Спосіб аналізу зсуву фаз y
Номер патенту: 114049
Опубліковано: 27.02.2017
Автори: Черновол Наталія Миколаївна, Дядя Сергій Іванович, Кучугуров Марк Валерійович, Зубарєв Андрій Євгенійович, Внуков Юрій Миколайович


Формула / Реферат
Спосіб аналізу коливань деталі та/або інструменту для визначення надійності роботи та/або якості обробки, при якому реєструють і обробляють коливання, що виникають при контролі деталі та/або інструменту, при цьому реєструють та аналізують коливання, зберігають коливальний спектр, що включає зазначені коливання, для формування багатомірних даних, який відрізняється тим, що у збереженому коливальному спектрі виділяють траєкторію руху деталі та/або інструменту у вигляді осцилограми горизонтальних переміщень останніх, з отриманої осцилограми виділяють дві ділянки, які відповідають двом послідовним обертам деталі і мають розмір у часі, рівний періоду одного оберту деталі ![]() , дані ділянки накладають, відносно поточної точки накладання визначають період регенеративних автоколивань
, дані ділянки накладають, відносно поточної точки накладання визначають період регенеративних автоколивань ![]() , та відставання у часі
, та відставання у часі ![]() фази вібраційного переміщення деталі та/або інструменту при попередньому оберті деталі, визначають значення зсуву фаз
фази вібраційного переміщення деталі та/або інструменту при попередньому оберті деталі, визначають значення зсуву фаз ![]() регенеративних автоколивань за формулою:
регенеративних автоколивань за формулою:
![]() ,
,
де ![]() - відставання у часі фази вібраційного переміщення деталі та/або інструменту при попередньому оберті деталі, с;
- відставання у часі фази вібраційного переміщення деталі та/або інструменту при попередньому оберті деталі, с;
![]() - період регенеративних автоколивань, с,
- період регенеративних автоколивань, с,
та будують графік зміни зсуву фаз ![]() регенеративних автоколивань у часі.
регенеративних автоколивань у часі.
Текст
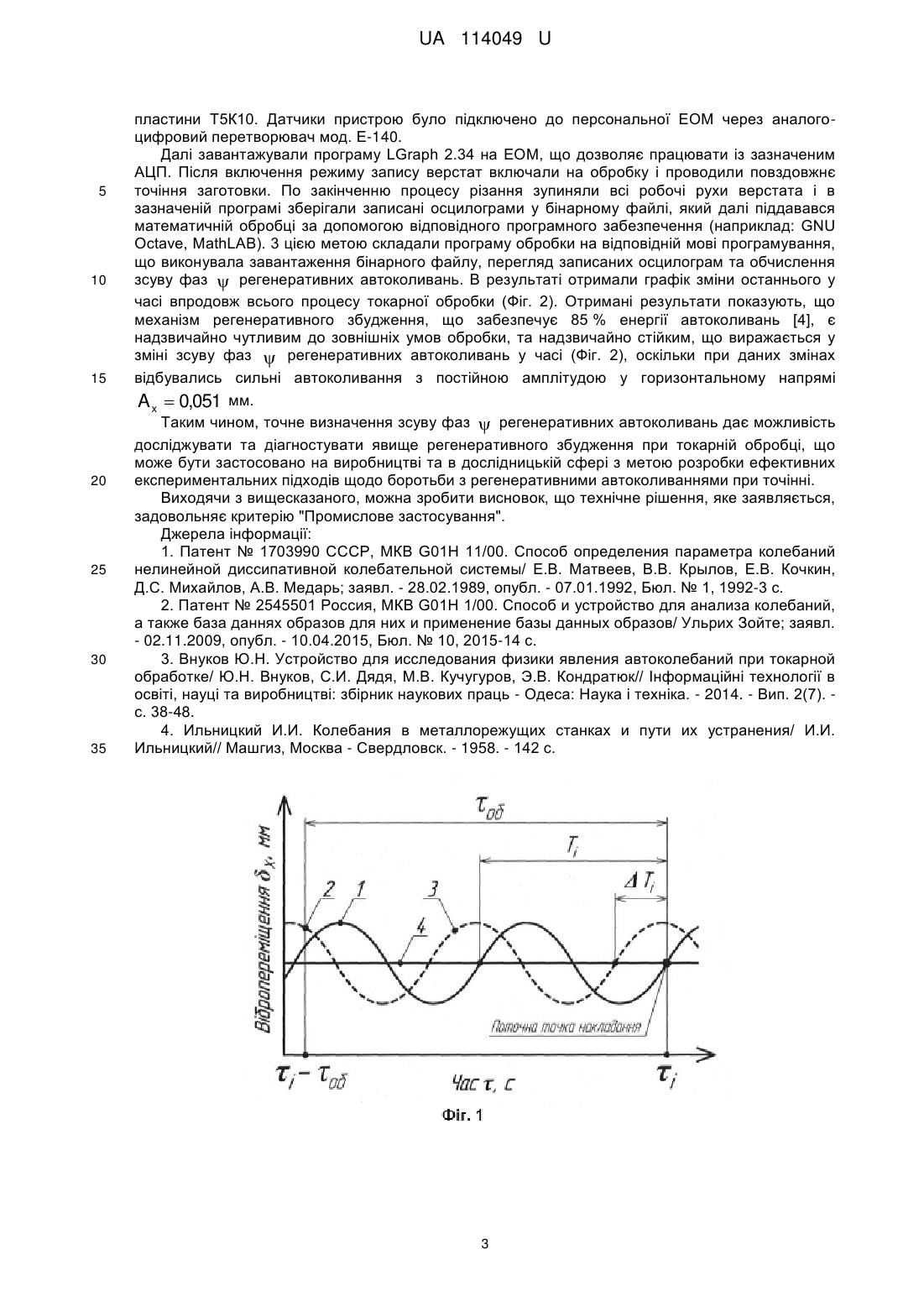
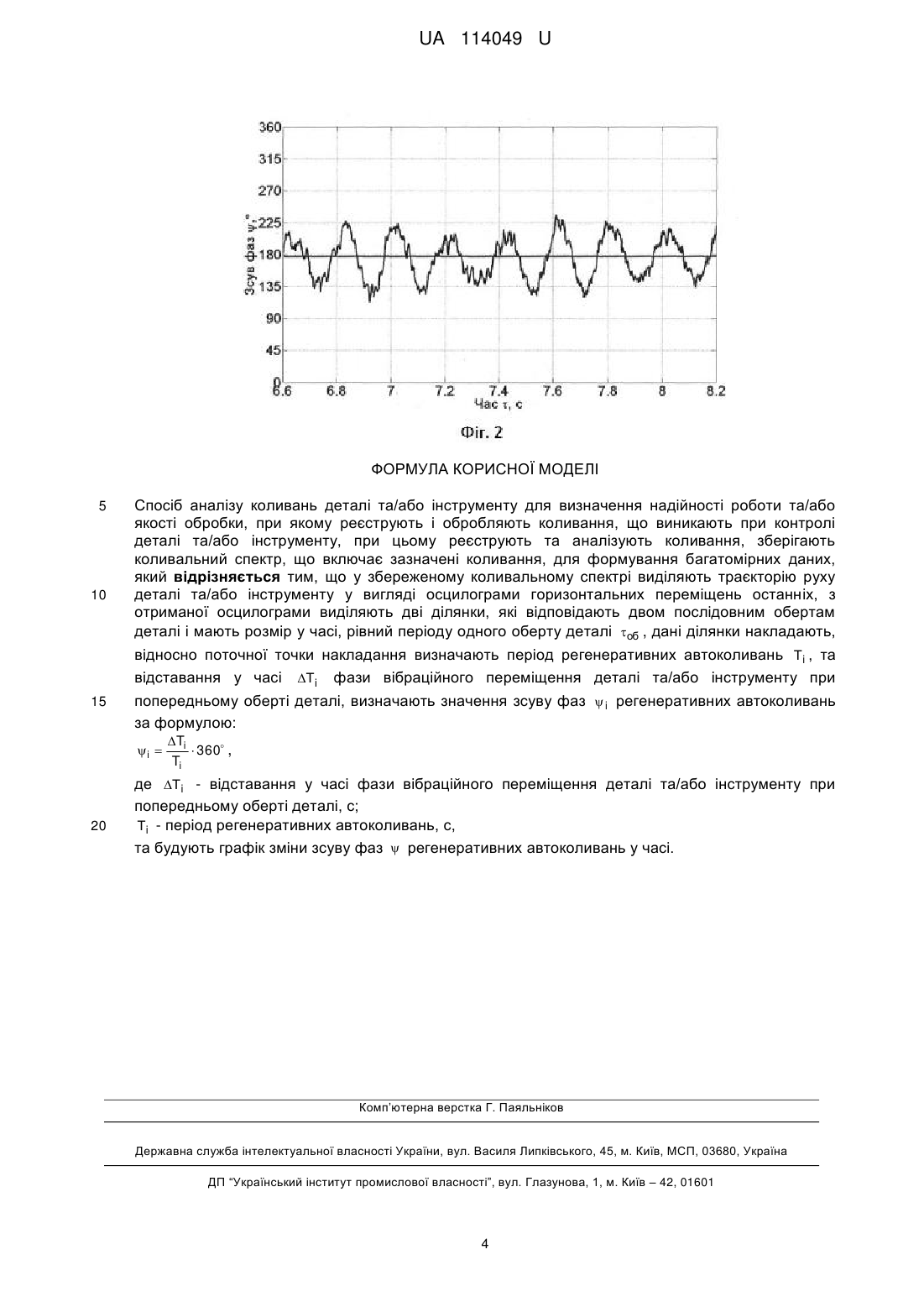
Реферат: Спосіб аналізу коливань деталі та/або інструменту для визначення надійності роботи та/або якості обробки, при якому реєструють і обробляють коливання, що виникають при контролі деталі та/або інструменту, при цьому реєструють та аналізують коливання, зберігають коливальний спектр, що включає зазначені коливання, для формування багатомірних даних. У збереженому коливальному спектрі виділяють траєкторію руху деталі та/або інструменту у вигляді осцилограми горизонтальних переміщень останніх, з отриманої осцилограми виділяють дві ділянки, які відповідають двом послідовним обертам деталі і мають розмір у часі, рівний періоду одного оберту деталі об , дані ділянки накладають, відносно поточної точки накладання