Спосіб дугового наплавлення стрічковим електродом
Номер патенту: 114638
Опубліковано: 10.07.2017
Автори: Бурлака Володимир Володимирович, Матвієнко Владислав Володимирович, Гулаков Сергій Володимирович, Псарьова Ірина Сергіївна, Матвієнко Володимир Миколайович, Кулябіна Анастасія Ігорівна
Формула / Реферат
1. Спосіб дугового наплавлення стрічковим електродом, який включає підведення струму до вильоту електрода по черзі від ізольованих одна від однієї секцій струмопідвода, який відрізняється тим, що секції струмопідвода розташовують на різній висоті від активної зони дуги і починають підведення струму до електрода через нижню секцію, а у момент короткого замикання електрода в стороні від зони горіння дуги перемикають підведення струму на верхню секцію до збудження нової дуги і згасання попередньої, після чого повертають підведення струму через нижню секцію струмопідвода.
2. Спосіб за п. 1, який відрізняється тим, що підведення струму до секцій струмопідвода, розташованих на відстані 20…50 мм одна від одної, здійснюють від одного джерела живлення.
Текст
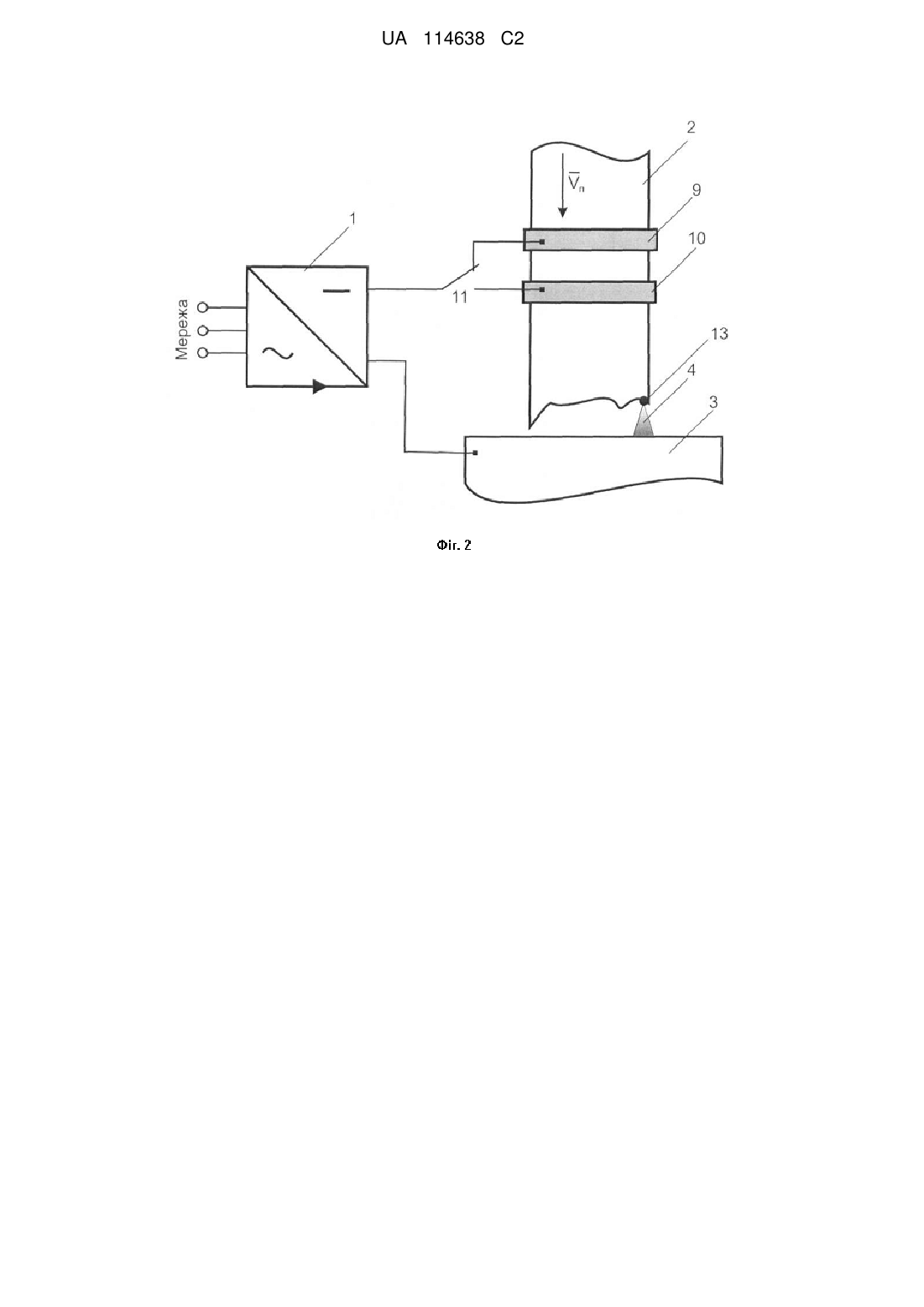
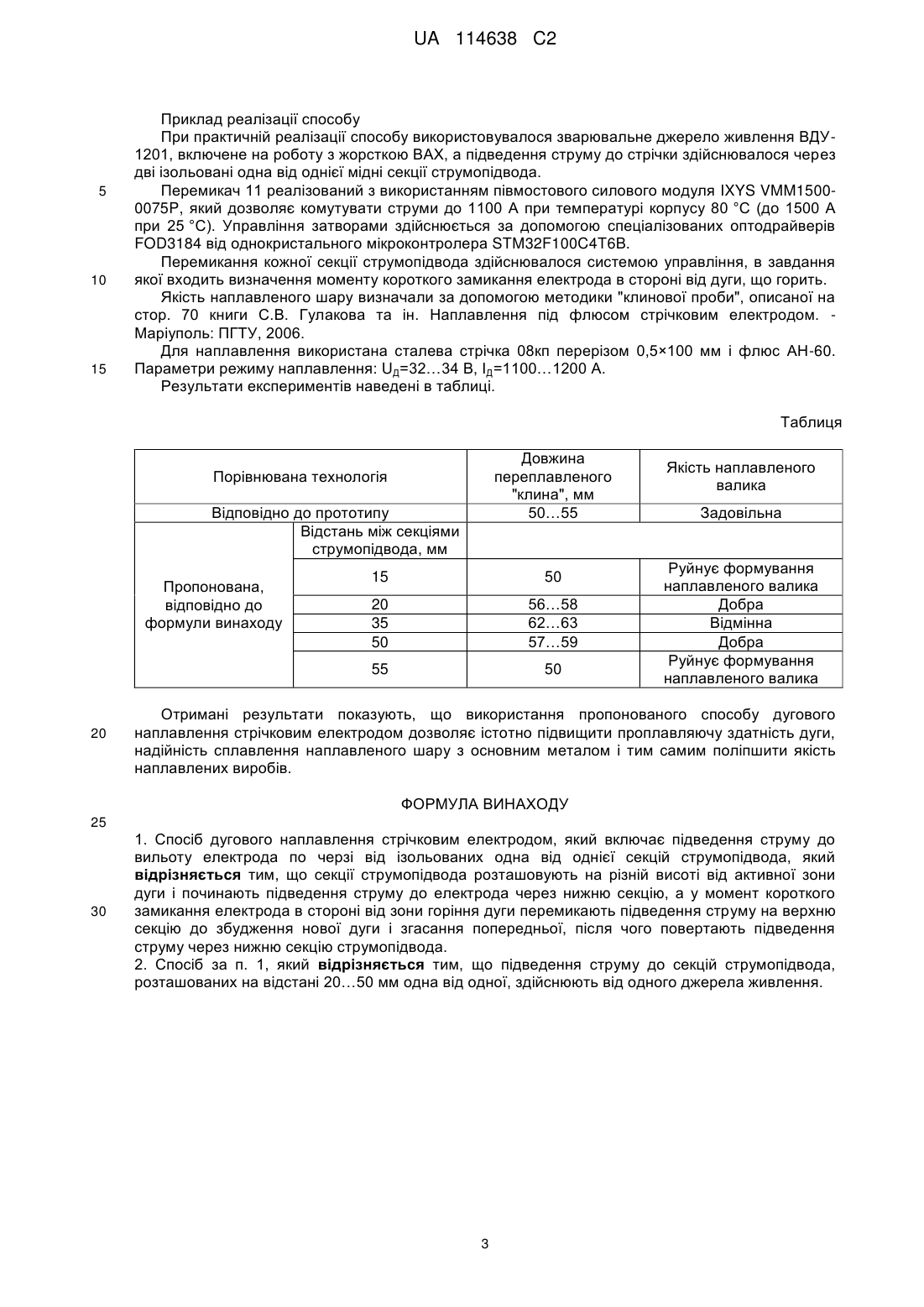
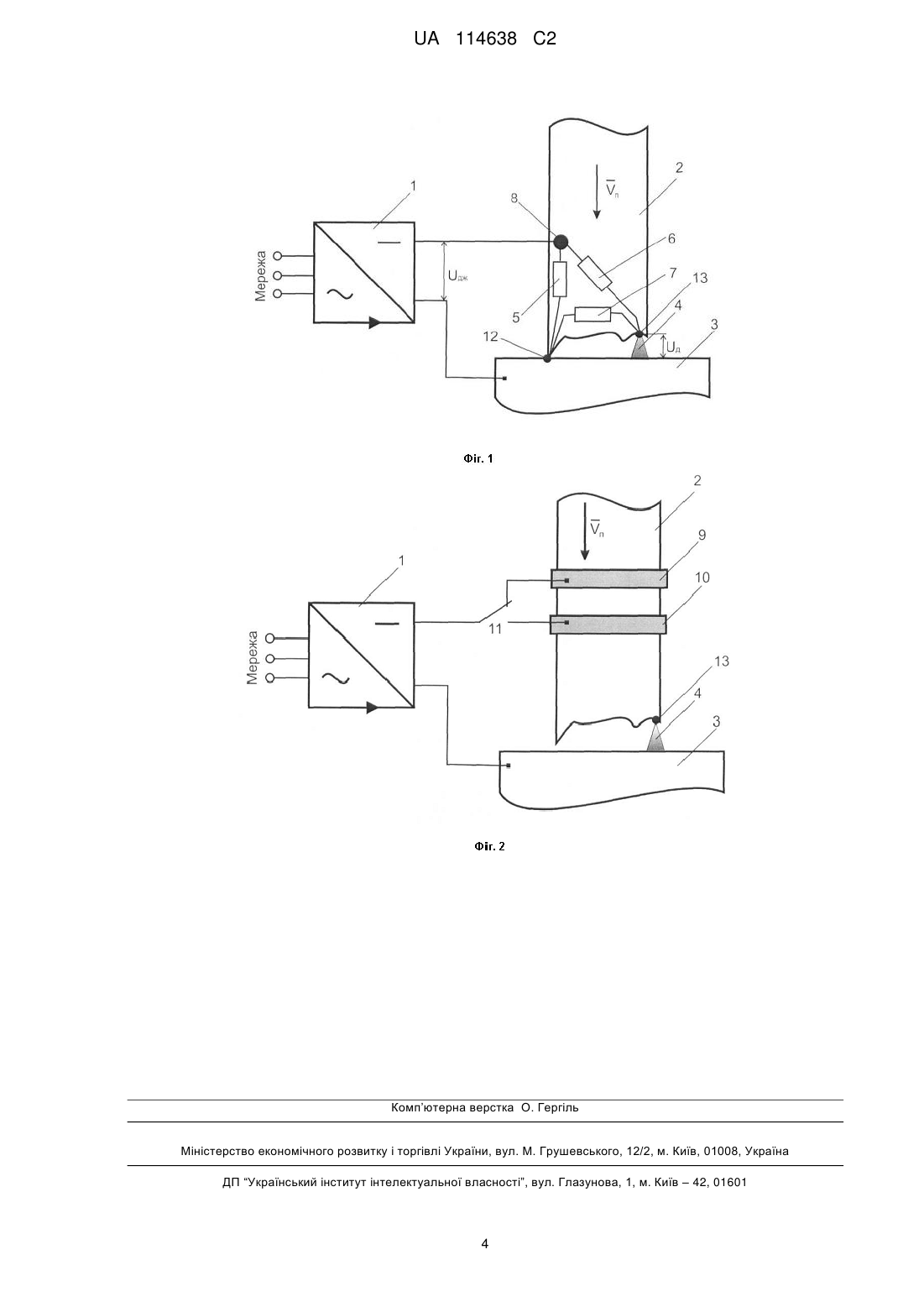
Реферат: Винахід належить до області дугового наплавлення стрічковим електродом і може бути використаний при зміцненні і відновленні деталей машин і інструменту. В способі дугового наплавлення стрічковим електродом, що включає підведення струму до вильоту електрода по черзі від ізольованих одна від однієї секцій струмопідвода, секції струмопідвода розташовують на різній висоті від активної зони дуги і починають підведення струму до електрода через нижню секцію, а у момент короткого замикання електрода в стороні від зони горіння дуги перемикають підведення струму на верхню секцію до збудження нової дуги і згасання попередньої, після чого повертають підведення струму через нижню секцію струмопідвода. При цьому підведення струму до секцій струмопідвода, розташованих на відстані 20…50 мм одна від одної, здійснюють від одного джерела живлення. Технічним