Спосіб одностороннього контактного точкового зварювання
Номер патенту: 114583
Опубліковано: 10.03.2017
Автори: Коротинський Олександр Євтіхійович, Скопюк Михайло Іванович

Формула / Реферат
Спосіб одностороннього контактного точкового зварювання, що включає нагрів деталі, на якій розташовані зварювальні електроди, стиск деталей електродами і пропускання імпульсу зварювального струму, який формує зварні точки, який відрізняється тим, що для нагріву верхньої деталі, на якій розташовані зварювальні електроди, використовують струм високої частоти.
Текст
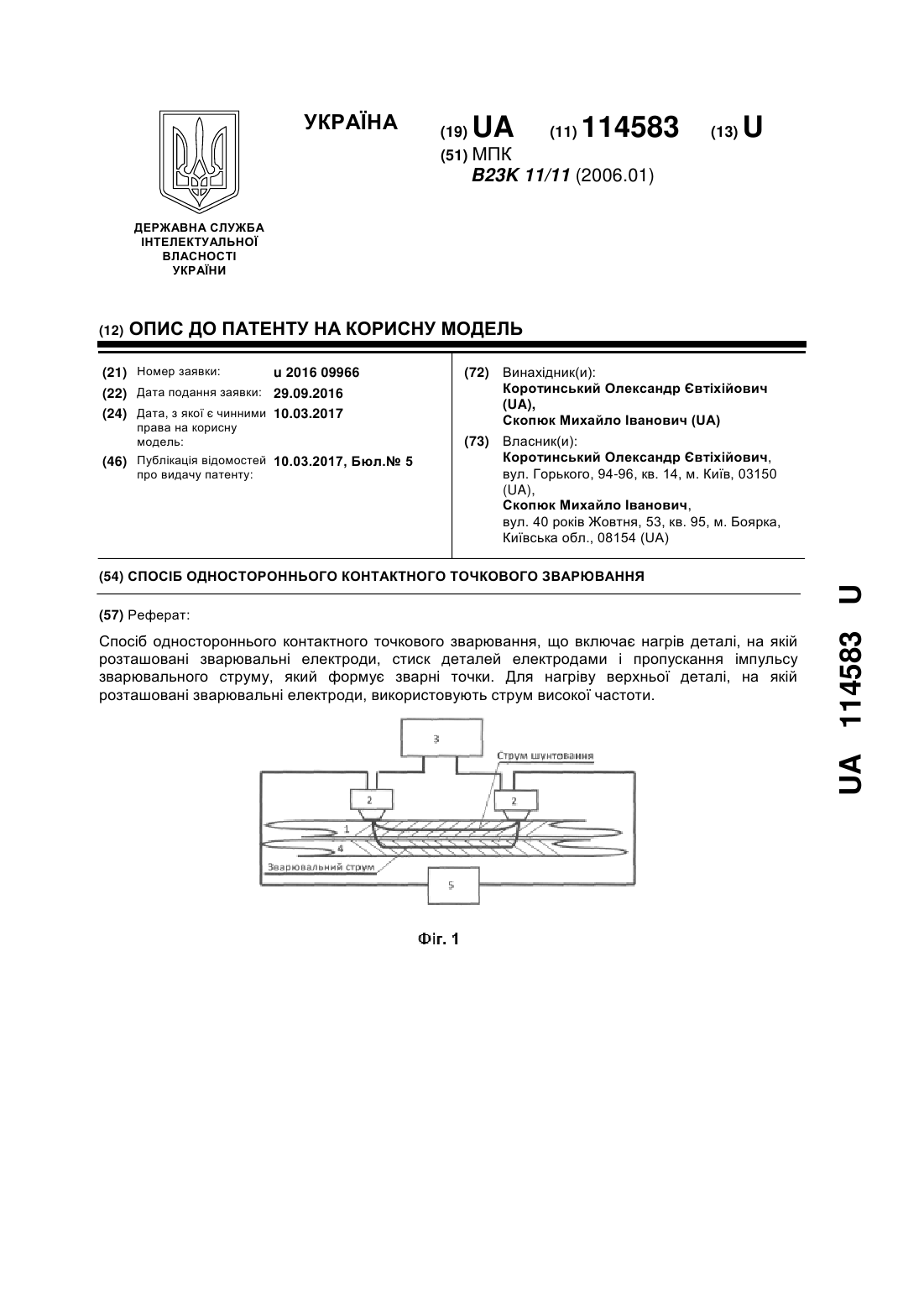
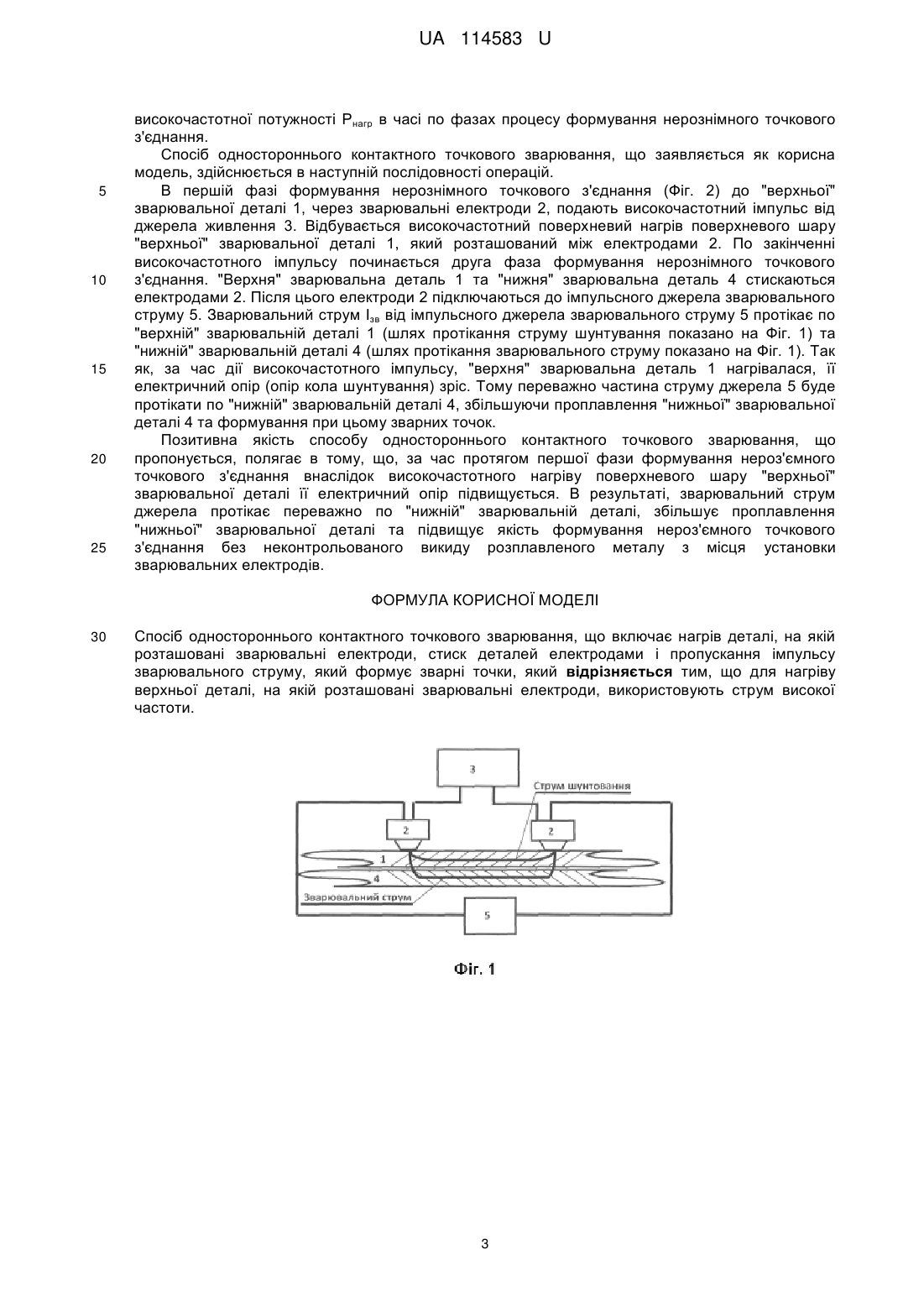
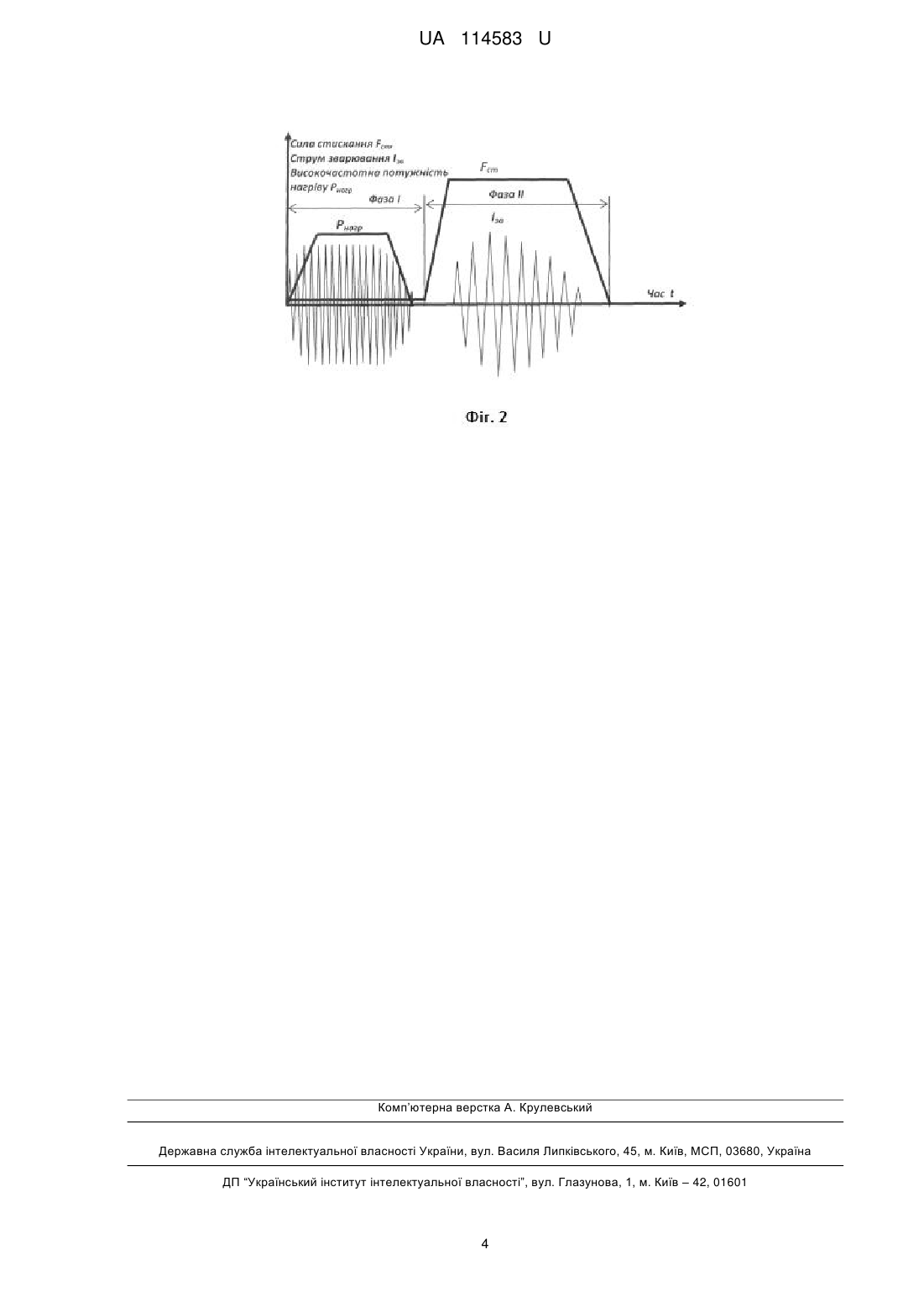
Реферат: Спосіб одностороннього контактного точкового зварювання, що включає нагрів деталі, на якій розташовані зварювальні електроди, стиск деталей електродами і пропускання імпульсу зварювального струму, який формує зварні точки. Для нагріву верхньої деталі, на якій розташовані зварювальні електроди, використовують струм високої частоти. UA 114583 U (54) СПОСІБ ОДНОСТОРОННЬОГО КОНТАКТНОГО ТОЧКОВОГО ЗВАРЮВАННЯ UA 114583 U UA 114583 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до зварювальної техніки, зокрема до одностороннього контактного точкового зварювання, яке може бути використано в машинобудуванні та приладобудуванні. Є відомим спосіб одностороннього контактного точкового зварювання, згідно з яким, виконують зварювання одним імпульсом зварювального струму з підвищеним зусиллям стиснення електродів (FCB), причому в межах цього імпульсу використовують плавне наростання зварювального струму. [Чулошников П.Л. Точечная и роликовая электросварка легированных сталей и сплавов. Изд. 2-е, перераб. и доп. - М.: Машиностроение, 1974, с. 140141]. Недоліком цього способу є погіршання якості зварного з'єднання, причиною якого є шунтування струму по колу верхньої деталі, через низький електричний опір останньої, що приводить до зменшення проплавлення зі сторони нижньої деталі. Часткове збільшення електричного опору в колі верхньої деталі досягається в способі одностороннього