Спосіб контактного точкового зварювання
Номер патенту: 107586
Опубліковано: 10.06.2016
Автори: Савуляк Валерій Іванович, Бакалець Дмитро Віталійович, Тарасюк Володимир Миколайович
Формула / Реферат
Спосіб контактного точкового зварювання, при якому перед зварюванням між деталями поміщають прокладку, притискують зварювальні електроди і пропускають зварювальний струм, який відрізняється тим, що між зварними деталями по траєкторії виконання зварних точок в зоні температурного впливу розміщують прокладку самофлюсивного струмопровідного паяльного матеріалу, наприклад припою, який в процесі виконання зварних точок розплавляється і заповнює порожнини та проміжки між ними, що забезпечує герметичність з'єднання.
Текст
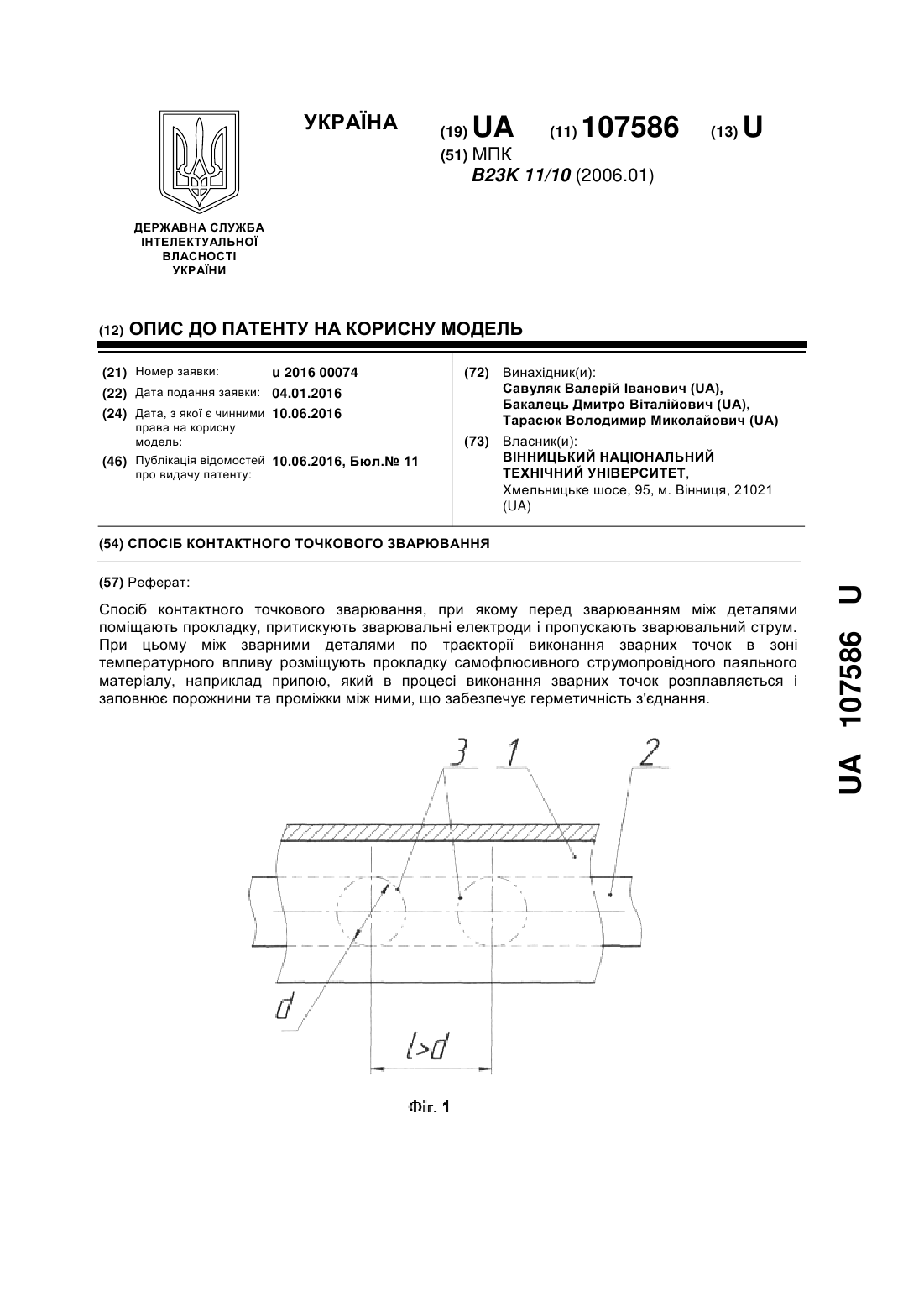
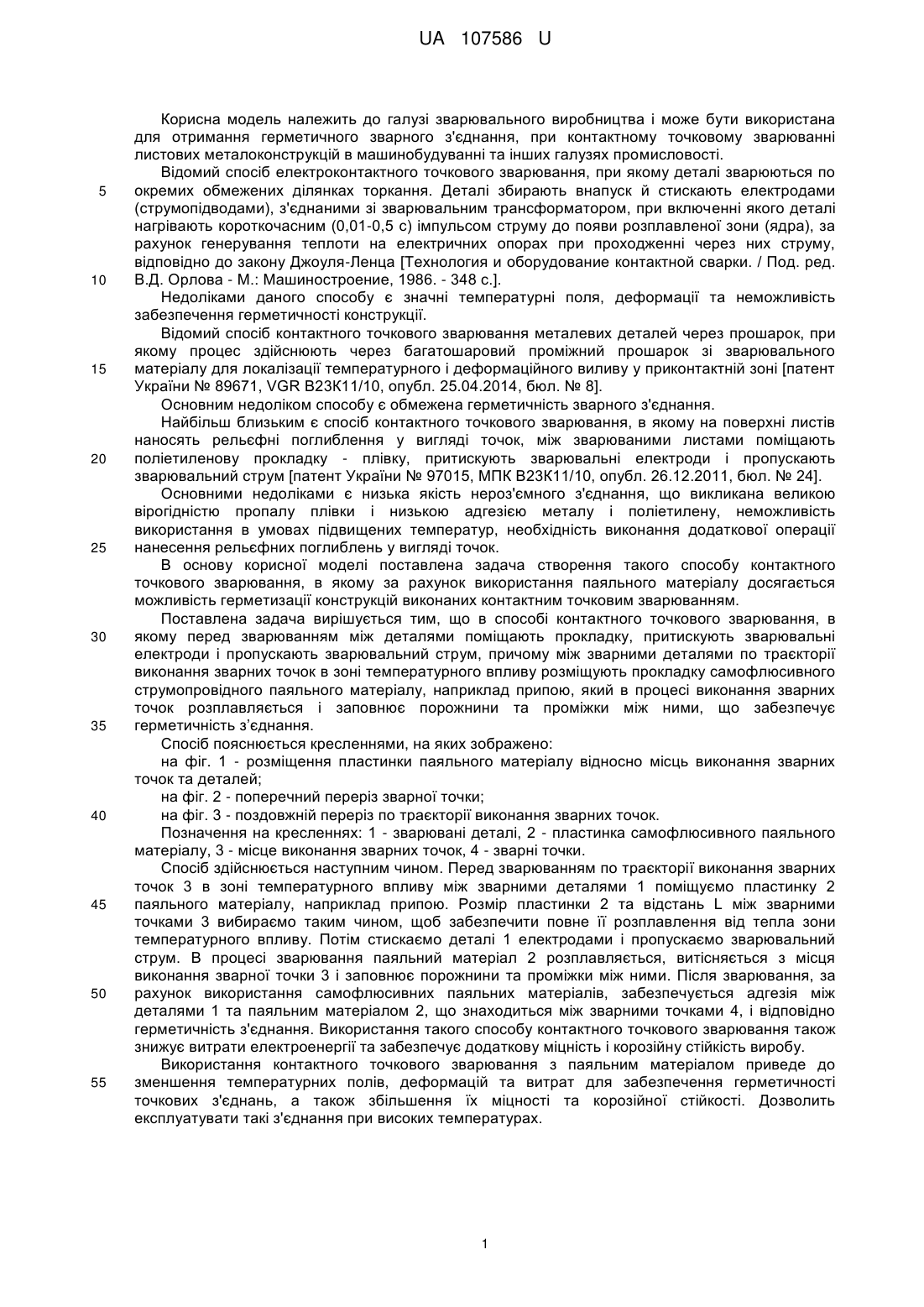
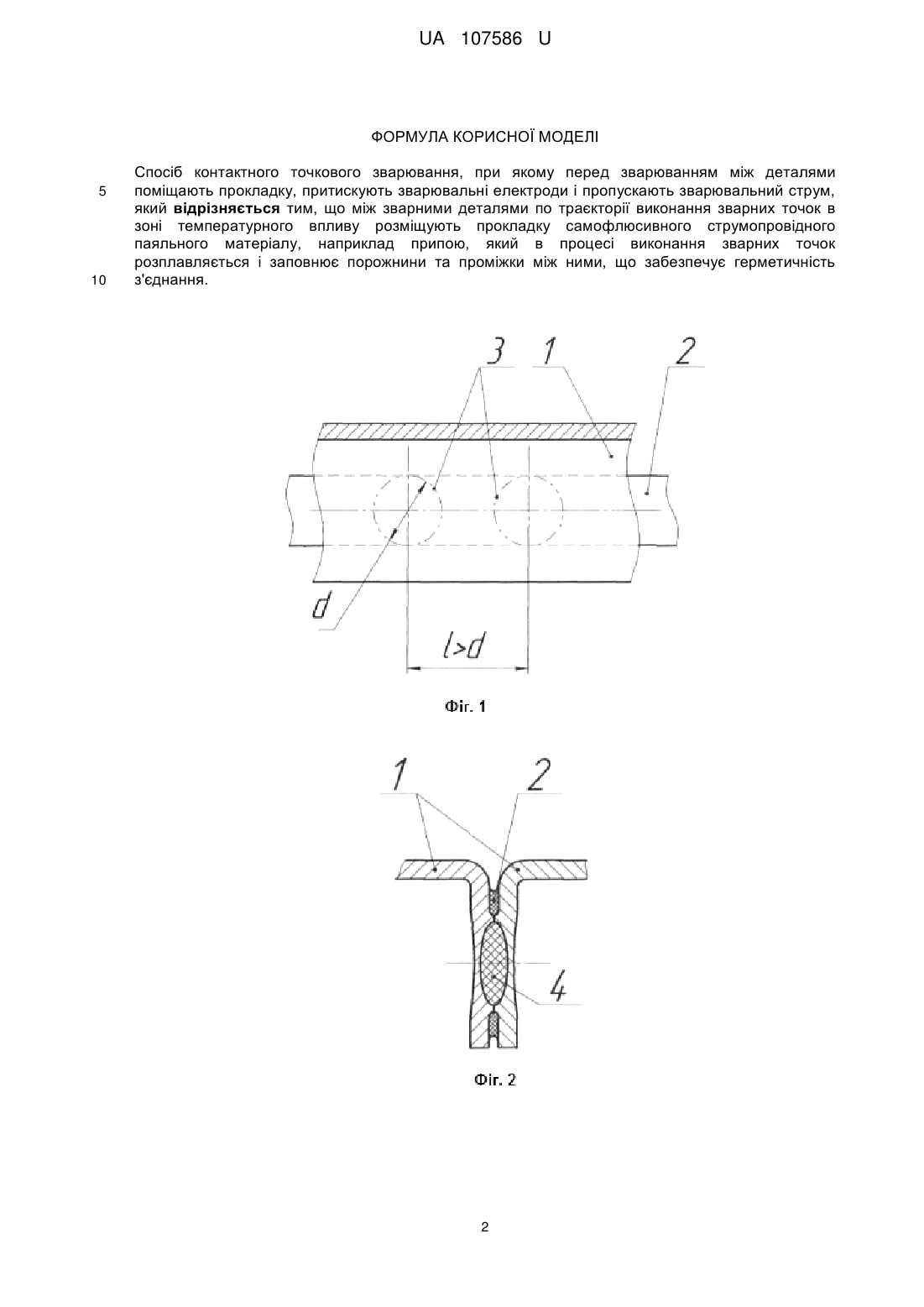
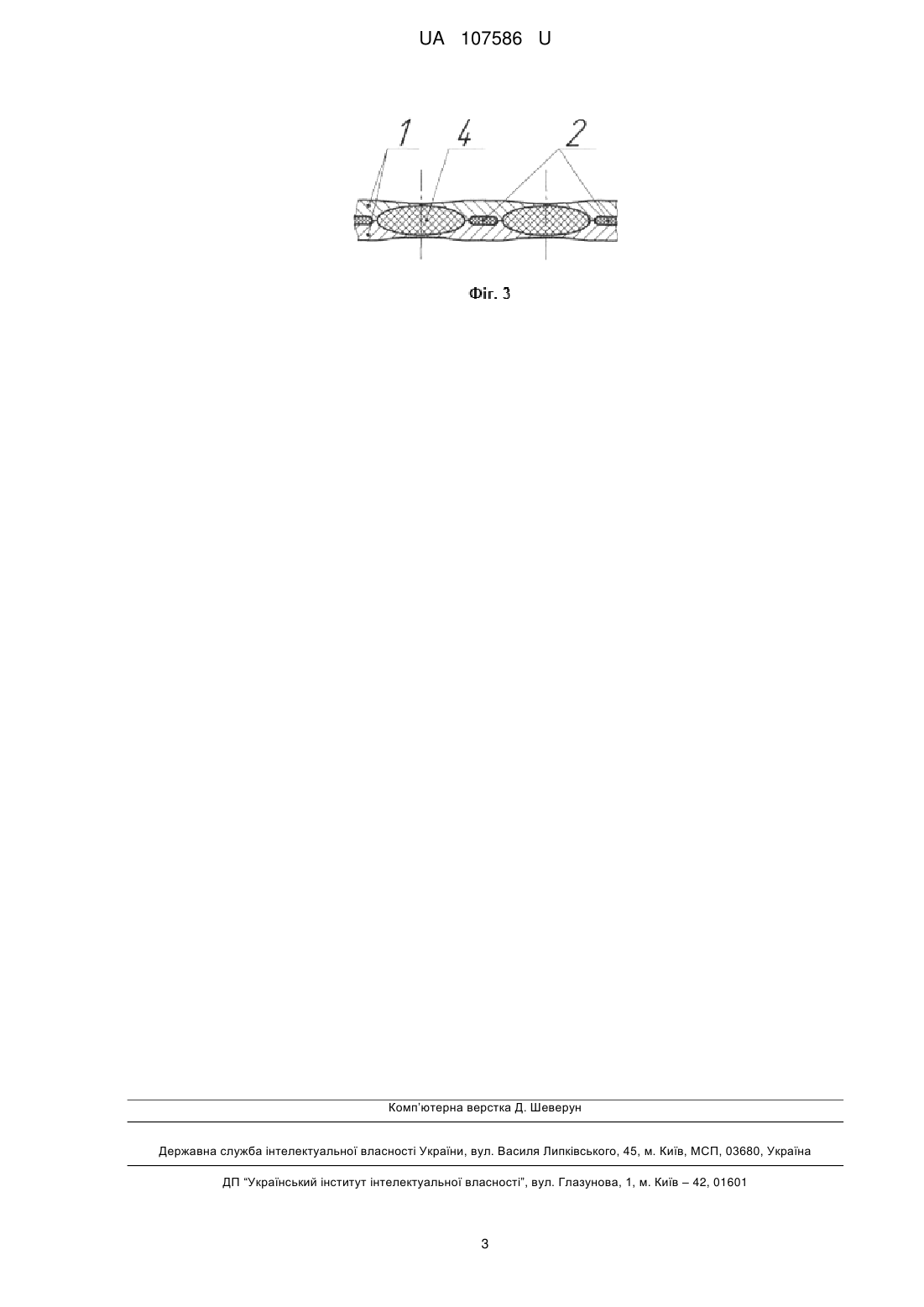
Реферат: Спосіб контактного точкового зварювання, при якому перед зварюванням між деталями поміщають прокладку, притискують зварювальні електроди і пропускають зварювальний струм. При цьому між зварними деталями по траєкторії виконання зварних точок в зоні температурного впливу розміщують прокладку самофлюсивного струмопровідного паяльного матеріалу, наприклад припою, який в процесі виконання зварних точок розплавляється і заповнює порожнини та проміжки між ними, що забезпечує герметичність з'єднання. UA 107586 U (54) СПОСІБ КОНТАКТНОГО ТОЧКОВОГО ЗВАРЮВАННЯ UA 107586 U UA 107586 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі зварювального виробництва і може бути використана для отримання герметичного зварного з'єднання, при контактному точковому зварюванні листових металоконструкцій в машинобудуванні та інших галузях промисловості. Відомий спосіб електроконтактного точкового зварювання, при якому деталі зварюються по окремих обмежених ділянках торкання. Деталі збирають внапуск й стискають електродами (струмопідводами), з'єднаними зі зварювальним трансформатором, при включенні якого деталі нагрівають короткочасним (0,01-0,5 с) імпульсом струму до появи розплавленої зони (ядра), за рахунок генерування теплоти на електричних опорах при проходженні через них струму, відповідно до закону Джоуля-Ленца [Технология и оборудование контактной сварки. / Под. ред. В.Д. Орлова - М.: Машиностроение, 1986. - 348 с.]. Недоліками даного способу є значні температурні поля, деформації та неможливість забезпечення герметичності конструкції. Відомий спосіб контактного точкового зварювання металевих деталей через прошарок, при якому процес здійснюють через багатошаровий проміжний прошарок зі зварювального матеріалу для локалізації температурного і деформаційного виливу у приконтактній зоні [патент України № 89671, VGR В23К11/10, опубл. 25.04.2014, бюл. № 8]. Основним недоліком способу є обмежена герметичність зварного з'єднання. Найбільш близьким є спосіб контактного точкового зварювання, в якому на поверхні листів наносять рельєфні поглиблення у вигляді точок, між зварюваними листами поміщають поліетиленову прокладку - плівку, притискують зварювальні електроди і пропускають зварювальний струм [патент України № 97015, МПК В23К11/10, опубл. 