Спосіб контактного точкового зварювання
Номер патенту: 97015
Опубліковано: 26.12.2011
Автори: Гедрович Анатолій Іванович, Гальцов Ігор Олександрович, Криця Петро Охрімович, Ткаченко Сергій Олександрович, Каленська Ганна Василівна
Формула / Реферат
Спосіб контактного точкового зварювання, при якому на поверхні твердішого і термостійкого матеріалу виконують поглиблення у вигляді однієї або декількох пересічних насічок, деталь укладають насічкою на нижню деталь, притискують зварювальним електродом і пропускають зварювальний струм, який відрізняється тим, що перед зварюванням на один із листів наносять рельєфні поглиблення у вигляді точок, між зварюваними листами поміщають поліетиленову прокладку - плівку, притискують зварювальні електроди і пропускають зварювальний струм.
Текст
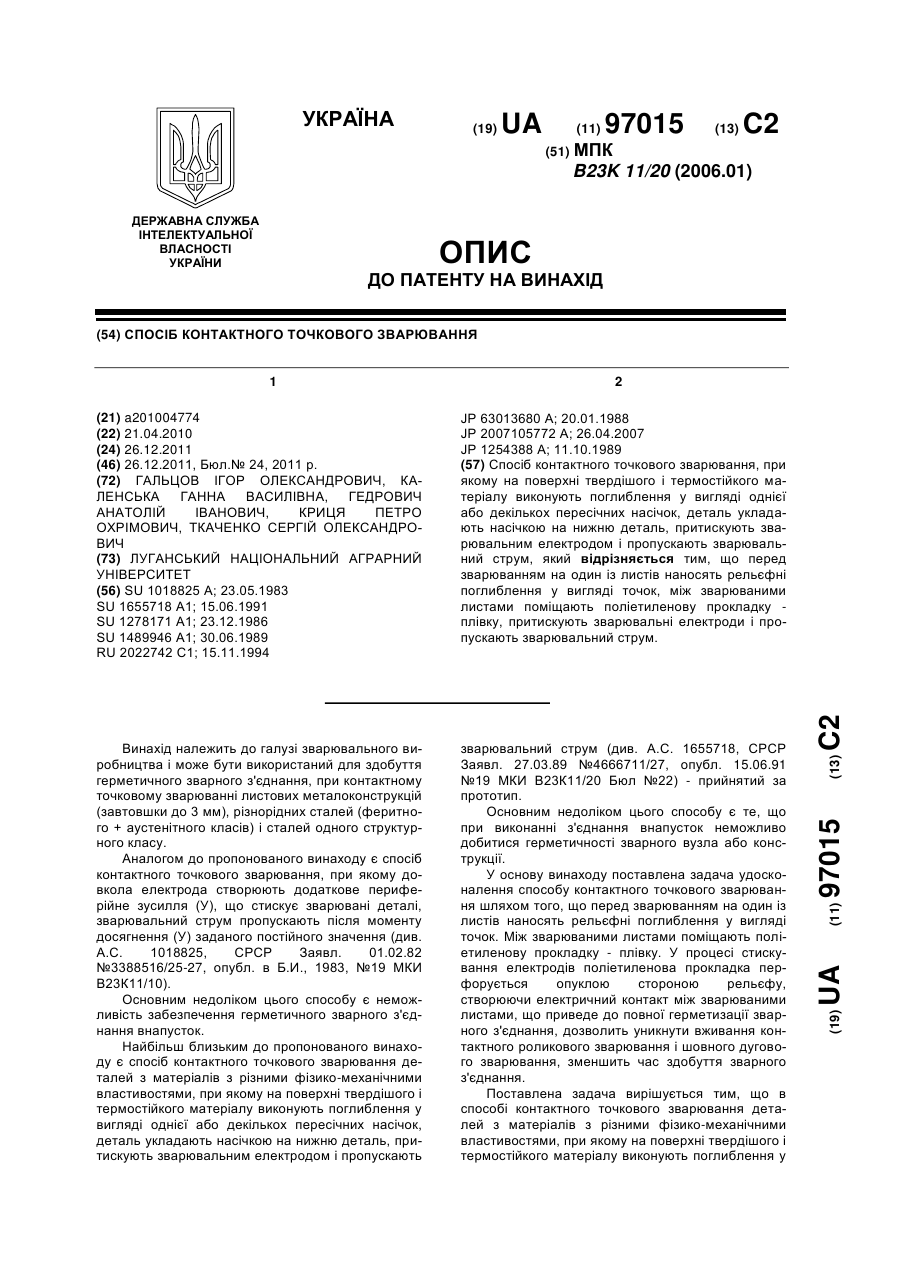
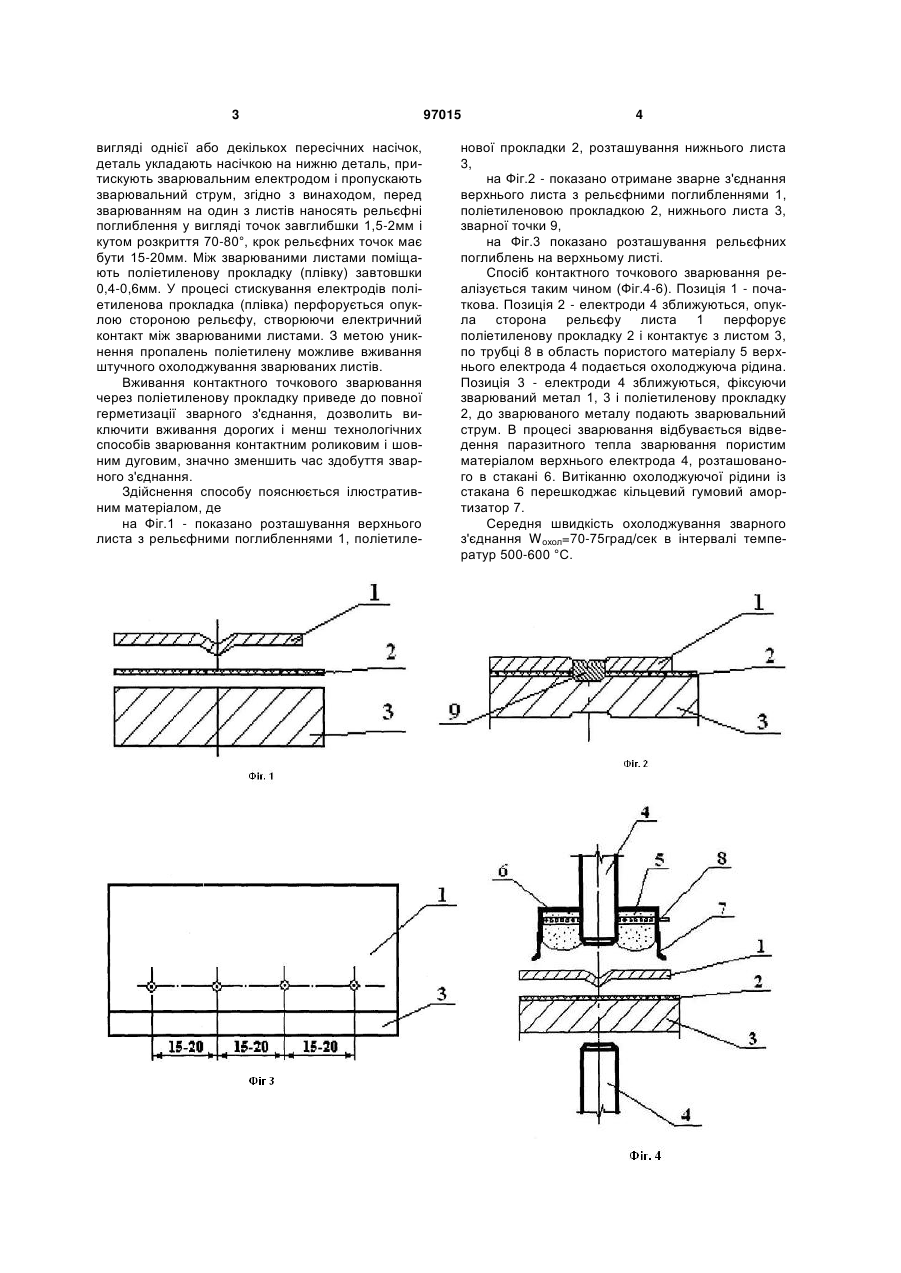
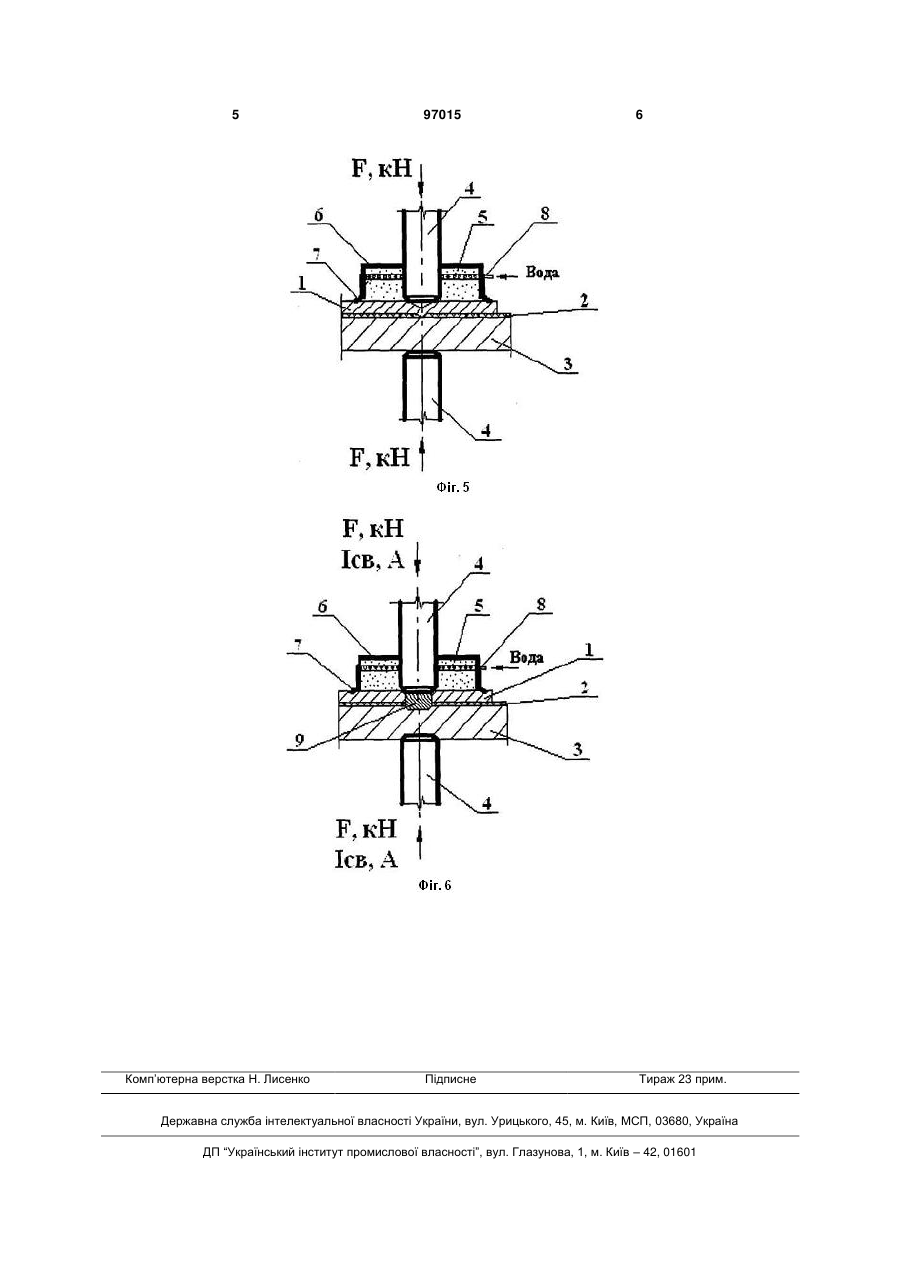
Спосіб контактного точкового зварювання, при якому на поверхні твердішого і термостійкого матеріалу виконують поглиблення у вигляді однієї або декількох пересічних насічок, деталь укладають насічкою на нижню деталь, притискують зварювальним електродом і пропускають зварювальний струм, який відрізняється тим, що перед зварюванням на один із листів наносять рельєфні поглиблення у вигляді точок, між зварюваними листами поміщають поліетиленову прокладку плівку, притискують зварювальні електроди і пропускають зварювальний струм. (19) (21) a201004774 (22) 21.04.2010 (24) 26.12.2011 (46) 26.12.2011, Бюл.