Спосіб аналізу автоколивань при токарній обробці
Номер патенту: 114015
Опубліковано: 27.02.2017
Автори: Зубарєв Андрій Євгенійович, Черновол Наталія Миколаївна, Дядя Сергій Іванович, Кучугуров Марк Валерійович, Внуков Юрій Миколайович


Формула / Реферат
Спосіб аналізу коливань деталі та/або інструмента для визначення надійності роботи та/або якості обробки, при якому реєструють і обробляють коливання, що виникають при контролі деталі та/або інструмента, при цьому реєструють та аналізують коливання, зберігають коливальний спектр, що містить зазначені коливання, для формування багатомірних даних, який відрізняється тим, що у збереженому коливальному спектрі вимірюють період кожного повного коливання деталі та/або інструмента, що реєструють, та будують графік зміни періоду коливань у часі.
Текст
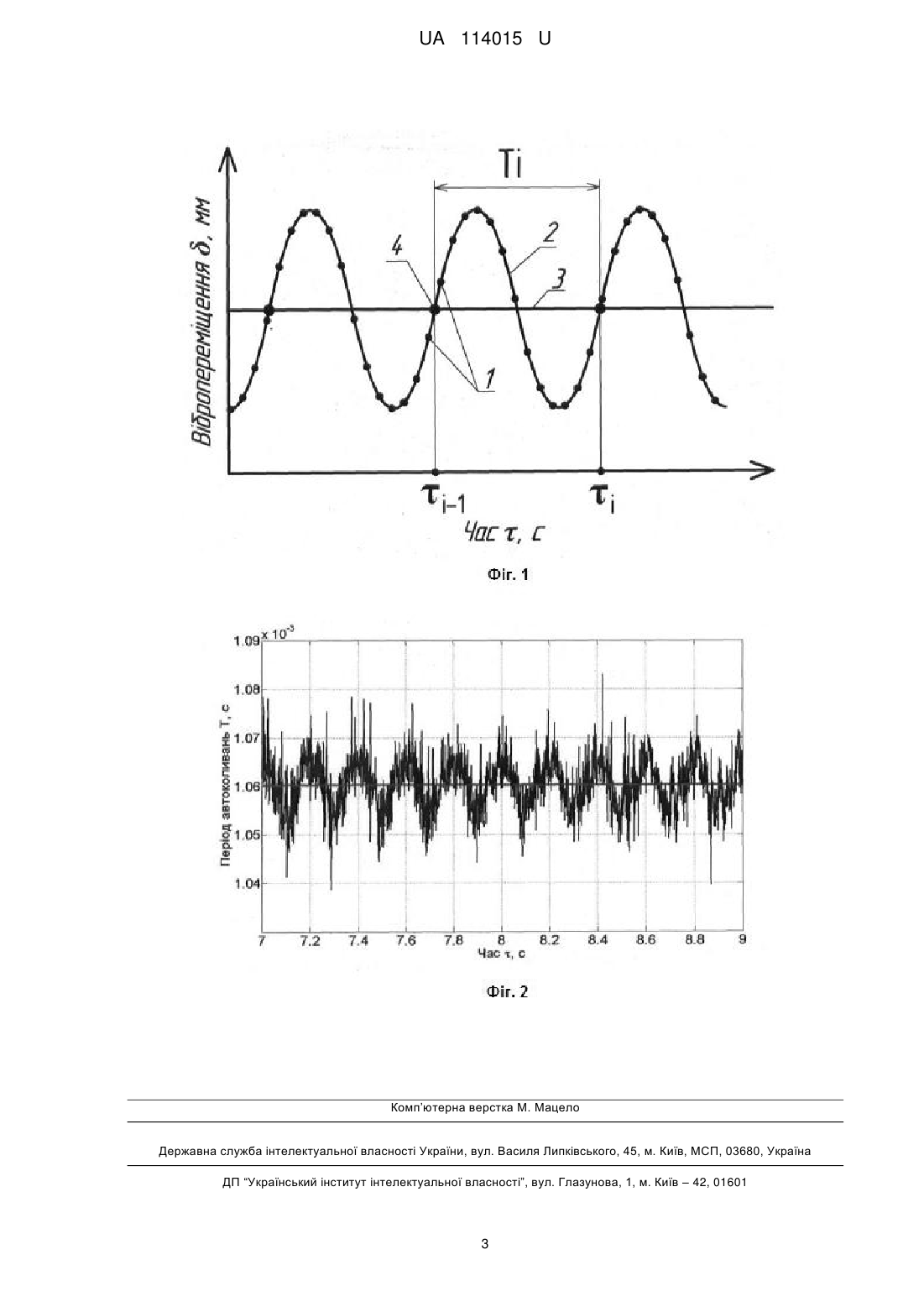
Реферат: Спосіб аналізу коливань деталі та/або інструмента для визначення надійності роботи та/або якості обробки, при якому реєструють і обробляють коливання, що виникають при контролі деталі та/або інструмента, при цьому реєструють та аналізують коливання, зберігають коливальний спектр, що містить зазначені коливання, для формування багатомірних даних. У збереженому коливальному спектрі вимірюють період кожного повного коливання деталі та/або інструмента, що реєструють, та будують графік зміни періоду коливань у часі. UA 114015 U (12) UA 114015 U UA 114015 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі операцій обробки металів різанням, конкретно - до способів дослідження та діагностики динамічного процесу токарної обробки, який дозволяють визначати параметри механічного руху деталі та/або інструмента в умовах виникнення автоколивань. Відомий спосіб визначення параметра коливань нелінійної дисипативної коливальної системи [1], що полягає у визначенні її власної частоти коливань. Запропонований підхід вимірювання інтервалів часу на вибраних частинах осцилограми дозволяє з високою точністю проводити оцінку періоду коливань як власних, так і тих, що виникають при механічній обробці. Найближчим аналогом вибраний відомий спосіб аналізу коливань [2], що виникають в ході механічної обробки. Даний спосіб надає надзвичайно широкий набір підходів щодо аналізу вібрацій: спектральний аналіз, тривимірний аналіз, розпізнавання образів, інтелектуальна система роботи з базою даних, математична обробка сигналу у реальному часі і т.д. Недоліком зазначених способів є відсутність безпосереднього вимірювання закону механічного руху деталі та/або інструменту в умовах виникнення автоколивань. Результатом їх використання є отримання середніх величин діагностичних параметрів, за якими неможливо дослідити динамічні зміни процесу обробки за інтервал часу, сумірний з періодом автоколивань різця або деталі. Це пов'язано з тим, що для проведення спектрального аналізу з достатньою точністю потребуються дані щодо вібропереміщення деталі та/або інструмента за великий проміжок часу, за який динаміка процесу обробки може змінюватись неодноразово. В основу корисної моделі поставлено задачу розробки способу аналізу автоколивань при токарній обробці, який дозволяє безпосередньо вимірювати та аналізувати параметри закону механічного руху деталі та/або інструменту, який дозволяє фіксувати динамічні зміни процесу різання за інтервал часу, сумірний з періодом автоколивань. Поставлена задача вирішується тим, що після виконання токарної обробки у збереженому коливальному спектрі вимірюють період кожного повного коливання деталі та/або інструмента, що реєструють, та будують графік зміни періоду коливань у часі. Коливальний спектр, що зберігається в ході токарної обробки в цифровому вигляді, містить механічний закон руху деталі та/або інструмента, що дозволяє вивчати