Технологічна лінія для виготовлення аморфних та мікрокристалічних мінеральних мікросфер з шихти мінеральних порід
Формула / Реферат
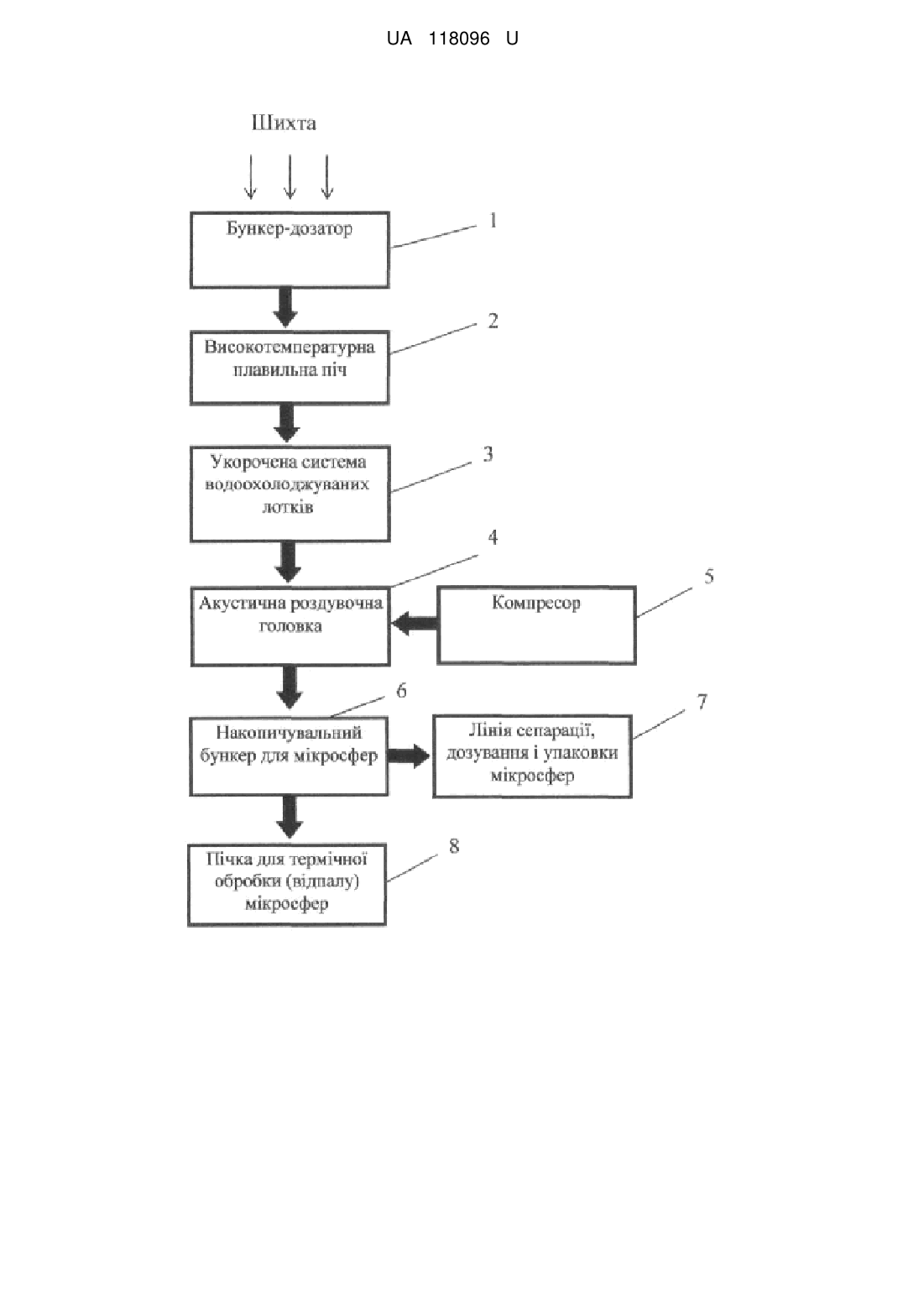
Технологічна лінія для виготовлення аморфних та мікрокристалічних мінеральних мікросфер з шихти гірських порід шляхом використання технології перегрітих розплавів, яка відрізняється тим, що містить устаткування, скомпоноване в технологічну лінію, яка містить бункер-дозатор, високотемпературну плавильну піч (індукційну з водоохолоджуваним мідним тиглем або плазмову), укорочену систему водоохолоджуваних лотків, диспергуючий пристрій у вигляді компресора, під'єднаного до акустичної головки інжекційного роздуву швидкісним потоком повітря і/або швидкообертового зубчастого колеса переробки перегрітого розплаву в мікросфери, накопичувальний бункер для мікросфер, лінію сепарації, дозування і упаковки мікросфер та піч для термічної обробки (відпалу) мікросфер.