№ 24, 2011 р. (72) ГАЛЬЦОВ ІГОР ОЛЕКСАНДРОВИЧ, КАЛЕНСЬКА ГАННА ВАСИЛІВНА, ГЕДРОВИЧ АНАТОЛІЙ ІВАНОВИЧ, КРИЦЯ ПЕТРО ОХРІМОВИЧ, ТКАЧЕНКО СЕРГІЙ ОЛЕКСАНДРОВИЧ (73) ЛУГАНСЬКИЙ НАЦІОНАЛЬНИЙ АГРАРНИЙ УНІВЕРСИТЕТ (56) SU 1018825 А; 23.05.1983 SU 1655718 А1; 15.06.1991 SU 1278171 А1; 23.12.1986 SU 1489946 А1; 30.06.1989 RU 2022742 С1; 15.11.1994 3 вигляді однієї або декількох пересічних насічок, деталь укладають насічкою на нижню деталь, притискують зварювальним електродом і пропускають зварювальний струм, згідно з винаходом, перед зварюванням на один з листів наносять рельєфні поглиблення у вигляді точок завглибшки 1,5-2мм і кутом розкриття 70-80°, крок рельєфних точок має бути 15-20мм. Між зварюваними листами поміщають поліетиленову прокладку (плівку) завтовшки 0,4-0,6мм. У процесі стискування електродів поліетиленова прокладка (плівка) перфорується опуклою стороною рельєфу, створюючи електричний контакт між зварюваними листами. З метою уникнення пропалень поліетилену можливе вживання штучного охолоджування зварюваних листів. Вживання контактного точкового зварювання через поліетиленову прокладку приведе до повної герметизації зварного з'єднання, дозволить виключити вживання дорогих і менш технологічних способів зварювання контактним