зазначений процес через комп'ютерне перетворення коливального спектра та визначення параметрів коливального руху. Вимірювання періоду кожного повного коливання деталі та/або інструменту дає максимально повну інформацію щодо динамічних змін, які відбуваються в ході токарної обробки в умовах виникнення автоколивань. Побудова графіку зміни періоду коливань у часі дає можливість проаналізувати динаміку процесу токарної обробки від початку різання до його закінчення. Таким чином, нові ознаки при взаємодії з відомими ознаками забезпечують виявлення нових технічних властивостей - безпосереднє вимірювання кожного повного періоду коливань деталі та/або інструменту при токарній обробці дозволяє проводити надзвичайно точні дослідження динаміки процесу обробки в умовах виникнення автоколивань. Корисна модель пояснюється на кресленнях, де зображена схема вимірювання кожного повного періоду коливань деталі та/або інструмента (фіг. 1) та графік зміни періоду автоколивань різця у часі при токарній обробці (фіг. 2). Після отримання в ході точіння коливального спектра вібраційних переміщень деталі та/або інструмента та його завантаження у програму математичної обробки, виділяють траєкторію вібраційних переміщень останніх, яка представляє собою набір точок запису 1 (фіг. 1) аналогового сигналу, що описує періодичний закон механічного руху 2. Для визначення періоду коливань за вказаними даними проводять середню лінію 3 та обчислюють точки її перетину 4 з осцилограмою. Серед останніх приймаються до уваги лише всі парні або непарні за номером по порядку і через одну, оскільки повний період коливань визначається положеннями деталі та/або інструмента, що мають однакові значення та напрямку руху. Кожна з цих точок перетину має значення часу τ. Таким чином, для визначення періоду одного повного коливання визначається різниця в часі між двома точками за формулою: Ті=τі-τi-1, (1) де τі - час закінчення одного повного коливання, с; τi-1 - час початку одного повного коливання, с. Оскільки дане коливання, період якого визначається, закінчується у момент часу Ti, останнє приймається як значення моменту часу, у який відбуваються автоколивання при токарній обробці з періодом Ti. Повторне використання даного підходу до інших пар точок дозволяє отримати масиви часу {τ} та періоду {Т}, які характеризують динаміку зміни періоду коливань у ході токарної обробки та за якими будується графік зміни періоду автоколивань у часі (фіг. 2). Останній дозволяє оцінити та проаналізувати динамічні зміни, що відбуваються у зоні різання. 1 UA 114015 U 5 10 15 20 25 30 35 40 В прикладі реалізації наведено визначення періоду автоколивань при точінні на токарному верстаті 16К20. Для цього в різцетримачі встановлювали пристрій для дослідження фізики явища автоколивань при токарній обробці [3], який містить різець із зниженою жорсткістю, що створює сприятливі умови для збудження та дослідження автоколивань. В патроні закріплювали циліндричну заготовку розмірами L=100 мм, D=82 мм, що виконана з матеріалу Сталь 45 (НВ170). Різання проведено при наступних режимах обробки: глибина різання t=1 мм, подача на оберт SО=0,15 мм/об, частота обертання шпинделя n=315 об./хв., швидкість різання V=80 м/хв. При виконанні досліджень використовували різальну пластину з наступною геометрією: передній кут γ=8°, головний задній кут α=8°, головний кут в плані φ=90°, допоміжний кут в плані φ1=7°, радіус при вершині r=0,2 мм, кут нахилу різальної кромки λ=0°, величина фаски зносу по задній поверхні f=0,2 мм, матеріал пластини Т5К10. Датчики пристрою було підключено до персональної ЕОМ через аналого-цифровий перетворювач мод. Е-140. Дослідження починали із завантаження програми LGraph 2.34 на ЕОМ, що дозволяє працювати із зазначеним АЦП. Після