Спосіб виготовлення формованих виробів, що біологічно розкладаються, зокрема посуду та пакувальної тари
Формула / Реферат
1. Спосіб виготовлення формованих виробів, які біологічно розкладаються, зокрема посуду та пакувальної тари, із застосуванням способу створення тиску водяної пари всередині форми, що включає змішування сипких висівок, переважно пшеничних висівок, з гранулометричним складом від 0,01 до 2,80 мм у кількості 95-100 мас. %, що містять більш ніж 14 мас. % води, структурно зв'язаної у формі вологи, якщо це необхідно, в сухій формі з сумішшю просочувальних речовин та/або смакових, та/або ароматичних добавок, та/або неволокнистих наповнювачів, та/або гігроскопічних речовин, та/або барвників у кількості до 5 мас. %, при цьому виміряну кількість сипкого матеріалу, одержаного таким чином, поміщають в одну з частин форми, що складається з декількох частин, переважно двох частин, потім форму закривають та суміш піддають одночасній дії температури та тиску в діапазоні 1-10 МПа, який відрізняється тим, що форму нагрівають до температури вище 120 °C, а потім форму закривають та потім скидають тиск з утворенням щілини між краями форми, не ширше 0,5 мм, та потім форму, якщо це необхідно, закривають знову та цикли скидання тиску повторюють, та потім після останнього циклу форму відкривають, за умови, що число циклів скидання тиску складає щонайменше 1, а повний спосіб скидання тиску та закривання форми займає декілька секунд та здійснюється згідно з програмою пристрою, за допомогою якої здійснюється цифровий контроль руху форми залежно від розрахованих параметрів кінцевого продукту.
Текст
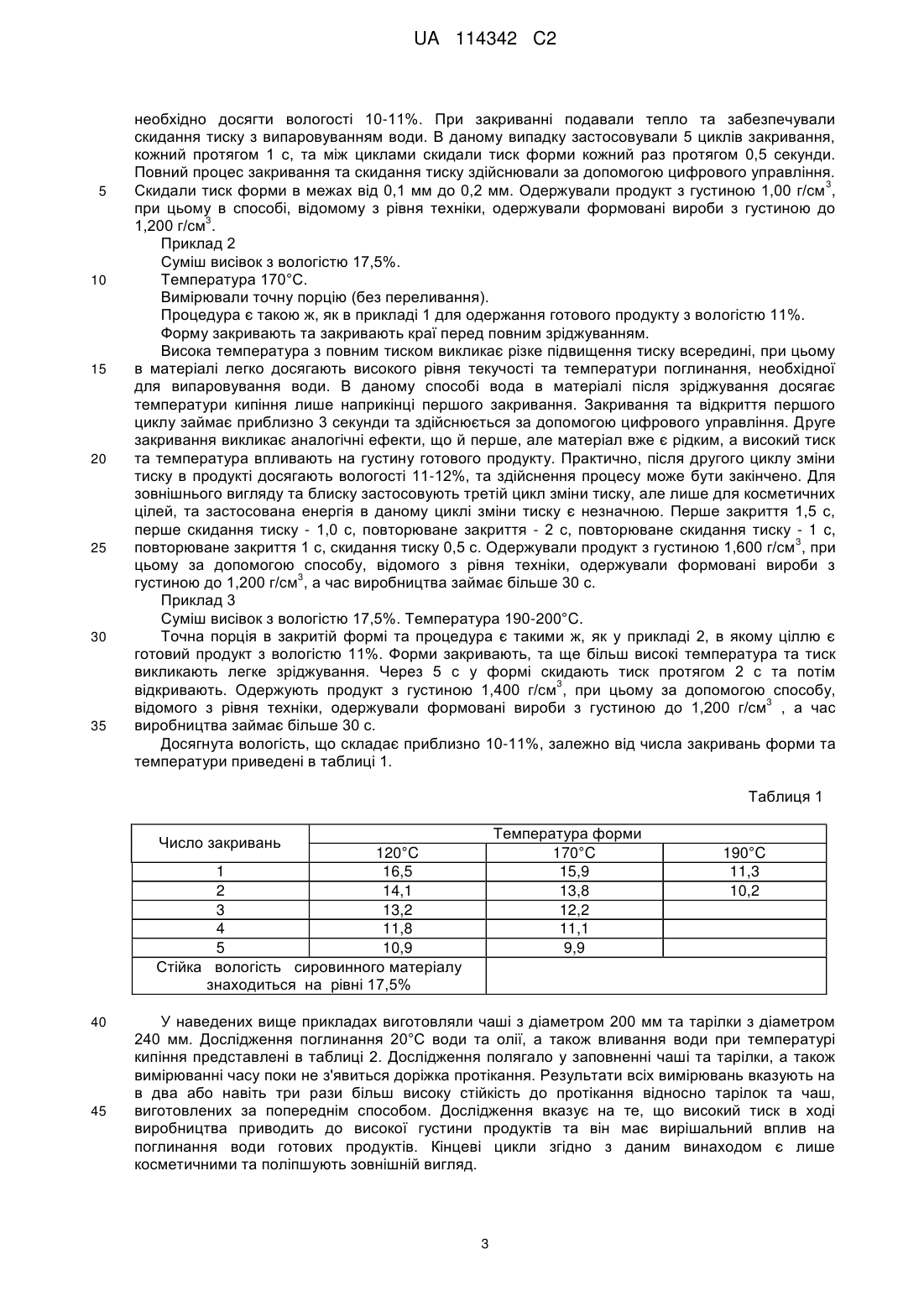
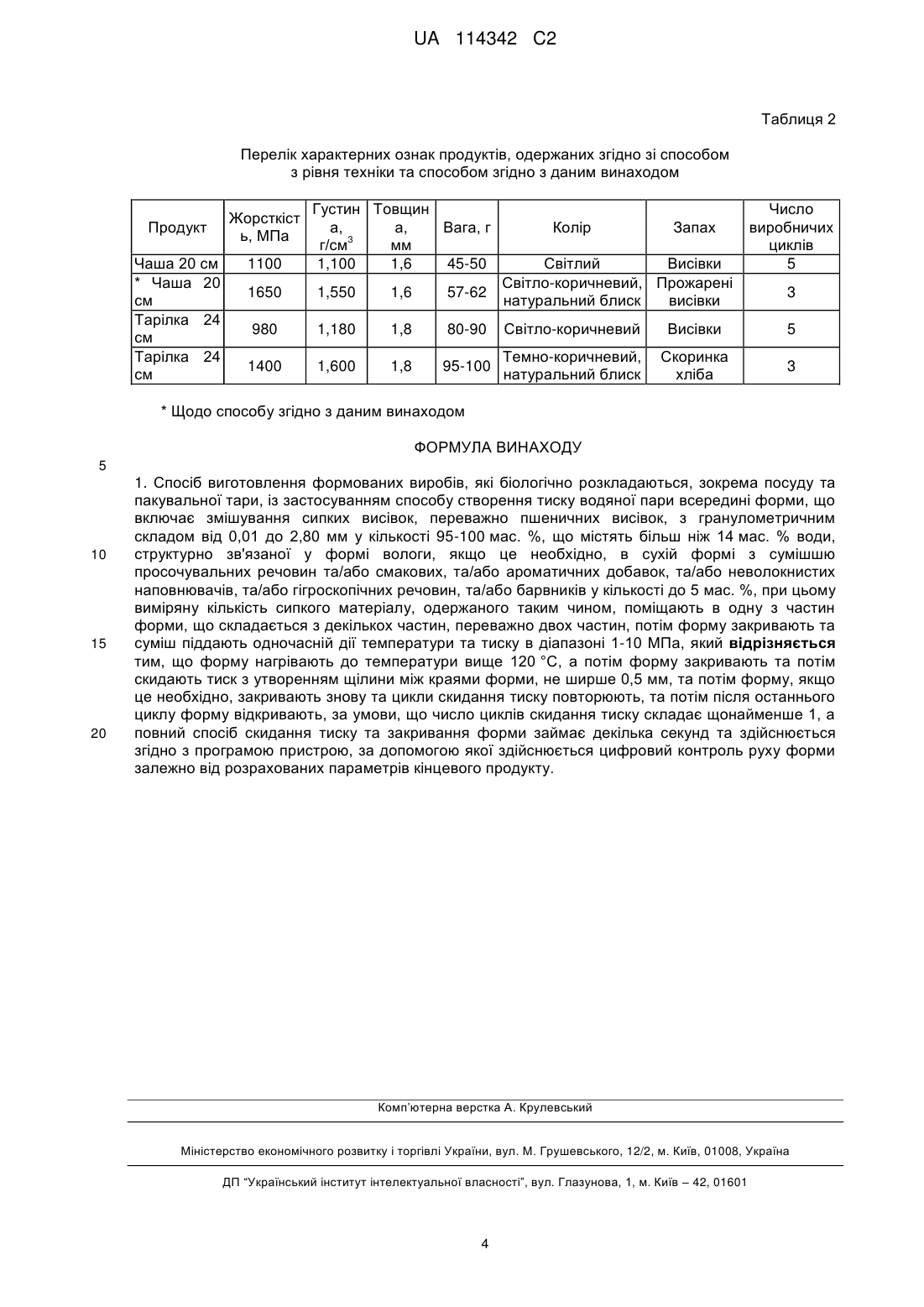
Реферат: Спосіб виготовлення формованих виробів, що біологічно розкладаються, зокрема посуду та пакувальної тари, із застосуванням способу створення тиску водяної пари всередині форми, який полягає у тому, що сипкі висівки, переважно пшеничні висівки, з гранулометричним складом від 0,01 до 2,80 мм в кількості 95-100 мас.%, що містять більш ніж 14 мас.% води, структурно зв'язаної у формі вологи, якщо це необхідно, змішують в сухій формі з додатковими речовинами у кількості всього до 5 мас. % та виміряну кількість сухого матеріалу, одержаного таким чином, поміщають в одну з частин форми, що складається з декількох частин, потім форму закривають та суміш піддають одночасній дії температури та тиску в діапазоні 1-10 МПа. Форму нагрівають до температури вище 120 °C, потім форму закривають та потім скидають тиск, таким чином утворюючи щілину між краями форми, не ширше 0,5 мм, та потім форму, якщо це необхідно, закривають знову та цикли скидання тиску повторюють. Після останнього циклу форму відкривають, при цьому число циклів скидання тиску складає щонайменше 1, а повний спосіб скидання тиску та закривання форми займає декілька секунд та закінчується згідно з програмою пристрою, за