визначають період регенеративних автоколивань Т i , та відставання у часі Т i фази вібраційного переміщення деталі та/або інструменту при попередньому оберті деталі, визначають значення зсуву фаз i регенеративних автоколивань за формулою: i Ti 360 , Ti де Тi - відставання у часі фази вібраційного переміщення деталі та/або інструменту при попередньому оберті деталі, с; Тi - період регенеративних автоколивань, с, та будують графік зміни зсуву фаз регенеративних автоколивань у часі. UA 114049 U (12) UA 114049 U UA 114049 U 5 Корисна модель належить до галузі операцій обробки металів різанням, конкретно стосується способу визначення зсуву фаз регенеративних автоколивань, що дозволяє проводити дослідження та діагностику динамічного процесу регенеративного збудження в зоні різання при токарній обробці в умовах виникнення автоколивань. Відомий спосіб визначення зсуву фаз [1], що полягає у вимірюванні кута підйому гвинтових ліній вібраційного профілю на обробленій поверхні деталі та довжини хвиль l вібраційного переміщення деталі та/або інструменту. Значення зсуву фаз обчислюється за формулою: 2So tg , (1) l де S o - подача інструменту на оберт, мм/об; 10 15 20 25 30 35 - кут підйому гвинтових ліній,°; l - довжина хвиль, мм. Недоліком даного способу є надзвичайно низька точність вимірювання, оскільки дає середню величину зсуву фаз , значення якого може змінюватись в ході токарної обробки, що підтверджується непостійністю кута підйому в уздовж осі обертання деталі. Прототипом вибраний відомий спосіб аналізу коливань [2], що виникають в ході механічної обробки. Даний спосіб дає можливість без використання будь-якого механічного, мікрометричного, оптичного та мікроскопічного обладнання проводити надзвичайно точні вимірювання коливань деталі та/або інструменту за мінімально короткий час. Недоліком даного способу є відсутність безпосереднього вимірювання закону механічного руху деталі та/або інструменту в умовах виникнення автоколивань, який дає можливість дослідити динамічні зміни процесу обробки через визначення параметрів регенеративного збудження у зоні обробки за інтервал часу сумірний з періодом автоколивань різця або деталі. В основу корисної моделі поставлено задачу розробки способу аналізу регенеративних автоколивань при токарній обробці, який дозволяє безпосередньо вимірювати та аналізувати параметри закону механічного руху деталі та/або інструменту, з високою точністю фіксувати динамічні зміни процесу різання за інтервал часу, сумірний з періодом автоколивань та визначати параметри регенеративного збудження в зоні обробки. Вирішення поставленої задача досягається тим, що після виконання токарної обробки у збереженому коливальному спектрі виділяють траєкторію руху деталі та/або інструменту у вигляді осцилограми