Спосіб електродугового механізованого зварювання у вертикальному та/або похилому положеннях з імпульсним саморегулюванням процесу плавлення електрода
Номер патенту: 113883
Опубліковано: 27.03.2017
Автори: Максимов Сергій Юрійович, Сидорук Володимир Степанович, Патон Борис Євгенович

Формула / Реферат
1. Спосіб електродугового механізованого зварювання з імпульсним саморегулюванням процесу плавлення електрода, за яким відбувається самоплинна періодична зміна довжини дуги, а процес плавлення електрода здійснюють у коливальному режимі, що відбувається самоплинно, інтенсивно збільшуючи щільність струму на електроді в періоди зменшення довжини дуги і стрибкоподібно зменшують щільність струму з одночасним інтенсивним підвищенням напруги дуги в періоди збільшення довжини дуги, зберігаючи при цьому співвідношення параметрів в періоди зменшення довжини дуги:
22³|(Dj1/jcв.)|/|(DU1/U¶)|³9,
де Dj1 - збільшення щільності струму на електроді завдяки зростанню зварювального струму, А/мм2;
jсв. - призначене середньозважене значення щільності струму, А/мм2;
ΔU1 - зменшення миттєвого значення напруги дуги, В;
U¶ - призначене значення напруги дуги, В, яке відповідає призначеному середньозваженому значенню щільності струму jcв.;
22 і 9 - скалярні величини,
а в періоди збільшення довжини дуги:
1,5³|(Dj2/jcв)|/|(DU2/U¶)|³0,1,
де Δj2 - зменшення щільності струму на електроді завдяки зниженню зварювального струму, А/мм2;
ΔU2 - збільшення миттєвого значення напруги дуги, В,
причому зміну вищезгаданих дій, що відповідають вищенаведеним співвідношенням, забезпечують у разі, коли миттєве значення напруги дуги відповідає співвідношенню:
1,2U¶н£Un£0,95U¶,
де U¶н - номінальна (мінімально можлива) напруга дуги, що горить у даних технологічних умовах при даному значенні зварювального струму (струму дуги);
Un - порогова напруга дуги, В,
який відрізняється тим, що зварювання здійснюють у вертикальному та/або похилому положеннях, використовуючи одночасно щонайменше два плавких електроди, з яких принаймні один - нерухомий пластинчастий, плавлення якого здійснюють зі згаданим імпульсним саморегулюванням, а другий - рухомий дротовий, який подають у зону дуги з постійною середньозваженою швидкістю.
2. Спосіб з п. 1, який відрізняється тим, що струмопідвід до нерухомого електрода здійснюють рухомим чином, наприклад за допомогою контактного пристрою, який проходить вздовж бокової поверхні (крайки) нерухомого електрода із середньозваженою швидкістю, рівною середньозваженій лінійній швидкості наповнення зазору між зварюваними крайками, закритому з одного боку - рухомим формуючим пристроєм, з другого - нерухомим формуючим пристроєм, або металевою підкладкою, що залишається, або шаром шва, звареним попередньо, - тобто із середньозваженою лінійною швидкістю зварювання у вертикальному та похилому положеннях.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що струмопідвід до рухомого електрода здійснюють через поверхню нерухомого електрода, для чого кінцева частина рухомого електрода проходить вздовж бокової поверхні (крайки) нерухомого електрода в його нижній частині, тобто у цьому разі нерухомий електрод виконує додаткову функцію плавкого струмопідводного мундштука із зовнішнім контактом з плавким рухомим електродом.
4. Спосіб за п. 1 або п. 2, який відрізняється тим, що струмопідвід до рухомого електрода здійснюють через окремий контактний пристрій, наприклад неплавкий (мідний або бронзовий і т.п.) мундштук, який переміщують синхронно із вищеназваним рухомим контактним пристроєм - струмопідводом до нерухомого електрода.