роликовим і шовним дуговим, значно зменшить час здобуття зварного з'єднання. Здійснення способу пояснюється ілюстративним матеріалом, де на Фіг.1 - показано розташування верхнього листа з рельєфними поглибленнями 1, поліетиле 97015 4 нової прокладки 2, розташування нижнього листа 3, на Фіг.2 - показано отримане зварне з'єднання верхнього листа з рельєфними поглибленнями 1, поліетиленовою прокладкою 2, нижнього листа 3, зварної точки 9, на Фіг.3 показано розташування рельєфних поглиблень на верхньому листі. Спосіб контактного точкового зварювання реалізується таким чином (Фіг.4-6). Позиція 1 - початкова. Позиція 2 - електроди 4 зближуються, опукла сторона рельєфу листа 1 перфорує поліетиленову прокладку 2 і контактує з листом 3, по трубці 8 в область пористого матеріалу 5 верхнього електрода 4 подається охолоджуюча рідина. Позиція 3 - електроди 4 зближуються, фіксуючи зварюваний метал 1, 3 і поліетиленову прокладку 2, до зварюваного металу подають зварювальний струм. В процесі зварювання відбувається відведення паразитного тепла зварювання пористим матеріалом верхнього електрода 4, розташованого в стакані 6. Витіканню охолоджуючої рідини із стакана 6 перешкоджає кільцевий гумовий амортизатор 7. Середня швидкість охолоджування зварного з'єднання W охол=70-75град/сек в інтервалі температур 500-600 °C. 5 Комп’ютерна верстка Н. Лисенко 97015 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of resistance spot welding
