Спосіб визначення технологічних мастил для обробки металів тиском
Номер патенту: 115980
Опубліковано: 10.05.2017
Автори: Каргін Борис Сергійович, Глазко Владислав Володимирович, Аніщенко Олександр Сергійович, Присяжний Андрій Григорович, Кухар Володимир Валентинович
Формула / Реферат
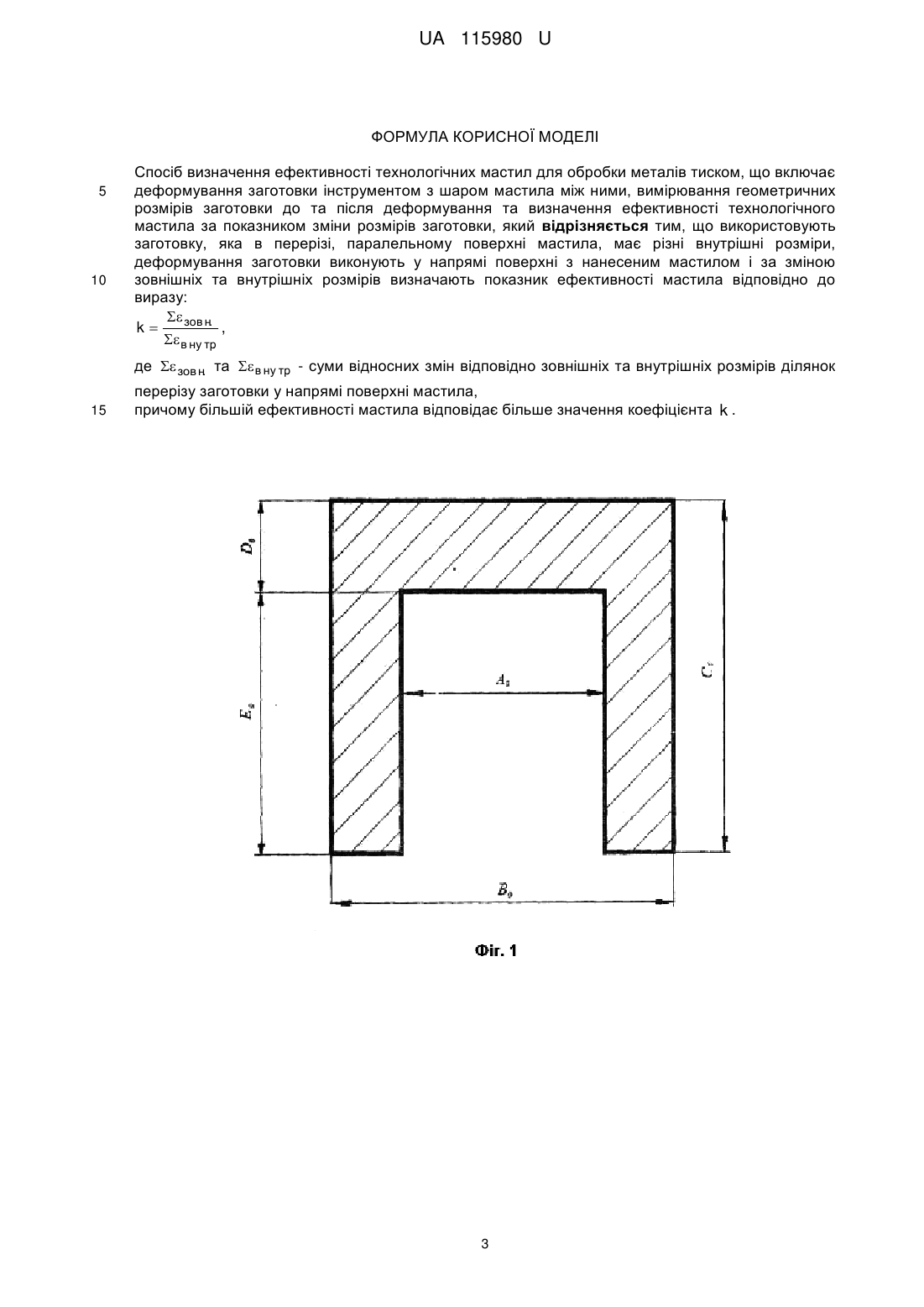
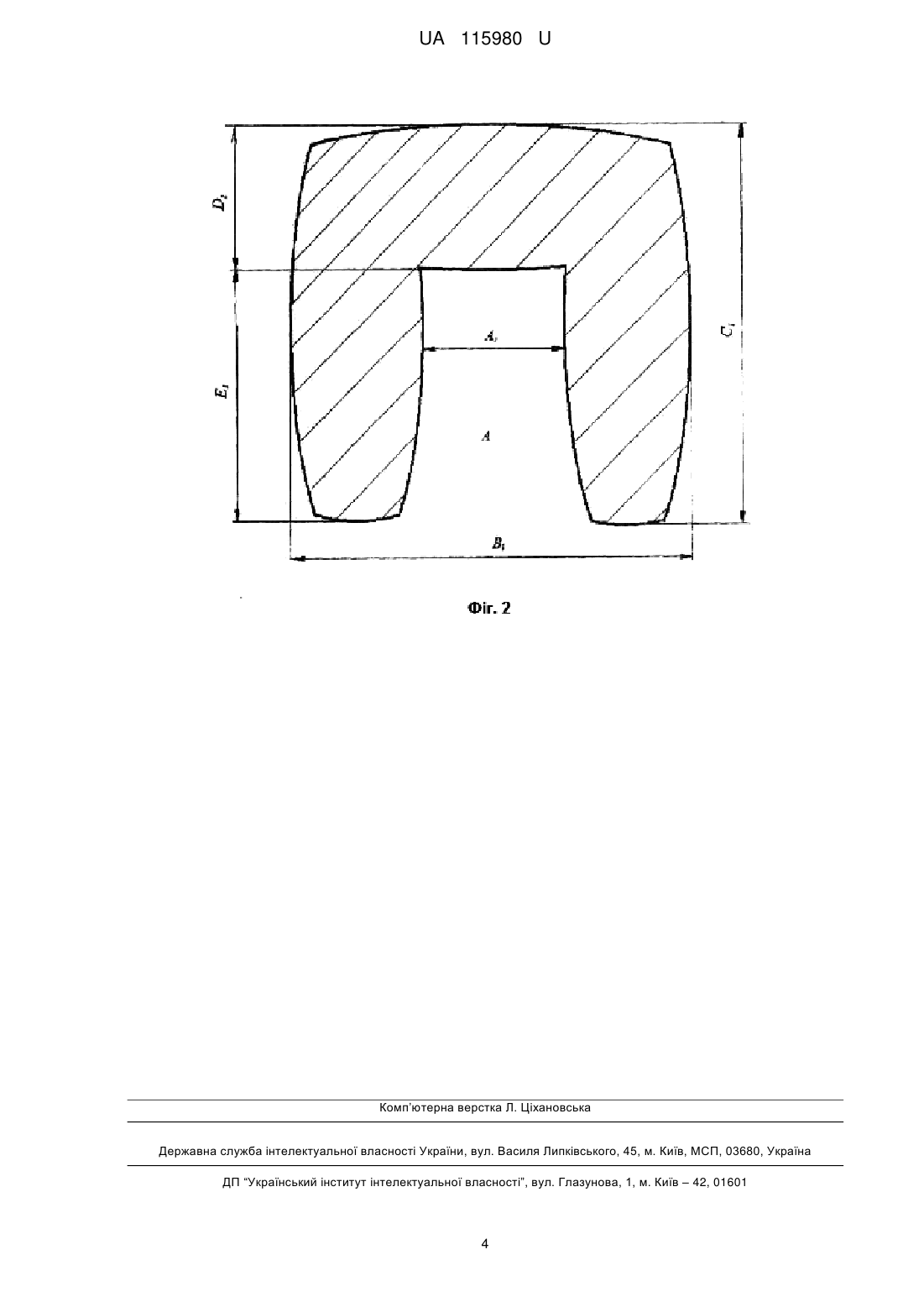
Спосіб визначення ефективності технологічних мастил для обробки металів тиском, що включає деформування заготовки інструментом з шаром мастила між ними, вимірювання геометричних розмірів заготовки до та після деформування та визначення ефективності технологічного мастила за показником зміни розмірів заготовки, який відрізняється тим, що використовують заготовку, яка в перерізі, паралельному поверхні мастила, має різні внутрішні розміри, деформування заготовки виконують у напрямі поверхні з нанесеним мастилом і за зміною зовнішніх та внутрішніх розмірів визначають показник ефективності мастила відповідно до виразу:
![]() ,
,
де ![]() та
та ![]() - суми відносних змін відповідно зовнішніх та внутрішніх розмірів ділянок перерізу заготовки у напрямі поверхні мастила,
- суми відносних змін відповідно зовнішніх та внутрішніх розмірів ділянок перерізу заготовки у напрямі поверхні мастила,
причому більшій ефективності мастила відповідає більше значення коефіцієнта ![]() .
.