результатом винаходу є підвищення проплавляючої здатності дуги, надійності сплавлення наплавленого шару з основним металом і поліпшення якості наплавлених виробів. UA 114638 C2 (12) UA 114638 C2 UA 114638 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до області дугового наплавлення стрічковим електродом і може бути використаний при зміцненні і відновленні деталей машин і інструменту. Особливості процесу плавлення стрічкових електродів і основного металу при дуговому наплавленні під флюсом зв'язують з локальною дією дуги як джерела теплоти. Нестабільність дугового процесу в часі і просторі на торці стрічкового електрода знижує надійність проплавлення основного металу. Періодичне існування дуги на окремих ділянках торця стрічки веде до несприятливих термічних циклів, що є причиною зниження надійності проплавлення основного металу і якості наплавленого шару. Раціональний перерозподіл тепла по ширині стрічки дозволить підвищити надійність проплавлення основного металу і понизити вірогідність утворення дефектів. Відомий спосіб наплавлення стрічковим електродом, коли підведення струму до вильоту стрічки здійснюють по усій її ширині одинарним струмопідводом (див. книгу Кравцова Т.Г. Электродуговая наплавка электродной лентой. - М.: Машиностроение, 1978. - рис. 20). Недоліками способу є несистемний в реальних умовах струмопідвід в довільній локальній точці із-за деформації стрічки, її забруднення, іржі на її поверхні, нещільного прилягання струмопідвода до стрічки і т. п. Це призводить до погіршення якості наплавленого металу. Відомий "Спосіб дугового наплавлення стрічковим електродом" (Патент України № 104830, МПК В23K 9/04, бюл. № 5, 2014 p.), який включає підведення струму до вильоту електрода за допомогою розрізаного на секції струмопідвода, при цьому енергію до кожної секції струмопідвода подають від індивідуального джерела струму, а потужність джерела струму до секції струмопідвода, що знаходиться над дугою, збільшується на 20…100 % відносно потужності кожного з джерел, що залишилися. Недоліками