Чотирибічний поздовжньо-фрезувальний верстат
Номер патенту: 114733
Опубліковано: 25.07.2017
Автори: Кравець Роман Андрійович, Бурдяк Михайло Романович, Пилипчук Марія Іванівна
Формула / Реферат
1. Чотирибічний поздовжньо-фрезувальний верстат, що містить станину, дві горизонтальні і дві вертикальні фрезувальні головки, механізм подавання, базувальні і притискні елементи, який відрізняється тим, що станина зварної конструкції виконана у вигляді основи-напрямника, а механізмом подавання є каретка, корпус якої П-подібної форми з двома - верхньою і бічною, робочими поверхнями, кожна з яких оснащена поздовжніми і торцевими упорами.
2. Чотирибічний поздовжньо-фрезувальний верстат за п. 1, який відрізняється тим, що містить перед кожною фрезувальною головкою притискний гладкий валець, а після кожної з них - базувальну плиту, що розміщена паралельно робочій поверхні каретки і в одній площині з поверхнею різання відповідної фрезувальної головки.
3. Чотирибічний поздовжньо-фрезувальний верстат за п. 1, який відрізняється тим, що оснащений бічними підтримуючими роликами, які розміщені на станині розподілено вздовж основи-напрямника і паралельно бічній робочій поверхні каретки.
Текст
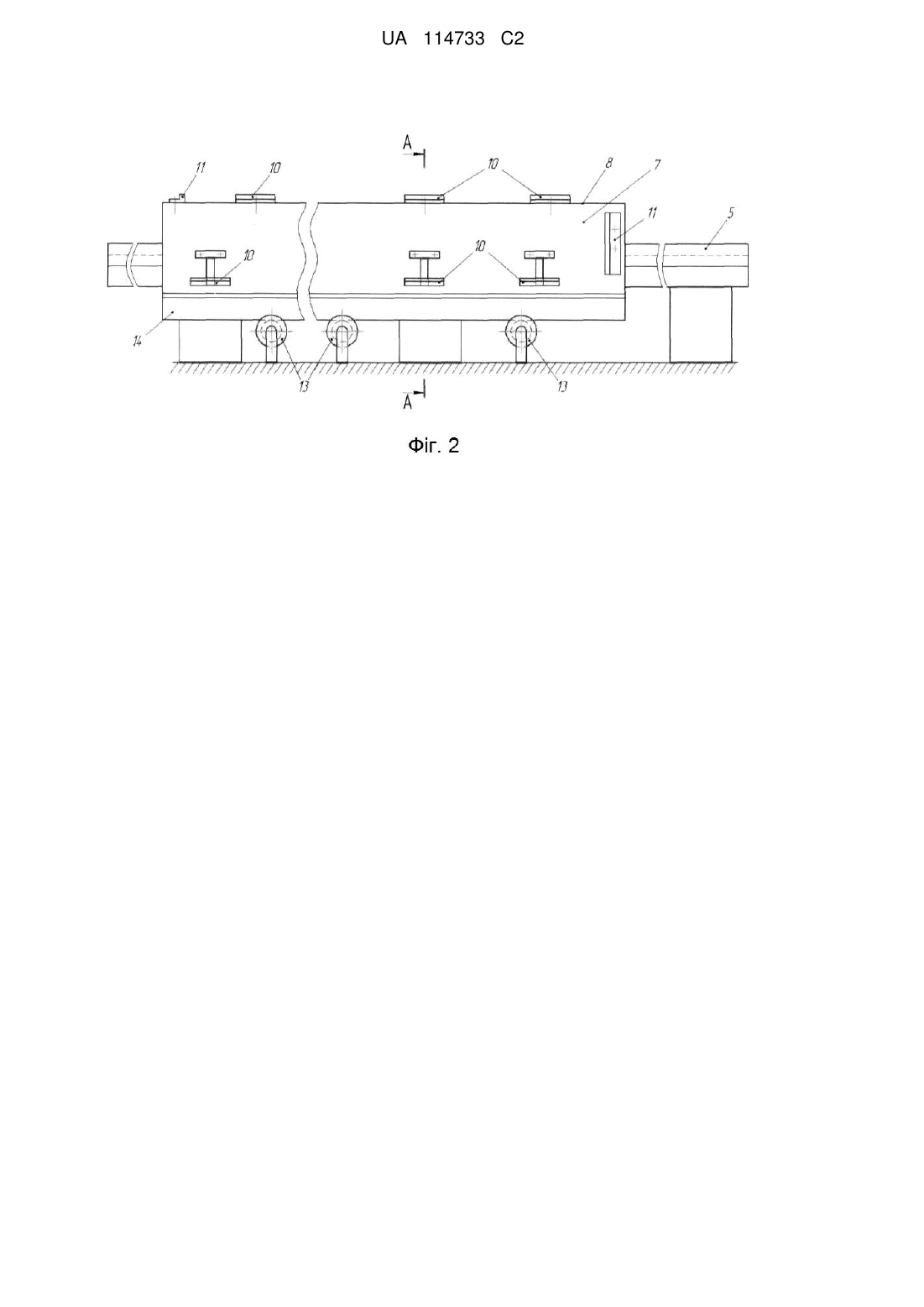
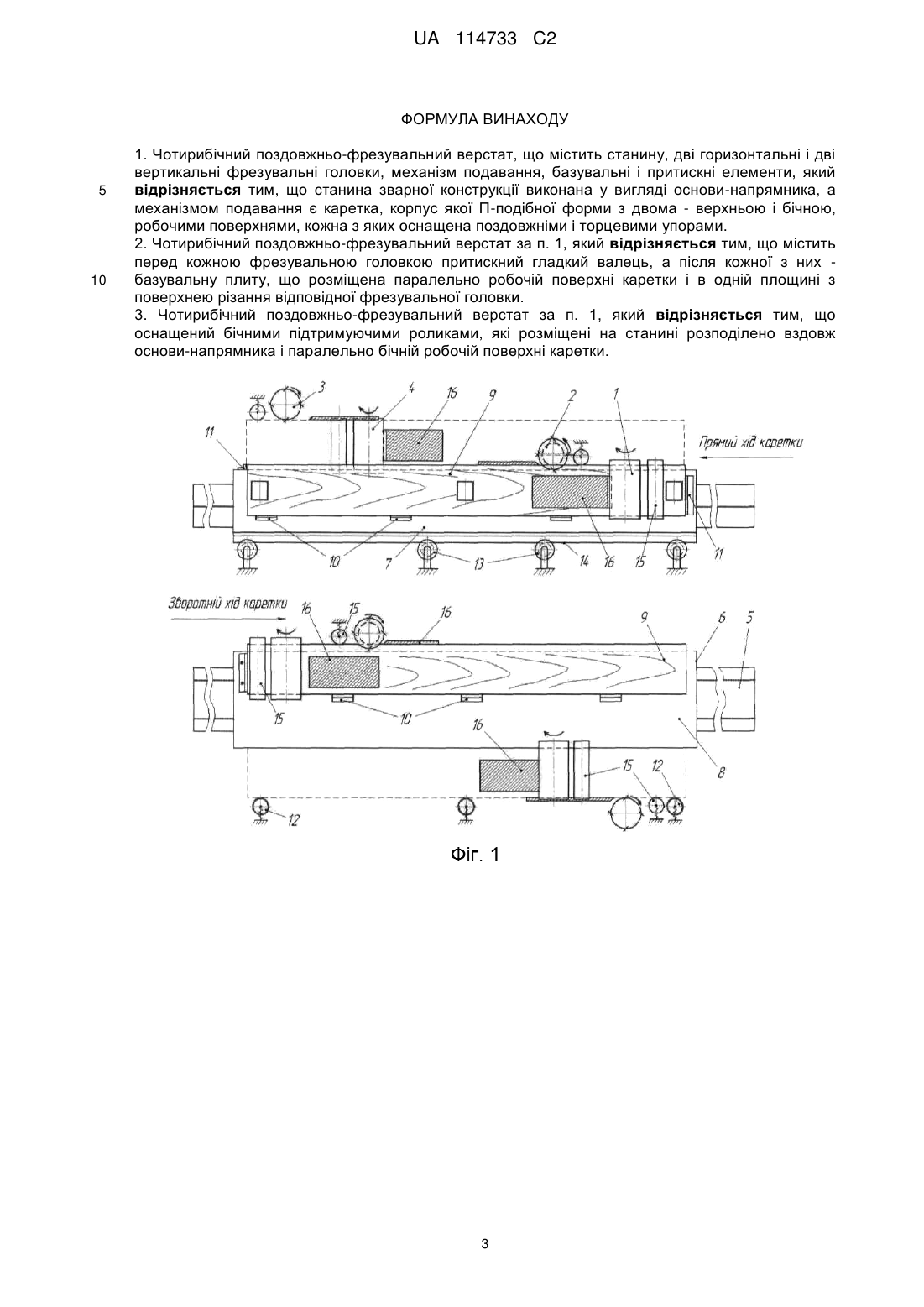
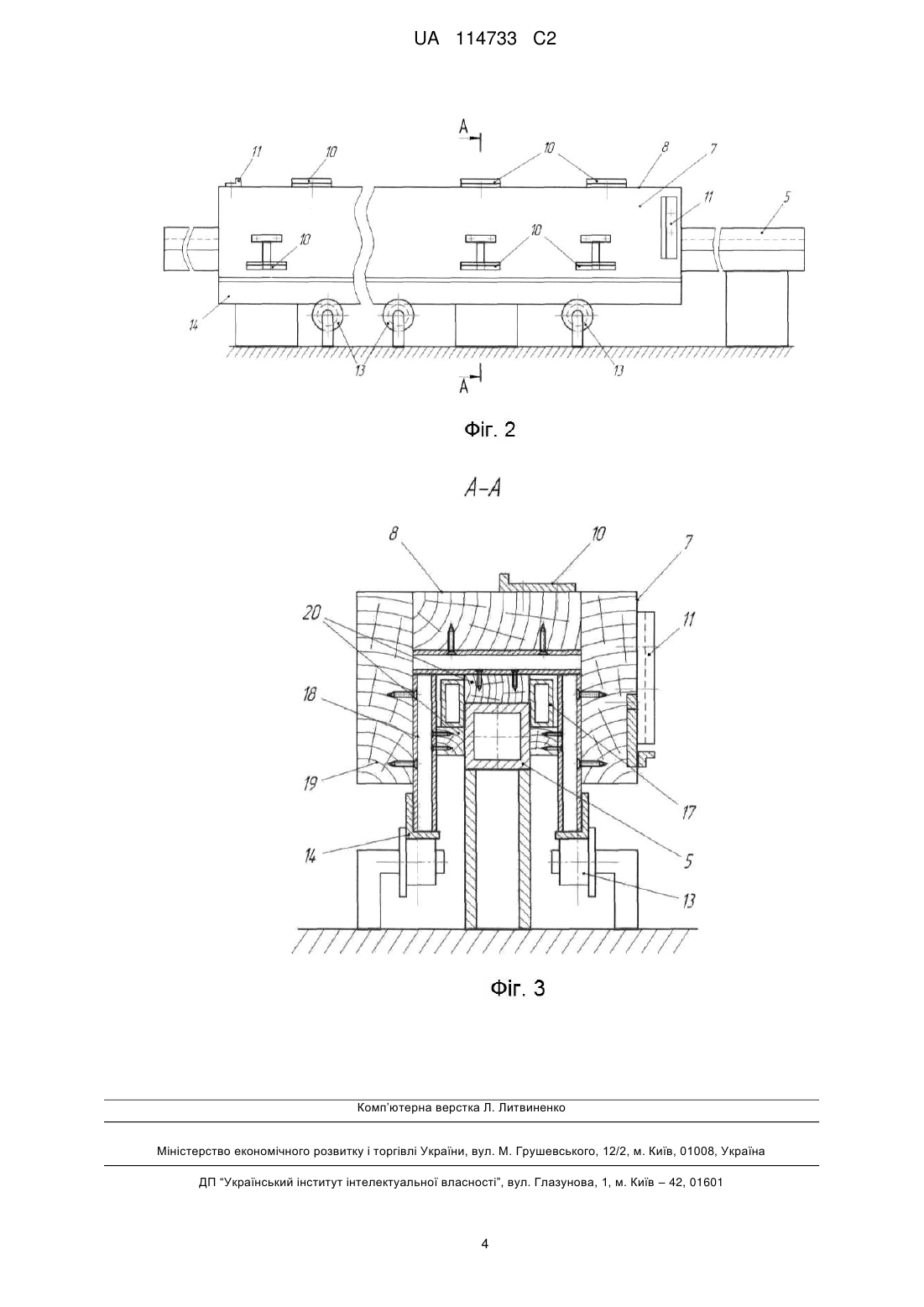
Реферат: Винахід належить до фрезування обрізних пиломатеріалів з чотирьох боків за заданими розмірами та профілем поперечного перерізу під час виготовлення у столярному виробництві та дерев'яному домобудуванні. Чотирибічний поздовжньо-фрезувальний верстат містить станину, дві горизонтальні і дві вертикальні фрезувальні головки, механізм подавання, базувальні і притискні елементи. Станина зварної конструкції виконана у вигляді основи-напрямника, а механізмом подавання є каретка, корпус якої П-подібної форми з двома - верхньою і бічною, робочими поверхнями, кожна з яких оснащена поздовжніми і торцевими упорами. Причому верстат містить перед кожною фрезувальною головкою притискний гладкий валець, а після кожної з них - базувальну плиту, що розміщена паралельно робочій поверхні каретки і в одній площині з поверхнею різання відповідної фрезувальної головки. Крім цього, верстат оснащений бічними підтримуючими роликами, які розміщені на станині розподілено вздовж основи-напрямника і