5. Спосіб за п. 4, який відрізняється тим, що кожен із вищеназваних електродів живлять від окремого, свого джерела струму.
Текст
Реферат: Винахід належить до сфери механізованого дугового зварювання у вертикальному та/або похилому положеннях. Зварювання здійснюють використовуючи одночасно щонайменше два плавких електроди, з яких принаймні один - нерухомий пластинчастий, а другий - рухомий дротовий, який подають у зону дуги з постійною середньозваженою швидкістю. Процес плавлення нерухомого електрода здійснюють з імпульсним саморегулюванням Струмопідвід до нерухомого електрода здійснюють рухомим чином, наприклад за допомогою контактного пристрою, який лине вздовж бокової поверхні нерухомого електрода із середньозваженою швидкістю, рівною середньозваженій лінійній швидкості наповнення зазору між зварюваними крайками, закритому: з одного боку - рухомим формуючим пристроєм, з другого - нерухомим формуючим пристроєм, або металевою підкладкою, що залишається, або шаром шва, звареним попередньо, - тобто із середньозваженою лінійною швидкістю зварювання у вертикальному та/або похилому положеннях. Струмопідвід до рухомого електрода здійснюють через поверхню нерухомого електрода або через окремий контактний пристрій. Винахід забезпечує розширення технологічних можливостей електродугового механізованого зварювання, підвищення швидкості та зменшення погонної енергії зварювання. UA 113883 C2 (12) UA 113883 C2 UA 113883 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до сфери механізованого дугового зварювання плавким електродом. Він пропонується відомим винаходом за патентом ПУ 104214, МПК В23К 1/00, В23К 9/00. Суть згаданого винаходу, взято за найближчий аналог, полягає в тому, що відбувається самоплинна періодична зміна довжини дуги, а процес плавлення електрода здійснюють у коливальному режимі, що відбувається самоплинно, інтенсивно збільшуючи щільність струму на електроді в періоди зменшення довжини дуги і стрибкоподібно зменшують щільність струму з одночасним інтенсивним підвищенням напруги дуги в періоди збільшення довжини дуги, зберігаючи при цьому співвідношення параметрів в періоди зменшення довжини дуги 22/(j1/jcв)///(U1/U/9, (1) де j1 - збільшення щільності струму на електроді завдяки зростанню зварювального струму, 2 А/мм ; 2 jcв. - призначене середньозважене значення щільності струму, А/мм ; U1 - зменшення миттєвого значення напруги дуги, В; U - призначене значення напруги дуги, В, яке відповідає призначеному середньозваженому значенню щільності струму jcв.; 22 і 9 - скалярні величини, а в періоди збільшення довжини дуги 1,5/(j2/jcв)///(U2/U/0,1, (2) де j2 - зменшення щільності струму на електроді завдяки зниженню зварювального струму, 2 А/мм ; U2 - збільшення миттєвого значення напруги дуги, В, причому зміна вищезгаданих дій, що відповідають співвідношенням (1) і (2), настає у разі, коли миттєве значення напруги дуги відповідає співвідношенню 1,2UнUn0,95U, (3) де Uн - номінальна (мінімально можлива) напруга дуги, що горить у даних технологічних умовах при даному значенні зварювального струму (струму дуги); Un - порогова напруга дуги, В. Недоліком даного винаходу, взятого за найближчий аналог, є те, що по-перше, воно стосується одиничного плавкого електрода, який подають у зону дуги з постійною середньозваженою швидкістю, по-друге, в ньому відсутні технічні рішення щодо зварювання у вертикальному та/або похилому положеннях. В основу винаходу, що пропонується, поставлена задача розширити технологічні властивості механізованого дугового зварювання, усунувши вказані недоліки. Запропонований спосіб електродугового механізованого зварювання з імпульсним саморегулюванням процесу плавлення електрода відрізняється від способу, розвитком якого він є і який взятий за