Спосіб вирубки дерев’яних виробів
Номер патенту: 119061
Опубліковано: 11.09.2017
Автори: Зайченко Зореслав Сергійович, Рахматуллін Айрат Науфалович

Формула / Реферат
1. Спосіб вирубки дерев'яних виробів, що включає відрізання заготовки шпону шириною, більшою за ширину виробів, укладання заготовки, стискання її, вирубання виробів, який відрізняється тим, що кінець вологого шпону заправляють між подавальними вальцями, які стискають шпон, за допомогою двигуна через кривошипно-шатунний механізм, що знаходиться безпосередньо над кроковим блоком і ложементом з набором висічок і розсікачів, приводять в рух шатун приводу обгінної муфти, надаючи їй і кроковому блока зворотно-поступального руху, з кожним ходом якого вгору за допомогою обгінної муфти через подавальні вальці подають шпон, при ході вниз кроковим блоком відрубують заготовку шпону і укладають її в тунель, утворений нерухомим упором і нерухомим відрізним ножом, збираючи з наступними ходами крокового блока заготовки шпону у фіксовану стопку до досягнення ними ріжучої частини висічки, вирубані вироби через висічку по жолобу випадають до приймального бункера, а відходи рубки переміщуються далі вниз до розсікачів, які розділяють відходи на дві окремі частини, направляючи їх з обох сторін від ложемента до приймального бункера відходів.
2. Спосіб за п. 1, який відрізняється тим, що вологість шпону становить 25-50 %.
3. Спосіб за п. 1, який відрізняється тим, що шпон подають на довжину, більшу за ширину виробу до 8 %, але не менш, ніж 0,4 мм.
4. Спосіб за п. 1, який відрізняється тим, що заготовки шпону слугують підкладкою для вирубки виробів.
Текст
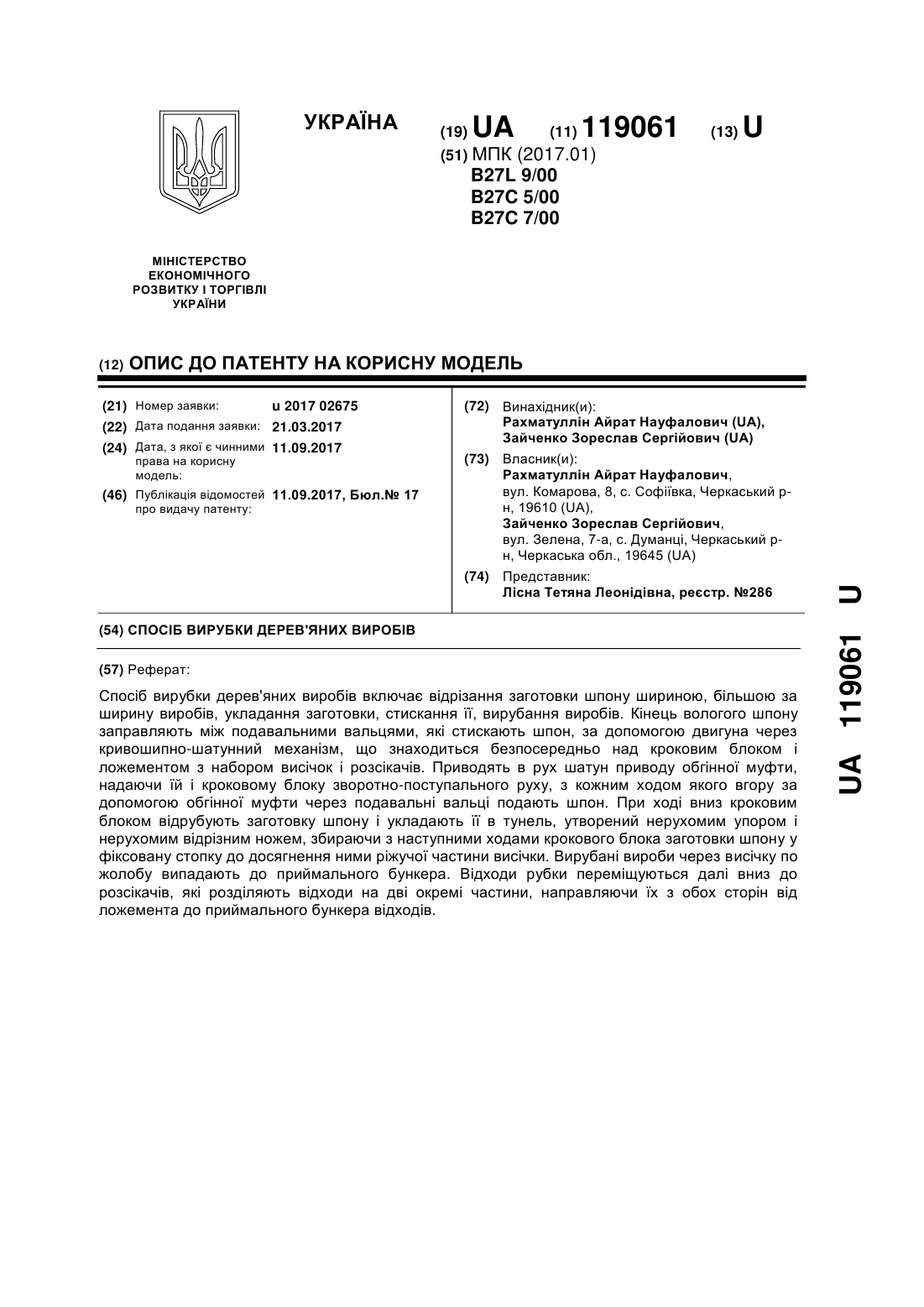
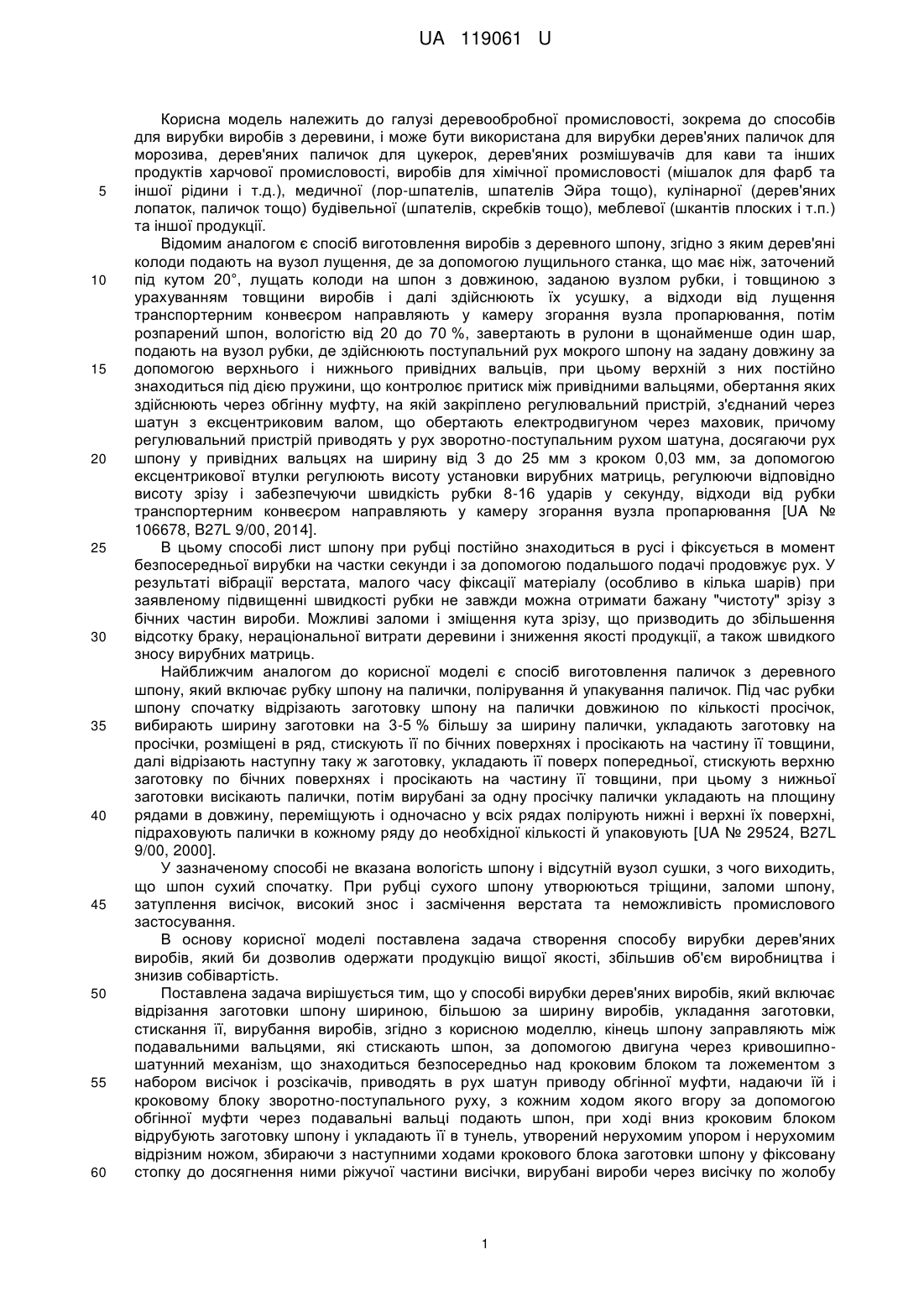
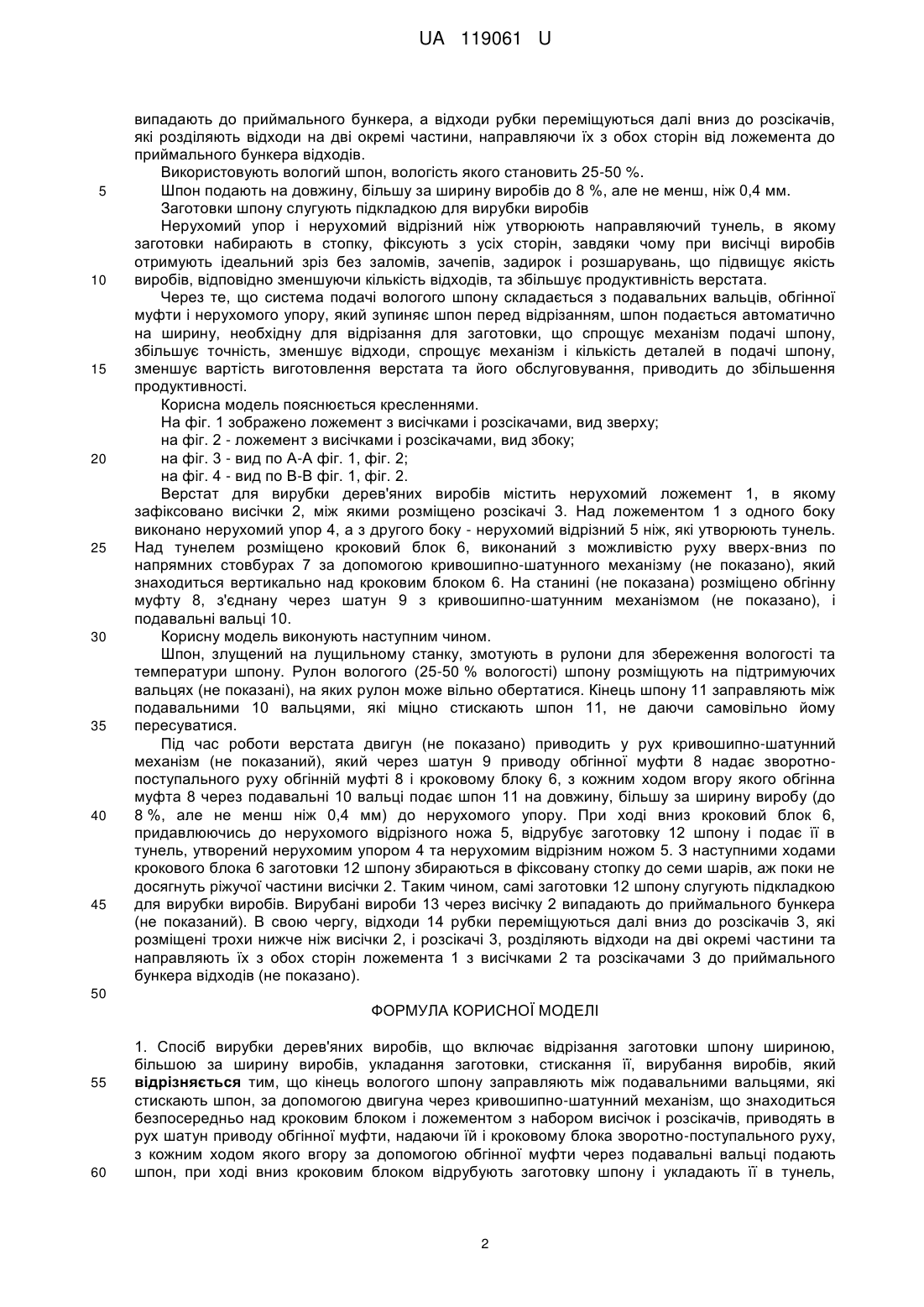
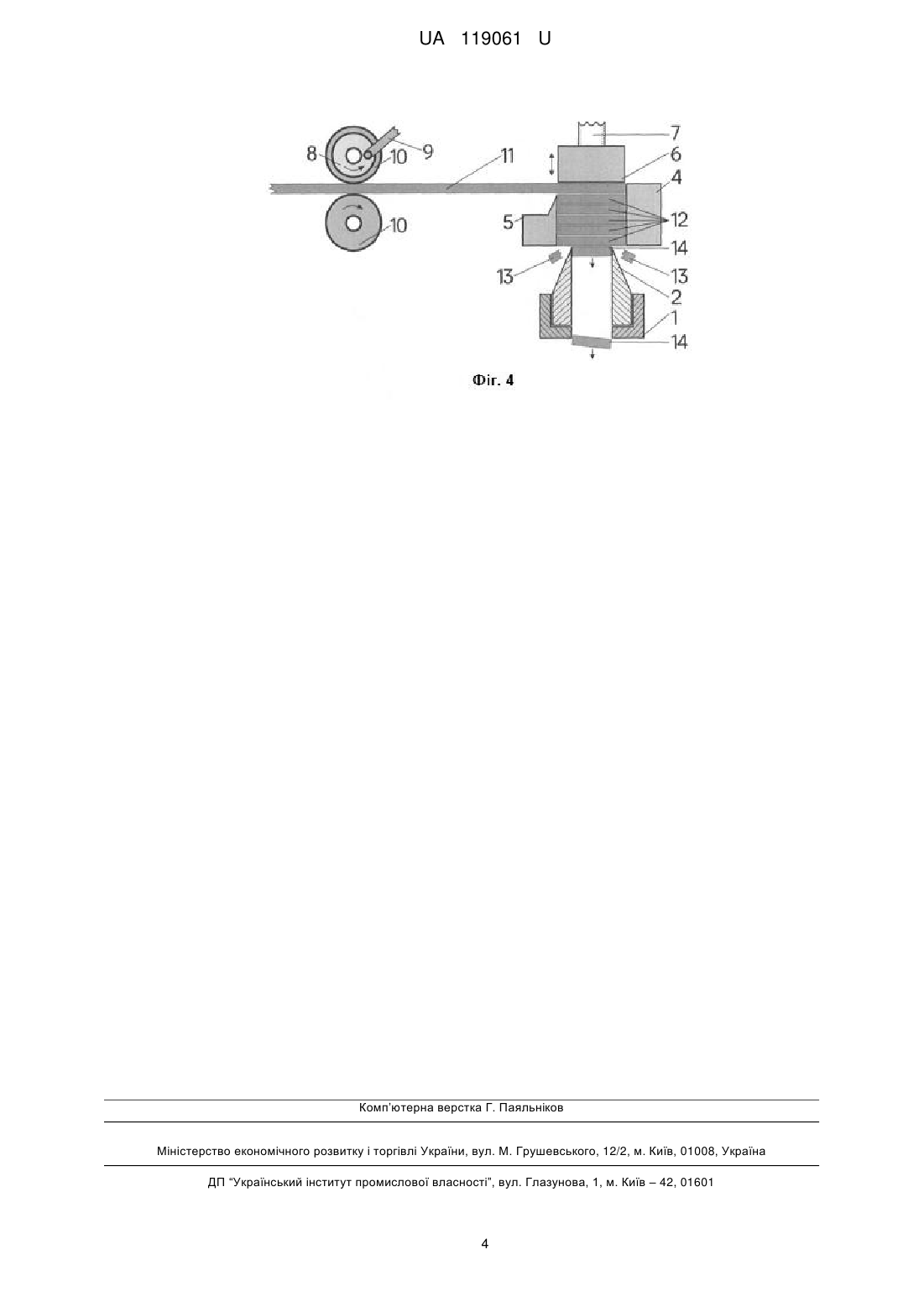
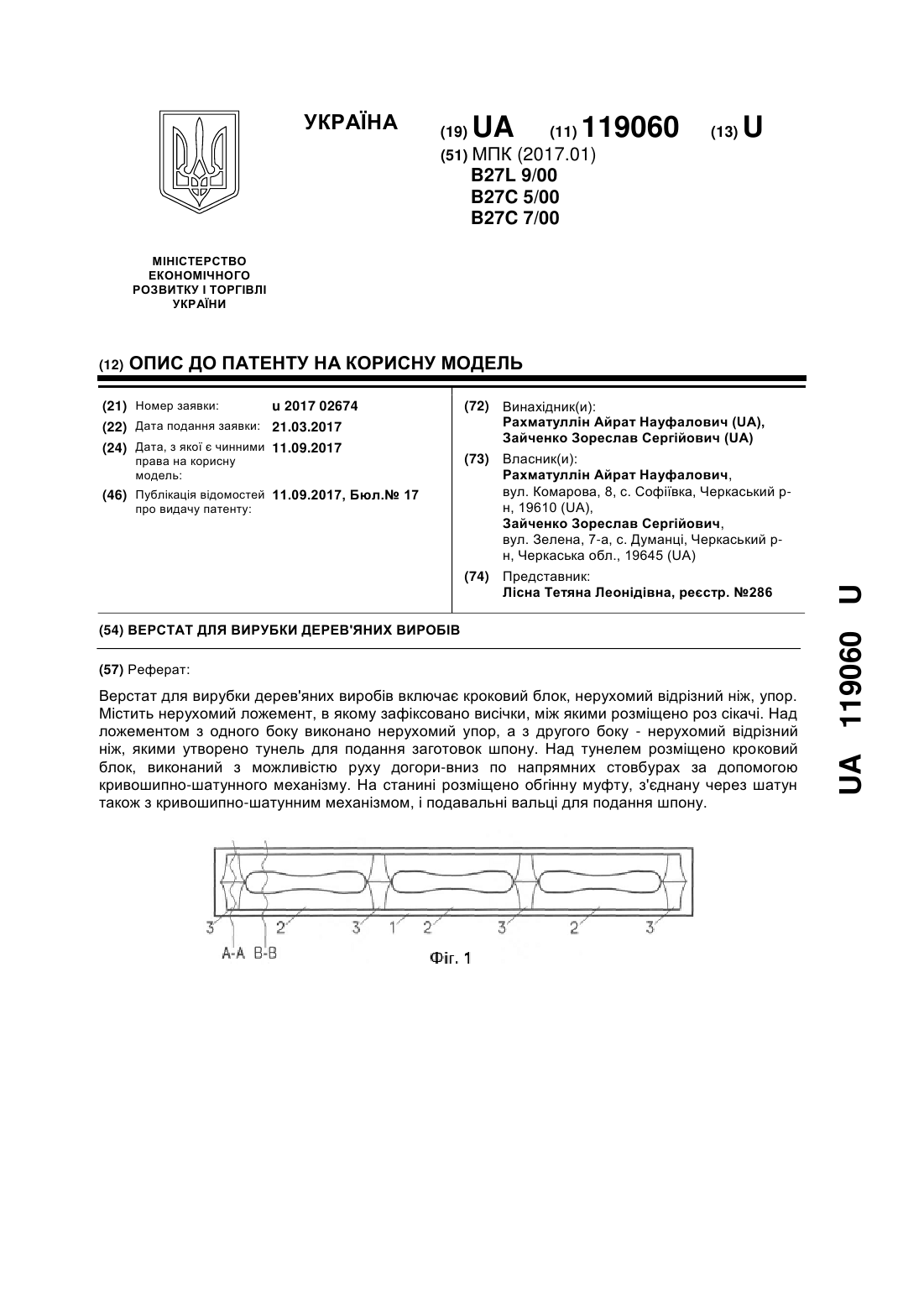
Реферат: Спосіб вирубки дерев'яних виробів включає відрізання заготовки шпону шириною, більшою за ширину виробів, укладання заготовки, стискання її, вирубання виробів. Кінець вологого шпону заправляють між подавальними вальцями, які стискають шпон, за допомогою двигуна через кривошипно-шатунний механізм, що знаходиться безпосередньо над кроковим блоком і ложементом з набором висічок і розсікачів. Приводять в рух шатун