допомогою якої здійснюється цифровий контроль форми в залежності від розрахованих параметрів кінцевого продукту. UA 114342 C2 (12) UA 114342 C2 UA 114342 C2 5 10 15 20 25 30 35 40 45 50 55 Метою даного винаходу є спосіб виготовлення формованих виробів, що біологічно розкладаються, зокрема, посуду та пакувальної тари. Спосіб виготовлення формованих виробів, що біологічно розкладаються, зокрема, посуду та пакувальної тари, відомий за описом патенту Польщі PL 195130. Спосіб передбачає, що сипкі висівки, переважно, пшеничні висівки, з гранулометричним складом від 0,01 до 2,80 мм у кількості 95-100 мас. %, що містять від 7% до 45% води, структурно зв'язаної у формі вологи, якщо необхідно, змішують в сухій формі з сумішшю просочувальних речовин, та/або смакових та/або ароматичних добавок, та/або неволокнистих наповнювачів, та/або гігроскопічних речовин, та/або барвних добавок у кількості 5 мас. % разом. Виміряну кількість сипкого матеріалу, одержаного у вищеописаному порядку, поміщають в одну частину форми, що складається з декількох частин, переважно двох частин, а потім форму закривають та суміш піддають одночасній дії температури в діапазоні від 20 до 450°C та тиску в 2 діапазоні 1-10 МПа та/або сили до 100 т/см з тиском поршню до 320 МПа протягом часу до декількох секунд. У випадку прикладання тиску спосіб за даним винаходом переважно здійснюють наступним чином: форму перед повним закриттям герметизують та потім притискають другу частину форми із створенням тиску в формі. Застосування сили переважно супроводжується застосуванням гідравлічних пресів, механічних пресів, гідравлічного молота або спеціально розробленого для даних цілей устаткування. Всі частини форми нагрівають, за рахунок чого вища та нижча частини форми повинні нагріватися до різних температур, таким чином, забезпечуючи регуляцію потоку утвореної водяної пари. Даний ефект забезпечує вибір, при якому поверхня формованого виробу є менш пористою. Загальний час піддавання суміші дії тиску або сили та температури, що складає декілька секунд, може припадати на один цикл або декілька циклів по декілька секунд з поперемінним розподілом навантаження. Спосіб згідно з даним винаходом може бути здійснений за один цикл, якщо форма має отвори, щілини або пори, які забезпечують відведення водяної пари, утвореної під час дії температури та тиску або сили. Готові продукти будь-яким чином переважно покривають плівкоутворювальним шаром. Згідно з вищенаведеним способом застосовують дві методики. Перша методика полягає в піддаванні речовини, що міститься в формі, повторюваному стисканню за допомогою поршню гідравлічного преса. При кожному послабленні поршню форма відкривається та вивільняється утворена водяна пара. Утворення кінцевого продукту потребує декількох ходів поршню, та при цьому водяна пара, що різко виходить з частково зрідженої маси, викликає розривання формованих виробів. Втрати складають цілих 