Спосіб прокатки прямокутних заготівок
Номер патенту: 12154
Опубліковано: 25.12.1996
Автори: Костюченко Михайло Іванович, Гладуш Віктор Дмитрович, Левічев Павло Олексійович, Губайдулін Вячеслав Фуатович, Нечепоренко Володимир Андрійович, Шульгін Григорій Митрофанович
Формула / Реферат
Способ прокатки прямоугольных заготовок по авт.св. № 794838, отличающийся тем, что, с целью расширения сортамента получаемых профилей и улучшения их качества путем предупреждения искажения формы поперечного сечения и уменьшения заусенцев в месте разделения, в многоручьевых калибрах формируют прямоугольные заготовки с отношением сторон, равным 0,75-1,0, а разделение заготовок осуществляют путем прокатки раската в конических валках, оси которых параллельны одна другой и образующие наклонены к осям под углом, равным
где А и В - размеры узкой и широкой граней заготовок до разделения;
hп - толщина перемычки между заготовками, причем раскат по отношению к валкам ориентируют так, чтобы при захвате металла валками широкие грани заготовок были параллельны осям валков.
Текст
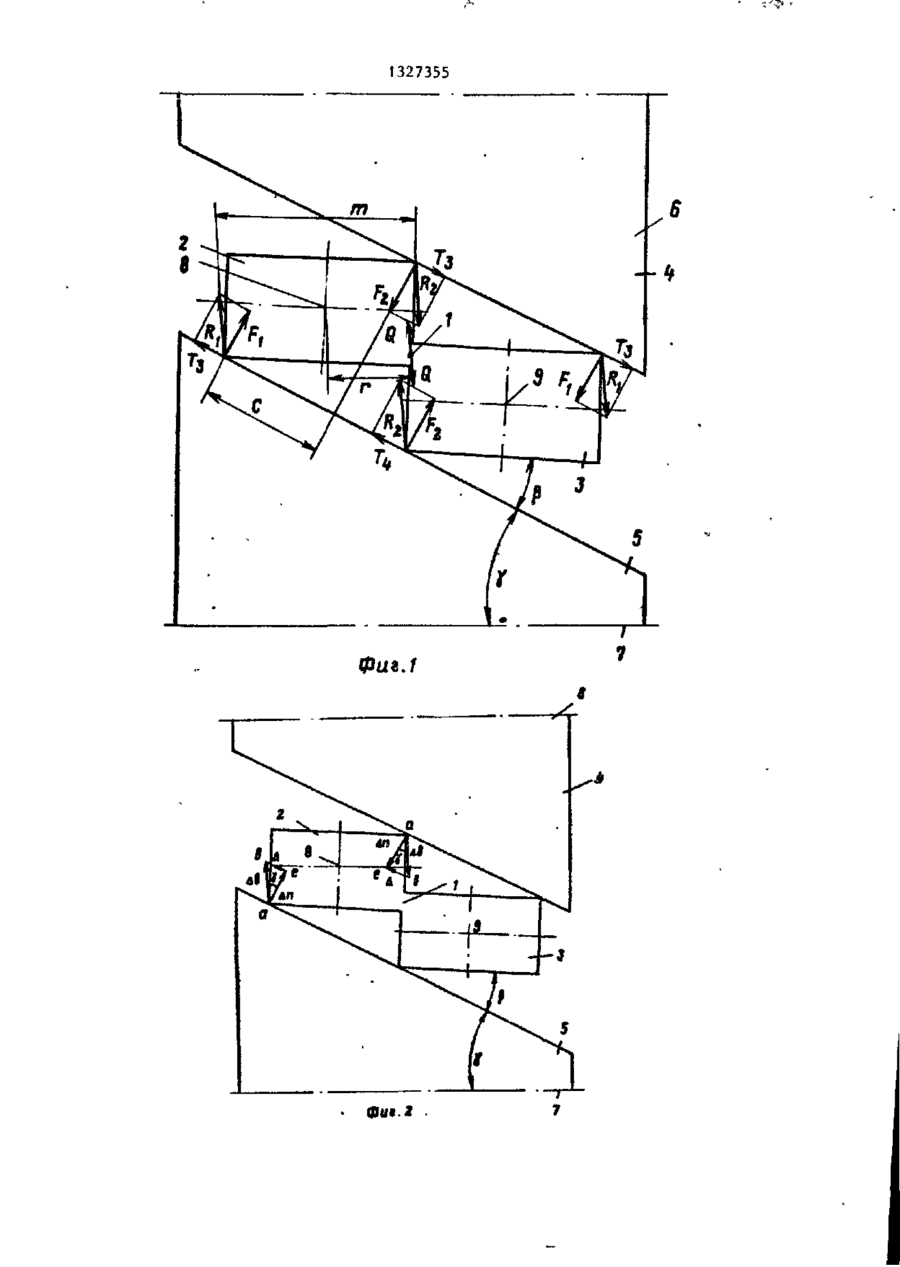
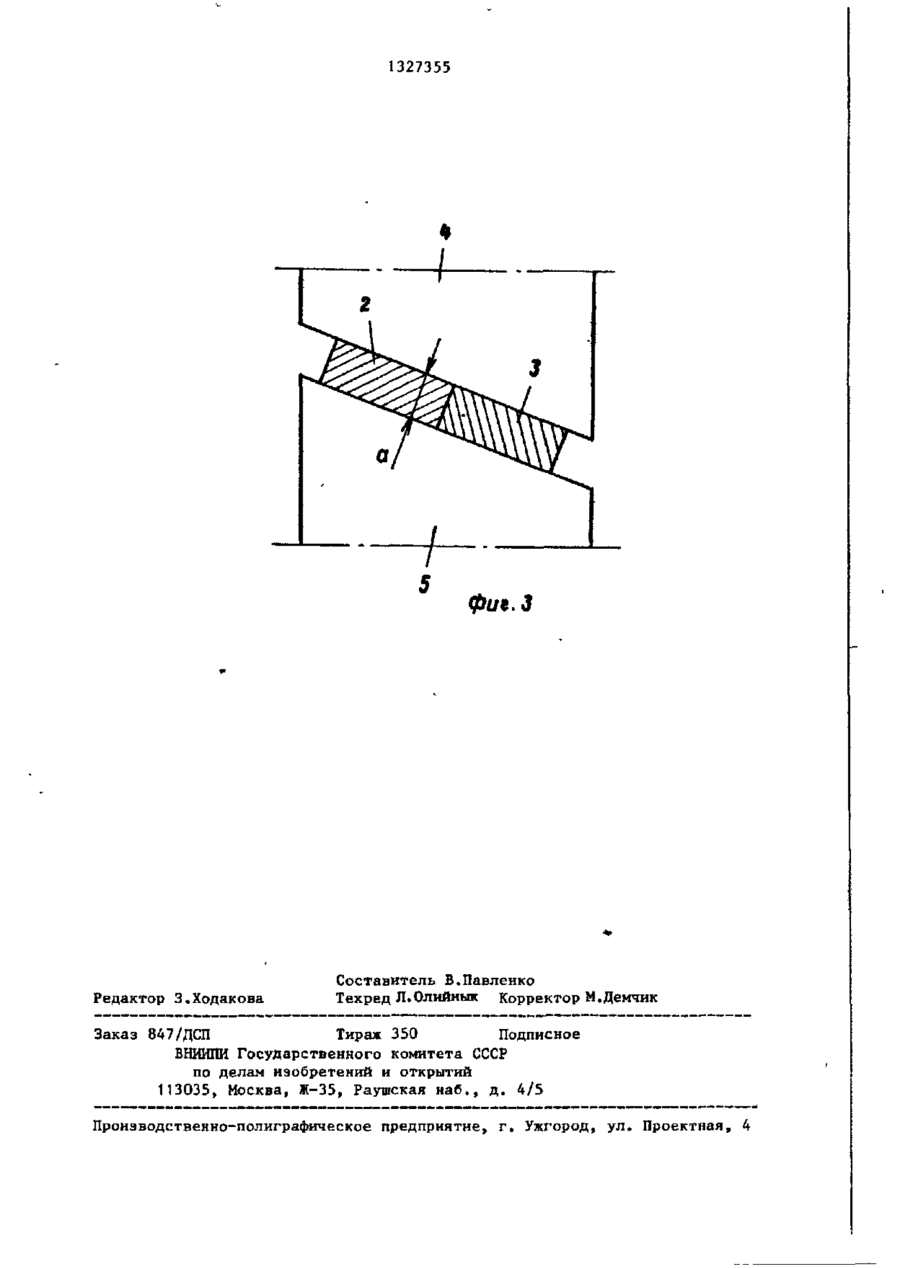
Изобретение относится к прокатному производству, в частности к производству заготовок прямоугольного сечения на обжимно-заготовочных, сортовых станах и черновых группах проволочных станов. Целью изобретения является расширение сортамента полу чаемых профилей и улучшение их качества путем предупреждения искажения формы поперечного сечения и уменьше: ния заусенцев в месте разделения. Для этого в многоручьевых диагональных калибрах формируют раскат, состоящий из нескольких заготовок, связанных между собой перемычками толщиной 0,02-0,25 ширины узкой грани заготовок. Отношение сторон заготовок составляет 0,75-1,0. Разделение заготовок осуществляют в конических валках, у которых оси параллельны одна другой а образующие наклонены к осям под определенным углом. Перед задачей в валки раскат ориентируют так, чтобы широкие грани заготовок были параллельны осям валков. Улучшение качества мест разделения и повышение точности выполнения поперечного сечения заготовок достигается более рациональным силовым и кинематическим взаимо-г действием раскатов с валками. 