паралельно бічній робочій поверхні каретки. Застосування даного верстата забезпечує підвищення точності та якості оброблення деталей, спрощення конструкції і зменшення металоємності верстата, а також можливість його роботи за участі одного робітника. UA 114733 C2 (12) UA 114733 C2 UA 114733 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до деревообробного обладнання і може бути використаний для фрезування обрізних пиломатеріалів з чотирьох боків за заданими розмірами та профілем поперечного перерізу в деревообробній галузі, а більш конкретно у столярному виробництві та дерев'яному домобудуванні. Відомі аналоги конструкцій чотирибічних поздовжньо-фрезувальних верстатів [1-4], що призначені для поздовжнього фрезування заготівок із чотирьох боків за заданими розмірами поперечного перерізу та профілем поверхонь. Верстати містять чотири й більше шпинделів, на яких встановлюються ножові головки, фрези або пилки, передній і задній столи з напрямними лінійками, верхні і бічні притискні ролики та подавальні циліндричні вальці, що розміщені зосереджено перед механізмами різання або розподілено над столами до і після кожної фрезувальної головки. Загальним недоліком відомих конструкцій є те, що за принципом роботи всі верстати є прохідного типу, тобто під час оброблення заготівка переміщається, внаслідок чого відбувається її перебазування відносно поверхонь переднього та заднього столів, подавальних вальців і притискних роликів, що призводить до зниження точності розмірів виготовлених деталей. Також всі існуючі верстати з метою гасіння вібрацій, що виникають під час процесу фрезування, виготовляються на суцільній масивній литій станині (до 6000 кг), що значно ускладнює технологічний процес їх виготовлення та підвищує вартість. Під час роботи на таких верстатах прохідного типу обов'язкова присутність двох робітників один подає заготівки, а другий приймає оброблені деталі. Найближчим аналогом, тобто прототипом, є верстат марки Quattromat 23P фірми "Weinig" [5], який містить дві горизонтальні і дві вертикальні фрезувальні головки, передній і задній столи з напрямними лінійками, верхні і бічні притискні ролики та верхні подавальні вальці, що розподілено розміщені над столами до і після кожної фрезувальної головки. У конструкції верстата-прототипу окрім відзначених вище недоліків