включення режиму запису верстат включали на обробку і проводили повздовжнє точіння заготовки. Після закінчення процесу різання зупиняли всі робочі рухи верстата і в зазначеній програмі зберігали записані осцилограми у бінарному файлі, який далі піддавався математичній обробці за допомогою відповідного програмного забезпечення (наприклад: GNU Octave, MathLAB). Для цього складали програму обробки на відповідній мові програмування, що виконувала завантаження бінарного файлу, перегляд записаних осцилограм та обчислення періоду автоколивань. В результаті отримали графік зміни останнього у часі впродовж всього процесу токарної обробки (фіг. 2). Отримані дані свідчать про те, що не зважаючи на постійні режими та умови обробки, механізм самоорганізації автоколивань є надзвичайно чутливим, що відображається у зміні періоду автоколивань за рахунок зміни фактичної частоти обертання шпинделя через внутрішні недоліки верстата, що впливають на зону різання. Таким чином, точне визначення періоду автоколивань є надзвичайно потужним способом дослідження та діагностування останніх, що може бути застосовано як для дослідницьких цілей, так і на виробництві. Джерела інформації: 1. Патент № 1703990 СССР, МКВ G01Н 11/00. Способ определения параметра колебаний нелинейной диссипативной колебательной системы / Е.В. Матвеев, В.В. Крылов, Е.В. Кочкин, Д.С. Михайлов, А.В. Медарь; заявл. - 28.02.1989, опубл. - 07.01.1992, Бюл. № 1, 1992 – 3 с. 2. Патент № 2545501 Россия, МКВ G01H 1/00. Способ и устройство для анализа колебаний, а также база даных образов для них и применение базы даных образов / Ульрих Зойте; заявл. 02.11.2009, опубл. - 10.04.2015, Бюл. № 10, 2015-14 с. 3. Внуков Ю.Н. Устройство для исследования физики явления автоколебаний при токарной обработке / Ю.Н. Внуков, С.И. Дядя, М.В. Кучугуров, Э.В. Кондратюк // Інформаційні технології в освіті, науці та виробництві: збірник наукових праць - Одеса: Наука і техніка. - 2014. - Вип. 2(7). с. 38-48. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Спосіб аналізу коливань деталі та/або інструмента для визначення надійності роботи та/або якості обробки, при якому реєструють і обробляють коливання, що виникають при контролі деталі та/або інструмента, при цьому реєструють та аналізують коливання, зберігають коливальний спектр, що містить зазначені коливання, для формування багатомірних даних, який відрізняється тим, що у збереженому коливальному спектрі вимірюють період кожного повного коливання деталі та/або інструмента, що реєструють, та будують графік зміни періоду коливань у часі. 2 UA 114015 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01H 1/00
Мітки: спосіб, токарний, обробці, автоколивань, аналізу
Код посилання
<a href="https://ua.patents.su/5-114015-sposib-analizu-avtokolivan-pri-tokarnijj-obrobci.html" target="_blank" rel="follow" title="База патентів України">Спосіб аналізу автоколивань при токарній обробці</a>
Пристрій контролю торкання різального інструмента поверхні деталі при токарній обробці
Номер патенту: 59356
Опубліковано: 10.05.2011
Автори: Ткаченко Іван Анатолійович, Скицюк Володимир Іванович, Ковальчук Олександр Павлович
МПК: G08B 21/00, G01B 7/008
Мітки: інструмента, обробці, контролю, деталі, торкання, пристрій, поверхні, токарний, різального
Формула / Реферат:
Пристрій контролю торкання різального інструмента поверхні деталі при токарній обробці, що містить електромагнітний відчутник, підключений до електронного блока обробки сигналу, який відрізняється тим, що до електронного блока обробки сигналу включено блок підналагодження частоти електромагнітного відчутника, вихід блока через лінійний підсилювач підключено до перших входів компаратора високого рівня та компаратора низького рівня, до других...