приводу обгінної муфти, надаючи їй і кроковому блоку зворотно-поступального руху, з кожним ходом якого вгору за допомогою обгінної муфти через подавальні вальці подають шпон. При ході вниз кроковим блоком відрубують заготовку шпону і укладають її в тунель, утворений нерухомим упором і нерухомим відрізним ножем, збираючи з наступними ходами крокового блока заготовки шпону у фіксовану стопку до досягнення ними ріжучої частини висічки. Вирубані вироби через висічку по жолобу випадають до приймального бункера. Відходи рубки переміщуються далі вниз до розсікачів, які розділяють відходи на дві окремі частини, направляючи їх з обох сторін від ложемента до приймального бункера відходів. UA 119061 U (12) UA 119061 U UA 119061 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі деревообробної промисловості, зокрема до способів для вирубки виробів з деревини, і може бути використана для вирубки дерев'яних паличок для морозива, дерев'яних паличок для цукерок, дерев'яних розмішувачів для кави та інших продуктів харчової промисловості, виробів для хімічної промисловості (мішалок для фарб та іншої рідини і т.д.), медичної (лор-шпателів, шпателів Эйра тощо), кулінарної (дерев'яних лопаток, паличок тощо) будівельної (шпателів, скребків тощо), меблевої (шкантів плоских і т.п.) та іншої продукції. Відомим аналогом є спосіб виготовлення виробів з деревного шпону, згідно з яким дерев'яні колоди подають на вузол лущення, де за допомогою лущильного станка, що має ніж, заточений під кутом 20°, лущать колоди на шпон з довжиною, заданою вузлом рубки, і товщиною з урахуванням товщини виробів і далі здійснюють їх усушку, а відходи від лущення транспортерним конвеєром направляють у камеру згорання вузла пропарювання, потім розпарений шпон, вологістю від 20 до 70 %, завертають в рулони в щонайменше один шар, подають на вузол рубки, де здійснюють поступальний рух мокрого шпону на задану довжину за допомогою верхнього і нижнього привідних вальців, при цьому верхній з них постійно знаходиться під дією пружини, що контролює притиск між привідними вальцями, обертання яких здійснюють через обгінну муфту, на якій закріплено регулювальний пристрій, з'єднаний через шатун з ексцентриковим валом, що обертають електродвигуном через маховик, причому