Спосіб нагріву кромок листового та полосового розкату
Номер патенту: 115981
Опубліковано: 10.05.2017
Автори: Кухар Володимир Валентинович, Аксьонова Ольга Миколаївна

Формула / Реферат
Спосіб нагріву кромок листового та полосового розкату, який полягає у тому що подачу розкату в секції щільового індуктора та поздовжнє його переміщення в електромагнітному полі у міжклітьовому просторі до забезпечення необхідної температури, який відрізняється тим, що секції підключають послідовно в момент входу в них передньої кромки розкату і вимикають при виході з них задньої кромки розкату.
Текст
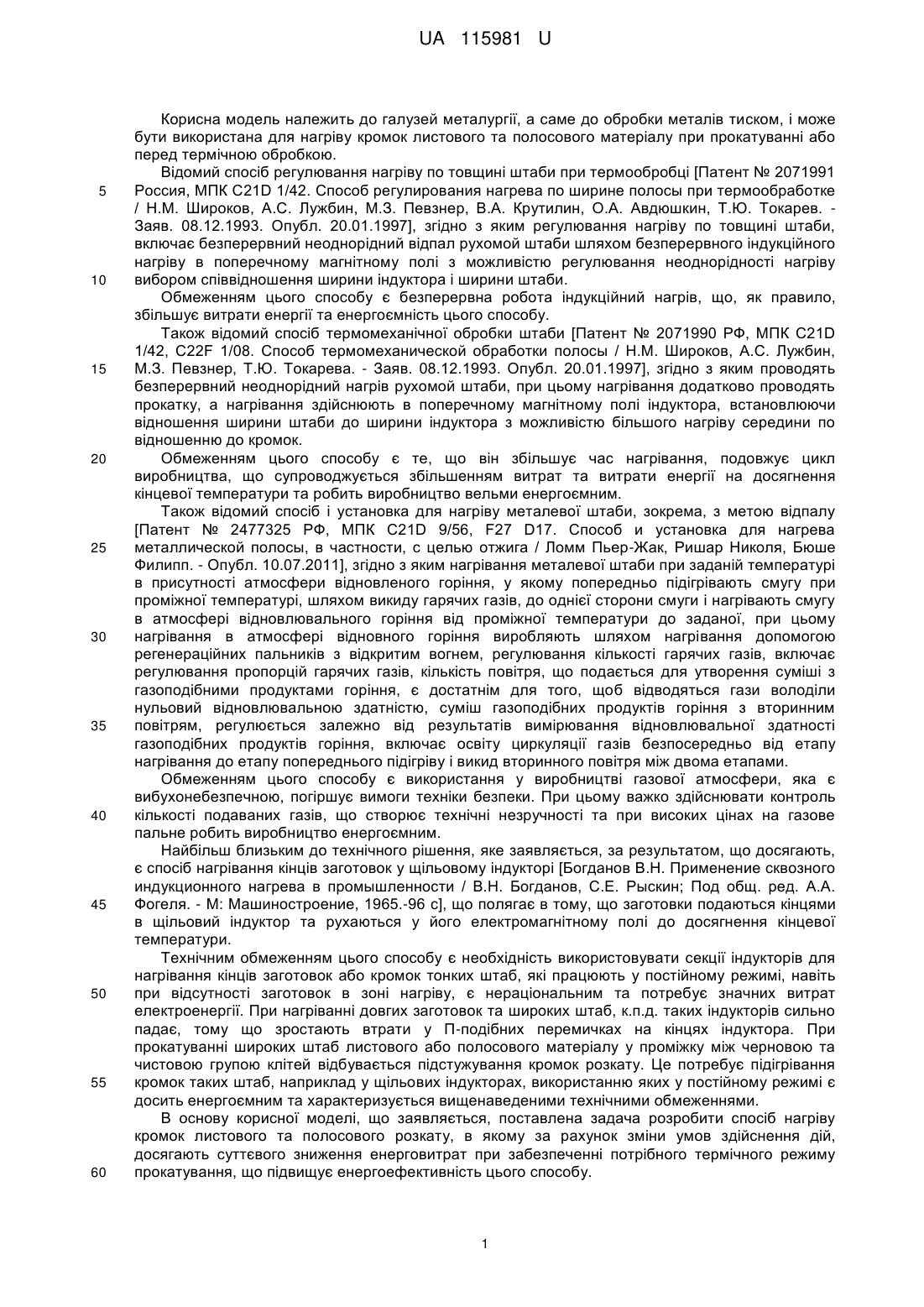
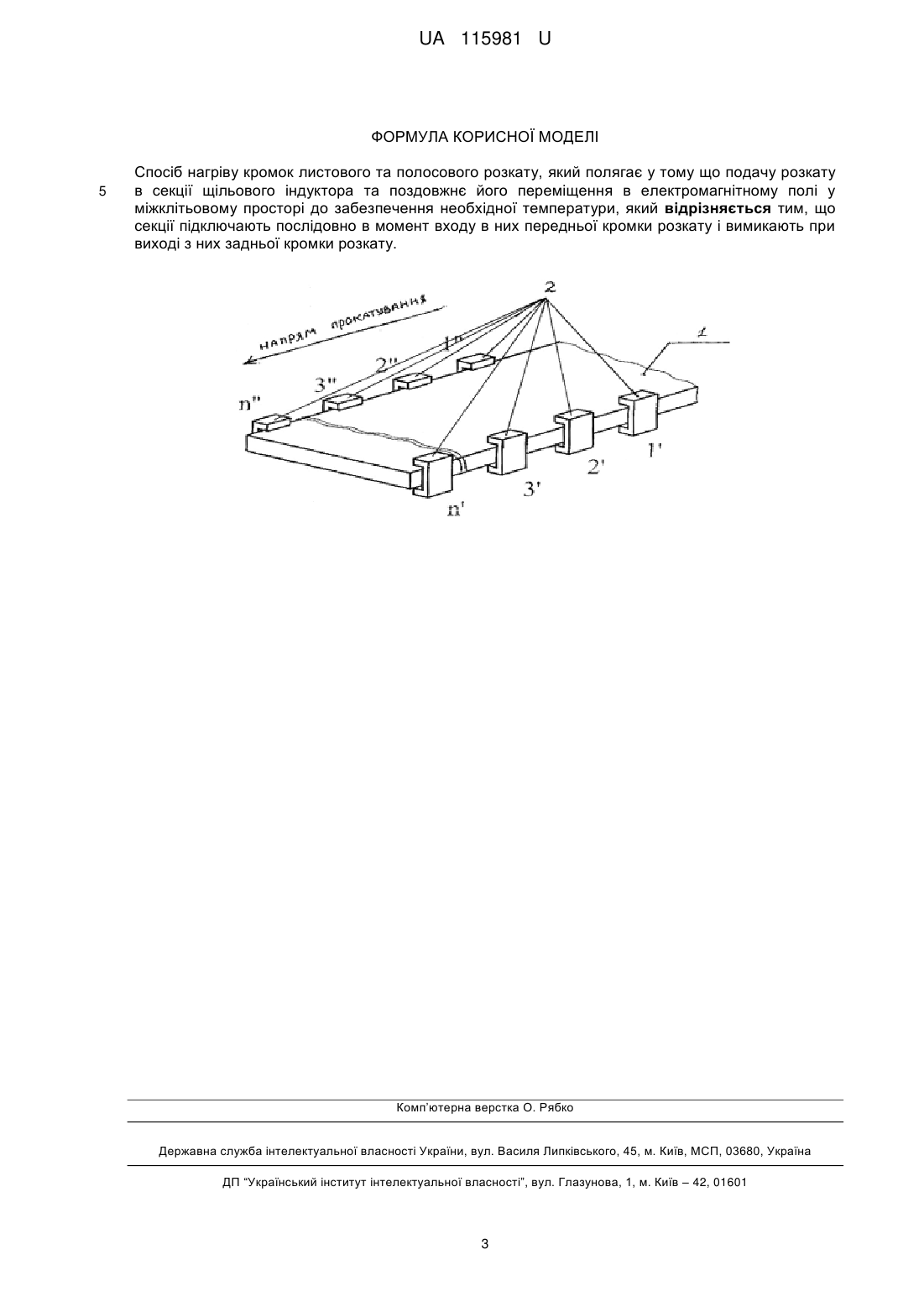
Реферат: Спосіб нагріву кромок листового та полосового розкату полягає у тому, що подачу розкату в секції щільового індуктора та поздовжнє його переміщення в електромагнітному полі у міжклітьовому просторі до забезпечення необхідної температури. Секції підключають послідовно в момент входу в них передньої кромки розкату і вимикають при виході з них задньої кромки розкату. UA 115981 U (54) СПОСІБ НАГРІВУ КРОМОК ЛИСТОВОГО ТА ПОЛОСОВОГО РОЗКАТУ UA 115981 U UA 115981 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузей металургії, а саме до обробки металів тиском, і може бути використана для нагріву кромок листового та полосового матеріалу при прокатуванні або перед термічною обробкою. Відомий спосіб регулювання нагріву по товщині штаби при термообробці [Патент № 2071991 Россия, МПК C21D 1/42. Способ регулирования нагрева по ширине полосы при термообработке / Н.М. Широков, А.С. Лужбин, М.З. Певзнер, В.А. Крутилин, О.А. Авдюшкин, Т.Ю. Токарев. Заяв. 08.12.1993. Опубл. 20.01.1997], згідно з яким регулювання нагріву по товщині штаби, включає безперервний неоднорідний відпал рухомой штаби шляхом безперервного індукційного нагріву в поперечному магнітному полі з можливістю регулювання неоднорідності нагріву вибором співвідношення ширини індуктора і ширини штаби. Обмеженням цього способу є безперервна робота індукційний нагрів, що, як правило, збільшує витрати енергії та енергоємність цього способу. Також відомий спосіб термомеханічної обробки штаби [Патент № 2071990 РФ, МПК C21D 1/42, C22F 1/08. Способ термомеханической обработки полосы / Н.М. Широков, А.С. Лужбин, М.З. Певзнер, Т.Ю. Токарева. - Заяв. 08.12.1993. Опубл. 20.01.1997], згідно з яким проводять безперервний неоднорідний нагрів рухомой штаби, при цьому нагрівання додатково проводять прокатку, а нагрівання здійснюють в поперечному магнітному полі індуктора, встановлюючи відношення ширини штаби до ширини індуктора з можливістю більшого нагріву середини по відношенню до кромок. Обмеженням цього способу є те, що він збільшує час нагрівання, подовжує цикл виробництва, що супроводжується збільшенням витрат та витрати енергії на досягнення кінцевої температури та робить виробництво вельми енергоємним. Також відомий спосіб і установка для нагріву металевої штаби, зокрема, з метою відпалу [Патент № 2477325 РФ, МПК C21D 9/56, F27 D17. Способ и установка для нагрева металлической полосы, в частности, с целью отжига / Ломм Пьер-Жак, Ришар Николя, Бюше Филипп. - Опубл. 