Пристрій для контролю торкання різального інструмента до деталі при токарній обробці
Номер патенту: 40137
Опубліковано: 25.03.2009
Автори: Скицюк Володимир Іванович, Клочко Тетяна Реджинальдівна
МПК: G08B 21/00, B23Q 11/00
Мітки: різального, торкання, інструмента, обробці, пристрій, токарний, деталі, контролю
Формула / Реферат:
Пристрій для контролю торкання різального інструмента до деталі при токарній обробці, що містить електромагнітний відчутник з осердям із намотаною котушкою, модуль обробки сигналу відчутника, який відрізняється тим, що вхід закріпленого на різальному інструменті електромагнітного відчутника підключений до приладу налагодження робочої частоти, вхід якого підключений до стабілізатора напруги, а вихід електромагнітного відчутника підключений до...
Пристосування для вимірювання сил різання при токарній обробці
Номер патенту: 64256
Опубліковано: 10.11.2011
Автори: Симута Микола Олександрович, Барабаш Галина Сергіївна
МПК: B23B 25/00
Мітки: обробці, пристосування, вимірювання, сіль, токарний, різання
Формула / Реферат:
Пристосування для вимірювання сил різання при токарній обробці, в яке встановлюється різець, який під дією сили різання деформує чутливі елементи, що являють собою оптоволоконні провідники, які є робочими плечима оптоволоконного інтерферометра, через провідники пропускається промінь монохроматичного когерентного випромінювання, що модулюється при дії зовнішніх сил, потім отриманий промодульований промінь порівнюється з опорним...
Пристрій контролю процесу різання при токарній обробці
Номер патенту: 26936
Опубліковано: 10.10.2007
Автори: Заєць Сергій Сергійович, Максимчук Іван Вікторович, Войтюк Оксана Анатоліївна
МПК: B23B 25/00
Мітки: пристрій, процесу, різання, обробці, контролю, токарний
Формула / Реферат:
Пристрій контролю процесу різання при токарній обробці, що містить датчик віброакустичних сигналів і відліковий пристрій, розміщений рухомо і співвісно з різцем, який відрізняється тим, що в пристрій контролю процесу різання для токарної обробки додатково введено два датчики віброакустичних сигналів та муфту, встановлену на різці, при цьому датчики розміщені на ній радіально в одній площині та з'єднані з блоком порівняння, підсилювачем і...
Пристрій для вимірювання сили різання при токарній обробці
Номер патенту: 81327
Опубліковано: 25.06.2013
Автори: Сергієнко Олександр Анатолійович, Симута Микола Олександрович
МПК: B23B 25/00
Мітки: різання, обробці, пристрій, сили, вимірювання, токарний
Формула / Реферат:
Пристрій для вимірювання сили різання при токарній обробці, який встановлений в різцетримач під різець, що має чутливий елемент, який являє собою оптоволоконний провідник, який відрізняється тим, що пристрій містить дві пластини, з'єднані між собою пазовим з'єднанням у вигляді ластівчиного хвоста і розташованою між ними пластиною з чутливим елементом - світловодом.
Попередній патент: Ортопедична подушка
Наступний патент: Спосіб зміни роздільної здатності зображення
Випадковий патент: Електророзрядна ультрафіолетова лампа