Стрижень електрода для електродугового зварювання
Формула / Реферат
Стрижень електрода для електродугового зварювання, який містить циліндричну і торцеві поверхні, який відрізняється тим, що на торцевих поверхнях виконані відповідні елементи механічного замка, що забезпечують послідовне з'єднання стрижнів між собою.
Текст
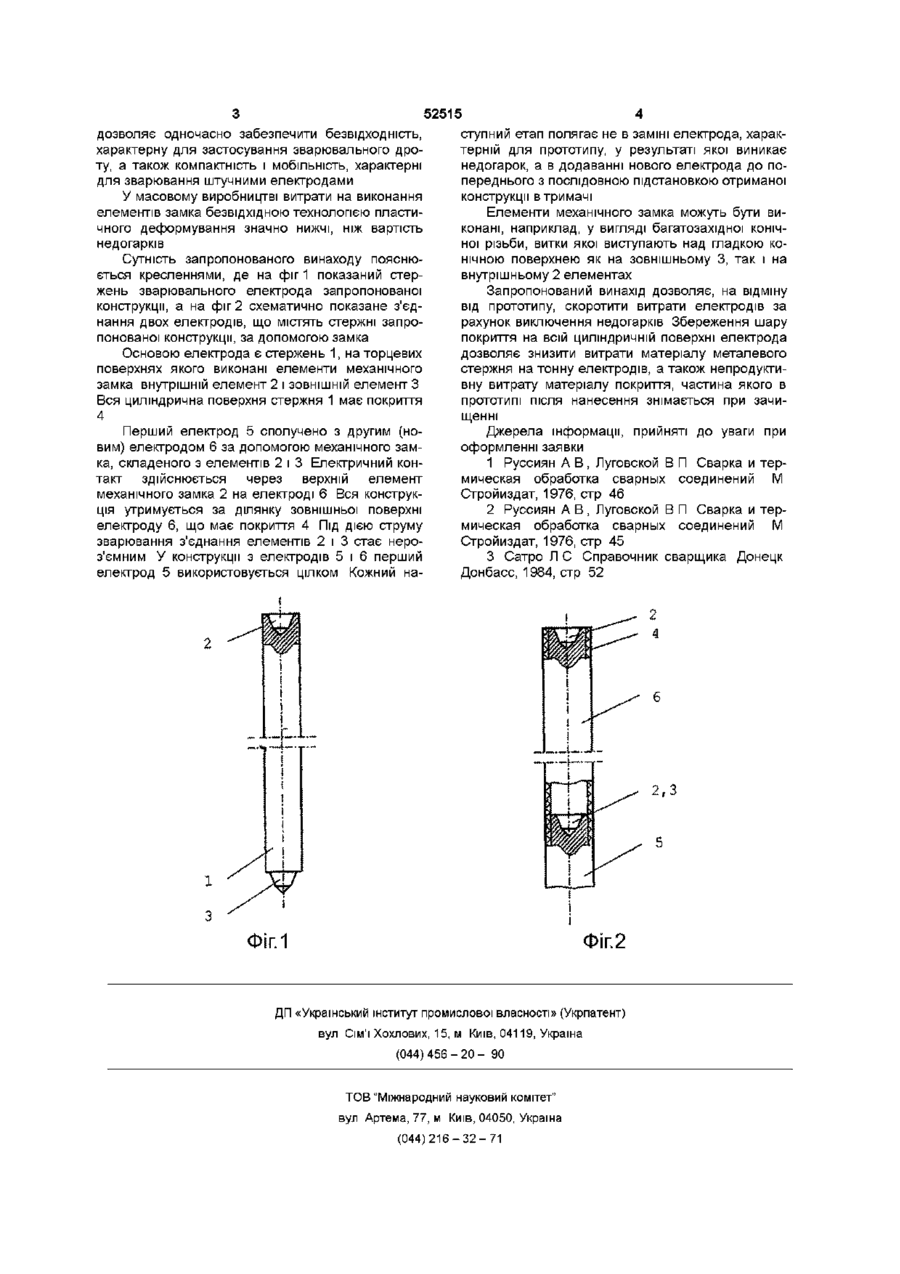
Стержень елеісгрода для елеісгродугового зварювання, який містить циліндричну і торцеві поверхні, який відрізняється тим, що на торцевих поверхнях виконані елементи механічного замка, що забезпечують послідовне з'єднання стержнів між собою Винахід відноситься до галузі технології конструкційних матеріалів і може бути використаний при виготовленні металевих стержнів електродів для електродугового зварювання Відомий спосіб електродугового зварювання, при якому як електрод і присадочний матеріал застосовують спеціальний зварювальний дріт, який автоматично подають у зону зварювання, а сам процес зварювання здійснюють у захисному газовому або флюсовому середовищі [1] Завдяки тому, що дріт подається з бухти безперервно, непродуктивні витрати дроту обмежені тільки тією КІЛЬКІСТЮ, що залишається в пристрої подачі при закінченні бухти Спосіб знаходить застосування переважно при проведенні зварювальних робіт у стаціонарних виробничих умовах Проте проведення зварювання таким способом пов'язано з застосуванням спеціального устаткування, що забезпечує подачу в зону зварювання дроту і захисного середовища Це істотно відбивається на компактності і мобільності цього устаткування Відомий спосіб ручного електродугового зварювання, при якому як електрод і присадочний матеріал застосовують мірний металевий стержень заданого ХІМІЧНОГО складу, зовнішня поверхня якого має покриття, причому в процесі зварювання стержень тримають, за його циліндричну частину поблизу кінця, що попередньо обчищають від покриття для забезпечення електричного контакту [2] Такий спосіб широко застосовується в практиці при проведенні ремонтних і монтажних робіт завдяки компактності і мобільності застосовуваного устаткування, а також оптимальному сполученню ХІМІЧНОГО складу покриття і матеріалу металевого стержня, одержуваному при виготовленні електрода Проте, через те, що стержень має кінцеву до вжину і при проведенні зварювальних робіт укорочується (оплавляється в зварювальний шов), неминучим є виникнення недогарка - короткої ділянки електрода, подальша робота з яким стає неможливою У більшості випадків довжина недогарка складає 15 -16% від довжини електрода, що зумовлює відповідну перевитрату електродів при зварюванні Найбільш близьким по технічній суті і результату, що досягаються, атому прийнятим за прототип є відомий стержень електрода для дугового зварювання, що представляє собою мірну ділянку дроту заданого ХІМІЧНОГО складу і діаметру [3] Електрод для електродугового зварювання, виготовлений із такого стержня, після повного використання перетворюється в недогарок Запропоноване технічне рішення дозволяє скоротити витрати електродів при зварюванні за рахунок виключення недогарків Поставлена задача вирішується завдяки тому, що у відомому стержні електрода для електродугового зварювання, що містить циліндричну і торцеві поверхні, ВІДПОВІДНО до запропонованого винаходу, на торцевих поверхнях виконані елементи механічного замка, що забезпечують послідовне з'єднання стержнів між собою При застосуванні запропонованого стержня, як