регулювальний пристрій приводять у рух зворотно-поступальним рухом шатуна, досягаючи рух шпону у привідних вальцях на ширину від 3 до 25 мм з кроком 0,03 мм, за допомогою ексцентрикової втулки регулюють висоту установки вирубних матриць, регулюючи відповідно висоту зрізу і забезпечуючи швидкість рубки 8-16 ударів у секунду, відходи від рубки транспортерним конвеєром направляють у камеру згорання вузла пропарювання [UA № 106678, B27L 9/00, 2014]. В цьому способі лист шпону при рубці постійно знаходиться в русі і фіксується в момент безпосередньої вирубки на частки секунди і за допомогою подальшого подачі продовжує рух. У результаті вібрації верстата, малого часу фіксації матеріалу (особливо в кілька шарів) при заявленому підвищенні швидкості рубки не завжди можна отримати бажану "чистоту" зрізу з бічних частин вироби. Можливі заломи і зміщення кута зрізу, що призводить до збільшення відсотку браку, нераціональної витрати деревини і зниження якості продукції, а також швидкого зносу вирубних матриць. Найближчим аналогом до корисної моделі є спосіб виготовлення паличок з деревного шпону, який включає рубку шпону на палички, полірування й упакування паличок. Під час рубки шпону спочатку відрізають заготовку шпону на палички довжиною по кількості просічок, вибирають ширину заготовки на 3-5 % більшу за ширину палички, укладають заготовку на просічки, розміщені в ряд, стискують її по бічних поверхнях і просікають на частину її товщини, далі відрізають наступну таку ж заготовку, укладають її поверх попередньої, стискують верхню заготовку по бічних поверхнях і просікають на частину її товщини, при цьому з нижньої заготовки висікають палички, потім вирубані за одну просічку палички укладають на площину рядами в довжину, переміщують і одночасно у всіх рядах полірують нижні і верхні їх поверхні, підраховують палички в кожному ряду до необхідної кількості й упаковують [UA № 29524, B27L 9/00, 2000]. У зазначеному способі не вказана вологість шпону і відсутній вузол сушки, з чого виходить, що шпон сухий спочатку. При рубці сухого шпону утворюються тріщини, заломи шпону, затуплення висічок, високий знос і засмічення верстата та неможливість промислового застосування. В основу корисної моделі поставлена задача створення