горизонтальних переміщень останніх, з отриманої осцилограми виділяють дві ділянки, які відповідають двом послідовним обертам деталі і мають розмір у часі рівний періоду одного оберту деталі об , дані ділянки накладають, відносно поточної точки накладання визначають період регенеративних автоколивань Т i , та відставання у часі Т i фази вібраційного переміщення деталі та/або інструменту при попередньому оберті деталі, визначають значення зсуву фаз i регенеративних автоколивань за формулою: i 40 45 50 Ti 360 , (2) Ti де Т i - відставання у часі фази вібраційного переміщення деталі та/або інструменту при попередньому оберті деталі, с; Т i - період регенеративних автоколивань, с, та будують графік зміни зсуву фаз регенеративних автоколивань у часі. Використання виділеної траєкторії руху деталі та/або інструменту у вигляді осцилограми переміщень останніх дозволяє в цифровому вигляді представити закон механічного руху деталі та/або інструменту, що дозволяє вивчати зазначений процес через комп'ютерне перетворення коливального спектру та визначення параметрів коливального руху. Аналіз коливань деталі та/або інструменту в горизонтальному напрямку дозволяє безпосередньо вимірювати параметри регенеративного збудження, оскільки регенеративні автоколивання діють в зазначеному напрямку перпендикулярно поверхні різання. Виділення двох ділянок осцилограми, що відповідають двом послідовним обертам деталі і мають розмір у часі рівний періоду одного оберту деталі об дозволяє врахувати відносне положення деталі та інструменту у зазначені моменти часу, що визначають умови регенеративного збудження. Накладання зазначений ділянок осцилограми дозволяє на основі експериментальних даних 1 UA 114049 U змоделювати динаміку процесу різання при токарній обробці в умовах виникнення регенеративних автоколивань. Визначення значень періоду регенеративних автоколивань Т i та Т i і фази вібраційних переміщень деталі та/або інструменту при попередньому оберті деталі дозволяє безпосередньо обчислити значення зсуву фаз відставання у часі 5 10 15 20 25 регенеративних автоколивань, що є головним параметром регенеративного збудження. Побудова графіку зміни зсуву фаз регенеративних автоколивань у часі дає можливість досліджувати та аналізувати динамічні зміни процесу токарної обробки від початку різання до його закінчення. Таким чином, нові ознаки при взаємодії з відомими ознаками забезпечують виявлення нових технічних властивостей - безпосереднє вимірювання зсуву фаз регенеративних автоколивань при токарній обробці дозволяє проводити надзвичайно точні дослідження динаміки процесу обробки та дає можливість вивчати механізми збудження регенеративних автоколивань та створювати передові методи боротьби з вібраціями при механічній обробці. Це забезпечує усій