Спосіб механізованого зварювання з імпульсною подачею плавкого електрода – сіп
Номер патенту: 69430
Опубліковано: 25.04.2012
Автори: Лебедєв Володимир Олександрович, Максимов Сергій Юрійович, Патон Борис Євгенович, Пічак Володимир Григорович


Формула / Реферат
1. Спосіб механізованого зварювання з імпульсною подачею плавкого електрода, при якому до блока управління механізмом подачі електродного дроту вводять керуючий сигнал, що відповідає щонайменше одному параметру режиму імпульсної подачі електродного дроту, котрий впливає на частоту коротких замикань, який відрізняється тим, що для налаштування механізму подачі електродного дроту на імпульсний режим зварювання виконують щонайменше два пробних зварювання при подачі електродного дроту з постійною швидкістю до досягнення стійкого зварювального процесу з необхідною якістю формування шва, фіксують частоти коротких замикань і струм зварювання та усереднюють їх, а як керуючий сигнал до блока управління механізмом подачі електродного дроту вводять значення вказаних усереднених величин у вигляді частоти, форми і кроку імпульсної подачі електродного дроту.
2. Спосіб за п. 1, який відрізняється тим, що при необхідності корегування частоти, форми і кроку імпульсної подачі електродного дроту змінюють форму імпульсу.
Текст
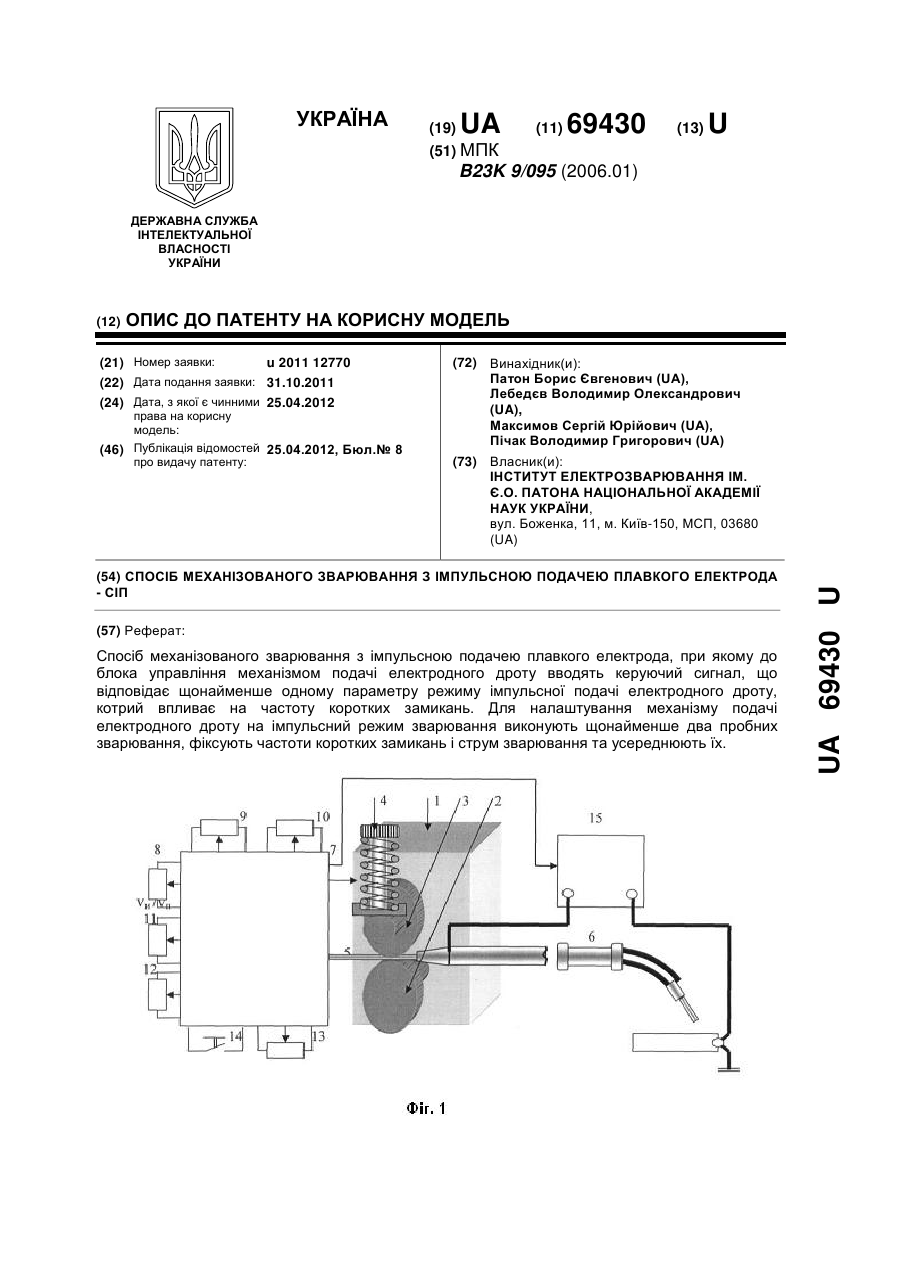
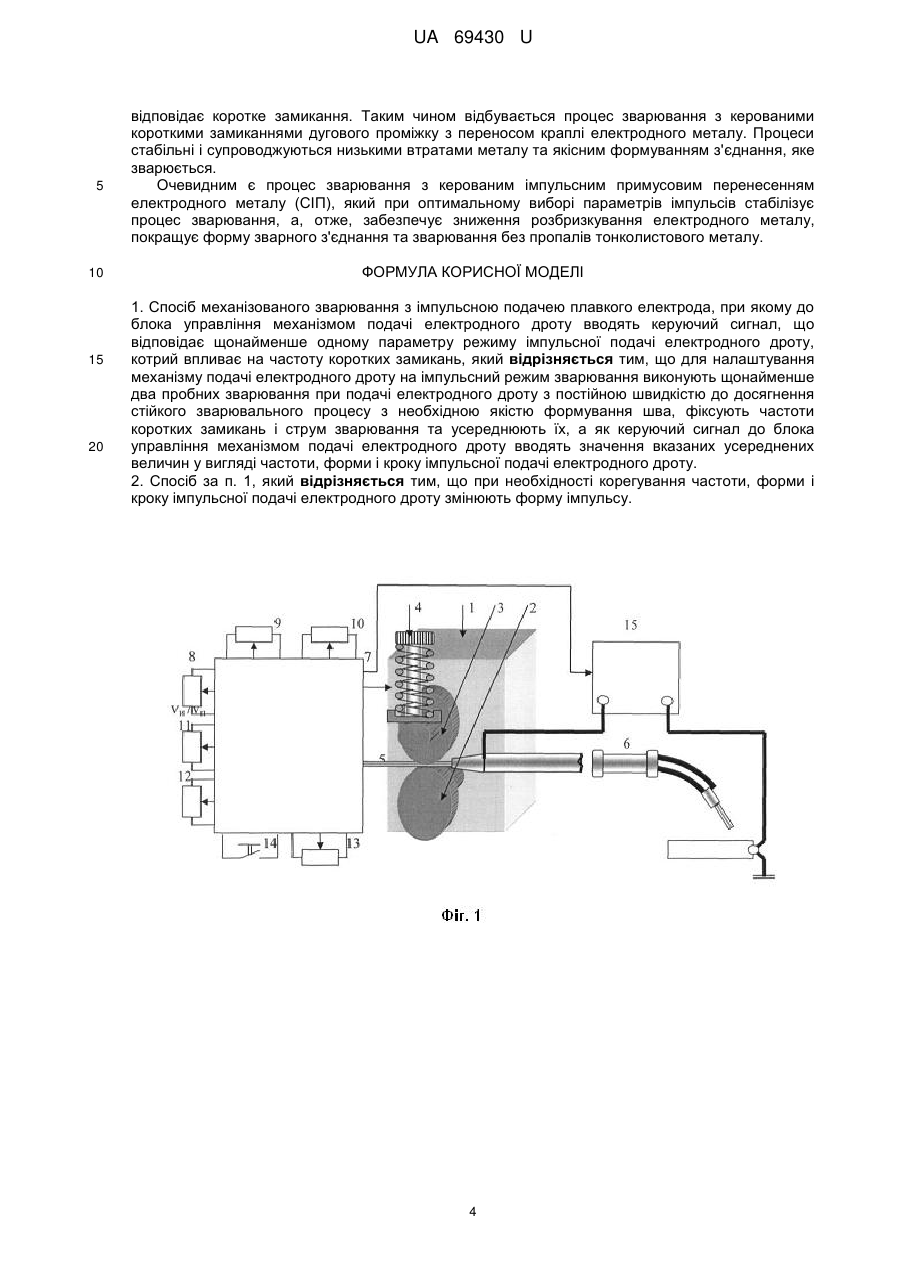
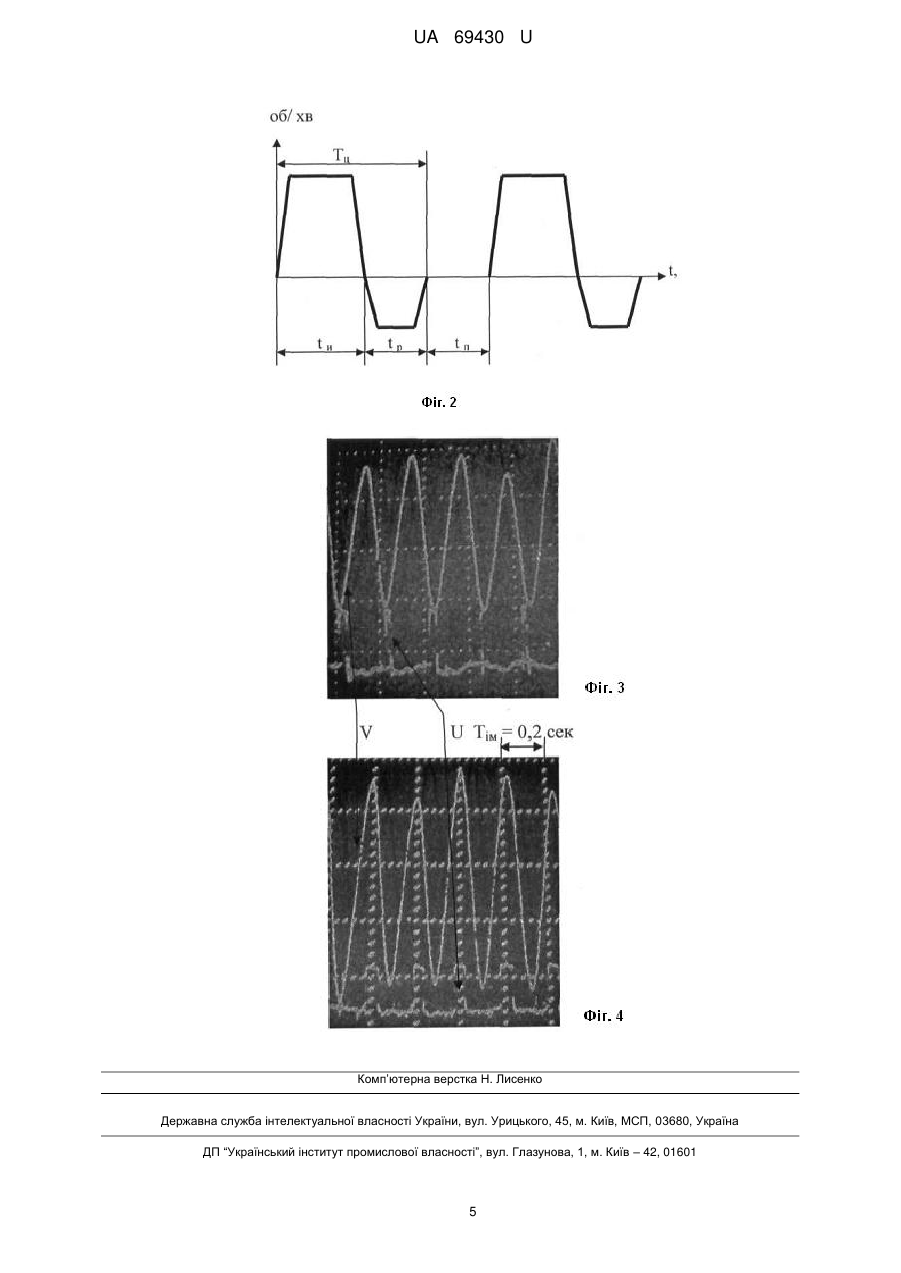
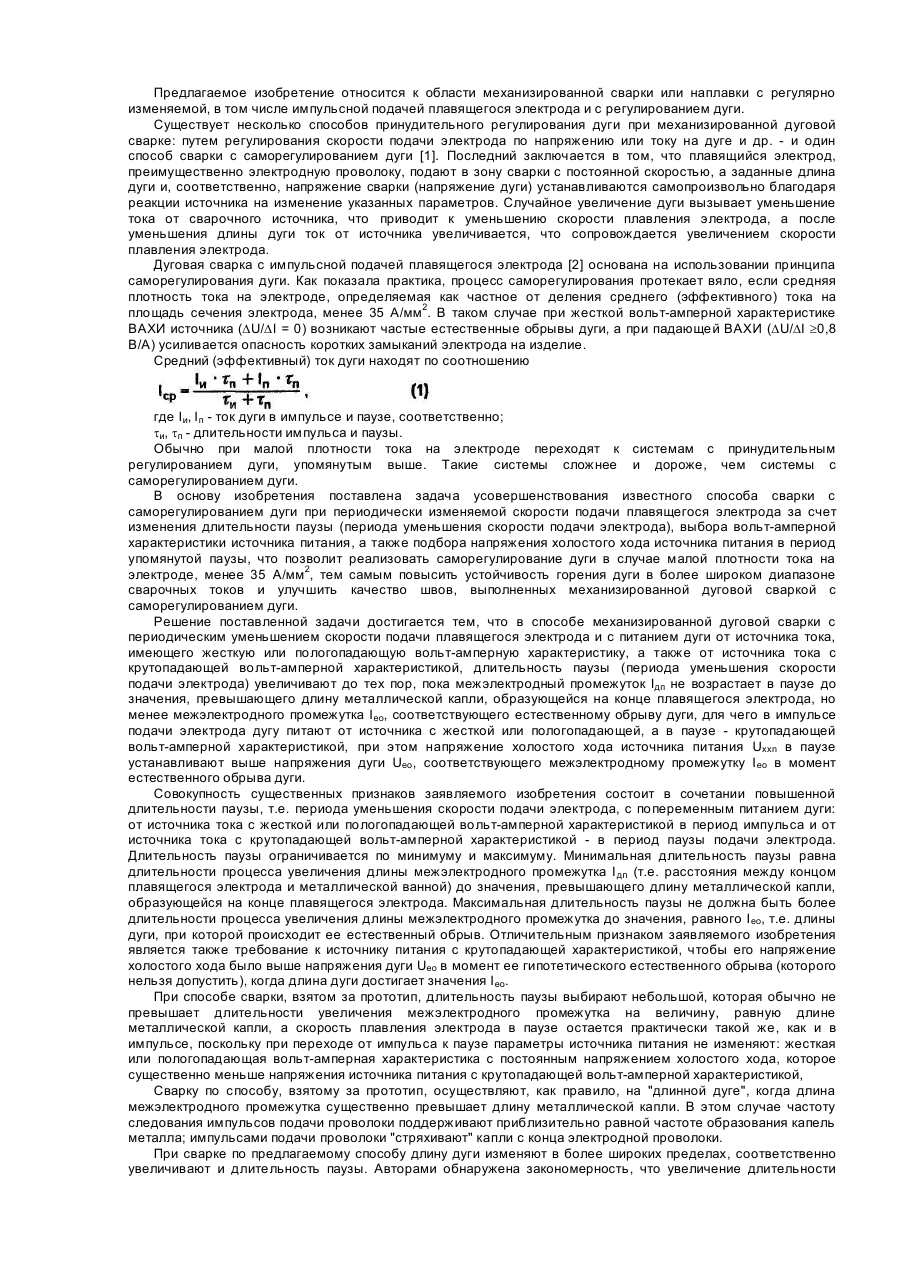
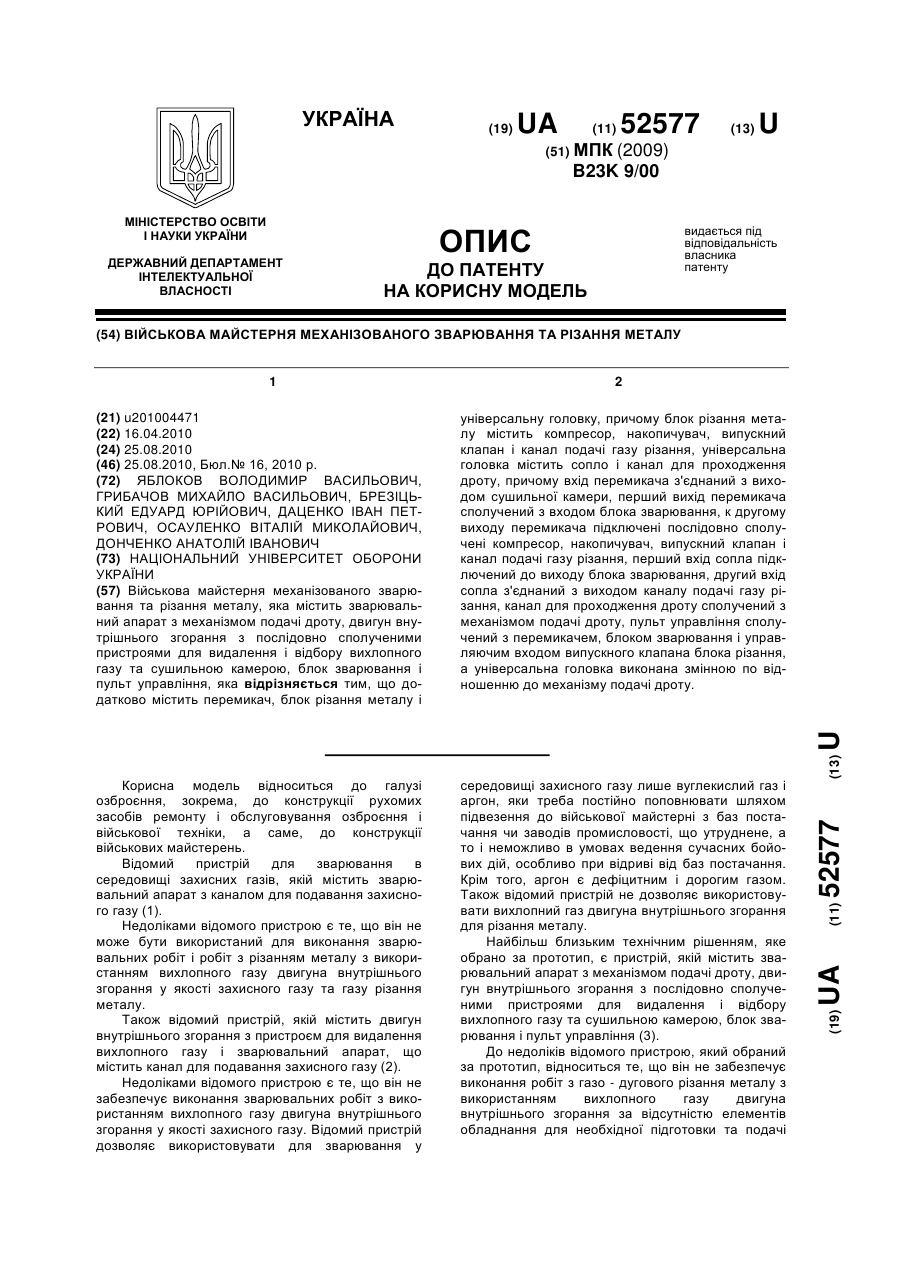
Реферат: Спосіб механізованого зварювання з імпульсною подачею плавкого електрода, при якому до блока управління механізмом подачі електродного дроту вводять керуючий сигнал, що відповідає щонайменше одному параметру режиму імпульсної подачі електродного дроту, котрий впливає на частоту коротких замикань. Для налаштування механізму подачі електродного дроту на імпульсний режим зварювання виконують щонайменше два пробних зварювання, фіксують частоти коротких замикань і струм зварювання та усереднюють їх. UA 69430 U (12) UA 69430 U UA 69430 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до зварювання, зокрема, до зварювання з імпульсною подачею плавкого електрода в середовищі захисних газів, і може бути використаною при розробці, виробництві та експлуатації напівавтоматів для зварювання сталей і сплавів алюмінію. Характер переносу електродного металу при зварювальних процесах плавким електродом з короткими замиканнями дугового проміжку має велике значення для якісного формування зварювального шва. Основним недоліком цих процесів є розбризкування металу зварювальної ванни і електрода, наслідком чого є порушення стабільності процесу. Для усунення цього недоліку удосконалюються існуючі та розроблюються нові технології, орієнтовані на підвищення стабільності зварювання за рахунок впорядкованості частоти переносу електродного металу. Механізоване