способу вирубки дерев'яних виробів, який би дозволив одержати продукцію вищої якості, збільшив об'єм виробництва і знизив собівартість. Поставлена задача вирішується тим, що у способі вирубки дерев'яних виробів, який включає відрізання заготовки шпону шириною, більшою за ширину виробів, укладання заготовки, стискання її, вирубання виробів, згідно з корисною моделлю, кінець шпону заправляють між подавальними вальцями, які стискають шпон, за допомогою двигуна через кривошипношатунний механізм, що знаходиться безпосередньо над кроковим блоком та ложементом з набором висічок і розсікачів, приводять в рух шатун приводу обгінної муфти, надаючи їй і кроковому блоку зворотно-поступального руху, з кожним ходом якого вгору за допомогою обгінної муфти через подавальні вальці подають шпон, при ході вниз кроковим блоком відрубують заготовку шпону і укладають її в тунель, утворений нерухомим упором і нерухомим відрізним ножом, збираючи з наступними ходами крокового блока заготовки шпону у фіксовану стопку до досягнення ними ріжучої частини висічки, вирубані вироби через висічку по жолобу 1 UA 119061 U 5 10 15 20 25 30 35 40 45 випадають до приймального бункера, а відходи рубки переміщуються далі вниз до розсікачів, які розділяють відходи на дві окремі частини, направляючи їх з обох сторін від ложемента до приймального бункера відходів. Використовують вологий шпон, вологість якого становить 25-50 %. Шпон подають на довжину, більшу за ширину виробів до 8 %, але не менш, ніж 0,4 мм. Заготовки шпону слугують підкладкою для вирубки виробів Нерухомий упор і нерухомий відрізний ніж утворюють направляючий тунель, в якому заготовки набирають в стопку, фіксують з усіх сторін, завдяки чому при висічці виробів отримують ідеальний зріз без заломів, зачепів, задирок і розшарувань, що підвищує якість виробів, відповідно зменшуючи кількість відходів, та збільшує продуктивність верстата. Через те, що система подачі вологого шпону складається з подавальних вальців, обгінної муфти і нерухомого упору, який зупиняє шпон перед відрізанням, шпон подається автоматично на ширину, необхідну для відрізання для заготовки, що спрощує механізм подачі шпону, збільшує точність, зменшує відходи, спрощує механізм і кількість деталей в подачі шпону, зменшує