Текст
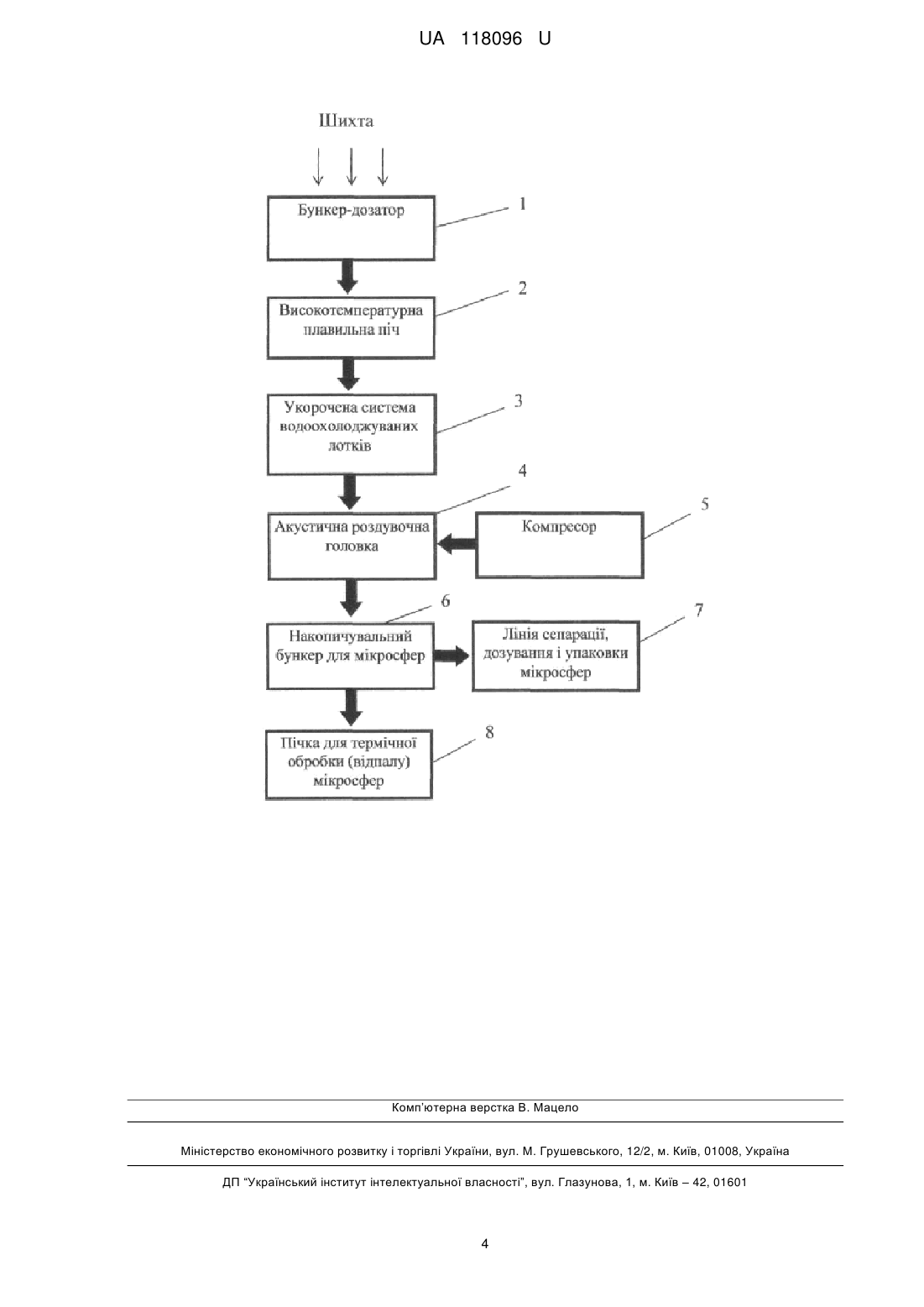
Реферат: Технологічна лінія для виготовлення аморфних та мікрокристалічних мінеральних мікросфер з шихти гірських порід шляхом використання технології перегрітих розплавів містить таке устаткування: бункер-дозатор, високотемпературну плавильну піч (індукційну з водоохолоджуваним мідним тиглем або плазмову), укорочену систему водоохолоджуваних лотків, диспергуючий пристрій у вигляді компресора, під'єднаного до акустичної головки інжекційного роздуву швидкісним потоком повітря і/або швидкообертового зубчастого колеса переробки перегрітого розплаву в мікросфери, накопичувальний бункер для мікросфер, лінію сепарації, дозування і упаковки мікросфер та піч для термічної обробки (відпалу) мікросфер. UA 118096 U (12) UA 118096 U UA 118096 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі хімічного машино- та станкобудування, зокрема до устаткування для виробництва мікроармуючих систем, а саме - виготовлення аморфних та мікрокристалічних суцільних мікросфер з шихти мінеральних порід на основі однокомпонентної екологічно чистої сировини - щебеню гірських порід андезито-базальтової групи. Ринок суцільних мікросфер на основі натрій-кальцієвого (а-скла) та алюмоборсилікатного (ескла) скла протягом багатьох років демонструє стабільне зростання об'ємів виробництва та споживання. Це зумовлено як унікальними властивостями продукту, так і широким спектром різноманітних галузей його використання, починаючи з медицини і закінчуючи промисловістю. Однак існує низка застосувань, де фізичні і хімічні властивості мікросфер на основі натрійкальцієвого або алюмоборсилікатного скла є незадовільними. Зокрема такі мікросфери є недостатньо стійкими при роботі в вологому та хімічно агресивному середовищі, мають обмежений температурний інтервал використання, недостатньо високі механічні параметри абразивну стійкість, міцність на стискання, є прозорими для світла. Крім того, мікросфери на основі алюмоборсилікатного скла містять достатньо дорогі і екологічно небезпечні сполуки бору. Це створює додаткові проблеми як в процесі виробництва, так і пов'язані з утилізацією виробів, що містять мікросфери з алюмоборсилікатного скла. Цих проблем можливо уникнути виготовленням мікросфер на основі однокомпонентної екологічно чистої сировини - щебеню гірських порід андезито-базальтової групи. Такі мікросфери мають низку суттєвих переваг перед стандартними скляними мікросферами, однак особливості роботи з високотемпературними, хімічно активними та непрозорими для інфрачервоних променів розплавами мінеральних порід вимагають створення спеціального обладнання для їх виготовлення. Так відома установка для двостадійного виготовлення скляних мікросфер, яка містить традиційну газову піч, в якій на першій стадії відбувається процес варіння скла, яке після охолодження подрібнюють з використанням механічних млинів до порошкового стану, при цьому середній розмір частинок порошку визначають часом помелу, з наступним розсіюванням порошку по фракціях з різними розмірами частинок і на другій стадії виробництва ці частинки вільно падають всередині труби під дією сили тяжіння, при цьому в верхній частині труби розміщено пристрій для швидкого нагрівання і оплавлення частинок порошку. Під дією сил поверхневого натягу розплавлені частинки, що вільно падають, приймають сферичну форму. Зібрані