Автори англійськоюHaltsov Ihor Oleksandrovych, Kalenska Hanna Vasylivna, Hedrovych Anatolii Ivanovych, Krytsia Petro Okhrimovych, Tkachenko Serhii Oleksandrovych
Назва патенту російськоюСпособ контактной точечной сварки
Автори російськоюГальцов Игорь Александрович, Каленская Анна Васильевна, Гедрович Анатолий Иванович, Крыця Петр Ефремович, Ткаченко Сергей Александрович
МПК / Мітки
МПК: B23K 11/20
Мітки: точкового, зварювання, спосіб, контактного
Код посилання
<a href="https://ua.patents.su/3-97015-sposib-kontaktnogo-tochkovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного точкового зварювання</a>
Спосіб контактного точкового зварювання

Номер патенту: 29554
Опубліковано: 10.01.2008
Автори: Сендецький Євгеній Миколайович, Нічєпоренко Олександр Васильович
МПК: B23K 11/10, B23K 11/00, B21F 27/00
Мітки: точкового, спосіб, зварювання, контактного
Формула / Реферат:
Спосіб контактного точкового зварювання переважно прутків дроту при виготовленні сітки, при якому в початковий момент зварювання прутки стискають із зусиллям стиснення, величина якого менше зварювального зусилля стиснення, пропускають імпульс струму, а потім стискаюче зусилля збільшують до зварювального зусилля стиснення, пропускають імпульс зварювального струму і знімають зусилля стиснення, який відрізняється тим, що в початковий момент...