вартість виготовлення верстата та його обслуговування, приводить до збільшення продуктивності. Корисна модель пояснюється кресленнями. На фіг. 1 зображено ложемент з висічками і розсікачами, вид зверху; на фіг. 2 - ложемент з висічками і розсікачами, вид збоку; на фіг. 3 - вид по А-А фіг. 1, фіг. 2; на фіг. 4 - вид по В-В фіг. 1, фіг. 2. Верстат для вирубки дерев'яних виробів містить нерухомий ложемент 1, в якому зафіксовано висічки 2, між якими розміщено розсікачі 3. Над ложементом 1 з одного боку виконано нерухомий упор 4, а з другого боку - нерухомий відрізний 5 ніж, які утворюють тунель. Над тунелем розміщено кроковий блок 6, виконаний з можливістю руху вверх-вниз по напрямних стовбурах 7 за допомогою кривошипно-шатунного механізму (не показано), який знаходиться вертикально над кроковим блоком 6. На станині (не показана) розміщено обгінну муфту 8, з'єднану через шатун 9 з кривошипно-шатунним механізмом (не показано), і подавальні вальці 10. Корисну модель виконують наступним чином. Шпон, злущений на лущильному станку, змотують в рулони для збереження вологості та температури шпону. Рулон вологого (25-50 % вологості) шпону розміщують на підтримуючих вальцях (не показані), на яких рулон може вільно обертатися. Кінець шпону 11 заправляють між подавальними 10 вальцями, які міцно стискають шпон 11, не даючи самовільно йому пересуватися. Під час роботи верстата двигун (не показано) приводить у рух кривошипно-шатунний механізм (не показаний), який через шатун 9 приводу обгінної муфти 8 надає зворотнопоступального руху обгінній муфті 8 і кроковому блоку 6, з кожним ходом вгору якого обгінна муфта 8 через подавальні 10 вальці подає шпон 11 на довжину, більшу за ширину виробу (до 8 %, але не менш ніж 0,4 мм) до нерухомого упору. При ході вниз кроковий блок 6, придавлюючись до нерухомого відрізного ножа 5, відрубує заготовку 12 шпону і подає її в тунель, утворений нерухомим упором 4 та нерухомим відрізним ножом 5. З наступними ходами крокового блока 6 заготовки 12 шпону збираються в фіксовану стопку до семи шарів, аж поки не досягнуть ріжучої частини висічки 2. Таким чином, самі заготовки 12 шпону слугують підкладкою для вирубки виробів. Вирубані вироби 13 через висічку 2 випадають до приймального бункера (не показаний). В свою чергу, відходи 14 рубки переміщуються далі вниз до розсікачів 3, які розміщені трохи нижче ніж висічки 2, і розсікачі 3, розділяють відходи на дві окремі частини та направляють їх з обох сторін ложемента 1 з висічками 2 та розсікачами 3 до приймального бункера відходів (не показано). 