10.07.2011], згідно з яким нагрівання металевої штаби при заданій температурі в присутності атмосфери відновленого горіння, у якому попередньо підігрівають смугу при проміжної температурі, шляхом викиду гарячих газів, до однієї сторони смуги і нагрівають смугу в атмосфері відновлювального горіння від проміжної температури до заданої, при цьому нагрівання в атмосфері відновного горіння виробляють шляхом нагрівання допомогою регенераційних пальників з відкритим вогнем, регулювання кількості гарячих газів, включає регулювання пропорцій гарячих газів, кількість повітря, що подається для утворення суміші з газоподібними продуктами горіння, є достатнім для того, щоб відводяться гази володіли нульовий відновлювальною здатністю, суміш газоподібних продуктів горіння з вторинним повітрям, регулюється залежно від результатів вимірювання відновлювальної здатності газоподібних продуктів горіння, включає освіту циркуляції газів безпосередньо від етапу нагрівання до етапу попереднього підігріву і викид вторинного повітря між двома етапами. Обмеженням цього способу є використання у виробництві газової атмосфери, яка є вибухонебезпечною, погіршує вимоги техніки безпеки. При цьому важко здійснювати контроль кількості подаваних газів, що створює технічні незручності та при високих цінах на газове пальне робить виробництво енергоємним. Найбільш близьким до технічного рішення, яке заявляється, за результатом, що досягають, є спосіб нагрівання кінців заготовок у щільовому індукторі [Богданов В.Н. Применение сквозного индукционного нагрева в промышленности / В.Н. Богданов, С.Е. Рыскин; Под общ. ред. А.А. Фогеля. - М: Машиностроение, 1965.-96 с], що полягає в тому, що заготовки подаються кінцями в щільовий індуктор та рухаються у його електромагнітному полі до досягнення кінцевої температури. Технічним обмеженням цього способу є необхідність використовувати секції індукторів для нагрівання кінців заготовок або кромок тонких штаб, які працюють у постійному режимі, навіть при відсутності заготовок в зоні нагріву, є нераціональним та потребує значних витрат електроенергії. При нагріванні довгих заготовок та широких штаб, к.п.д. таких індукторів сильно падає, тому що зростають втрати у П-подібних перемичках на кінцях індуктора. При прокатуванні широких штаб листового або полосового матеріалу у проміжку між черновою та чистовою групою клітей відбувається підстужування кромок розкату. Це потребує підігрівання кромок таких штаб, наприклад у щільових індукторах, використанню яких у постійному режимі є досить енергоємним та характеризується вищенаведеними технічними обмеженнями. В основу корисної моделі, що заявляється, поставлена задача розробити спосіб нагріву кромок листового та полосового розкату, в якому за рахунок зміни умов здійснення дій, досягають суттєвого зниження енерговитрат при забезпеченні потрібного термічного режиму прокатування, що підвищує енергоефективність цього способу. 