заявленій сукупності ознак відповідність критерію "новизна" та приводить до нових технічних результатів. Ідея корисної моделі пояснюється на фігурах, де зображена схема вимірювання зсуву фаз регенеративних автоколивань (Фіг. 1) та графік зміни зсуву фаз регенеративних автоколивань у часі при токарній обробці (Фіг. 2). Після отримання в ході точіння коливального спектра, з останнього виділяють траєкторію руху деталі та/або інструменту у вигляді осцилограми горизонтальних переміщень, що описує закон механічного руху останніх у часі. На даній осцилограмі вибирають поточну точку накладання, значення часу i , якої приймається як час вимірювання поточного значення зсуву фаз i регенеративних автоколивань. Дана точка є точкою перетину зазначеної осцилограми з середньою лінією і являється кінцем ділянки 1, що відповідає поточному оберту деталі. Розмір даної ділянки рівний розміру у часі періоду одного оберту деталі об , тому час початку 2 ділянки 1 осцилограми відповідає значенню i об . Від точки 2 на осцилограмі вібраційних переміщень виділяють ділянку 3, розмір якої рівний розміру у часі ділянки 1 ( об ). Шляхом переносу точки 2 у значення часу поточної точки накладання i 30 35 40 45 проводять накладання зазначених ділянок осцилограми 1 і 3 (Фіг. 1). За точками перетину вказаних ділянок із середньою лінією 4 визначають поточне значення періоду регенеративних автоколивань Ti та поточне відставання у часі Ti фази вібраційного переміщення деталі та/або інструменту, за якими обчислюється поточне значення зсуву фаз регенеративних автоколивань за формулою (2). Повторне використання описаної послідовності розрахунків до інших частин осцилограми через зміщення положення поточної точки накладання дозволяє отримати масиви даних часу { }, періоду { T }, відставання у часі фази { T } та зсуву фаз регенеративних автоколивань { }, за якими будується графік зміни зсуву фаз регенеративних автоколивань у часі (Фіг. 2). Останній дозволяє проаналізувати динаміку регенеративного збудження у зоні різання при токарній обробці. В прикладі реалізації наведено визначення зсуву фаз ці регенеративних автоколивань при точінні на токарному верстаті 16К20. Для цього в різцетримачі встановлювали пристрій для дослідження фізики явища автоколивань при токарній обробці [3]. Останній містить різець із зниженою жорсткістю, що створює сприятливі умови для збудження вібрацій при токарній обробці. Його спеціальна конструкція дозволяє окремо досліджувати явище регенеративного збудження нівелюючи координатним зв'язком через застосування хвостовика різця із круглим поперечним перетином та розташування різальної кромки на осі останнього. В патроні закріплювали циліндричну заготовку розмірами L 110 мм, D 105 мм, що виконано з матеріалу Сталь 45 (НВ170). Різання