Текст
Реферат: Спосіб визначення ефективності технологічних мастил для обробки металів тиском включає деформування заготовки інструментом з шаром мастила між ними, вимірювання геометричних розмірів заготовки до та після деформування та визначення ефективності технологічного мастила за показником зміни розмірів заготовки, причому використовують заготовку, яка в перерізі, паралельному поверхні мастила, має різні внутрішні розміри, деформування заготовки виконують у напрямі поверхні з нанесеним мастилом і за зміною зовнішніх та внутрішніх розмірів визначають показник ефективності мастила відповідно до виразу: зов н. k , в ну тр . де зов н. та в ну тр - суми відносних змін відповідно зовнішніх та внутрішніх розмірів ділянок . перерізу заготовки у напрямі поверхні мастила, причому більшій ефективності мастила відповідає більше значення коефіцієнта k . UA 115980 U (12) UA 115980 U UA 115980 U 5 10 15 20 25 30 35 40 Корисна модель належить до галузі обробки металів тиском, а саме: до визначення ефективності технологічних властивостей мастил. Відомий спосіб визначення ефективності технологічних мастил для листового штампування шляхом витяжки пуансоном листової заготовки з переміщенням її фланцю відносно притиску, між якими нанесено мастило, фіксацію максимального тиску притиску, при якому відсутній ріст тиску витяжки, та визначення ефективності мастила за принципом: чим більший тиск притиску, тим ефективніше мастило (пат РФ № 2397475, МПК G01N 19/02, Бюл. № 23, 2010 р.). Недоліком способу є необхідність використання преса подвійної дії для притиску фланця заготовки та її витяжки, а також штампу для витяжки. Відомий спосіб визначення ефективності технологічних мастил для обробки металів тиском, включає видавлювання у відкритому штампі заготовки інструментом з шаром мастила між ними, вимірювання довжини відростка, що видавлений, попередній теоретичний розрахунок напружено-деформованого стану "заготовка-інструмент", побудову діаграми "відростоккоефіцієнт тертя" з урахуванням результатів видавлювання та теоретичних розрахунків, причому за показник ефективності мастила вибирається значення коефіцієнта тертя: чим від менше, тим ефективніше мастило (пат. РФ № 2429464, МПК G01N 19/02, Бюл. № 26, 2011 р.). Недоліком способу є його велика трудомісткість (численне моделювання напруженодеформованого стану, побудова діаграм, експерименти) та металоємність (потреба в штампі для видавлювання). Як прототип вибраний спосіб визначення ефективності технологічних мастил для обробки металів тиском, який містить деформування прямим видавлюванням поковки з головкою та стрижневою частиною із заготовки за допомогою інструмента, між поверхнею якого та заготовкою розташований шар мастила між ними, вимірювання довжини стрижневої частини поковки та визначення ефективності технологічного мастила за принципом: чим довша стрижнева частина, тим ефективніше мастило (пат. РФ № 1804941, МПК G01N 33/26, Бюл. № 12, 1993 р.). Недоліком способу є невисока чутливість до ефективності мастил і великий розкид результатів випробувань. В основу корисної моделі поставлено задачу вдосконалити спосіб визначення ефективності технологічних мастил для обробки металів тиском за рахунок зміни умов його реалізації і в наслідок цього підвищити чутливість до ефективності мастил та зменшити розкид результатів випробувань. Для рішення поставленої задачі у способі визначення ефективності технологічних мастил для обробки металів тиском, який включає деформування заготовки інструментом з шаром мастила між ними, вимірювання геометричних розмірів заготовки до та після деформування та визначення ефективності технологічного мастила за показником зміни розмірів заготовки, в якому, згідно з корисною моделлю, використовують заготовку, яка в перерізі, паралельному поверхні мастила, має різні внутрішні розміри, деформування заготовки виконують у напрямі поверхні з нанесеним мастилом і за зміною зовнішніх та внутрішніх розмірів визначають показник ефективності мастила відповідно до виразу: k 45 50 55 зов н. , в ну тр . де зов н. та в ну тр - суми відносних змін відповідно зовнішніх та внутрішніх розмірів . ділянок перерізу заготовки у напрямі поверхні мастила, причому більшій ефективності мастила відповідає більше значення коефіцієнта k . Чутливість способу підвищується за рахунок того, що при одному експерименті враховуються одразу кілька відносних змін перерізу заготовки, число яких дорівнює подвійній кількості ділянок перерізу заготовки. Спрощена схема деформування заготовки (осаджування замість видавлювання) зменшує розкид результатів експериментів. На фіг. 1, 2 зображений переріз заготовки у напрямі поверхні мастила (паралельно площині торців заготовки) до та після деформування осаджуванням у торець. Спосіб реалізують наступним чином. Виготовляють заготовку переважно для наступного осаджування, тобто зі співвідношенням висоти до наведеного діаметра торця не більш, ніж 2,5. В перерізі, який є перпендикулярним до осі заготовки, а отже, паралельним її торцю і поверхні мастила