1 UA 115981 U 5 10 15 20 25 30 35 40 45 50 55 Для рішення поставленої задачі у способі нагріву кромок листового та полосового розкату, якій полягає у тому, якій полягає у тому що подачу розкату в секції щільового індуктора та поздовжнє його переміщення в електромагнітному полі у міжклітьовому просторі до забезпечення необхідної температури, якій відрізняється тим, що секції підключають послідовно в момент входу в них передньої кромки розкату і вимикають при виході з них задньої кромки розкату. При здійснені даного способу, час роботи секції індуктору на індукування електромагнітного поля для нагріву кромок дорівнює часу знаходження листового або полосового розкату у зоні секцій щільових індукторів. Основною перевагою способу є не постійна робота щільових індукторів, а послідовна робота кожної секції, яка здійснюється впродовж знаходження листового та полосового матеріалу у зоні підігріву в міжклітьовому просторі. Суть корисної моделі пояснюється кресленням. Нагрів листового або полосового матеріалу у між клітьовому просторі щільовими індукторами: 1 - розкат (листового або полосового матеріалу); 2 - секції щільових індукторів; Нагрів розкату відбувається за напрямом прокатування, з чернової групи клітей у чистову групу клітей. Істотність послідовного включення секцій щільових індукторів полягає у економії електроенергії, яка витрачається за час підігріву листового та полосового розкату до кінцевої температури за рахунок меншого енергоспоживання. Ефективність використаного способу, що заявляється, полягає у покрашенні умов отримання листового та полосового розкату із рівномірним розподілом механічних властивостей по його ширині. Підстужування кромок листового та полосового розкату у міжклітьовому просторі необхідно зменшувати або виключати за рахунок енергомісткого підігріву у щільових індукторах, час роботи яких пропонується зменшувати шляхом узгодження послідовного включення та виключення секцій таких індукторів відповідно до швидкості прокатування. Спосіб здійснюють наступним чином. Листовий або полосовий розкат прокатується у чорновій групі клітей, з якої подається через певну відстань у чистову групу клітей. Подачу здійснюють через секції щільових індукторів, через які проходять кромки розкату. Спочатку процесу індуктори знаходяться у виключеному стані. При подаванні розкату у першу секцію індукторів відбувається її включення із індукуванням електромагнітного поля, за рахунок якого здійснюється нагрівання металу. При просуванні розкату зі швидкістю прокатування у наступну секцію щільових індукторів відбувається її відповідне включення. Процес просування розкату проходить до потрапляння його заднього кінця у першу секцію щільових індукторів, після проходження якої ця секція вимикається. Із потраплянням заднього кінця розкату у наступну секцію індукторів, відповідно відбувається її виключення. Остання секція щільового індуктора виключається при виході заднього кінця розкату з її робочої зони. Кількість секції індукторів підбирається для забезпечення термічного режиму