50%. Можливість управління способом та його контроль є обмеженими. В свою чергу, прикладання тиску через закривання форми, герметизацію та дію тиску, створеного водяною парою, утвореною у непроникній формі, не дозволяє здійснення релаксації маси на наступних циклах. Застосування в якості герметизації форми не більше одного циклу щоразу не є реалістичним з технічної та економічної точки зору. У способі із застосуванням сили стискання за допомогою тиску поршню передбачають застосування форм, що мають пори або щілини, в яких забезпечується вихід водяної пари. Спосіб згідно з описом патенту Польщі № PL 195130 на практиці застосовують для плоских форм, таких як тарілки, у варіанті прикладання сили тиску поршню та для продуктів із значною глибиною, таких як чашки, при цьому застосовують спосіб непроникного закриття форми та спосіб, що включає один цикл. В обох випадках втрати сировинного матеріалу в результаті переливання маси з форми, розривання формованих виробів під час різкого відкриття форми є значними. Крім того, спосіб є практично непередбачуваним, а утворені формовані вироби не є однаковими, не мають однаковий колір та густину. Формування одного формованого виробу займає приблизно декілька секунд, що впливає на досить низьку технологічну характеристику з одночасною значною кількістю відходу. На практиці немає можливості створення високого тиску всередині форми оскільки він може викликати повне розривання продукту, та, крім того, розривання продукту являє собою загрозу для осіб, що залишаються поруч з виробничою лінією. Через це формування формованих виробів згідно з вищеописаним способом є дуже чутливим до змін всіх параметрів, таких як тиск, температура, вологість сировинного матеріалу, значення часу закривання форми та відкриття. Незначна зміна щонайменше одного з таких параметрів викликає неконтрольоване підвищення тиску, при якому відбувається розривання продукту під час відкриття форми вже в першому циклі. Однак такі параметри є значними для зовнішнього вигляду, густини та часу, зокрема, тиску, а також контролю всього способу виробництва. Продукти є прозорими та мають відносно невелику густину, таким чином, вони є достатньо гнучкими та легко поглинають воду. Продукти, виготовлені за вищеописаним 1 UA 114342 C2 5 10 15 20 25 30 35 40 45 50 55 60 способом, є результатом дуже тонкої екструзії. Максимально може бути одержано чотири формовані вироби на хвилину. Метою даного винаходу є спосіб виготовлення формованих виробів, що біологічно розкладаються, зокрема, посуду та пакувальної тари, із застосуванням способу створення тиску водяної пари всередині форми. Сипкі висівки, переважно, пшеничні висівки, з гранулометричним складом від 0,01 до 2,80 мм у кількості 95-100 мас. %, що містять більше 14% води, структурно зв'язаної у формі вологи, якщо необхідно, змішують в сухій формі з сумішшю просочувальних речовин, та/або смакових та/або ароматичних