в нижній частині установки мікросфери додатково пропускають через систему сит, відокремлюючи брак у вигляді сплавлених гантелеподібних частинок, після чого їх фасують за фракціями згідно з розміром [Geoffrey W. Aston, Frank D. Moles, Roderick M. Smart, Andrew H.J. Tate, Method for making glass beads, US 4385917 A; Ryan P. Koseski, Manipulation of Microstructure, Phase Evolution and Mechanical Properties by Devitrification of Andesite for Use as Proppant, Ph.D. Dissertation, Pennsylvania State University, 2008, 255 p.]. Незважаючи на певну універсальність, така схема виробництва є енерговитратною і малопродуктивною. Найбільш близьким до корисної моделі, що заявляється, за технічною суттю є технологічне обладнання для одностадійного способу виробництва скляних мікросфер з легкоплавкого натрієвого скла, яке містить традиційну газову піч (джерело варки і видачі розплаву), в якій відбувається варка скла і в якій в зоні видачі розплаву створюється підвищена до 1380-1450 °C область, на виході із якої перегрітий розплав подається на диспергуючий пристрій у вигляді спеціальної головки інжекційного роздуву швидкісним потоком повітря, під'єднаної до компресора, або швидкообертового зубчастого колеса, за допомогою яких здійснюють переробку перегрітого розплаву в мікросфери, при цьому під час падіння частинок з висоти відбувається їх охолодження і частинки досягають нижньої частини установки в твердому стані, з наступною подачею мікросфер на систему сит, де відбувається їх сепарація за розмірами і подальша переробка [Плинер С.Ю., Шмотьев С.Φ., Способ изготовления проппанта из стеклянных сфер, Евразийский патент № 011910 В1]. Однак вищенаведене технологічне обладнання є не дуже придатним для багатотоннажного виробництва мікросфер на основі гірничих порід андезито-базальтової групи. Перший спосіб через малопродуктивність і високу енерговитратність. Другий спосіб вимагає подачу на зріз головки роздуву сильно перегрітого розплаву з низькою в'язкістю, при цьому необхідна для цього температура розплаву гірської породи в середньому на 400 °C вища за температуру розплаву на основі натрій-кальцієвого та алюмоборсилікатного скла, що складає близько 15501750 °C. Досягти таких температур розплаву гірських порід з використанням традиційних газових печей ванного типу надзвичайно складно з двох причин - дуже високої хімічної активності високотемпературного розплаву гірських порід, що призводить до швидкого пошкодження футерування печі, а також необхідності переходу від пального у вигляді газо 1 UA 118096 U 5 10 15 20 25 30 35 40 45 50 55 60 повітряної суміші до кисневого дуття. Виконання цих двох задач суттєво збільшує вартість плавильного агрегату та витрати на його експлуатацію, що відповідно негативно впливає на собівартість продукції. На даний момент в технічній літературі не описано жодних спроб створення та експлуатації подібних агрегатів. В основу корисної моделі, що заявляється, поставлено задачу створення новітнього устаткування для виготовлення аморфних та мікрокристалічних мінеральних мікросфер з дешевої і загальнодоступної однокомпонентної екологічно чистої сировини - шихти мінеральних порід на основі щебеню гірських порід андезито-базальтової групи шляхом використання технології перегрітих розплавів, основаної на застосуванні високотемпературного плавильного агрегату у вигляді