Електрод для контактного точкового зварювання

Номер патенту: 8832
Опубліковано: 15.08.2005
Автори: Горват Валентин Васильович, Кузьменко Анатолій Григорович, Горват Віталій Васильович
МПК: B23K 11/30
Мітки: електрод, контактного, точкового, зварювання
Формула / Реферат:
Електрод для контактного точкового зварювання, що містить центральну струмоведучу частину з високоелектропровідного матеріалу, який відрізняється тим, що на кінці електрода виконана різьба і він оснащений зовнішнім кільцем, виконаним з ізоляційного, термостійкого, жароміцного матеріалу.
Спосіб керування процесом контактного точкового зварювання
Номер патенту: 20927
Опубліковано: 15.02.2007
Автори: Паеранд Юрій Едуардович, Бондаренко Олександр Федорович
МПК: B23K 11/24
Мітки: точкового, керування, спосіб, процесом, зварювання, контактного
Формула / Реферат:
Спосіб керування процесом контактного точкового зварювання, що включає вимірювання поточної міжелектродної напруги і зварювального струму, збільшення потужності зварювального струму за квадратичним законом, дозування виділеної між електродами енергії, порівнюючи її із заданою величиною, який відрізняється тим, що потужність зварювального струму збільшують за квадратичним законом доти, доки міжелектродна напруга не досягне порогового значення,...
Пристрій для керування процесом контактного точкового зварювання
Номер патенту: 79189
Опубліковано: 25.05.2007
Автори: Бондаренко Олександр Федорович, Паеранд Юрій Едуардович
МПК: B23K 11/24
Мітки: процесом, керування, контактного, точкового, пристрій, зварювання
Формула / Реферат:
Пристрій для керування процесом контактного точкового зварювання, що містить джерело зварювального струму, регулятор зварювального струму, включений у вторинний ланцюг джерела зварювального струму, буферний підсилювач, блок порівняння, блок множення, керуючий вхід регулятора зварювального струму через буферний підсилювач з'єднаний з виходом блока порівняння, перший вхід якого з'єднаний з виходом блока множення, датчик зварювального струму і...
Електрод для контактного точкового зварювання стрижневої сталі

Номер патенту: 62756
Опубліковано: 15.12.2003
Автори: Шебанова Тетяна Володимировна, Шебанов Володимир Олександрович, Щербіна Ніла Павлівна
МПК: B23K 11/30
Мітки: точкового, сталі, стрижневої, контактного, електрод, зварювання
Формула / Реферат:
Електрод для контактного точкового зварювання стрижневої сталі, що має корпус, установлені в його порожнині змінний струмопровідний стрижень і пружний елемент, сполучений з корпусом за допомогою гайки, силовий пуансон, який відрізняється тим, що пружний елемент виконаний з теплостійкого матеріалу, встановлений з зазором по відношенню до корпуса і змінного струмопровідного стрижня, робочий торець якого має фігурну поверхню, а силовий пуансон...
Попередній патент: Вібраційна сушарка
Наступний патент: Глушник звуку пострілу стрілецької зброї
Випадковий патент: Установка для контрастного душу