контактного точкового зварювання з підігрівом деталі зі сторони зварювальних електродів, згідно з яким зварювання виконують двома імпульсами струму, перший з яких нагріває верхню зварювану деталь, тим самим збільшуючи її електричний опір, а другий формує зварне з'єднання в умовах пониженого струму шунтування. [Орлов Б.Д. и др. Технология и оборудование контактной сварки: Учебник для машиностроительных вузов. Изд. 2-е, перераб. и доп. - М.: Машиностроение, 1986 г., с. 116] Цей спосіб частково вирішує задачу щодо зниження струму шунтування і збільшенню проплавлення зі сторони нижньої деталі, проте його ефективність незначна з огляду на те, що під час проходження першого імпульсу струму разом з верхньою деталлю, на якій розташовані зварювальні електроди, нагрівається і нижня зварювана деталь. Крім цього, недоліком даного способу є схильність до виплеску металу зі зварювальних деталей назовні зі сторони струмопідвідних електродів, що погіршує якість зварного з'єднання. Є відомим спосіб одностороннього контактного точкового зварювання, що включає стискання деталей електродами і пропускання імпульсу зварювального струму, при цьому в простір між електродами зі сторони верхньої деталі підводять індуктор (провідник), який підключено до джерела змінного струму; одночасно пропускають змінний струм через індуктор та через зварювані деталі в одному напрямку, з різницею фаз, яка дорівнює нулю. [Патент RU 2235626 - Способ односторонней контактной точечной сварки. Демченко А.И., Новосельцев Ю.Г.]. При виконанні одностороннього контактного точкового зварювання, згідно з вищевказаним патентом, утворюється система з двох провідників, один - індуктор, другий - дві зварювані деталі, які вважаються одним провідником. Магнітні поля струмів індуктора та зварюваних деталей взаємодіють таким чином, що струм в індукторі та зварювальний струм відштовхуються. В результаті примусового відштовхування струму з верхньої деталі в нижню щільність струму в верхній деталі знижується порівняно зі щільністю струму в нижній деталі, що еквівалентне збільшенню опору верхньої деталі (деталі зі сторони зварювальних електродів). Цей спосіб вирішує задачу щодо зниження струму шунтування в колі верхньої деталі, але вирізняється конструктивною складністю, яка перешкоджає його використання, зокрема, в ручному зварювальному інструменті. Крім того, підтримка струму в індукторі потребує додаткових витрат енергії, яка є непродуктивною відносно до зварювального процесу. За найближчий аналог корисної моделі вибрано спосіб одностороннього контактного точкового зварювання, що включає стиск деталей електродами і пропускання двох імпульсів струму, перший з яких нагріває верхню зварювану деталь, а другий формує зварні точки, причому застосовують змінне значення зусилля стиснення електродів, а саме, спочатку деталі стискають зусиллям, яке створюють електроди, величиною в 40-80 % від номінального рівня, потім пропускають "підігріваючий" імпульс струму, далі зусилля стиснення електродів доводять до номінального і подають зварювальний імпульс струму [Патент RU 2226143 - Способ односторонней контактной точечной сварки. Рукосуев А.П., Демченко А.И., Холодов Д.А., Новосельцев Ю.Г., Киреев А.Л.]. Задача формування нероз'ємного з'єднання в способі-найближчому аналога, на думку авторів, вирішується за рахунок того, що при стисканні зварювальних деталей зусиллям, рівень якого на 20-60 % нижче номінального, між зварювальними деталями залишиться деякий (повітряний) проміжок, який має підвищений електричний опір порівняно з опором зварювального кола та понижений рівень теплопровідності порівняно з теплопровідністю матеріалу деталей, які зварюються. Таким чином, протягом першого імпульсу досягається перерозподіл струму в колі електродів в сторону підвищення струму шунтування, який переважно нагріває верхню зварювану (деталь зі сторони електродів), що приводить до росту її 1 UA 114583 U 5 10 15 20 25 30 35 40 45 50 55 60 електричного опору. В результаті, при доведенні зусилля стиснення електродів до номінального і подаючи другий, зварювальний, імпульс, струм в колі електродів проходить переважно по зварювальній деталі, яка розташована на протилежному, відносно