високотемпературної плавильної печі (індукційної з водоохолоджуваним мідним тиглем або плазмової), скомпонованого з іншим устаткуванням в технологічну лінію для забезпечення можливості багатотоннажного одностадійного виробництва мікросфер з високою продуктивністю і енергоощадністю, і відповідно низькою собівартістю продукції. Поставлена задача вирішується тим, що технологічна лінія для виготовлення аморфних та мікрокристалічних мінеральних мікросфер з шихти гірських порід шляхом використання технології перегрітих розплавів, що основана на застосуванні високотемпературного плавильного джерела варки і видачі розплаву у вигляді високотемпературної плавильної печі (індукційної з водоохолоджуваним мідним тиглем або плазмової), згідно з корисною моделлю, містить устаткування, скомпоноване в технологічну лінію, яка містить бункер-дозатор, високотемпературну плавильну піч, укорочену систему водоохолоджуваних лотків, диспергуючий пристрій у вигляді компресора, під'єднаного до акустичної головки інжекційного роздуву швидкісним потоком повітря і/або швидкообертового зубчастого колеса переробки перегрітого розплаву в мікросфери, накопичувальний бункер для мікросфер, лінію сепарації, дозування і упаковки мікросфер та піч для термічної обробки (відпалу) мікросфер. Саме завдяки заявленій корисній моделі, зокрема включенню в основу технологічної лінії високотемпературного плавильного джерела варки і видачі розплаву - електричної індукційної печі з мідним водоохолоджуваним тиглем і/або плазмової печі, з властивістю забезпечення розплаву з температурою близько 2250-2350 °C в зоні індуктора і/або плазмового розряду і 2100-2150 °C в зоні видачі розплаву, гарантовано забезпечується подача перегрітого до 15501700 °C розплаву до головок роздуву і розщеплення головками роздуву струменя розплаву на величезну кількість мікрокрапель, які під дією сил поверхневого натягу приймають сферичну форму і під час швидкого охолодження в процесі вільного падіння утворюють мікросфери з аморфного скла на основі порід андезито-базальтової групи, оскільки величина в'язкості розплаву за таких температур недостатня для процесу волокноутворення. При цьому мікросфери під дією сил гравітації осідають в нижній частині камери роздуву і далі транспортуються в накопичувальний бункер. Таким чином з урахуванням конструкції головок роздуву заданням фізичних параметрів технологічного процесу: температури і в'язкості розплаву, а також кількості та температури повітря, що подається на головки роздуву, забезпечують утворення широкого спектра мікросфер різноманітних діаметрів, від 15-20 мікрон до 1,0-3,0 міліметрів - збільшенням температури і зниженням в'язкості розплаву або, відповідно, збільшенням об'єму повітря, що подається на головки роздуву і підвищенням його температури зменшують середній діаметр мікросфер, що утворюються. Враховуючи, що для деяких спеціальних застосувань, як приклад - як пропант, надзвичайно важливою є міцність мікросфер на стискання, технологічна лінія передбачає можливість додаткової термічної обробки мікросфер для зняття внутрішніх напружень і переводу базальту в мікрокристалічний стан завдяки компонуванню в технологічній лінії печі для термічної обробки (відпалу) мікросфер. Крім того, в залежності від побажань замовника з накопичувального бункера суміш мікросфер різного діаметра може подаватися на пристрій зважування