добавок, та/або неволокнистих наповнювачів, та/або гігроскопічних речовин, та/або барвних добавок у кількості до 5 мас. % разом. Виміряну кількість сипкого матеріалу, одержаного у вищеописаному порядку, поміщають в одну частину непроникної нагрітої форми, що складається з декількох частин, переважно двох частин, форму закривають та суміш піддають одночасній дії температури в діапазоні від 120°C та тиску в діапазоні 1-10 МПа, потім у формі скидають тиск з утворенням щілини між краями форми, яка не ширше 0,5 мм, та потім, якщо це необхідно, форму знову закривають та повторюють цикли скидання тиску, та потім на останньому циклі форму відкривають, при цьому число циклів скидання тиску складає мінімум 1, а здійснення повного способу займає декілька секунд. Процес скидання тиску та закривання форми здійснюють згідно з програмою пристрою, за допомогою якої здійснюється цифрове управління рухом форми залежно від розрахованих параметрів кінцевого продукту. Через застосування непроникної форми та неповне відкриття форми між циклами можливо одержання продукту з фізичними та механічними параметрами, які заздалегідь передбачаються та є такими, що програмуються, а також з конкретним кольором та зовнішнім виглядом. Все, що пропонувалося у рішенні у попередньому рівні техніки із прикладанням тиску утвореної водяної пари, враховуючи лише час та повне відкриття форми, не дозволяє будь-яким чином контролювати процес. Спосіб, що пропонується за даним винаходом, через стадію щонайменше одного скидання тиску форми перед її повним відкриттям, а також можливість повторюваного непроникного закривання форми та здійснення більше одного циклу дії тиску дозволяє одержувати формовані вироби, що мають кращі технологічні параметри, такі як густина, колір та запах. Можливо створювати високий тиск без будь-яких руйнувань щодо формованих виробів та виробничих втрат. Колір, запах та густина, зокрема, є значущими, якщо формовані вироби потім застосовують в якості одноразового посуду для подання їжі. Через те, що даний посуд після закінчення прийому їжі підходить для використання, його смак та запах є важливими. Найбільш важливою ознакою формованих виробів, одержаних в результаті застосування способу згідно з даним винаходом, є їхня підвищена густина та значне зниження виробничих втрат. Густина формованих виробів впливає на їхню підвищену стійкість щодо поглинання рідини, гарячих страв, соусів та інших рідин. Крім того, формовані вироби є більш жорсткими та легше зберігаються споживачем. Час одержання одного формованого виробу є також важливим та він знижується в декілька разів з одночасним поліпшенням технологічних параметрів кінцевого продукту. Крім того, спосіб згідно з даним винаходом забезпечує контрольоване управління способом для одержання продукту з такими параметрами, які необхідні для конкретної цілі. Кожний цикл скидання тиску та закривання може приводити до різних