способу є: складність конструкції розрізаного на секції струмопідвода з індивідуальним підведенням струму, необхідність використання декількох джерел струму. Відомий "Спосіб дугового наплавлення стрічковим електродом" (Патент України № 83756, МПК В23K 9/04, бюл. № 15, 2008 p.), який включає підведення струму до вильоту електрода окремими, ізольованими одна від одної секціями, при цьому в зварювальний ланцюг підключається тільки одна секція струмопідвода, яка знаходиться в даний момент часу на найменшій відстані від активної зони дуги, що переміщається по торцю стрічки. Спосіб прийнятий за прототип. Недолік способу полягає в тому, що враховуючи періодичні короткі замикання торця стрічкового електрода на виріб і, відповідно, неодноразове несистемне блукання дуги по торцю стрічки, відсутні оптимальні умови надійного виділення тепла рівномірно по ширині зварювальної ванни, що призводять до зниження якісних показників наплавленого шару металу. Крім того, недолік всіх аналогов і прототипа - неможливість загасити (усунути) другу дугу. У основу винаходу поставлено задачу удосконалення способу дугового наплавлення стрічковим електродом шляхом додаткових дій над об'єктом і умов їх здійснення, що дозволить за рахунок оптимізації властивостей системи "джерело живлення - елементи струмопідвода дуга" в реальному часі забезпечити підвищення якості дугового наплавлення стрічковим електродом. Для вирішення поставленої задачі в способі дугового наплавлення стрічковим електродом, що включає підведення струму до вильоту електрода по черзі від ізольованих одна від однієї секцій струмопідвода, відповідно до винаходу секції струмопідвода розташовують на різній висоті від активної зони дуги і починають підведення струму до електрода через нижню секцію, а у момент короткого замикання електрода в стороні від зони горіння дуги перемикають підведення струму на верхню секцію до збудження нової дуги і згасання попередньої, після чого повертають підведення струму через нижню секцію струмопідвода. При цьому підведення струму до секцій