і фасування, або на систему сит для подальшого сортування їх за діаметром, зважування і фасування. Отже сукупністю запропонованих і відомих суттєвих ознак створено технологічну лінію, яка забезпечує можливість отримання великотоннажного виробництва аморфних та мікрокристалічних суцільних мікросфер з мінеральних порід на основі однокомпонентної екологічно чистої сировини - щебеню гірських порід андезито-базальтової групи і є достатньо ефективною для вирішення поставленої задачі корисної моделі. Суть корисної моделі пояснює блок-схема технологічної лінії для виготовлення аморфних та мікрокристалічних мінеральних мікросфер. Технологічна лінія для виготовлення аморфних та мікрокристалічних мінеральних мікросфер з шихти мінеральних порід містить бункер-дозатор 1, до якого подається мінеральна шихта, призначена для переробки в мікросфери, високотемпературне джерело варки і видачі 2 UA 118096 U 5 10 15 20 25 30 35 40 розплаву (плавильну піч) 2 у вигляді електричної індукційної печі з мідним водоохолоджуваним тиглем або плазмової печі, укорочену систему водоохолоджуваних лотків 3, пристрій диспергування, який містить головку акустичного роздуву інжекційного типу 4 і компресор 5, накопичувальний бункер для мікросфер 6, піч для термічної обробки (відпалу) мікросфер 8, лінію сепарації, дозування і упаковки мікросфер 7, що складається з системи сит з отворами різного розміру, окремих бункерів-дозаторів для мікросфер різного розміру та пакувального пристрою. В деяких випадках використання шихти з низькою температурою плавлення пристрій диспергування 4-5 може бути спрощений і складатися з швидкообертового зубчастого колеса. Однак спосіб диспергування розплаву за допомогою компресора і акустичних головок є значно більш універсальним. Піч відпалу мікросфер 8 має опційний характер і використовується лише у випадку необхідності отримання продукту з підвищеною міцністю на стискання. Функціонування технологічної лінії відбувається наступним чином: подрібнена до належної фракції і ретельно висушена шихта за допомогою механічного підйомника завантажується до бункера-дозатора 1, в нижній частині якого розташовано дозуючий пристрій неперервної дії. Під дією сил тяжіння шихта, що пройшла крізь дозуючий пристрій, неперервно сиплеться зверху в піч 2 на розігріте до температури 1900-2200 °C дзеркало розплаву, де за таких високих температур надзвичайно швидко відбуваються процеси плавлення та гомогенізації розплаву. Видача розплаву з печі відбувається методом переливу з верхньої частини агрегату. Характерна температура розплаву на виході з печі - 1900-2100 °C. По системі похилих укорочених мідних водоохолоджуваних лотків 3 розплав подається на пристрій диспергування до акустичних головок роздуву інжекційного типу 4. В головках роздуву (4) струмінь розплаву потрапляє до високошвидкісного (500-750 м/сек.) потоку повітря, що нагнітається за допомогою компресора 5. Конструкція головки роздуву (4) передбачає існування спеціальної кільцевої порожнини, що створює в потоці повітря потужні ультразвукові коливання. При взаємодії струменя розплаву з високоенергетичним потоком повітря відбувається диспергування розплаву на мікрокраплі, що під дією сил поверхневого натягу приймають ідеальну сферичну форму. Ці краплі падають у вертикальній трубі, де вони швидко охолоджуються і твердіють. З нижньої частини камери