найближчий аналог, тим, що у разі зварювання у вертикальному та/або похилому положеннях використовують одночасно щонайменше два плавких електроди, з яких принаймні один - нерухомий, переважно пластинчастий, а другий - рухомий, переважно дротовий, який подають у зону дуги з постійною середньозваженою швидкістю. Струмопідвід до нерухомого електрода здійснюють рухомим чином, наприклад, за допомогою контактного пристрою, який проходить вздовж бокової поверхні (крайки) нерухомого електрода із середньозваженою швидкістю, рівною середньозваженій лінійній швидкості наповнення зазору між зварюваними крайками, закритому: з одного боку - рухомим формуючим пристроєм, з другого - нерухомим формуючим пристроєм, або металевою підкладкою, що залишається, або шаром шва, звареним попередньо, - тобто із середньозваженою лінійною швидкістю зварювання у вертикальному та похилому положеннях. Струмопідвід до рухомого електрода здійснюють через поверхню нерухомого електрода, для чого кінцева частина рухомого електрода лине вздовж бокової поверхні (крайки) нерухомого електрода в його нижній частині (тобто у цьому разі нерухомий електрод виконує додаткову функцію плавкого струмопідводного мундштука із зовнішнім контактом з плавким рухомим електродом), або струмопідвід до рухомого електрода здійснюють через окремий контактний пристрій, наприклад неплавкий (мідний або бронзовий і т.п.) мундштук, який переміщують синхронно із вищеназваним рухомим контактним пристроєм - струмовідводом до нерухомого електрода. Можливий варіант, коли кожен із вищеназваних електродів живлять від окремого, "свого" джерела струму. У такому разі струмопідвід до рухомого електрода здійснюють через окремий вищеназваний контактний пристрій. Згідно із запропонованим способом перед початком процесу дугового зварювання призначають розміри нерухомого електрода (переважно пластинчастого) та рухомого (переважно дротового). Товщину пластинчастого електрода призначають мінімально 1 UA 113883 C2 5 10 15 20 25 30 35 40 45 50 55 60 можливою, достатньою для забезпечення надійного дугового оплавлення обох зварюваних крайок (зазвичай від 2 мм). Ширину пластини беруть зазвичай рівною товщині зварюваних крайок, за відніманням ширини, необхідної для розміщення в зазорі між крайками кінця рухомого електрода. Довжину пластинчастого електрода призначають рівною довжині стикового з'єднання з додатком технологічної його частини, необхідної для виведення дуги за межі зазору між крайками у період завершення процесу зварювання та для закріплення верхнього кінця електрода у спеціальному фіксаторі. Поперечні розміри та тип рухомого електрода призначають, виходячи із технологічних міркувань. Зазвичай це зварювальний дріт діаметром від 1,2 мм до 3 мм. Перед встановленням нерухомого електрода в зазор між зварюваними крайками його бокові поверхні, повернені до крайок, покривають шаром зварювального флюсу мінімальної товщини від 0,5 мм. Далі цей електрод уставляють у зазор між вищезгаданими крайками, притискують крайки до електрода і фіксують таке їх положення за допомогою спеціальних засобів, наприклад скоб. У нижній частині зазору між зварюваними крайками закріплюють початкову технологічну планку або піддон. З одного боку зазору між крайками встановлюють вищезгаданий нерухомий формуючий пристрій, або попередньо закривають зазор допоміжним вищезгаданим швом, з другого боку - рухомий формуючий пристрій, наприклад, водоохолоджуваний повзун, закріплений на спеціальному рухомому візочку. Згаданий вище рухомий контактний пристрій, також закріплений на згаданому візочку, притискують пружно до бокової поверхні (крайки) нерухомого електрода, оберненої у бік згаданого формуючого пристрою. Згаданий вище рухомий електрод (зазвичай зварювальний дріт) за допомогою