50 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 60 1. Спосіб вирубки дерев'яних виробів, що включає відрізання заготовки шпону шириною, більшою за ширину виробів, укладання заготовки, стискання її, вирубання виробів, який відрізняється тим, що кінець вологого шпону заправляють між подавальними вальцями, які стискають шпон, за допомогою двигуна через кривошипно-шатунний механізм, що знаходиться безпосередньо над кроковим блоком і ложементом з набором висічок і розсікачів, приводять в рух шатун приводу обгінної муфти, надаючи їй і кроковому блока зворотно-поступального руху, з кожним ходом якого вгору за допомогою обгінної муфти через подавальні вальці подають шпон, при ході вниз кроковим блоком відрубують заготовку шпону і укладають її в тунель, 2 UA 119061 U 5 10 утворений нерухомим упором і нерухомим відрізним ножом, збираючи з наступними ходами крокового блока заготовки шпону у фіксовану стопку до досягнення ними ріжучої частини висічки, вирубані вироби через висічку по жолобу випадають до приймального бункера, а відходи рубки переміщуються далі вниз до розсікачів, які розділяють відходи на дві окремі частини, направляючи їх з обох сторін від ложемента до приймального бункера відходів. 2. Спосіб за п. 1, який відрізняється тим, що вологість шпону становить 25-50 %. 3. Спосіб за п. 1, який відрізняється тим, що шпон подають на довжину, більшу за ширину виробу до 8 %, але не менш ніж 0,4 мм. 4. Спосіб за п. 1, який відрізняється тим, що заготовки шпону слугують підкладкою для вирубки виробів. 3 UA 119061 U Комп’ютерна верстка Г. Паяльніков Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B27C 7/00, B27C 5/00, B27L 9/00
Мітки: вирубки, дерев'яних, спосіб, виробів
Код посилання
<a href="https://ua.patents.su/6-119061-sposib-virubki-derevyanikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб вирубки дерев’яних виробів</a>
Верстат для вирубки дерев’яних виробів
Номер патенту: 119060
Опубліковано: 11.09.2017