додатковим недоліком є те, що під дією подавальних вальців відбувається деформація заготівок та можливе механічне пошкодження рифленими вальцями їх поверхні, сліди якого залишаються на обробленій поверхні деталей. Суть винаходу полягає у розробленні нової конструкції чотирибічного поздовжньофрезувального верстата за принципом роботи цикло-прохідного типу із позиційним базуванням заготівок на подавальній каретці, що забезпечить підвищення точності та якості оброблення деталей, спрощення конструкції і зменшення металоємності верстата, а також можливість його роботи за участі одного робітника. Поставлена задача вирішується тим, що станина верстата є зварною конструкцією з основою-напрямником для переміщення подавальної каретки, що має корпус П-подібної форми з двома робочими поверхнями, на кожній з яких для позиціювання заготівок розміщені поздовжні і торцеві упори, а для гасіння вібрації каретки існують дерев'яні вібропоглинаючі напрямники-демпфери, що розміщені між корпусом каретки та основою-напрямником. Технічний результат застосування запропонованого конструкційного рішення є наслідком реалізації сукупності основних ознак формули винаходу. Зокрема, виконання механізму подавання верстата у вигляді каретки забезпечує позиційне базування заготівок і, тим самим, підвищує точність розмірів та якість оброблених поверхонь деталей, а також виключає деформацію заготівок і пошкодження їх поверхні подавальними органами. Крім цього, виконання станини у вигляді зварної конструкції з основою-напрямником забезпечує її спрощення і зниження металоємності та вартості верстата. Суть винаходу пояснюється кресленнями: Фіг. 1 - принципова схема роботи верстата під час прямого і зворотного ходу каретки (вигляд у фронтальній і горизонтальній проекціях); Фіг. 2 - подавальна каретка (вигляд у фронтальній проекції), Фіг. 3 - поперечний переріз подавальної каретки (у збільшеному вигляді). Чотирибічний поздовжньо-фрезувальний верстат (Фіг. 1) складається із вертикальної фугувальної головки 1, горизонтальної профільної головки 2, горизонтальної рейсмусної головки 3 і вертикальної профільної головки 4. В основі станини верстата є напрямник 5 у вигляді каліброваного прямокутного профілю, по якому переміщається каретка 6, що має корпус П-подібної форми з двома робочими площинами - верхньою 7 і бічною 