прокатування у чистовій групі клітей прокатного стану. Далі листовий або полосовий розкат передають, наприклад, на ділянку термічної обробки або на моталки. При прокатуванні наступного розкату цикл повторюється. Приклад конкретного використання способу. Розкат шириною 1200 мм, завтовшки 14 мм і довжиною 4500 мм (марка стали Ст. 3) температура прокатки 1080 °C, прокатується в групі чорнових клітей, виходить з останньої чорнової кліті зі швидкістю 2,8 м / с Відстань від останньої чорнової кліті до першої чистової кліті складає 28 м, яке розкат проходить за 12,3с За цей час кромки розкату остудження на 80 °C, для виключення остудження застосовується індукційний підігрів кромок, згідно із способом, що заявляється. Встановлена група з 10 щільових індукторів з потужністю 2 МВт. Згідно із способом, що заявляється, передній край смуги потрапляючи в зону першого індуктора, здійснює його включення, при просуванні розкату зі швидкістю прокатування у наступну секцію щільових індукторів відбувається його відповідне включення, а при виході заднього кінця із зони індуктора здійснюється його виключення. Відповідно економія електроенергії при періодичному включенні індукторів, при прокатної продуктивності 200 т / ч, згідно зі способом, що заявляється становить 19,7 МВт. Крім того рівномірний прогрів по ширині, сприяє рівномірному розподілу механічних властивостей в кінцевому прокаті. 2 UA 115981 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб нагріву кромок листового та полосового розкату, який полягає у тому що подачу розкату в секції щільового індуктора та поздовжнє його переміщення в електромагнітному полі у міжклітьовому просторі до забезпечення необхідної температури, який відрізняється тим, що секції підключають послідовно в момент входу в них передньої кромки розкату і вимикають при виході з них задньої кромки розкату. Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: полосового, нагріву, кромок, спосіб, розкату, листового
Код посилання
<a href="https://ua.patents.su/5-115981-sposib-nagrivu-kromok-listovogo-ta-polosovogo-rozkatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб нагріву кромок листового та полосового розкату</a>
Спосіб керування мірним різом листового розкату
Номер патенту: 71474
Опубліковано: 10.07.2012
Автори: Єжак Олександр Євлампійович, Бережний Олексій Іванович, Насадюк Андрій Миколайович, Золотопупов Михайло Сергійович, Бондар Анатолій Миколайович, Кривицький Дмитро Володимирович, Петров Юрій Васильович
МПК: B23D 36/00
Мітки: мірним, керування, спосіб, розкату, різом, листового
Формула / Реферат:
Спосіб керування мірним різом листового розкату, що включає визначення на розкаті місця різу його кінцевих частин шляхом відстеження суцільності поперечного перерізу розкату за допомогою визначника суцільності розкату на базі відстежувальних фотоелементів, які розміщають по лінії, перпендикулярній напрямку переміщення розкату, й подачу сигналу на включення ножиців для різу кінцевих частин, який відрізняється тим, що додатково визначають...