спеціальної спрямовуючої трубки, закріпленої на згаданому візочку, направляють у бік згаданої бокової поверхні (крайки) нерухомого електрода, пружно притискуючи кінцеву частину рухомого електрода до нижньої частини крайки нерухомого електрода. Інший варіант: рухомий електрод проштовхують крізь згаданий рухомий мундштук, закріплений на згаданому візочку, і спрямовують в зазор між зварюваними крайками, в простір між крайкою нерухомого електрода і поверхнею рухомого формуючого пристрою, оберненою у бік зазору між крайками. Підключають нерухомий і рухомий електроди до джерела (джерел) струму. Умикають подачу захисного газу, струмінь якого спрямовують у зазор між зварюваними крайками, забезпечуючи захист від повітря простору між кінцями згаданих плавких електродів з одного боку і згаданим піддоном з іншого боку. Умикають механізм подавання рухомого електрода і збуджують дугу між його кінцем і піддоном. Згаданий електрод, розплавляючись, створює металеву ванну, і тоді дуга горить між кінцем рухомого електрода і поверхнею металевої ванни, а також між кінцем електрода і поверхнями зварюваних крайок. У міру плавлення рухомого електрода розплавлений метал заповнює зазор між крайками; поверхня металевої ванни підіймається, аж поки не торкнеться кінця нерухомого плавкого електрода. У цей момент збуджується дуга між кінцем нерухомого електрода і поверхнею металевої ванни. Оскільки у згаданий період довжина дуги мала, її напруга менше, ніж значення порогової напруги дуги Uп згідно зі співвідношенням (3), щільність струму на нерухомому електроді велика згідно зі співвідношенням (1), швидкість плавлення цього електрода у цей період найвища, вона перевищує швидкість підйому металевої ванни, тобто лінійну швидкість зварювання. Така ситуація зберігається доти, поки зростаюча напруга дуги не перевищує значення порогової напруги Uп, після чого щільність струму стрибкоподібно зменшується згідно із співвідношенням (2). Швидкість плавлення нерухомого електрода стає меншою за лінійну швидкість зварювання, яка у цей період визначається головним чином швидкістю плавлення рухомого електрода, який весь час подають з постійною швидкістю. Така ситуація зберігається доти, поки значення напруги дуги перебуває вищою за значення порогової напруги Uп. Після того, як напруга дуги стає меншою, ніж порогова напруга, щільність струму на нерухомому електроді знову підвищується згідно із співвідношенням (1). На цьому цикл автомодуляції струму на нерухомому електроді завершується, починається новий цикл. Таким чином відбувається імпульсне саморегулювання процесу плавлення нерухомого електрода. Можливість запропонованого способу зварювання пояснюється прикладом, у якому подається режим зварювання, що рекомендується, у порівнянні з існуючими способами зварювання стикових з'єднань у вертикальному положенні. За основу порівняння взяті два варіанти режимів електрошлакового зварювання листової сталі марки 10Г2ФР завтовшки 40 мм. Перший варіант - із застосуванням дротового електрода діаметром 4 мм (див. "Электрошлаковая сварка и наплавка / Под ред. Б.Е. Патона. - М. Машиностроение, 1980, стр. 308, табл. 9.15); ширина зазору між крайками 30 мм; швидкість подавання електрода 169 м/год., зварювальний струм 850 А; зварювальна напруга 36 В; швидкість зварювання 2,2 м/год.; 2 UA 113883 C2 5 10 15 20 25 30 35 погонна енергія зварювання в таблиці показана 31 мДж/м. (Згідно з розрахунками швидкість зварювання 1,77 м/год.; погонна енергія зварювання 62,2 мДж/м. Другій варіант - якби довелося зварювати такий шов пластинчастим електродом. В основу розрахунків покладені дані цього ж джерела (стор. 277, табл. 8.5; стор. 277, співвідношення 8.9; стор. 364, табл. 9.43). Параметри зварювання слід призначити такі: ширина зазору