8, на яких позиційно базується заготівка 9 за допомогою поздовжніх 10 і торцевих 11 упорів та підтримуючих роликів 12. Сама каретка переміщається на роликах 13 по двох напрямниках 14, що симетрично розміщені на торцях бічних поверхонь корпуса каретки. Перед кожною фрезувальною головкою встановлено притискний валець 15, а після неї - приймаюча базувальна плита 16. 1 UA 114733 C2 5 10 15 20 25 30 35 40 45 50 55 Подавальна каретка (Фіг. 2, 3) змонтована на зварній конструкції станини, основою якої є напрямник 5 у вигляді квадратного профілю із привареними до нього двома бічними напрямниками 17 із прямокутного профілю. Корпус каретки має П-подібну форму і складається з металевого каркаса 18 і дерев'яної обшивки 19, що дає можливість періодично, за потребою, здійснювати калібрування її поверхонь фрезувальними головками. На торцях бічних поверхонь корпуса каретки приварені напрямники 14 із прицезійно профільованого кутника, на яких каретка переміщається по роликах 13, що забезпечує рух каретки в одній площині з основним напрямником 5. До внутрішніх трьох поверхонь каркаса 18 прикріплені дерев'яні вібропоглинаючі напрямники-демпфери 20, які ковзають по поверхнях основного напрямника 5 і бічних напрямників 17. Каретка має дві робочі площини - верхню горизонтальну 7 і бічну вертикальну 8, на яких розміщені поздовжні 10 і торцеві 11 упори, за допомогою яких здійснюється позиціювання заготівки відносно фрезувальних головок. Верстат працює таким чином. Перед початком роботи каретка відводиться у праве крайнє положення. Заготівка 9 (див. Фіг. 1, прямий хід) встановлюється на бічну робочу площину 7 каретки та попередньо зпозиційовані поздовжні упори 10, а торець заготівки базується упором 11. Каретка виконує рух подавання і здійснюється процес фрезування. Під час прямого робочого ходу заготівка обробляється послідовно з двох боків - спочатку вертикальною фугувальною головкою 7, а потім - горизонтальною профільною головкою 2. Вертикальна фугувальна головка створює базову зовнішню поверхню заготівки, що паралельна бічній площині каретки. Після виходу з-під фрези заготівка обробленою поверхнею притискається до приймаючої плити 16, базова поверхня якої знаходиться в одній площині з обробленою поверхнею заготівки, і вже по ній переміщається до горизонтальної профільної головки 2. Після