зварювання з імпульсною подачею плавкого електрода є одним із процесів, у яких передбачена можливість гнучкого керування перенесенням рідкого металу до зварювальної ванни. Стабільність режиму імпульсного зварювання значною мірою залежить від співвідношення його основних параметрів - величини, форми і тривалості імпульсів та пауз. Відповідним підбором струму дуги та параметрів імпульсів можна підвищувати швидкість розплавлення електродного дроту, змінювати форму та розміри шва, забезпечувати стійке горіння дуги. Але в той же час кожен із відомих процесів імпульсного зварювання поряд зі своїми перевагами має цілий ряд недоліків. Так, наприклад, відомий спосіб зварювання у вуглекислому газі пульсуючий дугою з оптимальним вибором нахилу зовнішньої характеристики джерела живлення, при здійсненні якого струм імпульсу забезпечують при роботі на жорсткій 8 характеристиці, а струм паузи - на крутопадаючій (А.с. СРСР №837665, МПК В23K9/16, опубл. 15.06.1981р.). Недоліком цього способу є те, що при зварюванні з короткими замиканнями дугового проміжку на жорсткій характеристиці має місце значне розбризкування, що негативно позначається на стабільності процесу та якості зварних швів. Відомий також спосіб дугового зварювання плавким електродом, при якому в період між короткими замиканнями реєструють імпульси струму і напруги дуги та при появі, принаймні, двох імпульсів переходять з однієї характеристики на іншу і змінюють швидкість подачі дроту 7 (А.с. СРСР №1570159, МПК В23K9/16, опубл. 30.12.1993р.). Область оптимальних режимів зварювання, при яких можливе виділення імпульсів струму і напруги дуги в період між короткими замиканнями мала, тому при реалізації цього способу не виключена можливість виходу зі вказаної області, що призведе до нестабільності процесу зварювання та підвищення розбризкування розплавленого металу електрода і ванни. За найближчий аналог прийнятий спосіб механізованого зварювання з імпульсною подачею плавкого електрода, при якому до блока управління механізмом подачі електродного дроту вводять керуючий сигнал, що відповідає щонайменше одному параметру режиму імпульсної подачі електродного дроту, котрий впливає на частоту коротких замикань (Патент РФ № 8 2238827, МПК В23K9/095, опубл. 27.10.2004р.) У цьому процесі як джерело керуючого сигналу використовують блок реєстрації зварювального струму, а імпульс подачі плавкого електрода (дроту) формують в момент зрівнювання мінімального зварювального струму із заданим. Недоліком цього способу є те, що для його виконання застосовується обладнання, яке є конструктивно ускладненим, оснащене численними датчиками та системами вимірювання, що в цілому ускладнює та здорожує реалізацію цього способу. Система подачі електродного дроту обладнання доволі динамічна, через що робочий процес може супроводжуватися різними збурюваннями, які виникають під час зварювання. Ця