до електродів, боці. Саме цей струм і формує зварні точки в умовах пониженого струму шунтування в колі деталі, яка розташована зі сторони електродів. Цей спосіб частково вирішує задачу щодо зниження струму шунтування в колі деталі, яка розташована зі сторони електродів і збільшенню проплавлення зі сторони нижньої деталі, яка розташована на протилежному, відносно до електродів, боці, проте його ефективність незначна з огляду на те, що струм першого "підігріваючого" імпульсу проходить по всьому перерізу деталі зі сторони електродів (верхня зварювана деталь). Тому верхня зварювана деталь нагрівається протягом дії першого імпульсу цілком і повністю по всьому об'єму. При цьому незважаючи на понижену теплопровідність проміжку між деталями, нижня деталь, яка розташована на протилежному, відносно до електродів, боці також нагрівається як за рахунок теплопередачі, так і за рахунок струму, який неминуче проходить і через нижню деталь. Спільна дія цих двох факторів перерозподіляє струм в електричному колі електродів, що погіршує якість формування нероз'ємного точкового з'єднання при використанні запропонованого способу, який вибраний як найближчий аналог. Наявність теплопередачі та перерозподіл "підігріваючого" струму між верхньою та нижньою деталями потребує підвищених затрат енергії на нагрів. З цієї причини, при реалізації способу найближчого аналога, знижується коефіцієнт корисної дії процесу одностороннього контактного точкового зварювання в цілому. В основу винаходу, що пропонується, поставлена задача підвищення якості формування нерознімних точкових зварних з'єднань та підвищення енергоефективності процесу. Поставлена задача вирішується, за рахунок того, що в способі одностороннього контактного точкового зварювання, що включає нагрів деталі, на якій розташовані зварювальні електроди, стиск деталей електродами і пропускання імпульсу зварювального струму, який формує зварні точки згідно корисної моделі, для нагріву верхньої деталі, на якій розташовані зварювальні електроди, використовують струм високої частоти. Процес формування нерознімного