26.12.2011, бюл. № 24]. Основними недоліками є низька якість нероз'ємного з'єднання, що викликана великою вірогідністю пропалу плівки і низькою адгезією металу і поліетилену, неможливість використання в умовах підвищених температур, необхідність виконання додаткової операції нанесення рельєфних поглиблень у вигляді точок. В основу корисної моделі поставлена задача створення такого способу контактного точкового зварювання, в якому за рахунок використання паяльного матеріалу досягається можливість герметизації конструкцій виконаних контактним точковим зварюванням. Поставлена задача вирішується тим, що в способі контактного точкового зварювання, в якому перед зварюванням між деталями поміщають прокладку, притискують зварювальні електроди і пропускають зварювальний струм, причому між зварними деталями по траєкторії виконання зварних точок в зоні температурного впливу розміщують прокладку самофлюсивного струмопровідного паяльного матеріалу, наприклад припою, який в процесі виконання зварних точок розплавляється і заповнює порожнини та проміжки між ними, що забезпечує герметичність з’єднання. Спосіб пояснюється кресленнями, на яких зображено: на фіг. 1 - розміщення пластинки паяльного матеріалу відносно місць виконання зварних точок та деталей; на фіг. 2 - поперечний переріз зварної точки; на фіг. 3 - поздовжній переріз по траєкторії виконання зварних точок. Позначення