струмопідвода, розташованих на відстані 20…50 мм одна від одної, здійснюють від одного джерела живлення. Від умов підведення струму до вильоту стрічкового електрода істотно залежить проплавляюча здатність дуги, що горить на торці стрічки, надійність сплавлення наплавленого шару з основним металом, а отже і якість наплавлених виробів. Здійснити в реальних умовах рівномірний по усій ширині стрічки струмопідвід практично неможливо із-за: локальних деформацій стрічки; наявності на її поверхні шорсткості від подавальних роликів, забруднень, іржі; наявності на її кромках задирів після різання в процесі виготовлення; нерівномірного зносу контактного мідного струмопідвода і ряду інших чинників. Тому струмопідвід до стрічкового електрода здійснюється, як правило, в одній локальній точці, положення якої може змінюватися за випадковим законом, що призводить до непостійності довжини вильоту електрода (відстані від точки підведення струму до активної зони дуги). Це, у свою чергу, впливає на зміну вольт-амперної характеристики (ВАХ) системи "джерело живлення 1 UA 114638 C2 5 10 15 20 25 30 35 40 - струмопідвідні елементи", що негативно впливає на стабільність проплавлення основного металу, а отже і на якість наплавленого шару металу. Використання двох ізольованих одна від одної секцій струмопідвода, розташованих в корпусі приставки для подачі стрічкового електрода, на відстані L між нижньою і верхньою секціями струмопідвода, забезпечує можливість дії на умови горіння дуги на торці стрічки при відповідному підключенні кожної з секцій струмопідвода. Відстань L залежить від властивостей матеріалу стрічкового електрода і його геометричних параметрів (ширина і товщина), а отже параметрів режиму і складає L=20…50 мм. При розгляді вильоту стрічкового електрода як електропровідного листа шириною В і товщиною δ, включеного в електричний ланцюг, струм, що протікає через будь-який поперечний переріз стрічки, залежить від питомого опору матеріалу стрічки, щільності струму і напруженості електричного поля. Застосування двох секцій