основи для зварювального електрода, усуваються причини виникнення недогарків завдяки тому, що за допомогою замка новий електрод з'єднується з майже використаним попереднім При подальшій роботі відбувається повне використання попереднього електрода Відпадає необхідність зачищення частини стержня від покриття Необхідний електричний контакт може бути забезпечений через елементи замка на торцевій поверхні стержня, а механічне утримання - за ділянку, що містить покриття Таким чином, запропоноване технічне рішення ю ю ю дозволяє одночасно забезпечити безвідходність, характерну для застосування зварювального дроту, а також компактність і мобільність, характерні для зварювання штучними електродами У масовому виробництві витрати на виконання елементів замка безвідхідною технологією пластичного деформування значно нижчі, ніж вартість недогарків Сутність запропонованого винаходу пояснюється кресленнями, де на фіг 1 показаний стержень зварювального електрода запропонованої конструкції, а на фіг 2 схематично показане з'єднання двох електродів, що містять стержні запропонованої конструкції, за допомогою замка Основою електрода є стержень 1, на торцевих поверхнях якого виконані елементи механічного замка внутрішній елемент 2 і ЗОВНІШНІЙ елемент З Вся циліндрична поверхня стержня 1 має покриття 4 Перший електрод 5 сполучено з другим (новим) електродом 6 за допомогою механічного замка, складеного з елементів 2 і 3 Електричний контакт здійснюється через верхній елемент механічного замка 2 на електроді 6 Вся конструкція утримується за ділянку зовнішньої поверхні електроду 6, що має покриття 4 Під дією струму зварювання з'єднання елементів 2 і 3 стає нероз'ємним У конструкції з електродів 5 і 6 перший електрод 5 використовується цілком Кожний на 52515 ступнии етап полягає не в заміні електрода, характерній для прототипу, у результаті якої виникає недогарок, а в додаванні нового електрода до попереднього з послідовною підстановкою отриманої конструкції в тримачі Елементи механічного замка можуть бути виконані, наприклад, у вигляді багатозахідної конічної різьби, витки якої виступають над гладкою конічною поверхнею як на зовнішньому 3, так і на внутрішньому 2 елементах Запропонований винахід дозволяє, на відміну від прототипу, скоротити витрати електродів за рахунок виключення недогарків Збереження шару покриття на всій циліндричній поверхні електрода дозволяє знизити витрати матеріалу металевого стержня на тонну електродів, а також непродуктивну витрату матеріалу покриття, частина якого в прототипі після нанесення знімається при зачищенні Джерела інформації, прийняті до уваги при оформленні заявки 1 Руссиян А В , Луговской В П Сварка и термическая обработка сварных соединений М Стройиздат, 1976, стр 46 2 Руссиян А В , Луговской В П Сварка и термическая обработка сварных соединений М Стройиздат, 1976, стр 45 3 Сатро Л С Справочник сварщика Донецк Донбасс, 1984, стр 52 4—-Г ІГ.1 г2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrode rod for electric arc welding
Назва патенту російськоюСтержень электрода для электродуговой сварки
МПК / Мітки
МПК: B23K 35/02
Мітки: електрода, зварювання, стрижень, електродугового
Код посилання
<a href="https://ua.patents.su/2-52515-strizhen-elektroda-dlya-elektrodugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Стрижень електрода для електродугового зварювання</a>
Стержень електрода для електродугового зварювання