між крайками 30 мм; поперечні розміри пластинчастого електрода 10×40 мм; швидкість подавання цього електрода 3,5 м/год.; зварювальний струм 1160 А; зварювальна напруга 28 В; швидкість зварювання 1,17 м/год. Розрахункова погонна енергія зварювання дорівнює 99,94 мДж/м. Рекомендований режим зварювання формально може розглядатися як комбінація відомих названих способів зварювання з використанням одночасно як дротового, так і пластинчастого електродів з тією принциповою відмінністю, що у цьому разі відбувається електродуговий процес замість електрошлакового. Згідно з пропозицією можливі два варіанти запропонованого способу. Варіант 1 (нерухомий плавкий електрод - струмопідвідний мундштук). Параметри процесу такі: ширина зазору між зварюваними крайками 6 мм; товщина нерухомого пластинчастого електрода - плавкого струмопідводу 3 мм; зазори між пластинчастим електродом і кожною зварюваною крайкою по 1,5 мм; ширина нерухомого електрода 35 мм; діаметр рухомого електрода - зварювального дроту 2 мм; швидкість подавання рухомого електрода 280 м/год.; середньозважений зварювальний струм 1250 А; середньозважена зварювальна напруга 30 В; швидкість зварювання 6,5 м/год.; погонна енергія зварювання 20,8 мДж/м. Можна бачити, що цей варіант запропонованого способу зварювання порівняно з першим варіантом існуючого способу електрошлакового зварювання (ЕШЗ) перевищує його по швидкості зварювання у 3,7 разу, а погонна енергія зварювання нижче приблизно у 3 рази. Порівняно з другим варіантом ЕШЗ ці показники становлять відповідно 5,6 і 4,8 разу. Варіант 2 запропонованого способу за геометричними параметрами елементів з'єднання і плавких електродів, а також швидкості подавання рухомого плавкого електрода аналогічний Варіанту 1. Електричні ж параметри процесу зварювання відрізняються: на рухомому електроді середньозважене значення зварювального струму становить 480 А, а на рухомому - 1050 А; напруга зварювання на рухомому електроді дорівнює 36 В, на нерухомому 30 В. Швидкість зварювання для обох електродів єдина і дорівнює 6,5 м/год.; погонна ж енергія на рухомому електроді дорівнює 7,9 мДж/м, на нерухомому 17,4 мДж/м, у сумі 25,3 мДж/м. У порівнянні з першим варіантом існуючого способу ЕШЗ, цей запропонований варіант зварювання перевищує його по швидкості зварювання також у 3,7 разу, а погонна енергія зварювання - нижче у 3,6 разу. Порівняно з другим варіантом ЕШЗ ці показники становлять відповідно 5,6 і 3,95 разу. Таким чином, запропонований новий спосіб електродугового механізованого зварювання у вертикальному та похилим положеннях перевищує існуючий спосіб електрошлакового зварювання по швидкості зварювання у декілька (3,7…5,6) разів, а погонна енергія зварювання зменшена також у рази (3,95….4,8). 40 ФОРМУЛА ВИНАХОДУ 45 50 55 1. Спосіб електродугового механізованого зварювання з імпульсним саморегулюванням процесу плавлення електрода, за яким відбувається самоплинна періодична зміна довжини дуги, а процес плавлення електрода здійснюють у коливальному режимі, що відбувається самоплинно, інтенсивно збільшуючи щільність струму на електроді в періоди зменшення довжини дуги і стрибкоподібно зменшують щільність струму з одночасним інтенсивним підвищенням напруги дуги в періоди збільшення довжини дуги, зберігаючи при цьому співвідношення параметрів в періоди зменшення довжини дуги: 22|(j1/jcв.)