефекту "злам" ("излом") у процесі дресування штаби. Перевірку запропонованого способу виконано на двовалковому стані з діаметром валків D = 100мм та довжиною бочки L = 300мм. На ділянках валка з довжиною с = 30мм виконано шорсткість (рельєф) поверхні з різними параметрами. Одна ділянка має насічену поверхню з шорсткістю 5,5мм 4 Ra, а на інших - регулярний рельєф з параметрами: l/R = 0,13 (l = 6,5мм) і b = 0-1,0мм). Прокатували штаби з алюмінію з Н = 1,6мм, b = 20мм і відносним обтиском = 0,2 (1-й прохід). У 1-му проході початкові штаби прокатували на всіх ділянках валків і отримували штаби з необхідним рельєфом (шорсткістю), імітуючи умови деформування металу в кліті ІІІ. В другому (ІІ) проході всі штаби прокатували з відносним обтиском = 0,3 на ділянці з насічкою при шорсткості поверхні 5,3мкм Ra імітуючи умови деформування металу в кліті IV. В досліді №1 (табл. 1) прокатували початкові штаби з насічкою (5,5мкм Ra), а в інших дослідах (№2-7) прокатували початкові штаби з регулярним рельєфом. Базовим (прототипом) є результат в досліді №1 (прокатка з початковою поверхнею при 5,5мкм Ra в кліті III в валках з шорсткістю 5,3мкм Ra в кліті IV). В дослідах вимірювали зусилля прокатки, значення якого дозволяють оцінювати ефективність впливу регулярного рельєфу на деформування металу. Давні дослідження подано у табл., із якої випливає, що наявність регулярного рельєфу суттєво впливає на зусилля прокатки. Найбільший вплив має місце при параметрах b/R = 0,005-0,014, коли зусилля знижується на Р/Р = 14,5-17,2% (досліди №№2-6). Таблиця Дані значень зусиль прокатки штаб № досліду 1 2 3 4 5 6 7 h (мм) у проходах I ІІ 1,3 0,91 1,31 0,90 1,29 0,86 1,28 0,86 1,28 0,87 1,29 0,87 1,29 0,90 Таке зменшення зусилля прокатки забезпечує зниження прогину валків, поперечної різнотовщинності штаб та зносу шорсткості валків. Відсутність на робочих валках кліті ІІІ шорсткості поверхнею з висотою нерівностей 4-6мкм Ra не викликає інтенсивного зношення опорних валків цієї кліті. b/R P, H Р/Р, % 0,003 0,005 0.012 0,013 0,014 0,02 990 930 846 820 822 828 985 6,7 14,5 17,2 17,0 16,3 5,0 Таким чином, спосіб, що пропонується, забезпечує усунення інтенсивного зношення опорних валків предчистової кліті (кліть № III), a також зменшення зусиль при прокатуванні штаб в чистовій кліті (кліть IV). 5 Комп’ютерна верстка А. Крулевський 48341 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling strips
Автори англійськоюNikolaiev Viktor Oleksandrovych, Putnoki Oleksandr Yuliusovych, Nikolenko Andrii Heorhiiovych, Rudenko Volodymyr Viktorovych, Vasyliev Oleksandr Hennadiiovych, Zhuchenko Stanislav Viktorovych, Vasyliev Andrii Oleksandrovych
Назва патенту російськоюСпособ прокатки полос
Автори російськоюНиколаев Виктор Александрович, Путноки Александр Юлиусович, Николенко Андрей Георгиевич, Руденко Владимир Викторович, Васильев Александр Геннадьевич, Жученко Станислав Викторович, Васильев Андрей Александрович
МПК / Мітки
МПК: B21B 1/22
Код посилання
<a href="https://ua.patents.su/3-48341-sposib-prokatki-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки штаб</a>
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Матюшенко Дмитро Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: широкоштабовому, стані, спосіб, штаб, прокатки, гарячої
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Спосіб прокатки штаб
Номер патенту: 48164
Опубліковано: 10.03.2010
Автори: Скрипак Владислав Володимирович, Ніколенко Андрій Георгійович, Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович, Путнокі Олександр Юліусович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб на неперервному стані, який включає розмотування штаби, прокатування її в клітях стана і змотування в рулон, який відрізняється тим, що при прокатуванні заднього кінця штаби електродвигун приводу робочих валків першої кліті стана вимикають, штабу прокатують (протягують) через холості робочі валки першої кліті робочими валками другої кліті стана.
Спосіб холодної прокатки штаб
Номер патенту: 35366
Опубліковано: 10.09.2008
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Мітки: холодної, прокатки, спосіб, штаб
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування штаби, прокатування її в клітях стана і змотування у рулон, який відрізняється тим, що перед входом стовщеної ділянки штаби в першу кліть стана її нагрівають до температури t=260-300 °C, а потім деформують усіма клітями стана.
Спосіб холодної прокатки тонких і особливо тонких штаб на безперервних станах

Номер патенту: 21158
Опубліковано: 15.03.2007
Автори: Бочаров Віталій Федорович, Норка Сергій Петрович, Бойко Володимир Семенович, Бочаров Володимир Віталійович
МПК: B21B 1/04
Мітки: холодної, особливої, штаб, тонких, станах, спосіб, безперервних, прокатки
Формула / Реферат:
Спосіб холодної прокатки тонких й особливо тонких штаб на безперервних станах, який полягає в тому, що використовують робочі валки із шорсткою поверхнею бочок, який відрізняється тим, що на поверхні холоднокатаних штаб формують мікрорельєф з мікрозападинами шляхом прокатки в передостанній робочій кліті між бочками робочих валків, що мають шорстку поверхню у вигляді мікровиступів.
Попередній патент: Спосіб регулювання товщини штаби
Наступний патент: Спосіб діагностики та оцінки ефективності лікування набрякового синдрому нижніх кінцівок при гострій лімфо-венозній недостатності
Випадковий патент: Кульова опора