параметрів, таким чином, забезпечуючи можливість одержання продуктів з різними передбаченими заздалегідь параметрами, такими як зовнішній вигляд, характеристики стійкості, поглинання води та густина. Новий спосіб забезпечує одержання з однієї й тієї самої конфігурації форми, наприклад, чаші, продуктів з різними зовнішніми та внутрішніми характеристиками згідно з плановим виробництвом за допомогою регуляції часу, температури та числа циклів скидання тиску. Можливо одержання до 20 формованих виробів на хвилину у порівнянні з чотирма згідно зі способом, відомим з рівня техніки. Приклад 1 З сипких висівок, що містять структурно зв'язану вологу, що складає 17,5%, одержаних після помелу пшениці, за допомогою просіювання відбирали наступні фракції в кількостях 0,1/0,2 мм 35 мас. %, 0,2/0,4 мм - 25 мас. %, 0,4/0,8 мм - 40 мас. %. Матеріал готували для формування формованих виробів, що біологічно розкладаються, шляхом змішуванні 99 мас. % висівок, вибраних у вищевказаному порядку, з 0,3 мас. % сорбіту, 0,4 мас. % паленого цукру та 0,3 мас. % барвника, визнаного для застосування в харчових продуктах. Форма мала дві частини. Внутрішня частина форми відбиває конфігурацію кінцевого продукту, та її краї торкаються один одного за допомогою системи шпунтів та канавок, що забезпечують щільне закривання форми. Форму, нагріту до 120°C, заповнювали підготовленою сумішшю за вагою на 10% більше ваги кінцевого продукту та потім закривають. Всередину форми подавали тепло, необхідне для зріджування суміші та випаровування води. Для одержання необхідних характеристик продукту 2 UA 114342 C2 5 10 15 20 25 30 35 необхідно досягти вологості 10-11%. При закриванні подавали тепло та забезпечували скидання тиску з випаровуванням води. В даному випадку застосовували 5 циклів закривання, кожний протягом 1 с, та між циклами скидали тиск форми кожний раз протягом 0,5 секунди. Повний процес закривання та скидання тиску здійснювали за допомогою цифрового управління. 3 Скидали тиск форми в межах від 0,1 мм до 0,2 мм. Одержували продукт з густиною 1,00 г/см , при цьому в способі, відомому з рівня техніки, одержували формовані вироби з густиною до 3 1,200 г/см . Приклад 2 Суміш висівок з вологістю 17,5%. Температура 170°C. Вимірювали точну порцію (без переливання). Процедура є такою ж, як в прикладі 1 для одержання готового продукту з вологістю 11%. Форму закривають та закривають краї перед повним зріджуванням. Висока температура з повним тиском викликає різке підвищення тиску всередині, при цьому в матеріалі легко досягають високого рівня текучості та температури поглинання, необхідної для випаровування води. В даному способі вода в матеріалі після зріджування досягає температури кипіння лише наприкінці першого закривання. Закривання та відкриття першого циклу займає приблизно 3 секунди та здійснюється за допомогою цифрового управління. Друге закривання викликає аналогічні ефекти, що й перше, але