проведено при наступних режимах обробки: глибина різання t 2 мм, подача на оберт S o 0,15 мм/об, частота обертання шпинделя n 400 V 134 м/хв. При виконанні досліджень використовували різальну пластину з наступною геометрією: передній кут 0 , головний задній кут 10 , головний кут в плані 90 , допоміжний кут в плані 1 15 , радіус при вершині r 0,2 мм, кут нахилу різальної кромки 0 , величина фаски зносу по задній поверхні f 0,2 мм, матеріал об./хв., швидкість різання 50 2 UA 114049 U 5 10 15 20 25 30 35 пластини Т5К10. Датчики пристрою було підключено до персональної ЕОМ через аналогоцифровий перетворювач мод. Е-140. Далі завантажували програму LGraph 2.34 на ЕОМ, що дозволяє працювати із зазначеним АЦП. Після включення режиму запису верстат включали на обробку і проводили повздовжнє точіння заготовки. По закінченню процесу різання зупиняли всі робочі рухи верстата і в зазначеній програмі зберігали записані осцилограми у бінарному файлі, який далі піддавався математичній обробці за допомогою відповідного програмного забезпечення (наприклад: GNU Octave, MathLAB). 3 цією метою складали програму обробки на відповідній мові програмування, що виконувала завантаження бінарного файлу, перегляд записаних осцилограм та обчислення зсуву фаз регенеративних автоколивань. В результаті отримали графік зміни останнього у часі впродовж всього процесу токарної обробки (Фіг. 2). Отримані результати показують, що механізм регенеративного збудження, що забезпечує 85 % енергії автоколивань [4], є надзвичайно чутливим до зовнішніх умов обробки, та надзвичайно стійким, що виражається у зміні зсуву фаз регенеративних автоколивань у часі (Фіг. 2), оскільки при даних змінах відбувались сильні автоколивання з постійною амплітудою у горизонтальному напрямі A x 0,051 мм. Таким чином, точне визначення зсуву фаз регенеративних автоколивань дає можливість досліджувати та діагностувати явище регенеративного збудження при токарній обробці, що може бути застосовано на виробництві та в дослідницькій сфері з метою розробки ефективних експериментальних підходів щодо боротьби з регенеративними автоколиваннями при точінні. Виходячи з вищесказаного, можна зробити висновок, що технічне рішення, яке заявляється, задовольняє критерію "Промислове застосування". Джерела інформації: 1. Патент № 1703990 СССР, МКВ G01Н 11/00. Способ определения параметра колебаний нелинейной диссипативной колебательной системы/ Е.В. Матвеев, В.В. Крылов, Е.В. Кочкин, Д.С. Михайлов, А.В. Медарь; заявл. - 28.02.1989, опубл. - 07.01.1992, Бюл. № 1, 1992-3 с. 2. Патент № 2545501 Россия, МКВ G01H 1/00. Способ и устройство для анализа колебаний, а также база даннях образов для них и применение базы данных образов/ Ульрих Зойте; заявл. - 02.11.2009, опубл. - 10.04.2015, Бюл. № 10, 2015-14 с. 3. Внуков Ю.