3 ил. 1 1327355 Изобретение относится к прокатноТТовпроту я а готовок препятствуют му производству, в частности к произмомент пластического скручивания заводству заготовок прямоугольного сеготовок М к и момент сопротивления чения на обжимно-заготовочных, сортометалла перемычки разрушению M,=rQ, вых станах и черновых группах провогде Q - реакция сил сопротивления лочных станов. в перемычке 1, По мере продвижения Целью изобретения является расшираската вдоль очага деформации увелирение сортамента получаемых профилей чиваются значения нормальных сил F и улучшение их качества путем предуп- 1Q и F и происходит смятие вершин загореждения искажения формы поперечного товок. При этом точки заготовок на сечения и уменьшения заусенцев в поверхности контакта с валком переместе разделения. мещаются из положения а (фиг.2) в положение е по нормали к поверхности На фиг.1 показано положение двухниточного раската в момент начала его 15 валка, получая перемещение л п. Точки разделения; на фиг.2 - кинематическая же валка перемещаются по нормали к схема взаимодействия раскатов и валоси валка из положения а в положение ков; на фиг.З - положение раскатов Ь, получая перемещение ДЬ. При этом на выходе из валков. дп=ah cos т . В связи с тем, что переВ процессе прокатки по способу 20 мещение* точек на поверхности заготосогласно данному изобретению в много,вок вместе контакта дп меньше переручьевых диагональных калибрах формимещения точек на поверхности валка в руют раскат, состоящий из нескольких, месте контакта лЬ, то по мере продвинапример двух, соединенных между сожения раската вдоль очага деформации бой перемычкой 1 прямоугольных заго- 25 имеет место проскальзывание вершин товок 2,3 с доведением толщины перезаготовок относительно поверхности мычки до величины, равной 0,02-0,25 валков &=&Ъ sin p На поверхности конширины узкой грани заготовок. При такта возникают силы трения Т, и Т^ этом перед разделением отношение раз(фиг.2), препятствующие этому просмера узкой грани к размеру широкой кальзыванию, и создающие моменты М г , грани выполняют в пределах 0,75-1,0. 30 стремящиеся повернуть заготовки 2,3 Разделение заготовок 2,3 осуществвокруг продольных осей 8 и 9 также ляют путем прокатки раската в конипо часовой стрелке. При этом по сравческих валках 4,5, оси 6,7 которых нению со способом по основному изобпараллельны одна другой, а образуюретению за счет сил трения будет возщие наклонены к осям под углом, рав- 35 никать дополнительный крутящий момент, ным что способствует тому, что разделение будет происходить при меньших нор«arctg(0,8-1,2) - ~ Л , T мальных силах F. Это в свою очередь где А и В - размеры соответственно приводит к уменьшению смятия вершин узкой и широкой