матеріал вже є рідким, а високий тиск та температура впливають на густину готового продукту. Практично, після другого циклу зміни тиску в продукті досягають вологості 11-12%, та здійснення процесу може бути закінчено. Для зовнішнього вигляду та блиску застосовують третій цикл зміни тиску, але лише для косметичних цілей, та застосована енергія в даному циклі зміни тиску є незначною. Перше закриття 1,5 с, перше скидання тиску - 1,0 с, повторюване закриття - 2 с, повторюване скидання тиску - 1 c, 3 повторюване закриття 1 с, скидання тиску 0,5 с. Одержували продукт з густиною 1,600 г/см , при цьому за допомогою способу, відомого з рівня техніки, одержували формовані вироби з 3 густиною до 1,200 г/см , а час виробництва займає більше 30 с. Приклад 3 Суміш висівок з вологістю 17,5%. Температура 190-200°C. Точна порція в закритій формі та процедура є такими ж, як у прикладі 2, в якому ціллю є готовий продукт з вологістю 11%. Форми закривають, та ще більш високі температура та тиск викликають легке зріджування. Через 5 с у формі скидають тиск протягом 2 с та потім 3 відкривають. Одержують продукт з густиною 1,400 г/см , при цьому за допомогою способу, 3 відомого з рівня техніки, одержували формовані вироби з густиною до 1,200 г/см , а час виробництва займає більше 30 с. Досягнута вологість, що складає приблизно 10-11%, залежно від числа закривань форми та температури приведені в таблиці 1. Таблиця 1 Температура форми 170°C 15,9 13,8 12,2 11,1 9,9 Число закривань 120°C 1 16,5 2 14,1 3 13,2 4 11,8 5 10,9 Стійка вологість сировинного матеріалу знаходиться на рівні 17,5% 40 45 190°C 11,3 10,2 У наведених вище прикладах виготовляли чаші з діаметром 200 мм та тарілки з діаметром 240 мм. Дослідження поглинання 20°C води та олії, а також вливання води при температурі кипіння представлені в таблиці 2. Дослідження полягало у заповненні чаші та тарілки, а також вимірюванні часу поки не з'явиться доріжка протікання. Результати всіх вимірювань вказують на в два або навіть три рази більш високу стійкість до протікання відносно тарілок та чаш, виготовлених за попереднім способом. Дослідження вказує на те, що високий тиск в ході виробництва приводить до високої густини продуктів та він має вирішальний вплив на поглинання води готових продуктів. Кінцеві цикли згідно з даним винаходом є лише косметичними та поліпшують зовнішній вигляд. 3 UA 114342 C2 Таблиця 2 Перелік характерних ознак продуктів, одержаних згідно зі способом з рівня техніки та способом згідно з даним винаходом Продукт Чаша 20 см * Чаша 20 см Тарілка 24 см Тарілка 24 см Жорсткіст ь, МПа 1100 Густин Товщин а, а, Вага, г 3 г/см мм 1,100 1,6 45-50 Колір Запах Світлий Висівки Світло-коричневий, Прожарені 57-62 натуральний блиск висівки Число виробничиx циклів 5 1650 1,550 1,6 3 980 1,180 1,8 80-90 Світло-коричневий Висівки 5 1400 1,600 1,8 95-100 Темно-коричневий, натуральний блиск Скоринка хліба 3 * Щодо