Автори: Рахматуллін Айрат Науфалович, Зайченко Зореслав Сергійович
МПК: B27C 5/00, B27C 7/00, B27L 9/00
Мітки: вирубки, виробів, дерев'яних, верстат
Формула / Реферат:
Верстат для вирубки дерев'яних виробів, що включає кроковий блок, нерухомий відрізний ніж, упор, який відрізняється тим, що містить нерухомий ложемент, в якому зафіксовано висічки, між якими розміщено розсікачі, над ложементом з одного боку виконано нерухомий упор, а з другого боку - нерухомий відрізний ніж, якими утворено тунель для подання заготовок шпону, над тунелем розміщено кроковий блок, виконаний з можливістю руху догори-вниз по...
Пристрій для формування і вирубки виробів з листового термопласту
Номер патенту: 64772
Опубліковано: 15.03.2004
Автори: Литвиненко Олександр Васильович, Смирнова Валентина Семенівна, Литвиненко Володимир Олександрович, Глаголєв Сергій Євгенович, Свєчкін Юрій Федорович, Коваль Микола Іванович
МПК: B29C 51/30
Мітки: формування, листового, виробів, вирубки, термопласту, пристрій
Формула / Реферат:
1. Пристрій для формування і вирубки виробів з листового термопласту, що містить вузол формування, який складається з верхнього і нижнього формуючих елементів, останній обладнаний різальною кромкою і з'єднаний з приводом його вертикального зворотно-поступального переміщення, який відрізняється тим, що в нього введені повзунно-колінний механізм, пневматичний фіксатор, перший і другий датчики положення нижнього формуючого елемента, привід...
Пристрій для формування і вирубки виробів з листового термопласту
Номер патенту: 27365
Опубліковано: 25.10.2007
Автори: Свєчкін Юрій Федорович, Литвиненко Олександр Васильович, Коваль Микола Іванович, Литвиненко Володимир Олександрович
МПК: B29C 51/30
Мітки: формування, пристрій, термопласту, виробів, вирубки, листового
Формула / Реферат:
1. Пристрій для формування і вирубки виробів з листового термопласту, що містить вузол формування, який складається з верхньої і нижньої півформ, одна з яких обладнана вирубним елементом для контурного обрізання готового виробу і з'єднана з приводом вертикального зворотно-поступального переміщення, оснащеного елементами регулювання стиснення півформ, який відрізняється тим, що введений пружний притискач, закріплений нерухомо вздовж...