точкового з'єднання складається з двох фаз. В першій фазі до зварювальних електродів, які розміщується зі сторони верхньої деталі, підключається до джерела живлення високої частоти. Деякий проміжок часу виконується поверхневий високочастотний нагрів верхньої деталі, на якій розташовані зварювальні електроди, причому основне джерело нагріву концентрується в верхньому тонкому шарі верхньої деталі (скін шар; скін ефект). Через деякий проміжок часу, в другій фазі, зварювальні деталі стискують і одночасно пропускають імпульс зварювального струму, який формує нероз'ємне точкове з'єднання. Аналіз циклограми процесу, який заявляється, свідчить, що в першій фазі зварювального процесу струм високої частоти викликає поверхневий нагрів деталі, на якій розташовані зварювальні електроди, причому поширення тепла проходить виключно через механізм теплопередачі, яка утруднюється наявністю проміжку з низькою теплопровідністю між зварюваними деталями. Відповідно температура деталі, на якій розташовані зварювальні електроди, зростає значно швидше у порівнянні з ростом температури деталі, яка знаходиться на протилежній стороні. Таким чином, на кінець першої фази зварювального процесу електричний опір кола, яке замикається по деталі, на якій розташовані зварювальні електроди буде більшим, ніж електричний опір кола, яке замикається по деталі, що розташована на протилежній стороні відносно до зварювальних електродів, і відповідно зварювальний струм в другій фазі зварювального процесу пройде, переважно, по колу деталі, яка знаходиться на протилежній від електродів стороні. Саме це дозволяє підвищити якість зварювального з'єднання шляхом збільшення проплавлення деталі, яка знаходиться на протилежній від електродів стороні через зменшення шунтуючого струму. Крім того, зосередження джерела нагріву на поверхні верхньої деталі та високий імпеданс проміжку між зварювальними деталями, дає змогу зменшити потужність джерела нагріву та підвищення енергоефективності процесу формування нерознімних точкових зварних з'єднань. Ознаки, що відрізняють запропонований спосіб