граней заготовок, к предупреждению искажения заготовок до разделения; формы их поперечного сечения. А так h - толщина перемычки между как направление равнодействующих сил заготовками. R, и R и, следовательно, направление При этом перед задачей раскат по сил реакции сопротивления перемычки отношению к валкам ориентируют так, 45 разрушению Q в предлагаемом способе чтобы широкие грани заготовок были близко к плоскости совмещенных узких параллельны осям валков, т.е. *,л~і j-. граней заготовок, то это способствует В этом случае после касания сочле-развитию деформации металла перемычненного раската крайними вершинами ки, близкой к срезу, что исключает валков в момент захвата он будет по- 50 образование заусенцев в месте раздеворачиваться вокруг продольной оси ления перемычки. до момента, когда наступит контакт по четырем вершинам прямоугольных за' После среза перемычки происходит готовок. При этом в точках касания вершин заготовок возникают нормальные 55 дальнейший поворот заготовок до совме^ щения плоскости их широких граней с посилы F1 и F , Эти силы создают крутяверхностью конусных валков и осуществщие моменты M 1 =CF 1 , которые стремятся ляется обжатие заготовок до величины а повернуть заготовки 2 и 3 вокруг проСфиг.З), которым можно регулировать дольных осей 8 и 9 по часовой стрелке. 1327355 чивания на одном погонном метре длиугол скручивания заготовок при выходе ны, равным 21°, что обеспечивает сумиз клети. марное скручивание передних концов Если угол наклона у образующих заготовок при входе в направляющие валков к их осям будет выходить за линейки седьмой клети на угол, близпределы значения arctg (0,8-1,2)----, кий к 90°. В ходе дальнейшей прокатки о получают круг диаметром 10 мм. то это приведет к уменьшению плеча Применение способа по данному изобмомента между силами в местах обжатия ретению приводит к расширению сортавершин заготовок, существенному смя- 10 мента прокатываемых заготовок вплоть тию вершин и искажению прямоугольной до соотношения сторон А/В-1,0 и повыформы поперечного сечения заготовок, шению качества заготовок путем преразмер которых будет выходить за предупреждения образования трапециевидделы допусков. ности поперечного сечения и заусенцев Пример осуществления способа. 15 в месте разделения. і На мелкосортном стане 250 из исіходной прямоугольной заготовки сечеФ о р м у л а и з о б р е т е н и я нием 110 х 110 мм прокатывают круг диаметром 10 мм с использованием в Способ прокатки прямоугольных зачерновой группе клетей метода много- 20 готовок по авт.