динамічність системи подачі є причиною того, що момент подачі керуючого сигналу на формування імпульсу і його фактичне отримання відбувається із "запізненням", іншими словами, динамічність системи є фактором, котрий призводить до затримки імпульсів та ускладнює можливість отримання імпульсного руху електродного дроту в потрібний момент здійснення зварювального циклу. В основу корисної моделі поставлена задача підвищення ефективності виконання способу механізованого зварювання з імпульсною подачею плавкого електрода - СІП, шляхом оптимізації послідовності етапів його реалізації, зокрема, шляхом проведення декількох попередніх зварювань на постійній швидкості подачі електрода з фіксацією і усередненням параметрів режиму - частоти коротких замикань і струму, та вироблення остаточного керуючого сигналу на управління механізмом подачі на основі одержаних усереднених величин, що дозволяє задавати імпульс подачі електродного дроту у вигляді частоти, форми і кроку подачі і створює умови для реалізації зварювального процесу з примусовим формуванням крапель розплавленого електродного металу із заданою частотою незалежно від динамічності системи подачі дроту, виключає ймовірність виникнення збурень та дозволяє реалізувати процес із застосуванням конструктивно спрощеного обладнання. 1 UA 69430 U 5 10 15 20 25 30 35 40 45 50 55 Поставлена задача вирішується за рахунок того, що в способі механізованого зварювання з імпульсною подачею плавкого електроду - СІП, при якому до блока управління механізмом подачі електродного дроту вводять керуючий сигнал, що відповідає щонайменше одному параметру режиму імпульсної подачі електродного дроту, котрий впливає на частоту коротких замикань, згідно з корисною моделлю, для налаштування механізму подачі електродного дроту на імпульсний режим зварювання виконують щонайменше два пробних зварювання при подачі електродного дроту з постійною швидкістю до досягнення стійкого зварювального процесу з необхідною якістю формування шва, фіксують частоти коротких замикань і струм зварювання та усереднюють їх, а як керуючий сигнал до блока управління механізмом подачі електродного дроту вводять значення вказаних усереднених величин у вигляді частоти, форми і кроку імпульсної подачі електродного дроту. При необхідності корегування частоти, форми і кроку імпульсної подачі електродного дроту форму імпульсу можна змінювати. Відмінністю запропонованої технології є те, що кінцеві параметри режиму зварювання встановлюються з орієнтацією на умови здійснення попереднього процесу, за яких були отримані найбільш прийнятні та оптимальні робочі параметри, і які дозволяють визначитися з конкретикою керуючого сигналу. В результаті проведення численних експериментів було встановлено, що гнучкого та ефективного керування процесом можна досягти, коли як джерело керуючого сигналу використовується інформація про частоту