одностороннього контактного точкового зварювання від ознак подібних способів того ж призначення, обумовлюють вказаний вище технічний результат за рахунок створення умов перерозподілу струмів в колі зварювальних електродів через підвищення електричного опору шунтуючого кола (деталі, на якій розташовані зварювальні електроди). На Фіг. 1 приведена спрощена схема одностороннього контактного точкового зварювання; На Фіг. 2 - циклограма способу одностороннього контактного точкового зварювання. На циклограмі відображені взаємне розташування сили стискання Fст, струму зварювання Ізв та 2 UA 114583 U 5 10 15 20 25 високочастотної потужності Рнагр в часі по фазах процесу формування нерознімного точкового з'єднання. Спосіб одностороннього контактного точкового зварювання, що заявляється як корисна модель, здійснюється в наступній послідовності операцій. В першій фазі формування нерознімного точкового з'єднання (Фіг. 2) до "верхньої" зварювальної деталі 1, через зварювальні електроди 2, подають високочастотний імпульс від джерела живлення 3. Відбувається високочастотний поверхневий нагрів поверхневого шару "верхньої" зварювальної деталі 1, який розташований між електродами 2. По закінченні високочастотного імпульсу починається друга фаза формування нерознімного точкового з'єднання. "Верхня" зварювальна деталь 1 та "нижня" зварювальна деталь 4 стискаються електродами 2. Після цього електроди 2 підключаються до імпульсного джерела зварювального струму 5. Зварювальний струм Ізв від імпульсного джерела зварювального струму 5 протікає по "верхній" зварювальній деталі 1 (шлях протікання струму шунтування показано на Фіг. 1) та "нижній" зварювальній деталі 4 (шлях протікання зварювального струму показано на Фіг. 1). Так як, за час дії високочастотного імпульсу, "верхня" зварювальна деталь 1 нагрівалася, її електричний опір (опір кола шунтування) зріс. Тому переважно частина струму джерела 5 буде протікати по "нижній" зварювальній деталі 4, збільшуючи проплавлення "нижньої" зварювальної деталі 4 та формування при цьому зварних точок. Позитивна якість способу