струмопідвода дозволяє управляти умовами горіння дуги, забезпечуючи рівномірну її дію по ширині зварювальної ванни, а отже оптимальний перерозподіл тепловкладення. Це дозволить підвищити надійність сплавлення валиків між собою і з основним металом. Пропоноване технічне рішення пояснюється кресленнями, де на фіг. 1 зображена схема процесу наплавлення стрічковим електродом при подачі енергії від одного струмопідвода. На фіг. 2 зображена схема процесу наплавлення стрічковим електродом при подачі енергії за допомогою двох окремих секцій струмопідвода, ізольованих одна від одної і розташованих паралельно одна над іншою. На фіг. 1 і 2 позицією 1 позначений зварювальний випрямляч (джерело живлення дуги); поз. 2 - стрічковий електрод; поз. 3 - основний метал, на який здійснюється наплавлення; поз. 4 зварювальна дуга; поз. 5…7 - опори елементів вильоту стрічкового електрода (R1…R3); поз. 8…10 - відповідно, точковий струмопідвід, верхня і нижня секція струмопідвода; поз. 11 перемикач; поз. 12 - точка контакту електрода 2 з поверхнею основного металу 3; поз. 13 активна зона дуги 4. Живлення дуги здійснюється від джерела 1. Стрічковий електрод 2 надходить в зону плавлення із швидкістю VП, при цьому дуга 4 горить між торцем електрода 2 (з активною зоною в точці 13) і виробом 3. Напруга на дузі UД менше напруги джерела живлення UДЖ на величину падіння напруги на опорі 6 вильоту електрода (на фіг. 1-R2). Цей процес триває до моменту, коли торець електрода в довільному місці (наприклад, точці 12) не торкнеться виробу. При цьому напруга на дузі UД зменшиться. Пояснюється це таким чином: При горінні дуги між точкою 13 електрода і відсутністю короткого замикання стрічки на виріб в іншій точці (наприклад, в точці 12 на фіг. 1) напруга на дузі UД буде: UД=UДЖ-(ІД×R2). У момент короткого замикання стрічки на виріб в точці 12 струм джерела живлення потече по декількох напрямах: від струмопідвода в точку 13 (через опір 5 вильоту електрода R1) і точку 12 (через опір 6 вильоту електрода R2), а також відточки 13 до точки 12 (через опір 7 