|/|(U1/U)|9, де j1 - збільшення щільності струму на електроді завдяки зростанню зварювального струму, 2 А/мм ; 2 jсв. - призначене середньозважене значення щільності струму, А/мм ; ΔU1 - зменшення миттєвого значення напруги дуги, В; U - призначене значення напруги дуги, В, яке відповідає призначеному середньозваженому значенню щільності струму jcв.; 22 і 9 - скалярні величини, а в періоди збільшення довжини дуги: 1,5|(j2/jcв)|/|(U2/U)|0,1, 3 UA 113883 C2 5 10 15 20 25 30 де Δj2 - зменшення щільності струму на електроді завдяки зниженню зварювального струму, 2 А/мм ; ΔU2 - збільшення миттєвого значення напруги дуги, В, причому зміну вищезгаданих дій, що відповідають вищенаведеним співвідношенням, забезпечують у разі, коли миттєве значення напруги дуги відповідає співвідношенню: 1,2UнUn0,95U, де Uн - номінальна (мінімально можлива) напруга дуги, що горить у даних технологічних умовах при даному значенні зварювального струму (струму дуги); Un - порогова напруга дуги, В, який відрізняється тим, що зварювання здійснюють у вертикальному та/або похилому положеннях, використовуючи одночасно щонайменше два плавких електроди, з яких принаймні один - нерухомий пластинчастий, плавлення якого здійснюють зі згаданим імпульсним саморегулюванням, а другий - рухомий дротовий, який подають у зону дуги з постійною середньозваженою швидкістю. 2. Спосіб з п. 1, який відрізняється тим, що струмопідвід до нерухомого електрода здійснюють рухомим чином, наприклад за допомогою контактного пристрою, який проходить вздовж бокової поверхні (крайки) нерухомого електрода із середньозваженою швидкістю, рівною середньозваженій лінійній швидкості наповнення зазору між зварюваними крайками, закритому з одного боку - рухомим формуючим пристроєм, з другого - нерухомим формуючим пристроєм, або металевою підкладкою, що залишається, або шаром шва, звареним попередньо, - тобто із середньозваженою лінійною швидкістю зварювання у вертикальному та похилому положеннях. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що струмопідвід до рухомого електрода здійснюють через поверхню нерухомого електрода, для чого кінцева частина рухомого електрода проходить вздовж бокової поверхні (крайки) нерухомого електрода в його нижній частині, тобто у цьому разі нерухомий електрод виконує додаткову функцію плавкого струмопідводного мундштука із зовнішнім контактом з плавким рухомим електродом. 4. Спосіб за п. 1 або п. 2, який відрізняється тим, що струмопідвід до рухомого електрода здійснюють через окремий контактний пристрій, наприклад неплавкий (мідний або бронзовий і т. п.) мундштук, який переміщують синхронно із вищеназваним рухомим контактним пристроєм струмопідводом до нерухомого електрода. 5. Спосіб за п. 4, який відрізняється тим, що кожен із вищеназваних електродів живлять від окремого, свого джерела струму. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюPaton Borys Yevhenovych, Maksymov Serhii Yuriiovich, Sydoruk Volodymyr Stepanovych
Автори російськоюПатон Борис Евгеньевич, Максимов Сергей Юрьевич, Сидорук Владимир Степанович
МПК / Мітки
МПК: B23K 9/24, B23K 9/173, B23K 9/095, B23K 9/035
Мітки: вертикальному, механізованого, положеннях, електродугового, плавлення, похилому, електрода, імпульсним, зварювання, процесу, саморегулюванням, спосіб
Код посилання
<a href="https://ua.patents.su/6-113883-sposib-elektrodugovogo-mekhanizovanogo-zvaryuvannya-u-vertikalnomu-ta-abo-pokhilomu-polozhennyakh-z-impulsnim-samoregulyuvannyam-procesu-plavlennya-elektroda.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового механізованого зварювання у вертикальному та/або похилому положеннях з імпульсним саморегулюванням процесу плавлення електрода</a>
Стрижень електрода для електродугового зварювання
Номер патенту: 52515
Опубліковано: 15.04.2005
Автор: Колотий Валентин Петрович
МПК: B23K 35/02
Мітки: зварювання, електродугового, стрижень, електрода
Формула / Реферат:
Стрижень електрода для електродугового зварювання, який містить циліндричну і торцеві поверхні, який відрізняється тим, що на торцевих поверхнях виконані відповідні елементи механічного замка, що забезпечують послідовне з'єднання стрижнів між собою.