на кресленнях: 1 - зварювані деталі, 2 - пластинка самофлюсивного паяльного матеріалу, 3 - місце виконання зварних точок, 4 - зварні точки. Спосіб здійснюється наступним чином. Перед зварюванням по траєкторії виконання зварних точок 3 в зоні температурного впливу між зварними деталями 1 поміщуємо пластинку 2 паяльного матеріалу, наприклад припою. Розмір пластинки 2 та відстань L між зварними точками 3 вибираємо таким чином, щоб забезпечити повне її розплавлення від тепла зони температурного впливу. Потім стискаємо деталі 1 електродами і пропускаємо зварювальний струм. В процесі зварювання паяльний матеріал 2 розплавляється, витісняється з місця виконання зварної точки 3 і заповнює порожнини та проміжки між ними. Після зварювання, за рахунок використання самофлюсивних паяльних матеріалів, забезпечується адгезія між деталями 1 та паяльним матеріалом 2, що знаходиться між зварними точками 4, і відповідно герметичність з'єднання. Використання такого способу контактного точкового зварювання також знижує витрати електроенергії та забезпечує додаткову міцність і корозійну стійкість виробу. Використання контактного точкового зварювання з паяльним матеріалом приведе до зменшення температурних полів, деформацій та витрат для забезпечення герметичності точкових з'єднань, а також збільшення їх міцності та корозійної стійкості. Дозволить експлуатувати такі з'єднання при високих температурах. 