на торці, повинна бути форма, яка характеризується щонайменше двома внутрішніми 1 UA 115980 U 5 розмірами. Наприклад, заготовка має П-подібну форму в перерізі, тобто складається з трьох дільниць (полиці та двох стінок) та має два внутрішні розміри А0 та Е0. Заготовку встановлюють між поверхнями інструменту, що деформують. Між торцями заготовки та поверхнями інструменту розташовують шар мастила. Осаджують заготовку на фіксований ступінь деформації по висоті та розраховують відносну зміну зовнішніх та внутрішніх розмірів ділянок перерізу заготовки у напрямі поверхні мастила за формулами: A 10 15 A 0 A1 B B1 C C1 D D1 E E1 , B 0 , C 0 , D 0 , E 0 , C0 A0 B0 D0 E0 де A 0 , B0 , C0 , A 1 , B1 , C1 , осаджуванням; A , B , C , розраховують суми D0 , E0 - вихідні розміри ділянок перерізу заготовки; D1 , E1 - розміри ділянок перерізу заготовки після деформування D , E - відносні зміни відповідних розмірів ділянок перерізу. Далі відносних змін відповідно зовнішніх зов н. та внутрішніх в ну тр розмірів . ділянок перерізу заготовки у напрямі поверхні мастила за формулами: в ну тр A E , зовн. B C D . . 20 Ефективність мастила, яке розташоване між торцями заготовки та інструментом, визначають показником (коефіцієнтом) k за формулою: k 25 30 35 40 зов н. . в ну тр . Мастило тим ефективніше для обробки металів тиском, чим більше k . Спосіб дозволяє отримувати одразу не менш ніж п'ять показників, що характеризують ефективність мастила, замість одного за способом-прототипом. Ці показники дають інформацію про пластичну деформацію при наявності мастила у всіх напрямках в площині, що паралельна поверхні мастила. Таким чином збільшується чутливість способу до визначення ефективності мастила. Деформування вільним осаджуванням замість прямого видавлювання та велика кількість показників, що отримуються і підсумовуються після кожного експерименту, забезпечують зменшення розкиду результатів осаджування. Приклад. Визначали ефективність технологічних мастил "Укрінол 7" та ГФПО. Вихідні заготовки зі сталі 40X9С2 мали висоту 40 мм та П-подібну форму в поперечному перерізі. Товщина полиці дорівнювала 6 мм, двох стінок - по 5 мм. Довжина стінок складала 20 мм, довжина полиці між ними - 12 мм. Мастила наносили на робочу поверхню інструмента (плит для осаджування). Заготовку нагрівали до 1000 °C та осаджували між плитами інструмента до ступеня деформації 50 %, після чого вимірювали зовнішні та внутрішні розміри полиці та стінок і визначали показник k. Для мастила "Укрінол 7" цей показник склав 1,28, для мастила ГФПО 1,24. За способом-прототипом довжина видавленого стрижня з використанням обох мастил була однаковою і складала 130 мм, що доказує більшу чутливість способу, який пропонується. Спосіб дозволяє отримувати більше інформації при проведенні експериментів, що забезпечує більшу чутливість визначення ефективності мастил. 2 UA 115980 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 Спосіб визначення ефективності технологічних мастил для обробки металів тиском, що включає деформування заготовки інструментом з шаром мастила між ними, вимірювання геометричних розмірів заготовки до та після деформування та визначення ефективності технологічного мастила за показником зміни розмірів заготовки, який відрізняється тим, що використовують заготовку, яка в перерізі, паралельному поверхні мастила, має різні внутрішні розміри, деформування заготовки виконують у напрямі поверхні з нанесеним мастилом і за зміною зовнішніх та внутрішніх розмірів визначають показник ефективності мастила відповідно до виразу: зов н. , k в ну тр . де зов н. та в ну тр - суми відносних змін відповідно зовнішніх та внутрішніх розмірів ділянок . перерізу заготовки у напрямі поверхні мастила, причому більшій ефективності мастила відповідає більше значення коефіцієнта k . 3 UA 115980 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01N 33/26
Мітки: металів, технологічних, визначення, мастил, тиском, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/6-115980-sposib-viznachennya-tekhnologichnikh-mastil-dlya-obrobki-metaliv-tiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення технологічних мастил для обробки металів тиском</a>
Спосіб оцінки ефективності технологічних мастил для холодної обробки металів тиском
Номер патенту: 20588
Опубліковано: 15.07.1997
Автори: Брескіна Алла Іллівна, Кіріченко Юрій Алімович, Кац Михайло Ісаакович, Бут Олександр Володимирович, Хаустов Георгій Йосипович
МПК: G01N 19/02, G01N 3/56
Мітки: тиском, обробки, оцінки, холодної, ефективності, спосіб, мастил, технологічних, металів
Формула / Реферат:
Способ оценки эффективности технологических смазок для холодной обработки металлов давлением, включающий деформацию металлических образцов с нанесенными на них исследуемыми смазками, отличающийся тем, что после деформации каждый из образцов разрезают и на полученной плоскости разреза от рабочей поверхности и перпендикулярно к ней последовательно замеряют величины микротвердости металла и по найденным значениям оценивают противозадирные...