Робочий орган бульдозера для вирубки дерев
Номер патенту: 106154
Опубліковано: 25.04.2016
Автор: Храмцов Анатолій Миколайович
Мітки: робочий, вирубки, орган, дерев, бульдозера
Формула / Реферат:
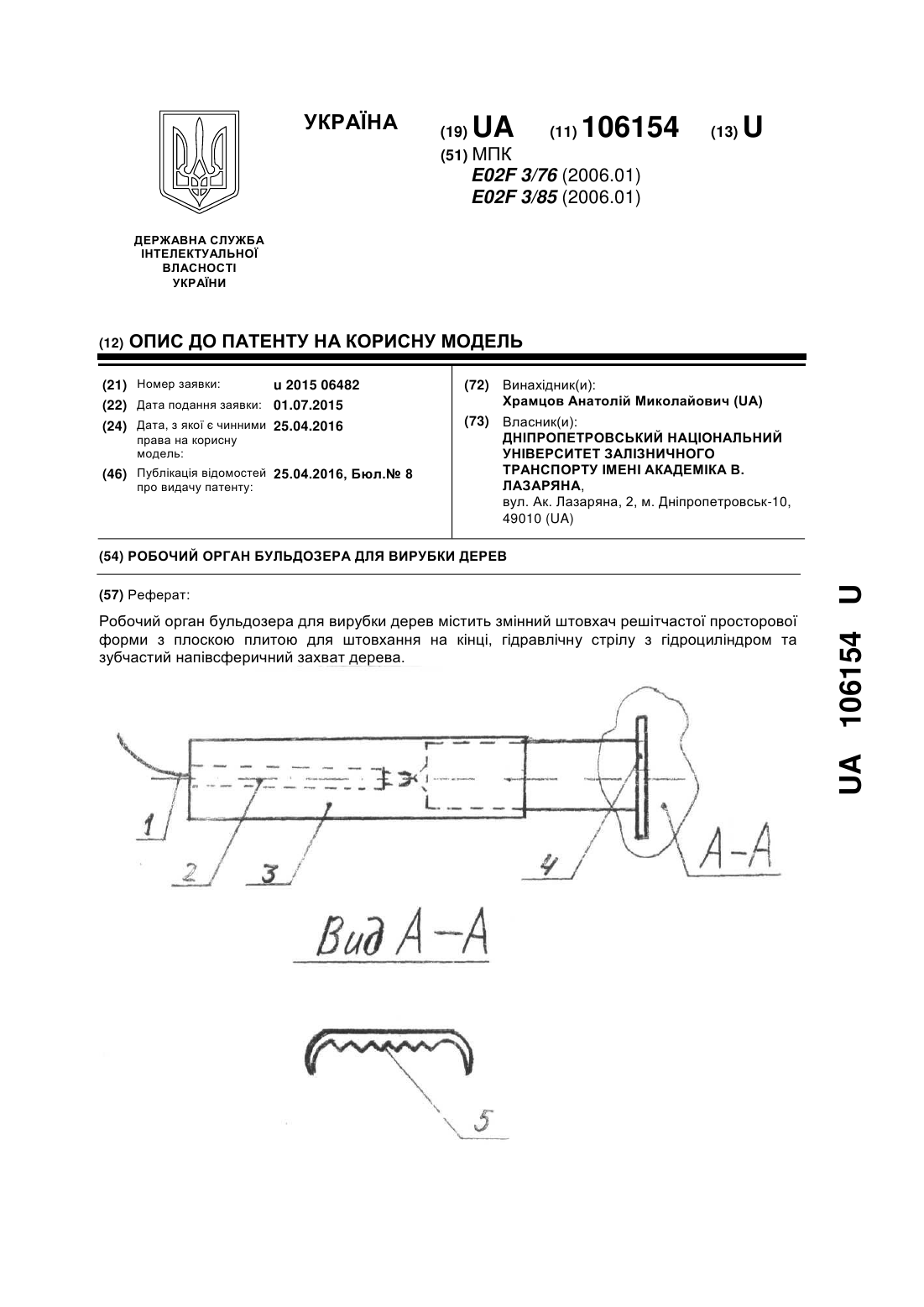
Робочий орган бульдозера для валки дерев складається з змінного штовхача решітчастої просторової форми з плоскою плитою для штовхання на кінці, який відрізняється тим, що містить гідравлічну стрілу з гідроциліндром та зубчастий напівсферичний захват дерева.
Пуансон для вирубки-пробивки
Номер патенту: 102605
Опубліковано: 10.11.2015
Автори: Липчанський Олександр Олександрович, Аніщенко Олександр Сергійович, Каргін Борис Сергійович, Каргін Сергій Борисович, Лапщун Анастасія Миколаївна
МПК: B26F 1/00
Мітки: вирубки-пробивки, пуансон
Формула / Реферат:
Пуансон для вирубки-пробивки, який містить робочу поверхню, виконану під кутом до осі пуансона і елементами кріплення до штампа, який відрізняється тим, що кут нахилу робочої поверхні виконаний рівним 75-77°.
Попередній патент: Верстат для вирубки дерев’яних виробів
Наступний патент: Спосіб захисту геному еукаріотів в умовах хімічно індукованого мутагенезу
Випадковий патент: Фосфоіндоли як інгібітори віл