Пристрій для загинання кромок листового термопласту
Номер патенту: 2324
Опубліковано: 16.02.2004
Автори: Зміївський Вадим Миколайович, Глаголєв Сергій Євгенович
МПК: B29C 53/00
Мітки: кромок, листового, пристрій, загинання, термопласту
Формула / Реферат:
1. Пристрій для загинання кромок листового термопласту, який містить розташовані співвісно механізм захвату і переміщення заготовки, вузол загинання, нагрівач і вузол охолодження, вузол загинання містить два шаблони гнуття навколо його ребра і дві напрямні, змонтовані симетрично відносно осі вузла загинання, кожна напрямна має відкриту до осі вузла загинання порожнину, яка містить горизонтальну плоску поверхню і розташовану над нею гвинтову...
Спосіб декорування кромок прорізів дверей меблів
Номер патенту: 4422
Опубліковано: 27.12.1994
Автори: Вайсберг Самуіл Ісакович, Гордієнко Володимир Васильович, Прудников Петро Герасимович
МПК: B44C 5/00
Мітки: кромок, декорування, спосіб, прорізів, дверей, меблів
Формула / Реферат:
Способ декорирования кромок проемов дверей мебели, заключающийся в образовании на лицевой поверхности двери кромок проема, их декорировании и последующем образовании кромок проема на тыльной поверхности двери, отличающийся тем, что, с целью повышения производительности труда и качества мебели, образование на лицевой поверхности двери кромок проема и их декорирование осуществляют одновременно посредством прессования и тиснения.
Спосіб прокатування-розділяння розкату
Номер патенту: 85032
Опубліковано: 10.12.2008
Автори: Трухачов Сергій Юрійович, Онищенко Сергій Олександрович, Отто Костянтин Валентинович, Мінтус Андрій Миколайович
Мітки: прокатування-розділяння, спосіб, розкату
Формула / Реферат:
Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою перемичками по вузьких гранях, та повздовжнє розділяння заготівок прокаткою в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемичок, який відрізняється тим, що формування розкату із прямокутних заготівок здійснюють з підкату, який має відношення товщини перемички до його висоти...
Спосіб управління летючими ножицями при розкрої розкату
Номер патенту: 41687
Опубліковано: 17.09.2001
Автори: Шеремет Володимир Олександрович, Хижняк Вячеслав Якович, Бабенко Михайло Антонович, Носіков Віктор Львович, Коротченков Валерій Михайлович
МПК: B23D 36/00
Мітки: ножицями, спосіб, розкату, летючими, розкрої, управління
Формула / Реферат:
Спосіб керування летючими ножицями при розкрої розкату, який включає операції виміру вихідної довжини розкату, поданого в прокатку, виміру кута повороту валків при прокатці розкату, визначення поточного коефіцієнта витяжки, прогнозування довжини розкату після виходу зі стану, розрахунку розкрійного плану, видачі в систему управління приводом ножиць керуючого сигналу на різ, виміру фактичної довжини розкату після прокатки і визначення...
Попередній патент: Спосіб визначення технологічних мастил для обробки металів тиском
Наступний патент: Пристрій кріплення кришки зачисного люка залізничного вагона
Випадковий патент: Вершкове десертне масло