Основа технологічних мастил для гарячої обробки металів тиском
Номер патенту: 13443
Опубліковано: 15.09.2000
Автори: Каргін Борис Сергійович, Діамантопуло Костянтин Костянтинович
МПК: C10M 103/00
Мітки: гарячої, мастил, металів, основа, тиском, обробки, технологічних
Формула / Реферат:
Основа технологических смазок для горячей обработки металлов давлением, содержащая воду и триэтаноламин, отличающаяся тем, что основа дополнительно содержит натриевые соли алкилсульфонатов на основе синтетических жирных кислот фракции С5-С16, диэтаноламиды синтетических жирных кислот фракции С10-С13, полифосфат натрия, аммонийные соли лигносульфоновых кислот, триполифосфат натрия и мыльный клей, полученный при окислении парафиновых...
Спосіб визначення ефективності технологічних мастил при гарячому об’ємному штампуванні
Номер патенту: 51190
Опубліковано: 12.07.2010
Автори: Тахтамиш Іріна Всеволодівна, Каргін Сергій Борисович, Каргін Борис Сергійович, Ткачов Ростислав Олегович, Вороніна Ніна Олександрівна
МПК: B21J 3/00
Мітки: гарячому, штампуванні, мастил, ефективності, технологічних, визначення, спосіб, об'ємному
Формула / Реферат:
Спосіб визначення ефективності технологічних мастил при гарячому об'ємному штампуванні, що включає деформацію у штампі однакових по масі і розмірах заготівок із застосуванням технологічних мастил, витягування поковок зі штампа та визначення ефективності використовуваних технологічних мастил, який відрізняється тим, що застосування технологічних мастил здійснюють шляхом нанесення їх на штамп з глибокою порожниною, а як контрольований параметр...
Спосіб визначення ефективності технологічних мастил
Номер патенту: 46174
Опубліковано: 10.12.2009
Автори: Мошкін Семен Андрійович, Ткачов Ростислав Олегович, Каргін Борис Сергійович, Риженіна Ганна Сергіївна, Лавренішина Анна Олександрівна
МПК: B21J 3/00
Мітки: технологічних, визначення, спосіб, мастил, ефективності
Формула / Реферат:
Спосіб визначення ефективності технологічних мастил для об'ємного штампування, що включає деформацію у штампі однакових по масі і розмірах заготівок із застосуванням технологічних мастил у поковці, витягування поковок та визначення ефективності використовуваних мастил, який відрізняється тим, що поковки витягують з штампу виштовхуванням, причому найефективнішому технологічному мастилу відповідає менше зусилля виштовхування.
Спосіб оцінки ефективності технологічних мастил
Номер патенту: 4828
Опубліковано: 15.02.2005
Автори: Діамантопуло Юлія Костянтинівна, Сердюк Олексій Іванович, Діамантопуло Костянтин Костянтинович, Гараєва Світлана Едуардівна
МПК: B21J 3/00
Мітки: технологічних, спосіб, ефективності, мастил, оцінки
Формула / Реферат:
Спосіб оцінки ефективності технологічних мастил, який містить деформування у штампі заготовок однієї маси та розмірів із застосуванням різних технологічних мастил для кожної заготовки, вилучення їх із штампа та визначення ефективності застосованих технологічних мастил за результатами вимірювання розмірів поковки, який відрізняється тим, що як параметр поковки, який контролюють, використовують один із розмірів по висоті поковки або висоті...
Попередній патент: Керамічний панельний інфрачервоний обігрівач
Наступний патент: Спосіб нагріву кромок листового та полосового розкату
Випадковий патент: Гідравлічна віброізолююча опора трубопроводу