Номер патенту: 52515
Опубліковано: 16.12.2002
Автор: Колотий Валентин Петрович
МПК: B23K 35/02
Мітки: електродугового, стержень, зварювання, електрода
Формула / Реферат:
Стрижень електрода для електродугового зварювання, який містить циліндричну і торцеві поверхні, який відрізняється тим, що на торцевих поверхнях виконані відповідні елементи механічного замка, що забезпечують послідовне з'єднання стрижнів між собою.
Спосіб електродугового зварювання плавким електродом та електрод для його здійснення
Номер патенту: 68361
Опубліковано: 16.08.2004
Автори: Кузьменко Георгій Володимирович, Кузьменко Володимир Григорович
МПК: B23K 9/02
Мітки: зварювання, електродугового, електродом, спосіб, плавким, електрод, здійснення
Формула / Реферат:
1. Спосіб електродугового зварювання плавким електродом, що складається з електропровідної частини та ізолюючого покриття, який включає розміщення електрода між деталями, що зварюються, зведення останніх на близьку відстань до зіткнення з електродом, подачу напруги до електрода й обох деталей, що зварюються, збудження дуги між ними з утворенням надлишкового тиску парів у зоні зварювання, який відрізняється тим, що для ізолюючого покриття...
Спосіб автоматичного електродугового зварювання обсадних труб
Номер патенту: 4992
Опубліковано: 15.02.2005
Автор: Палаш Роман Володимирович
МПК: B23K 9/00
Мітки: автоматичного, труб, електродугового, спосіб, обсадних, зварювання
Формула / Реферат:
Спосіб автоматичного електродугового зварювання обсадних труб, що включає їх центрування і багатошарове зварювання з використанням електродного дроту на основі заліза з формуванням шва, який відрізняється тим, що як електродний дріт використовують високомарганцевий порошковий, шов формують аустенітної структури із вмістом, % ваг.: вуглець 0,6-0,8; марганець 10-12 і відносною товщиною 0,45-0,8.
Спосіб електродугового зварювання

Номер патенту: 23920
Опубліковано: 31.08.1998
Автор: Гаєвський Олег Анатолійович
МПК: B23K 28/00
Мітки: спосіб, зварювання, електродугового
Формула / Реферат:
Спосіб електродугового зварювання, який включає виконання зварювання з присаджувальним матеріалом, що подається в зварювальну дугу під кутом до поверхні виробу, підключення виробу до клеми джерела живлення зварювальної дуги послідовно з баластовим реостатом, який відрізняється тим, що присаджувальний матеріал підключають до тієї ж клеми джерела живлення зварювальної дуги послідовно з другим баластовим реостатом, в процесі виконання зварного...
Спосіб електродугового зварювання стикових швів

Номер патенту: 54854
Опубліковано: 17.03.2003
Автори: Білосточний Василь Володимирович, Климанчук Владислав Владиславович, Кривоклуб Віктор Степанович, Щетинін Сергій Вікторович, Шебаніц Едуард Миколайович
МПК: B23K 9/18
Мітки: електродугового, швів, зварювання, спосіб, стикових
Формула / Реферат:
Спосіб електродугового зварювання стикових швів із установленими на початку і кінці шва в безпосередньому контакті технологічними планками, який відрізняється тим, що технологічні планки не прихвачують і виконують із трансформаторного заліза з пазом у вигляді півкола, а величину радіуса встановлюють у залежності від ширини шва відповідно до виразу:R=(0,7-0,8)ВШ, мм,де ВШ - ширина зварного шва, мм.
Попередній патент: Похідні гетероциклічного аміду
Наступний патент: Засіб для стимуляції росту рослин
Випадковий патент: Спосіб лікування синдрому передчасної еякуляції