Стержень електрода для електродугового зварювання
Номер патенту: 52515
Опубліковано: 16.12.2002
Автор: Колотий Валентин Петрович
МПК: B23K 35/02
Мітки: зварювання, електродугового, електрода, стержень
Формула / Реферат:
Стрижень електрода для електродугового зварювання, який містить циліндричну і торцеві поверхні, який відрізняється тим, що на торцевих поверхнях виконані відповідні елементи механічного замка, що забезпечують послідовне з'єднання стрижнів між собою.
Спосіб механізованого зварювання з імпульсною подачею плавкого електрода – сіп
Номер патенту: 69430
Опубліковано: 25.04.2012
Автори: Патон Борис Євгенович, Лебедєв Володимир Олександрович, Максимов Сергій Юрійович, Пічак Володимир Григорович
МПК: B23K 9/095
Мітки: електрода, імпульсною, зварювання, механізованого, плавкого, подачею, спосіб, сіп
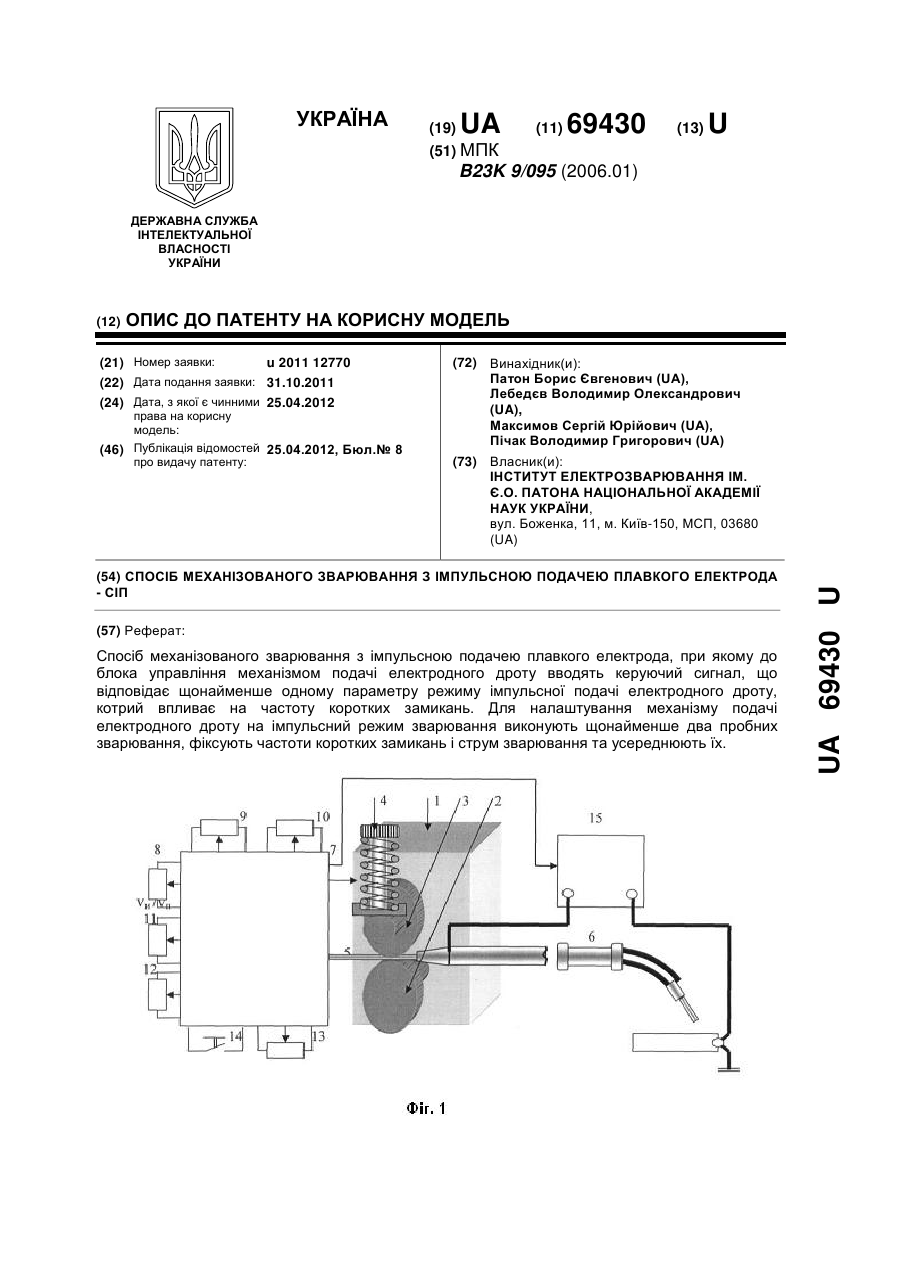
Формула / Реферат:
1. Спосіб механізованого зварювання з імпульсною подачею плавкого електрода, при якому до блока управління механізмом подачі електродного дроту вводять керуючий сигнал, що відповідає щонайменше одному параметру режиму імпульсної подачі електродного дроту, котрий впливає на частоту коротких замикань, який відрізняється тим, що для налаштування механізму подачі електродного дроту на імпульсний режим зварювання виконують щонайменше два пробних...
Спосіб механізованого зварювання з імпульсною подачею плавкого електрода
Номер патенту: 102438
Опубліковано: 10.07.2013
Автори: Пічак Володимир Григорович, Максимов Сергій Юрійович, Патон Борис Євгенович, Лебедєв Володимир Олександрович
МПК: B23K 9/095
Мітки: імпульсною, спосіб, зварювання, подачею, плавкого, механізованого, електрода