диспергування мікросфери транспортуються до накопичувального бункера для мікросфер 6. В подальшому мікросфери надходять до печі відпалу 8, що має опційний характер. В цій печі мікросфери нагріваються до температури 700-800 °C і витримуються протягом кількох годин, після чого повільно охолоджуються. Це робиться для зняття внутрішніх напружень в матеріалі і переводі його в мікрокристалічний стан, що суттєво підвищує механічну міцність мікросфер на стискання. Після цього мікросфери надходять на лінію сепарації, дозування і упаковки мікросфер 7, де за допомогою системи сит відбувається розділення мікросфер на фракції за їх діаметром. Після сепарації відбувається фасування, упаковка і маркування виробів для подальшого продажу. Пропонована технологічна лінія для виготовлення аморфних та мікрокристалічних мінеральних мікросфер забезпечує можливість великотоннажного одностадійного виробництва мікросфер з шихти мінеральних порід на основі однокомпонентної екологічно чистої сировини щебеню гірських порід андезито-базальтової групи з високою продуктивністю і енергоощадністю, і відповідно низькою собівартістю продукції. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Технологічна лінія для виготовлення аморфних та мікрокристалічних мінеральних мікросфер з шихти гірських порід шляхом використання технології перегрітих розплавів, яка відрізняється тим, що містить устаткування, скомпоноване в технологічну лінію, яка містить бункер-дозатор, високотемпературну плавильну піч (індукційну з водоохолоджуваним мідним тиглем або плазмову), укорочену систему водоохолоджуваних лотків, диспергуючий пристрій у вигляді компресора, під'єднаного до акустичної головки інжекційного роздуву швидкісним потоком повітря і/або швидкообертового зубчастого колеса переробки перегрітого розплаву в мікросфери, накопичувальний бункер для мікросфер, лінію сепарації, дозування і упаковки мікросфер та піч для термічної обробки (відпалу) мікросфер. 3 UA 118096 U Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C03B 25/00, C03B 18/00, C03B 5/02, C03B 7/00
Мітки: мінеральних, мікрокристалічних, технологічна, лінія, мікросфер, порід, аморфних, виготовлення, шихти
Код посилання
<a href="https://ua.patents.su/6-118096-tekhnologichna-liniya-dlya-vigotovlennya-amorfnikh-ta-mikrokristalichnikh-mineralnikh-mikrosfer-z-shikhti-mineralnikh-porid.html" target="_blank" rel="follow" title="База патентів України">Технологічна лінія для виготовлення аморфних та мікрокристалічних мінеральних мікросфер з шихти мінеральних порід</a>
Технологічна лінія для виготовлення аморфних мінеральних мікронаповнювачів для армування композиційних матеріалів
Номер патенту: 113693
Опубліковано: 10.02.2017
Автори: Зубко Євгеній Іванович, Зубко Юрій Євгенович
МПК: B81B 7/00
Мітки: технологічна, армування, мінеральних, аморфних, лінія, мікронаповнювачів, виготовлення, матеріалів, композиційних
Формула / Реферат:
1. Технологічна лінія для виготовлення аморфних мінеральних мікронаповнювачів для композиційних матеріалів, що містить технологічне обладнання для плавлення мінеральної сировини, пристрій для волокноутворення, пристрої для очищення і подрібнення волокон, систему сепарації мікросфер за розмірами, яка відрізняється тим, що технологічне обладнання скомпоноване за технологічною схемою, яка містить дозуючий бункер, високотемпературну плавильну...