природних коротких замикань (а не величина зварювального струму, як це має місце у винаході, прийнятому за прототип). На основі цієї інформації формують імпульс подачі електродного дроту і задають його у вигляді частоти, форми і кроку подачі, які, власне, і визначають величину зварювального струму. Це дозволяє здійснювати стабільний зварювальний процес, у якому можна задавати потрібну частоту і момент перенесення крапель в зварювальну ванну (тобто, здійснювати примусове перенесення розплавленого металу), при цьому динамічністю системи подачі електродного дроту, як такою, можна знехтувати, тому що на проведення процесу вона вплинути не може. Слід зазначити, що завдяки розробленій технології для коригування параметрів імпульсної подачі можна змінювати форму імпульсів. Заявлена технологія дозволяє стабілізувати величину краплі електродного металу і зробити зварювання нечутливим до зміни напруги джерела живлення. Крім того, струм дуги не залежить від діаметра дроту, що дозволяє не змінювати налаштування заданого мінімального струму при заміні електродного дроту. Суть запропонованого способу механізованого зварювання з імпульсною подачею плавкого електрода пояснює схема пристрою, за допомогою якого реалізується спосіб (Фіг.1) та представлений на Фіг.2 цикл імпульсної подачі електродного дроту з чергуванням фаз "імпульсреверс-пауза-імпульс", а також осцилограми швидкості V та напруги U при зварюванні сталі дротом Св08Г2С (Фіг.3) та сплавів алюмінію дротом СвАМг6 (Фіг.4). (Зварювання здійснювалось із застосуванням дроту, діаметр якого становив 1,2мм, величина зварювального струму становила 120А). Механізм імпульсної подачі 1 електродного дроту виконаний на основі імпульсного електродвигуна з парою подавального 2 і притискного 3 роликів з притискним пристроєм 4. Електродний дріт 5 роликами 2 і 3 через шланговий утримувач 6 подається в зону зварювання. Механізм імпульсної подачі 1 виконаний повністю керованим по параметрах імпульсного обертання подавального ролика 2, а, отже, електродного дроту 5. Параметри імпульсного руху задаються блоком 7, який керує параметрами обертання вала електродвигуна механізму імпульсної подачі 1. За допомогою блока 7 задаються наступні параметри (див. Фіг.1 та 2): - частота імпульсної подачі - задатчик 8; - час імпульсу tи "вперед" - задатчик 9; - час імпульсу tр "в реверсі" - задатчик 10; - час паузи tп - задатчик 11; - частота обертання вала електродвигуна "вперед" (струм дугового процесу) - задатчик 12; - частота обертання вала електродвигуна "в реверсі" - задатчик 13. Цикл перенесення електродного металу здійснюється за допомогою реалізації циклу імпульсної подачі електродного дроту з часом Т ц (Фіг.2). Цей повторюваний цикл імпульсної подачі може включати в себе фази, що чергуються: "імпульс - реверс - пауза - імпульс", "імпульс - пауза - імпульс", "імпульс - реверс - імпульс", "імпульс - пауза - реверс - імпульс". Крім зазначеного, може бути реалізована робота електродвигуна механізму імпульсної подачі 1 з постійною частотою обертання валу електродвигуна. На Фіг.2, як приклад, показаний цикл імпульсної подачі з чергуванням фаз "імпульс - реверс - пауза - імпульс". Все розмаїття фаз імпульсу подачі визначає форму імпульсу. 