Н. Устройство для исследования физики явления автоколебаний при токарной обработке/ Ю.Н. Внуков, С.И. Дядя, М.В. Кучугуров, Э.В. Кондратюк// Інформаційні технології в освіті, науці та виробництві: збірник наукових праць - Одеса: Наука і техніка. - 2014. - Вип. 2(7). с. 38-48. 4. Ильницкий И.И. Колебания в металлорежущих станках и пути их устранения/ И.И. Ильницкий// Машгиз, Москва - Свердловск. - 1958. - 142 с. 3 UA 114049 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб аналізу коливань деталі та/або інструменту для визначення надійності роботи та/або якості обробки, при якому реєструють і обробляють коливання, що виникають при контролі деталі та/або інструменту, при цьому реєструють та аналізують коливання, зберігають коливальний спектр, що включає зазначені коливання, для формування багатомірних даних, який відрізняється тим, що у збереженому коливальному спектрі виділяють траєкторію руху деталі та/або інструменту у вигляді осцилограми горизонтальних переміщень останніх, з отриманої осцилограми виділяють дві ділянки, які відповідають двом послідовним обертам деталі і мають розмір у часі, рівний періоду одного оберту деталі об , дані ділянки накладають, відносно поточної точки накладання визначають період регенеративних автоколивань Тi , та відставання у часі Тi фази вібраційного переміщення деталі та/або інструменту при 15 попередньому оберті деталі, визначають значення зсуву фаз i регенеративних автоколивань за формулою: i 20 Ti 360 , Ti де Тi - відставання у часі фази вібраційного переміщення деталі та/або інструменту при попередньому оберті деталі, с; Тi - період регенеративних автоколивань, с, та будують графік зміни зсуву фаз регенеративних автоколивань у часі. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01H 1/00
Мітки: зсуву, спосіб, аналізу, фаз
Код посилання
<a href="https://ua.patents.su/6-114049-sposib-analizu-zsuvu-faz-y.html" target="_blank" rel="follow" title="База патентів України">Спосіб аналізу зсуву фаз y</a>
Спосіб аналізу автоколивань при токарній обробці

Номер патенту: 114015
Опубліковано: 27.02.2017
Автори: Зубарєв Андрій Євгенійович, Кучугуров Марк Валерійович, Черновол Наталія Миколаївна, Внуков Юрій Миколайович, Дядя Сергій Іванович
МПК: G01H 1/00
Мітки: автоколивань, аналізу, обробці, спосіб, токарний
Формула / Реферат:
Спосіб аналізу коливань деталі та/або інструмента для визначення надійності роботи та/або якості обробки, при якому реєструють і обробляють коливання, що виникають при контролі деталі та/або інструмента, при цьому реєструють та аналізують коливання, зберігають коливальний спектр, що містить зазначені коливання, для формування багатомірних даних, який відрізняється тим, що у збереженому коливальному спектрі вимірюють період кожного повного...