одностороннього контактного точкового зварювання, що пропонується, полягає в тому, що, за час протягом першої фази формування нероз'ємного точкового з'єднання внаслідок високочастотного нагріву поверхневого шару "верхньої" зварювальної деталі її електричний опір підвищується. В результаті, зварювальний струм джерела протікає переважно по "нижній" зварювальній деталі, збільшує проплавлення "нижньої" зварювальної деталі та підвищує якість формування нероз'ємного точкового з'єднання без неконтрольованого викиду розплавленого металу з місця установки зварювальних електродів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Спосіб одностороннього контактного точкового зварювання, що включає нагрів деталі, на якій розташовані зварювальні електроди, стиск деталей електродами і пропускання імпульсу зварювального струму, який формує зварні точки, який відрізняється тим, що для нагріву верхньої деталі, на якій розташовані зварювальні електроди, використовують струм високої частоти. 3 UA 114583 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 11/11
Мітки: спосіб, зварювання, контактного, одностороннього, точкового
Код посилання
<a href="https://ua.patents.su/6-114583-sposib-odnostoronnogo-kontaktnogo-tochkovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одностороннього контактного точкового зварювання</a>
Спосіб контактного точкового зварювання
Номер патенту: 107586
Опубліковано: 10.06.2016
Автори: Савуляк Валерій Іванович, Бакалець Дмитро Віталійович, Тарасюк Володимир Миколайович
МПК: B23K 11/10
Мітки: спосіб, зварювання, точкового, контактного
Формула / Реферат:
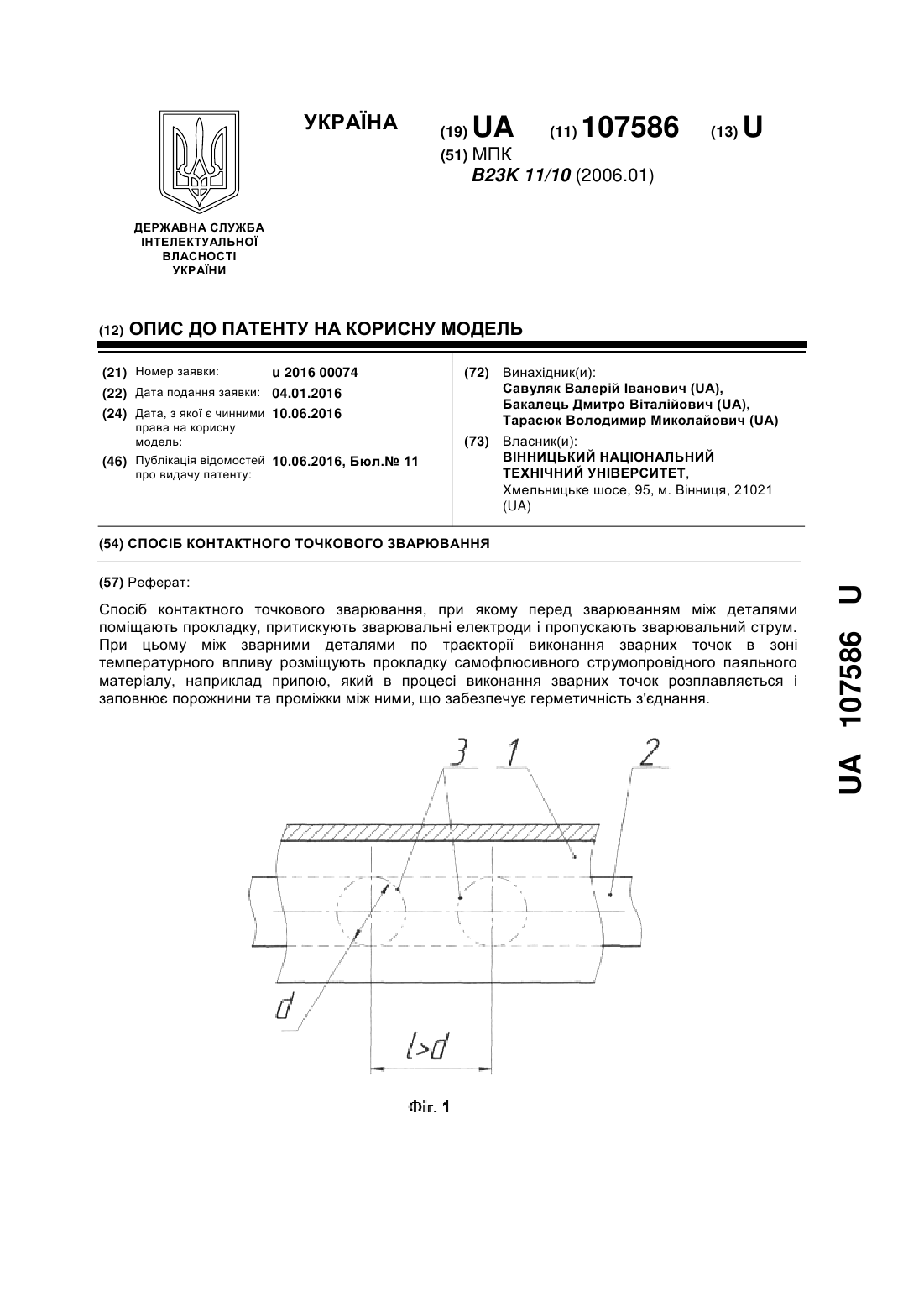
Спосіб контактного точкового зварювання, при якому перед зварюванням між деталями поміщають прокладку, притискують зварювальні електроди і пропускають зварювальний струм, який відрізняється тим, що між зварними деталями по траєкторії виконання зварних точок в зоні температурного впливу розміщують прокладку самофлюсивного струмопровідного паяльного матеріалу, наприклад припою, який в процесі виконання зварних точок розплавляється і заповнює...