2 UA 69430 U 5 10 15 20 25 30 35 40 45 50 55 60 Цикл роботи механізму здійснюється при маніпулюванні кнопкою 14. Цифрою 15 позначене джерело зварювального струму. При правильно підібраних параметрах імпульсної подачі електродного дроту за кожен цикл імпульсу подачі відбувається перенесення краплі електродного металу. При цьому цей процес відбувається з регулярною періодичністю, що забезпечує стабілізацію перенесення, зниження втрат електродного металу і витрат електроенергії через відсутність її витрати на перегрів металу краплі. Механізм імпульсної подачі вмикається і вимикається кнопкою 14, при цьому вмикається механізм імпульсної подачі 1 і джерело зварювального струму 15. Управління формою, частотою імпульсної подачі, а також часом фаз імпульсу його форми задається задатчиками 8…13. Реалізація запропонованого способу механізованого зварювання з імпульсною подачею плавкого електрода починається зі встановлення режимів зварювання, при яких досягається необхідний результат по продуктивності плавлення (струм і напруга) електродного дроту при встановленій задатчиком 12 на блоці 7 постійної швидкості подачі і при нульових положеннях задатчиків 9, 10, 11. При цьому, використовуючи осцилограф, аналізатори процесу, датчики коротких замикань або в найпростішому випадку - дані технічної літератури (наприклад, Потапьевский А.Г. Сварка в защитных газах плавящимся электродом - М: Машиностроение, 1974.-240 с.), визначають середню частоту коротких замикань протягом циклу зварювання (10…20с.). Фіксують інтегральне (усереднене) значення струму зварювання І с будь-яким стрілочним приладом (амперметром). За інтегральним значенням струму зварювання визначають швидкість постійної подачі електродного дроту Vп. Значення частоти коротких замикань задатчиком 8 вводять в блок 7. Далі зазначеним вище способом визначають співвідношення термінів тривалості короткого замикання tк.з і горіння дуги tд. Далі на початковому етапі прирівнюють часи tп→tк.з і tиvп (tп+tи)/tи, де vп - швидкість подачі в паузі. Якщо дотримані ці умови, а також при наявності шлангового утримувача невеликої довжини і відсутності збурюючих впливів, наприклад, у вигляді прихваток дроту в струмопідвідному наконечнику, нестабільності підтримки вильоту і т.