обробляння другою фрезувальною профільною головкою заготівка притискається верхньою приймаючою плитою, яка надає їй додаткову базу та надійне позиціювання відносно фрези. У кінці прямого робочого ходу каретка займає ліве крайнє положення. Наступним етапом є обробляння двох інших боків заготівки (див. Фіг. 1, зворотний хід). Заготівка знімається з бічної робочої площини каретки і встановлюється обробленою плоскою поверхнею на верхню робочу площину 8 та попередньо виставлені поздовжні упори 10 і торцевий упор 11, після чого каретка виконує рух подавання. Під час зворотного робочого ходу заготівка обробляється з двох інших боків - спочатку верхньою горизонтальною рейсмусною головкою 3, а потім - вертикальною профільною 4. Верхня горизонтальна головка обробляє заготівку у розмір за товщиною. Після виходу з під горизонтальної фрезувальної головки, заготівка притискається обробленою поверхнею до приймаючої плити 16. Ця плита направляє заготівку, надає їй "базу" і супроводжує до вертикальної профільної головки 4. Після оброблення бічної поверхні заготівка знову притискається приймальною плитою і переміщається по ній до кінцевого положення каретки. У кінці робочого циклу каретка займає праве крайнє положення. Готова деталь знімається з каретки, встановлюється нова заготівка і починається новий цикл роботи верстата. Застосування нової конструкції чотирибічного поздовжньо-фрезувального верстата дозволить підвищити точність та якість оброблення деталей, спрощення конструкції і зменшення металоємності верстата, а також можливість його роботи за участі одного робітника. Джерела інформації: 1. Амалицкий В.В. Станки и инструменты лесопильного и деревообрабатывающего производства. Учебник для техникумов. /В.В. Амалицкий -М.: Лесн. пром-сть, 1985. - 288 с. 2. Шостак В.В. Деревообробні верстати загального призначення /В.В. Шостак, Я.І. Савчук, А.С. Григор'єв та ін. За ред. В.В. Шостака. - Київ: Знання, 2007. - 279 с. 3. Пат. 2019402 Российская Федерация, МПК В27С 1/08. Деревообрабатывающий четырехсторонний фрезерно-строгальный станок. /Л.А. Лейн.; заяв. и влад. Малое промышленно-внедренческое предприятие "Инструмент и оснастка". - № 5006994/15; заявл. 28.10.1991; опубл. 15.09.1994, Бюл. № 27. 4. Пат. 2201336 Российская Федерация, МПК В27С 1/08. Деревообрабатывающий строгальный четырехсторонний станок. /А.