способу згідно з даним винаходом ФОРМУЛА ВИНАХОДУ 5 10 15 20 1. Спосіб виготовлення формованих виробів, які біологічно розкладаються, зокрема посуду та пакувальної тари, із застосуванням способу створення тиску водяної пари всередині форми, що включає змішування сипких висівок, переважно пшеничних висівок, з гранулометричним складом від 0,01 до 2,80 мм у кількості 95-100 мас. %, що містять більш ніж 14 мас. % води, структурно зв'язаної у формі вологи, якщо це необхідно, в сухій формі з сумішшю просочувальних речовин та/або смакових, та/або ароматичних добавок, та/або неволокнистих наповнювачів, та/або гігроскопічних речовин, та/або барвників у кількості до 5 мас. %, при цьому виміряну кількість сипкого матеріалу, одержаного таким чином, поміщають в одну з частин форми, що складається з декількох частин, переважно двох частин, потім форму закривають та суміш піддають одночасній дії температури та тиску в діапазоні 1-10 МПа, який відрізняється тим, що форму нагрівають до температури вище 120 °C, а потім форму закривають та потім скидають тиск з утворенням щілини між краями форми, не ширше 0,5 мм, та потім форму, якщо це необхідно, закривають знову та цикли скидання тиску повторюють, та потім після останнього циклу форму відкривають, за умови, що число циклів скидання тиску складає щонайменше 1, а повний спосіб скидання тиску та закривання форми займає декілька секунд та здійснюється згідно з програмою пристрою, за допомогою якої здійснюється цифровий контроль руху форми залежно від розрахованих параметрів кінцевого продукту. Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing biodegradable mouldings in particular tableware and packages
Автори англійськоюWysocki, Jerzy
Автори російськоюВысоцький Ежи
МПК / Мітки
Мітки: виробів, виготовлення, спосіб, зокрема, розкладаються, пакувальної, тари, формованих, посуду, біологічно
Код посилання
<a href="https://ua.patents.su/6-114342-sposib-vigotovlennya-formovanikh-virobiv-shho-biologichno-rozkladayutsya-zokrema-posudu-ta-pakuvalno-tari.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення формованих виробів, що біологічно розкладаються, зокрема посуду та пакувальної тари</a>
Спосіб виготовлення негорючих формованих виробів, зокрема будівельних плит
Номер патенту: 54416
Опубліковано: 17.03.2003
Автор: Томандль Ервін
МПК: C04B 14/20, B28B 23/00, C04B 28/00
Мітки: негорючих, будівельних, зокрема, виготовлення, плит, формованих, спосіб, виробів
Формула / Реферат:
1. Спосіб виготовлення негорючих формованих виробів, зокрема будівельних плит, при здійсненні якого гранульований вермикуліт піддають спучуванню при підвищеній температурі, на гранули спученого вермикуліту наносять розчин неорганічного зв'язуючого, після чого гранульований вермикуліт безперервно або періодично підпресовують, розкроюють його на заготовки потрібної форми і періодично пресують ці заготовки при температурі не нижче кімнатної,...