д. процес зварювання протікає досить стабільно з регулярними короткими замиканнями, які відповідають імпульсам подачі електродного дроту. Якщо процес нестабільний, то ця нестабільність усувається шляхом збільшення імпульсної швидкості подачі за рахунок підвищення частки паузи, і у випадках, коли цього недостатньо або змінюється просторове положення зварювання, використовують реверсивний рух електродного дроту. При цьому для збереження продуктивності плавлення електродного дроту зберігають значення інтегральної швидкості подачі, яке відповідає постійній швидкості подачі. Частота імпульсної подачі, встановлена спочатку, також зберігається. Напругу дугового процесу під час імпульсної подачі можна регулювати в більш широкому діапазоні, ніж це зазвичай можна регулювати при постійній подачі для заданих значень струму, і це дозволяє здійснити управління формуванням зварного з'єднання. Приклади реалізації способу механізованого зварювання з імпульсною подачею плавкого електрода - СІП, при використанні електродних дротів Св08Г2С і СвАМг діаметрами 1,2мм у середовищі СО2 та аргону відповідно. Зварювання здійснювали у нижньому положенні. Виліт електродного дроту і витрата захисних газів встановили у відповідності до рекомендацій, викладених у вищезгаданому літературному джерелі (Потапьевский А.Г. Сварка в защитных газах плавящимся электродом М: Машиностроение, 1974.-240с.). Використовуючи двопроменевий осцилограф, зареєстрували параметри процесу зварювання сталі і алюмінію з постійною швидкістю подачі і задовільним формуванням наплавленого валика з інтегральним значенням струму 120А і частотою перенесення електродного металу в межах 42…61Гц. При цьому визначили швидкості подачі дроту для обох процесів для гарантованого перенесення крапель електродного металу зі стабільною частотою перенесення. Усереднили отримані значення частот природного перенесення електродного металу і встановили для обох процесів частоту імпульсної подачі електродного дроту 50Гц для зварювання сталей і алюмінію. Далі, враховуючи особливості імпульсного управління перенесенням для зварювання сталей і алюмінію, встановили: для сталі vи/vп=3,5; для алюмінію vи/vп=2,5. Осцилограми напруги U та швидкості V подачі електродного дроту реального процесу зварювання сталі і алюмінію з імпульсною подачею електродного дроту представлені відповідно на Фіг.3-4. Процес відбувається з короткими замиканнями дугового проміжку. На цих осцилограмах імпульси швидкості подачі мають період слідування Т ім=0,2 сек. Як видно з наведених на Фіг.3-4 осцилограм для кожного виду зварювання, кожному імпульсу подачі 3 UA 69430 U 5 10 15 20 відповідає коротке замикання. Таким чином відбувається процес зварювання з керованими короткими замиканнями дугового проміжку з переносом краплі електродного металу. Процеси стабільні і супроводжуються низькими втратами металу та якісним формуванням з'єднання, яке зварюється. Очевидним є процес зварювання з керованим імпульсним примусовим перенесенням електродного металу (СІП), який при оптимальному виборі параметрів імпульсів стабілізує процес зварювання, а, отже, забезпечує зниження розбризкування електродного металу, покращує форму зварного з'єднання та зварювання без пропалів тонколистового металу. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб механізованого зварювання з імпульсною подачею плавкого електрода, при якому до блока управління механізмом подачі електродного дроту вводять керуючий сигнал, що відповідає щонайменше одному параметру режиму імпульсної подачі електродного дроту, котрий впливає на частоту коротких замикань, який відрізняється тим, що для налаштування механізму подачі електродного дроту на імпульсний режим зварювання виконують щонайменше два пробних зварювання при подачі електродного дроту з постійною швидкістю до досягнення стійкого зварювального процесу з необхідною якістю формування шва, фіксують частоти коротких замикань і струм зварювання та усереднюють їх, а як керуючий сигнал до блока управління механізмом подачі електродного дроту вводять значення вказаних усереднених величин у вигляді частоти, форми і кроку імпульсної подачі електродного дроту. 2. Спосіб за п. 1, який відрізняється тим, що при необхідності корегування частоти, форми і кроку імпульсної подачі електродного дроту змінюють форму імпульсу. 4 UA 69430 U Комп’ютерна верстка Н. Лисенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of mechanized welding with pulsed feeding of consumable electrode - self-supporting insulated wire
Автори англійськоюPaton Borys Yevhenovych, Lebediev Volodymyr Oleksandrovych, Maksymov Serhii Yuriiovich, Pichak Volodymyr Hryhorovych
Назва патенту російськоюСпособ механизированной сварки с импульсной подачей плавящегося электрода - сип
Автори російськоюПатон Борис Евгеньевич, Лебедев Владимир Александрович, Максимов Сергей Юрьевич, Пичак Владимир Григорьевич
МПК / Мітки
МПК: B23K 9/095
Мітки: спосіб, електрода, сіп, механізованого, плавкого, зварювання, імпульсною, подачею
Код посилання
<a href="https://ua.patents.su/7-69430-sposib-mekhanizovanogo-zvaryuvannya-z-impulsnoyu-podacheyu-plavkogo-elektroda-sip.html" target="_blank" rel="follow" title="База патентів України">Спосіб механізованого зварювання з імпульсною подачею плавкого електрода – сіп</a>
Спосіб механізованого дугового зварювання або наплавлення із модуляцією швидкості подачі електрода та регулюванням дуги
Номер патенту: 21219
Опубліковано: 04.11.1997
Автори: Колесник Георгій Фомич, Сидорук Володимир Степанович, Патон Борис Євгенович, Лебедєв Володимир Костянтинович
МПК: B23K 25/00
Мітки: наплавлення, механізованого, модуляцією, дуги, регулюванням, зварювання, дугового, подачі, електрода, швидкості, спосіб
Формула / Реферат:
Способ механизированной дуговой сварки или наплавки с модуляцией скорости подачи электрода и с регулированием дуги, при котором плотность тока на электроде в импульсе превышает 35 А/мм2, а в паузе меньше этого значения, отличающийся тем, что в случае, когда средняя плотность тока на электроде меньше 35 А/мм2, длительность паузы увеличивают до тех пор, пока межэлектродный промежуток Ідп в паузы не возрастет до значения, превышающего длину...