Поточна лінія для виготовлення теплоізоляційних плит з мінеральних штапельних волокон з гірських порід
Номер патенту: 14712
Опубліковано: 15.05.2006
Автори: Харчук Ольга Владиславівна, Поздняков Генадій Владиславович, Поздняков Владислав Федорович
МПК: C04B 30/00
Мітки: поточна, виготовлення, мінеральних, порід, теплоізоляційних, волокон, штапельних, гірських, плит, лінія
Формула / Реферат:
Поточна лінія для виготовлення теплоізоляційних виробів з мінеральних штапельних волокон з гірських порід, яка містить дозатор гірської породи, плавильну піч з волокноутворювачем і форсунками для розпилу зв'язуючого, камеру волокноосаджування та камеру сушіння, яка відрізняється тим, що до неї включено додаткове устаткування, яке містить фільєрну пластину для одержання первинних волокон і щільове сопло для формування з них штапельного волокна...
Пристрій для виготовлення мінеральних неперервних волокон із гірських порід
Номер патенту: 42157
Опубліковано: 25.06.2009
Автори: Горбачова Людмила Олексіївна, Криловський Микола Миколайович, Дідук Ірина Іванівна, Тутаков Олег Васильович, Гаврилюк Микола Семенович, Чувашов Юрій Миколайович, Горбачов Григорій Федорович, Мягков Вячеслав Олександрович
МПК: C03B 5/00
Мітки: виготовлення, мінеральних, гірських, волокон, неперервних, пристрій, порід
Формула / Реферат:
Пристрій для виготовлення мінеральних неперервних волокон із гірських порід, який включає плавильну піч, фідер плавильної печі, отвір завантаження сировини, завантажувач сировини, отвір виходу продуктів горіння, отвір подачі розплаву в фідер печі, поріжок, пальники, струменевий живильник, фільєрний живильник, пристрій для витягування, який відрізняється тим, що співвідношення площі поверхні плавильної печі до площі фідера печі складає...
Спосіб виготовлення полотна з мінеральних штапельних волокон з гірських порід

Номер патенту: 44899
Опубліковано: 26.10.2009
Автори: Поздняков Владислав Федорович, Грек Володимир Іванович
МПК: C03B 37/00
Мітки: мінеральних, волокон, полотна, порід, штапельних, гірських, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення полотна з мінеральних штапельних волокон з гірських порід, що включає операції завантаження здрібненої сировини в плавильну піч, її плавлення, випуск розплаву через лійку, роздування його енергоносієм, подачу зв'язуючого та формування полотна в камері волокноосаджування, який відрізняється тим, що плавлення сировини виконують при температурі, що не перевищує 150 °С від температури її плавлення, а перед роздуванням...
Технологічна лінія для виготовлення в’яжучого
Номер патенту: 36034
Опубліковано: 10.10.2008
Автори: Пілов Петро Іванович, Мацегора Семен Сергійович, Кравченко Володимир Петрович, Трубніков Володимир Іванович, Струтинський В'ячеслав Анатолійович, Горобець Лариса Жанівна
МПК: C04B 7/00
Мітки: виготовлення, лінія, в'яжучого, технологічна
Формула / Реферат:
Технологічна лінія для виготовлення в'яжучого, що включає сушильний барабан з бункером, дробарку з накопичувальним бункером, живильником і елеватором, завантажувальні елеватори й бункери готової продукції, яка відрізняється тим, що для виготовлення в'яжучого, що заміняє цемент, шляхом утилізації гранульованих доменних шлаків і зниження при цьому енерговитрат, у технологічній лінії після дробарки встановлений струминний млин тонкодисперсного...
Попередній патент: Спосіб виробництва цукатів з редьки
Наступний патент: Спосіб декодування псевдовипадкового завадостійкого коду на основі використання методу гілок і меж
Випадковий патент: Броня активна механічна