електрода R3), тому що потенціал в точці 13 більше потенціалу в точці 12. При цьому напруга на дузі стане рівною: UД 45 50 55 UДЖ R3 R2 R3 . Тут можливі два варіанти: UДUA+UK, де UA і UK - відповідно падіння напруги на анодному і катодному плямах. Вірогідність появи одного з цих варіантів визначається декількома чинниками: шириною і товщиною стрічкового електрода, довжиною вильоту (відстань від точки струмопідвода 8 до активної зони дуги 4), питомим опором матеріалу електрода і реальною точкою контакту струмопідвода і стрічки. Так, якщо в точці 13 напруга UДUA+UK, можливе горіння двох дуг між виробом 3, що наплавляється, і точками на електроді 12 і 13. Це приведе до розосередження тепловкладення і сприятиме появі дефектів в наплавленому шарі. Усунути можливість одночасного горіння двох дуг можна, забезпечивши в моменти короткого замикання стрічкового електрода (наприклад, в точці 12 на фіг. 1) рівень напруги на дузі UД
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/04
Мітки: електродом, дугового, наплавлення, стрічковим, спосіб
Код посилання
<a href="https://ua.patents.su/6-114638-sposib-dugovogo-naplavlennya-strichkovim-elektrodom.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового наплавлення стрічковим електродом</a>
Спосіб дугового наплавлення стрічковим електродом
Номер патенту: 104830
Опубліковано: 11.03.2014
Автори: Яриза-Стеценко Альбіна Василівна, Псарьова Ірина Сергіївна, Бурлака Володимир Володимирович, Гулаков Сергій Володимирович, Кулябіна Анастасія Ігоревна
МПК: B23K 9/04
Мітки: дугового, електродом, стрічковим, спосіб, наплавлення
Формула / Реферат:
1. Спосіб дугового наплавлення стрічковим електродом, який включає підведення струму до його вильоту за допомогою розрізного струмопідвідного пристрою, який відрізняється тим, що енергію до кожного струмопідвода подають від індивідуального джерела струму, а потужність джерела струму, елемент струмопідвода якого знаходиться над дугою, яка переміщується по торцю стрічки, збільшують на 20-100 % відносно потужностей кожного з джерел, що...