Полімери, що біологічно розкладаються, зшиті фосфатами, композиції, вироби і способи для їх виготовлення і використання
Номер патенту: 54505
Опубліковано: 17.03.2003
Автори: Чжао Чжонг, Мао Хай-Куан, Леонг Кам У., Інгліш Джеймс П.
МПК: C08G 69/42, C08L 77/00, A61L 17/00, C08G 79/00, C08L 67/00, C08G 63/00, C08L 101/00, A61L 26/00, A61K 9/00, A61L 24/00, A61L 27/00, A61K 9/16, C08L 85/00
Мітки: вироби, фосфатами, використання, композиції, біологічно, розкладаються, способи, виготовлення, зшиті, полімери
Формула / Реферат:
1. Полімер, що біологічно розкладається, який включає мономерні ланки, що повторюються, формули І або II:, (I), (II)де:Х = -О- або -NR'-, де R' являє собою Н або алкіл;М1 і М2 незалежно один від одного являють собою (1) аліфатичну групу з прямим або розгалуженим ланцюгом, що містить від 1 до 20 атомів вуглецю, або (2) окси-, карбокси- або аміноаліфатичну групу з прямим або розгалуженим ланцюгом, що містить...
Спосіб виготовлення полімербетонних формованих виробів
Номер патенту: 4648
Опубліковано: 17.01.2005
Автори: БОГОЛЮБОВА ОКСАНА МИКОЛАЇВНА, Серебряник Олександр Ілліч
МПК: C04B 40/00, C04B 26/00, B28B 1/08
Мітки: формованих, виробів, виготовлення, полімербетонних, спосіб
Формула / Реферат:
1. Спосіб виготовлення полімербетонних виробів, що включає змішування заповнювача і сполучних компонентів та формування виробів, який відрізняється тим, що як заповнювач використовують конструкційну смолу, модифіковану Luperox, та каталізатор, а як сполучні компоненти - пігмент та мінеральний наповнювач, при цьому компоненти беруть в наступному співвідношенні: конструкційна смола ПН 95-105 мл ...
Термоформувальна установка для виготовлення формованих виробів із пластмасової плівки, а також спосіб їх виготовлення
Номер патенту: 77770
Опубліковано: 15.01.2007
Автори: Шльоссер Хельмут, Ассельборн Петер
МПК: B29C 51/26, B29C 51/00, B29C 51/30
Мітки: спосіб, плівки, виробів, установка, пластмасової, також, виготовлення, термоформувальна, формованих
Формула / Реферат:
1. Термоформувальна установка (1) для виготовлення формованих виробів із пластмасової плівки (50), таких як чашки, пляшки, кришки, упаковка для продуктів харчування чи подібних виробів, що має оснащену двоелементним формувальним інструментом (20) технологічну позицію пластичного формоутворення, причому двоелементний формувальний інструмент (20) має регульовано закріплюваний верхній інструментальний стіл (28) з верхнім інструментом (30), в...
Спосіб виготовлення формованих виробів
Номер патенту: 96027
Опубліковано: 26.09.2011
Автори: Фінгерхут Вільхельм, Відер Курт, КЕППЛІНГЕР Леопольд Вернер, Хеккманн Хадо, Вурм Йоханн
МПК: C10L 5/14, C10L 5/08, C10L 5/04, C10L 5/22
Мітки: спосіб, виготовлення, виробів, формованих
Формула / Реферат:
1. Спосіб виготовлення формованих виробів, зокрема брикетів, із дрібно-середньозернистих сумішей з використанням органічних зв'язуючих, за яким на першому етапі здійснюють нагрівання змішуваного матеріалу до потрібної для процесу формування температури, а на другому етапі здійснюють змішування змішуваного матеріалу зі зв'язуючим та наступні стадії процесу, який відрізняється тим, що другий етап, відокремлений від атмосфери, здійснюють при...
Попередній патент: Глушник вогнепальної зброї
Наступний патент: Стійка до помилок асоціація одиниці декодування
Випадковий патент: Лікувально-профілактичний напій для дитячого харчування