св. № 794838, о т ручьевой прокатки-разделения. л и ч а ю щ и й с я тем, что, с цеВ черновой непрерывной группе сталью расширения сортамента получаемых на, состоящей из семи горизонтальных профилей и улучшения их качества пуклетей дуо, за 5 проходов путем прокатки исходной заготовки в двух ящич- 2 5 т е м предупреждения искажения формы ных, одном центрирующем - разрезном поперечного сечения и уменьшения зауи двух двухручьевых калибрах формирусенцев в месте разделения, в многоют раскат, состоящий из двух пряморучъевых калибрах формируют прямоугольных заготовок, соединенных межугольные заготовки с отношением стоду собой перемычкой. Размеры сечерон, равным 0,75 - 1,0, а разделение ния прямоугольных заготовок 30x35 мм заготовок осуществляют путем прокатки (А/Б=0,86), а толщина перемычки h n = раската в конических валках, оси ко=4 мм (Ь п /А=0,133). торых параллельны одна другой и обПосле выхода из пятой клети двухразующие наклонены к осям под углом, ниточный раскат задается в конические равным 35 валки шестой клети, оси которых па(0,8 - 1,2)-g--, раллельны одна другой, а образующие y =arctg наклонены к осям под углом * = 32° где А и В - размеры узкой и широкой граней заготовок до раз(Y=arctg0,82--— В валках шестой деления; ' о 40 клети раскат срезом перемычки делится h n - толщина перемычки между на две прямоугольные заготовки, котозаготовками, рые обжимаются по широким граням до причем раскат по отношению к валкам толщины 27,5 мм (t = 8,3%). После выориентируют так, чтобы при захвате хода из клети заготовки скручиваются 4 5 металла валками широкие грани заготовокруг продольных осей с углом скрувок были параллельны осям валков. 1327355 Фиг.1 фил 2 1327355 фи*. 3 Редактор З.Ходакова Составитель В.Павленко Техред Л.Олийнык Корректор М.Демчик Заказ 847/ДСП Тираж 350 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling rectangular billets
Автори англійськоюShulhin Hryhorii Mytrofanovych, Hladush Viktor Dmytrovych, Kostiuchenko Mykhailo Ivanovych, Necheporenko Volodymyr Andriiovych, Hubaidulin Viacheslav Fuatovych, Levichev Pavlo Oleksiiovych
Назва патенту російськоюСпособ прокатки прямоугольных заготовок
Автори російськоюЗосимова Виктория Григорьевна, Гладуш Виктор Дмитриевич, Костюченко Михаил Иванович, Нечепоренко Владимир Андреевич, Губайдулин Вячеслав Фуатович, Левичев Павел Алексеевич
МПК / Мітки
МПК: B21B 1/02