Спосіб контактного точкового зварювання

Номер патенту: 29554
Опубліковано: 10.01.2008
Автори: Нічєпоренко Олександр Васильович, Сендецький Євгеній Миколайович
МПК: B21F 27/00, B23K 11/00, B23K 11/10
Мітки: спосіб, зварювання, контактного, точкового
Формула / Реферат:
Спосіб контактного точкового зварювання переважно прутків дроту при виготовленні сітки, при якому в початковий момент зварювання прутки стискають із зусиллям стиснення, величина якого менше зварювального зусилля стиснення, пропускають імпульс струму, а потім стискаюче зусилля збільшують до зварювального зусилля стиснення, пропускають імпульс зварювального струму і знімають зусилля стиснення, який відрізняється тим, що в початковий момент...
Спосіб точкового контактного зварювання із застосуванням зовнішніх електромагнітних дій
Номер патенту: 80278
Опубліковано: 27.05.2013
Автори: Нестуля Степан Олександрович, Рижов Роман Миколайович, Кочубей Володимир Віталійович
МПК: B23K 11/11
Мітки: спосіб, застосуванням, дій, зварювання, контактного, зовнішніх, електромагнітних, точкового
Формула / Реферат:
Спосіб точкового контактного зварювання із застосуванням зовнішніх електромагнітних дій, при якому в зоні зварювання за допомогою чотириполюсної електромагнітної системи генерують керуюче магнітне поле, який відрізняється тим, що переміщення розплаву зварювальної точки здійснюють електромагнітною силою, яка створюється внаслідок взаємодії зварювального струму із зустрічно-симетричним поперечним магнітним полем.
Спосіб контактного точкового зварювання
Номер патенту: 97015
Опубліковано: 26.12.2011
Автори: Гальцов Ігор Олександрович, Ткаченко Сергій Олександрович, Каленська Ганна Василівна, Гедрович Анатолій Іванович, Криця Петро Охрімович
МПК: B23K 11/20
Мітки: контактного, точкового, спосіб, зварювання
Формула / Реферат:
Спосіб контактного точкового зварювання, при якому на поверхні твердішого і термостійкого матеріалу виконують поглиблення у вигляді однієї або декількох пересічних насічок, деталь укладають насічкою на нижню деталь, притискують зварювальним електродом і пропускають зварювальний струм, який відрізняється тим, що перед зварюванням на один із листів наносять рельєфні поглиблення у вигляді точок, між зварюваними листами поміщають поліетиленову...
Пристрій для керування процесом контактного точкового зварювання
Номер патенту: 79189
Опубліковано: 25.05.2007
Автори: Бондаренко Олександр Федорович, Паеранд Юрій Едуардович
МПК: B23K 11/24
Мітки: точкового, зварювання, контактного, процесом, керування, пристрій
Формула / Реферат:
Пристрій для керування процесом контактного точкового зварювання, що містить джерело зварювального струму, регулятор зварювального струму, включений у вторинний ланцюг джерела зварювального струму, буферний підсилювач, блок порівняння, блок множення, керуючий вхід регулятора зварювального струму через буферний підсилювач з'єднаний з виходом блока порівняння, перший вхід якого з'єднаний з виходом блока множення, датчик зварювального струму і...
Попередній патент: Багатофункціональний термінал
Наступний патент: Мультибіосенсорна система для одночасного визначення концентрацій глюкози, креатиніну та сечовини
Випадковий патент: Пристрій для контролю нелінійності пилкоподібної напруги