Військова майстерня механізованого зварювання та різання металу
Номер патенту: 52577
Опубліковано: 25.08.2010
Автори: Брезіцький Едуард Юрійович, Яблоков Володимир Васильович, Даценко Іван Петрович, Грибачов Михайло Васильович, Донченко Анатолій Іванович, Осауленко Віталій Миколайович
МПК: B23K 9/00
Мітки: механізованого, майстерня, металу, зварювання, різання, військова
Формула / Реферат:
Військова майстерня механізованого зварювання та різання металу, яка містить зварювальний апарат з механізмом подачі дроту, двигун внутрішнього згорання з послідовно сполученими пристроями для видалення і відбору вихлопного газу та сушильною камерою, блок зварювання і пульт управління, яка відрізняється тим, що додатково містить перемикач, блок різання металу і універсальну головку, причому блок різання металу містить компресор, накопичувач,...
Стрижень електрода для електродугового зварювання
Номер патенту: 52515
Опубліковано: 15.04.2005
Автор: Колотий Валентин Петрович
МПК: B23K 35/02
Мітки: стрижень, електродугового, зварювання, електрода
Формула / Реферат:
Стрижень електрода для електродугового зварювання, який містить циліндричну і торцеві поверхні, який відрізняється тим, що на торцевих поверхнях виконані відповідні елементи механічного замка, що забезпечують послідовне з'єднання стрижнів між собою.
Стержень електрода для електродугового зварювання
Номер патенту: 52515
Опубліковано: 16.12.2002
Автор: Колотий Валентин Петрович
МПК: B23K 35/02
Мітки: зварювання, електродугового, електрода, стержень
Формула / Реферат:
Стрижень електрода для електродугового зварювання, який містить циліндричну і торцеві поверхні, який відрізняється тим, що на торцевих поверхнях виконані відповідні елементи механічного замка, що забезпечують послідовне з'єднання стрижнів між собою.
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 84237
Опубліковано: 25.09.2008
Автори: Ковалевський Олексій Ігорович, Носовський Борис Іванович
МПК: B23K 9/12
Мітки: спосіб, плавиться, електродом, дугового, зварювання
Формула / Реферат:
1. Спосіб дугового зварювання електродом, що плавиться, який включає подачу електрода за допомогою приводних роликів і зварювального пальника і примусовий перенос електродного металу в зварювальну ванну, який відрізняється тим, що примусовий перенос електродного металу здійснюють за рахунок коливань за синусоїдальним законом механічного контуру, у нижній частині якого розташовують електрод, що плавиться, а верхню частину виконують з обмоткою,...
Попередній патент: Інвертор для індукційного нагріву металів
Наступний патент: Спосіб оздоровлення, фізичної і біологічної реабілітації людини
Випадковий патент: Спосіб ранньої діагностики виразкової хвороби шлунка та дванадцятипалої кишки