Спосіб дугового наплавлення стрічковим електродом
Номер патенту: 111497
Опубліковано: 10.05.2016
Автори: Гулаков Сергій Володимирович, Псарьова Ірина Сергіївна, Бурлака Володимир Володимирович, Яриза-Стеценко Альбіна Василівна
МПК: B23K 9/04
Мітки: спосіб, стрічковим, наплавлення, електродом, дугового
Формула / Реферат:
Спосіб дугового наплавлення стрічковим електродом, що включає його подачу у зварювальну ванну імпульсними рухами, який відрізняється тим, що в моменти коротких замикань стрічкового електрода з основним металом примусово розривають контакт шляхом короткочасного дискретного переміщення електрода до збудження нової дуги осторонь від попередньої.
Спосіб дугового наплавлення стрічковим електродом
Номер патенту: 83756
Опубліковано: 11.08.2008
Автори: Гулаков Сергій Володимирович, Бурлака Володимир Володимирович, Крівохатько Сергій Анатолійович, Псарьова Ірина Сергіївна
МПК: B23K 9/04
Мітки: наплавлення, дугового, спосіб, стрічковим, електродом
Формула / Реферат:
Спосіб дугового наплавлення стрічковим електродом, який включає підведення струму до вильоту електрода, який відрізняється тим, що підведення струму здійснюють окремими ізольованими один від одного елементами струмопідводу і підключають у зварювальне коло той елемент струмопідводу, що знаходиться в даний момент часу на найменшій відстані від активної плями дуги, яка переміщується по торцю стрічки.
Спосіб наплавлення розщепленим стрічковим електродом
Номер патенту: 104566
Опубліковано: 10.02.2016
Автори: Мазур Владислав Олександрович, Лещинський Леонід Кимович, Матвієнко Володимир Миколайович, Матвієнко Владислав Володимирович
МПК: B23K 9/04
Мітки: спосіб, електродом, наплавлення, розщепленим, стрічковим
Формула / Реферат:
Спосіб наплавлення розщепленим стрічковим електродом, що містить подачу у зварювальну ванну за допомогою роликів, що подають з різними швидкостями, середньої стрічки в площині, перпендикулярній напрямку наплавлення, і бічних стрічок, розташованих по обидві сторони від середньої стрічки і під кутом до неї, який відрізняється тим, що подачу середньої стрічки здійснюють притисненням роликів, що подають, до її плоскої поверхні, а подачу бічних...
Спосіб широкошарового наплавлення під флюсом стрічковим електродом
Номер патенту: 44885
Опубліковано: 26.10.2009
Автори: Лаврова Олена Володимирівна, Носовський Борис Іванович
МПК: B23K 9/12
Мітки: спосіб, широкошарового, флюсом, стрічковим, електродом, наплавлення
Формула / Реферат:
Спосіб широкошарового наплавлення під флюсом стрічковим електродом, при якому стрічковий електрод згинають і за допомогою привідних роликів, які обертаються з постійною швидкістю, і подавального пристрою подають в зону наплавлення, який відрізняється тим, що стрічковий електрод перед подачею в зону плавлення згинають під кутом 110-120° щодо осі, перпендикулярної вертикальній осі подачі стрічкового електрода, а подачу торця стрічкового...
Попередній патент: Система і спосіб для збирання і моніторингу даних певного простору
Наступний патент: Твердопаливний теплогенеруючий пристрій
Випадковий патент: Спосіб профілактики туберкульозу у дітей