Спосіб зсуву фази сигналу
Номер патенту: 82178
Опубліковано: 25.03.2008
Автор: Долгін Володимир Прохорович
МПК: H03H 11/02
Мітки: фазі, сигналу, спосіб, зсуву
Формула / Реферат:
Спосіб зсуву фази сигналу, заснований на цифровому перетворенні сигналу з введенням часового зсуву, який відрізняється тим, що виконують дискретизацію сигналу за часом, зсувають на заданий часовий інтервал його значення та підсумовують це значення з приростом сигналу за час кроку дискретизації.
Спосіб аналізу коливань при кінцевому фрезеруванні тонкостінних деталей
Номер патенту: 106901
Опубліковано: 10.05.2016
Автори: Дядя Сергій Іванович, Внуков Юрій Миколайович, Логомінов Віктор Олексійович, Гермашев Антон Ігорович, Козлова Олена Борисівна
МПК: G01H 11/00, G01H 1/00
Мітки: деталей, тонкостінних, аналізу, спосіб, фрезеруванні, кінцевому, коливань
Формула / Реферат:
Спосіб аналізу коливань при кінцевому фрезеруванні тонкостінних деталей, при якому реєструють і аналізують коливання, що виникають під час обробки при контролі деталі чи заготовки, який відрізняється тим, що реєструють переміщення деталі під час фрезерування (осцилограму коливань), накопичення інформації про умови обробки здійснюють шляхом почергового аналізу ділянок осцилограми між різанням двох сусідніх зубів фрези впродовж часу всієї...
Спосіб вимірювання фазового зсуву
Номер патенту: 55496
Опубліковано: 10.12.2010
Автори: Кулікова Руслана Олександрівна, Лігоміна Сергій Миколайович
МПК: G01R 25/00
Мітки: вимірювання, фазового, спосіб, зсуву
Формула / Реферат:
Спосіб вимірювання фазового зсуву, що включає дискретизацію вимірюваного сигналу, перетворення його в цифрову форму з подальшою цифровою обробкою з метою знаходження синусної і косинусної опорних складових вимірюваного сигналу, за якими обчислюється фазовий зсув, який відрізняється тим, що до косинусної і синусної опорних складових вимірюваного сигналу додається певний фазовий зсув, який залежить від кількості вибірок на період сигналу, так...
Спосіб формування фазового зсуву
Номер патенту: 77880
Опубліковано: 25.02.2013
Автор: Огороднійчук Леонід Дмитрович
МПК: G01R 27/00
Мітки: формування, спосіб, фазового, зсуву
Формула / Реферат:
Спосіб формування фазового зсуву у відповідності з яким перший і другий сигнали, фазовий зсув між якими φ, модулюють модулюючими функціями неоднакових частот, з модульованих сигналів виділяють бічні компоненти, які перехресно порівнюють і одержують два сигнали однакових рівнів, з фазовим зсувом 2φ, частота яких дорівнює сумі або різниці частот модулюючих функцій, яка відрізняється тим, що послідовно виконують згадані групи операцій...
Попередній патент: Пристрій для експрес-оцінювання зольності вугілля
Наступний патент: Спосіб превентивного інтраопераційного знеболення вишкрібання порожнини матки
Випадковий патент: Спосіб регулювання вихідної напруги перетворювача