Е. Безлюдко.; заяв. і влас. А.Е. Безлюдко. - № 2001110700/13; заявл. 23.04.2001; опубл. 27.06. 2004, Бюл. № 18. 5. WEINIG QUATTROMAT 23P+ATS [Electronic resource]/ Site of kompany "Rehomy". - Access mode: http://www.weinig-rehomy.com/weinig-quattromat-23p-ats (05.05.15). - The name is from a screen. 2 UA 114733 C2 ФОРМУЛА ВИНАХОДУ 5 10 1. Чотирибічний поздовжньо-фрезувальний верстат, що містить станину, дві горизонтальні і дві вертикальні фрезувальні головки, механізм подавання, базувальні і притискні елементи, який відрізняється тим, що станина зварної конструкції виконана у вигляді основи-напрямника, а механізмом подавання є каретка, корпус якої П-подібної форми з двома - верхньою і бічною, робочими поверхнями, кожна з яких оснащена поздовжніми і торцевими упорами. 2. Чотирибічний поздовжньо-фрезувальний верстат за п. 1, який відрізняється тим, що містить перед кожною фрезувальною головкою притискний гладкий валець, а після кожної з них базувальну плиту, що розміщена паралельно робочій поверхні каретки і в одній площині з поверхнею різання відповідної фрезувальної головки. 3. Чотирибічний поздовжньо-фрезувальний верстат за п. 1, який відрізняється тим, що оснащений бічними підтримуючими роликами, які розміщені на станині розподілено вздовж основи-напрямника і паралельно бічній робочій поверхні каретки. 3 UA 114733 C2 Комп’ютерна верстка Л. Литвиненко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюPylypchuk Mariya Ivanivna, Kravets Roman Andriyovych, Burdyak Myhaylo Romanovych
Автори російськоюПилипчук Мария Ивановна, Кравец Роман Андреевич, Бурдяк Михаил Романович
МПК / Мітки
МПК: B27C 1/12, B27C 9/04, B27C 1/08
Мітки: чотирибічний, поздовжньо-фрезувальний, верстат
Код посилання
<a href="https://ua.patents.su/6-114733-chotiribichnijj-pozdovzhno-frezuvalnijj-verstat.html" target="_blank" rel="follow" title="База патентів України">Чотирибічний поздовжньо-фрезувальний верстат</a>
Чотирибічний поздовжньо-фрезерний верстат
Номер патенту: 78132
Опубліковано: 11.03.2013
Автори: Д'яконов Віктор Кузьмич, Сірко Зіновій Степанович
МПК: B27C 1/00
Мітки: поздовжньо-фрезерний, верстат, чотирибічний
Формула / Реферат:
Чотирибічний поздовжньо-фрезерний верстат, що має насадні вертикальні та горизонтальні збірні фрезерні головки зі вставними ножами і електроприводами, механізм подачі заготовок, передній та задній столи, механізм притискання заготовок до базових поверхонь, напрямну лінійку, який відрізняється тим, що верстат додатково обладнаний механізмами шліфування ножів для кожної фрезерної головки, а ножі фрезерних головок виконані у вигляді...
Поздовжньо-різальний верстат

Номер патенту: 63371
Опубліковано: 10.10.2011
Автори: Улітько Роман Миколайович, Буяр Євгеній Борисович
МПК: B23D 19/00
Мітки: верстат, поздовжньо-різальний
Формула / Реферат:
Поздовжньо-різальний верстат, який складається із станини, нижнього ножового вала, приводного вала верхніх ножів, набору верхніх ножів, які закріплюються на опорній балці станини, який відрізняється тим, що з метою полегшення монтажу та ремонту поздовжньо-різального верстата верхні ножі виконані у вигляді кріпильного блока, під яким розташована монтажна консоль з тримачем ножа, який приводиться в рух через пасову передачу.
Профільно-копіювальний заточувальний верстат
Номер патенту: 39060
Опубліковано: 15.05.2001
Автор: Куліш Віктор Андрійович
МПК: B23Q 35/00
Мітки: профільно-копіювальний, заточувальний, верстат
Формула / Реферат:
Профільно-копіювальний заточувальний верстат, який містить станину, на якій розміщені привід, що зв'язаний зі шліфувальною бабкою, каретки повздовжньої та поперечної подачі, засіб кріплення заготівки, упор, засіб кріплення копіра та супорт, який відрізняється тим, що каретки повздовжньої та поперечної подачі виконані з можливістю незалежного переміщення у взаємно перпендикулярному напрямку, каретка повздовжньої подачі оснащена супортом, при...
Круглопилковий верстат для поздовжнього розпилювання дощок
Номер патенту: 110435
Опубліковано: 10.10.2016
Автори: Кравець Роман Андрійович, Воронюк Богдан Володимирович, Тарас Василь Іванович, Пилипчук Марія Іванівна
Мітки: круглопилковий, верстат, поздовжного, розпилювання, дощок
Формула / Реферат:
Круглопилковий верстат для поздовжнього розпилювання дощок, що містить стіл-станину, пилковий вал, механізм подавання та упорну лінійку, який відрізняється тим, що станина виконана у вигляді двох поздовжніх напрямлячів та бокового підтримуючого стола, а механізмом подавання є каретка, робоча поверхня якої оснащена торцевим упором, двома вертикальними притискачами, один з яких рухомий, та лазерним вказівником.