Формула / Реферат:
1. Спосіб механізованого зварювання з імпульсною подачею плавкого електрода, при якому до блока управління механізмом подачі електродного дроту вводять керуючий сигнал, що відповідає щонайменше одному параметру режиму імпульсної подачі електродного дроту, котрий впливає на частоту коротких замикань, який відрізняється тим, що для налаштування механізму подачі електродного дроту на імпульсний режим зварювання виконують щонайменше два пробних...
Спосіб механізованого дугового зварювання або наплавлення із модуляцією швидкості подачі електрода та регулюванням дуги
Номер патенту: 21219
Опубліковано: 04.11.1997
Автори: Сидорук Володимир Степанович, Колесник Георгій Фомич, Лебедєв Володимир Костянтинович, Патон Борис Євгенович
МПК: B23K 25/00
Мітки: модуляцією, зварювання, механізованого, дугового, спосіб, дуги, подачі, регулюванням, швидкості, наплавлення, електрода
Формула / Реферат:
Способ механизированной дуговой сварки или наплавки с модуляцией скорости подачи электрода и с регулированием дуги, при котором плотность тока на электроде в импульсе превышает 35 А/мм2, а в паузе меньше этого значения, отличающийся тем, что в случае, когда средняя плотность тока на электроде меньше 35 А/мм2, длительность паузы увеличивают до тех пор, пока межэлектродный промежуток Ідп в паузы не возрастет до значения, превышающего длину...
Попередній патент: Способи підвищення врожайності резистентних до 2,4-d сільськогосподарських культур
Наступний патент: Збірка з алюмінієвим елементом та сталевим елементом, який має покриття з znalmg сплаву
Випадковий патент: Спосіб оцінки стану організму тварини