1 UA 107586 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб контактного точкового зварювання, при якому перед зварюванням між деталями поміщають прокладку, притискують зварювальні електроди і пропускають зварювальний струм, який відрізняється тим, що між зварними деталями по траєкторії виконання зварних точок в зоні температурного впливу розміщують прокладку самофлюсивного струмопровідного паяльного матеріалу, наприклад припою, який в процесі виконання зварних точок розплавляється і заповнює порожнини та проміжки між ними, що забезпечує герметичність з'єднання. 2 UA 107586 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 11/10
Мітки: зварювання, спосіб, контактного, точкового
Код посилання
<a href="https://ua.patents.su/5-107586-sposib-kontaktnogo-tochkovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного точкового зварювання</a>
Спосіб контактного точкового зварювання
Номер патенту: 97015
Опубліковано: 26.12.2011
Автори: Криця Петро Охрімович, Гальцов Ігор Олександрович, Каленська Ганна Василівна, Гедрович Анатолій Іванович, Ткаченко Сергій Олександрович
МПК: B23K 11/20
Мітки: точкового, контактного, зварювання, спосіб
Формула / Реферат:
Спосіб контактного точкового зварювання, при якому на поверхні твердішого і термостійкого матеріалу виконують поглиблення у вигляді однієї або декількох пересічних насічок, деталь укладають насічкою на нижню деталь, притискують зварювальним електродом і пропускають зварювальний струм, який відрізняється тим, що перед зварюванням на один із листів наносять рельєфні поглиблення у вигляді точок, між зварюваними листами поміщають поліетиленову...