Верстат для виготовлення вагонки
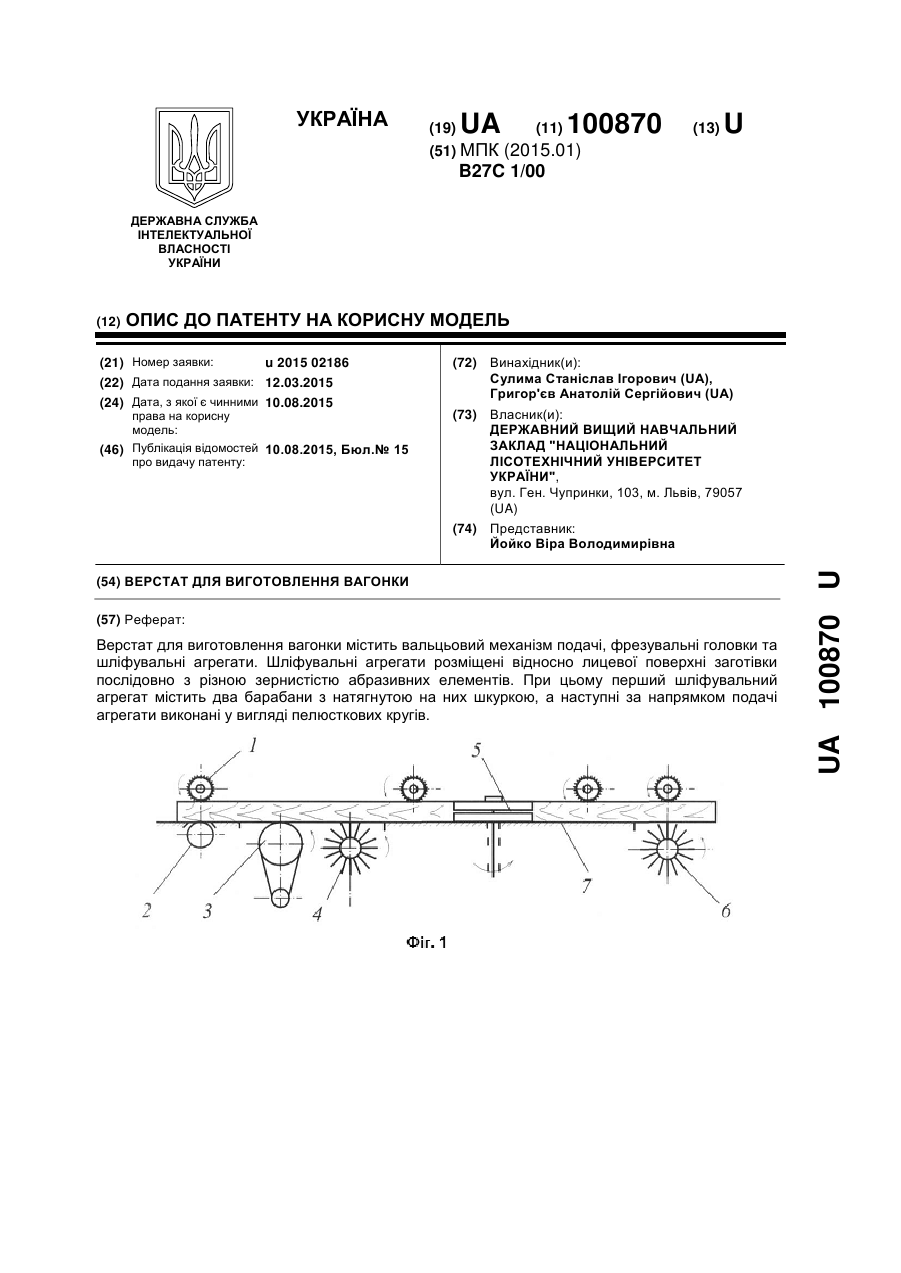
Номер патенту: 100870
Опубліковано: 10.08.2015
Автори: Григор'єв Анатолій Сергійович, Сулима Станіслав Ігорович
МПК: B27C 1/00
Мітки: верстат, вагонки, виготовлення
Формула / Реферат:
Верстат для виготовлення вагонки, що містить вальцьовий механізм подачі, фрезувальні головки та шліфувальні агрегати, який відрізняється тим, що шліфувальні агрегати розміщені відносно лицевої поверхні заготівки послідовно з різною зернистістю абразивних елементів, при цьому перший шліфувальний агрегат містить два барабани з натягнутою на них шкуркою, а наступні за напрямком подачі агрегати виконані у вигляді пелюсткових кругів.