Спосіб точкового контактного зварювання із застосуванням зовнішніх електромагнітних дій
Номер патенту: 80278
Опубліковано: 27.05.2013
Автори: Рижов Роман Миколайович, Кочубей Володимир Віталійович, Нестуля Степан Олександрович
МПК: B23K 11/11
Мітки: дій, спосіб, зварювання, застосуванням, точкового, зовнішніх, електромагнітних, контактного
Формула / Реферат:
Спосіб точкового контактного зварювання із застосуванням зовнішніх електромагнітних дій, при якому в зоні зварювання за допомогою чотириполюсної електромагнітної системи генерують керуюче магнітне поле, який відрізняється тим, що переміщення розплаву зварювальної точки здійснюють електромагнітною силою, яка створюється внаслідок взаємодії зварювального струму із зустрічно-симетричним поперечним магнітним полем.
Електрод для контактного точкового зварювання

Номер патенту: 8832
Опубліковано: 15.08.2005
Автори: Кузьменко Анатолій Григорович, Горват Валентин Васильович, Горват Віталій Васильович
МПК: B23K 11/30
Мітки: електрод, зварювання, точкового, контактного
Формула / Реферат:
Електрод для контактного точкового зварювання, що містить центральну струмоведучу частину з високоелектропровідного матеріалу, який відрізняється тим, що на кінці електрода виконана різьба і він оснащений зовнішнім кільцем, виконаним з ізоляційного, термостійкого, жароміцного матеріалу.
Спосіб контактного точкового зварювання

Номер патенту: 29554
Опубліковано: 10.01.2008
Автори: Нічєпоренко Олександр Васильович, Сендецький Євгеній Миколайович
МПК: B23K 11/10, B21F 27/00, B23K 11/00
Мітки: контактного, спосіб, точкового, зварювання
Формула / Реферат:
Спосіб контактного точкового зварювання переважно прутків дроту при виготовленні сітки, при якому в початковий момент зварювання прутки стискають із зусиллям стиснення, величина якого менше зварювального зусилля стиснення, пропускають імпульс струму, а потім стискаюче зусилля збільшують до зварювального зусилля стиснення, пропускають імпульс зварювального струму і знімають зусилля стиснення, який відрізняється тим, що в початковий момент...
Спосіб керування процесом контактного точкового зварювання
Номер патенту: 20927
Опубліковано: 15.02.2007
Автори: Бондаренко Олександр Федорович, Паеранд Юрій Едуардович
МПК: B23K 11/24
Мітки: процесом, зварювання, спосіб, контактного, керування, точкового
Формула / Реферат:
Спосіб керування процесом контактного точкового зварювання, що включає вимірювання поточної міжелектродної напруги і зварювального струму, збільшення потужності зварювального струму за квадратичним законом, дозування виділеної між електродами енергії, порівнюючи її із заданою величиною, який відрізняється тим, що потужність зварювального струму збільшують за квадратичним законом доти, доки міжелектродна напруга не досягне порогового значення,...
Попередній патент: Двотактний симетричний підсилювач струму
Наступний патент: З’єднувальний вузол модульного ендопротеза колінного суглоба
Випадковий патент: Патрон невибухового руйнуючого матеріалу