Мітки: прямокутних, спосіб, заготівок, прокатки
Код посилання
<a href="https://ua.patents.su/6-12154-sposib-prokatki-pryamokutnikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки прямокутних заготівок</a>
Спосіб прокатки заготівок
Номер патенту: 7901
Опубліковано: 26.12.1995
Автори: Максаков Анатолій Іванович, Бабанко Михайло Антонович, Губайдулін Вячеслав Фуатович, Тільга Степан Сергійович, Костюченко Михайло Іванович, Дишковець Геннадій Анатолійович, Шульгін Григорій Митрофанович, Левічев Павло Олексійович, Нечепоренко Володимир Андрійович
МПК: B21B 1/02
Мітки: спосіб, заготівок, прокатки
Формула / Реферат:
1. Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью повышения технологичности процесса и уменьшения расхода валков, раскат формируют состоящим из прямоугольных заготовок, соединенных между собой перемычками по узким граням, а локальную деформацию металла в районе перемычек производят до соприкосновения узких граней по всей их ширине, после чего продольное разделение заготовок осуществляют прокаткой раската в...
Спосіб прокатки заготівок
Номер патенту: 7906
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Левічев Павло Олексійович, Максаков Анатолій Іванович, Шульгін Григорій Митрофанович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: прокатки, спосіб, заготівок
Формула / Реферат:
Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью улучшения качества мест разделения и упрощения отделения заготовок при формировании многоручьевого раската в виде трех неравноосных заготовок, соединенных перемычками по большим осям, разделение заготовок осуществляют срезом перемычек, при этом одновременно смещают среднюю заготовку относительно крайних в направлении, перпендикулярном общей оси раската, и...
Спосіб прокатки заготовок
Номер патенту: 6060
Опубліковано: 29.12.1994
Автори: Тільга Степан Сергійович, Костюченко Михайло Іванович, Левічев Павло Олексійович, Максаков Анатолій Іванович, Губайдулін Вячеслав Фуатович, Остапенко Віктор Володимирович, Нечепоренко Володимир Андрійович, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Мітки: спосіб, заготовок, прокатки
Формула / Реферат:
1. Способ прокатки заготовок, включающий последовательное формирование из исходной заготовки в многоручьевых калибрах двухниточного раската, состоящего из разноосных заготовок, соединенных между собой перемычкой, поворот заготовок вокруг их продольных осей в противоположные стороны и продольное разделение раската, отличающийся тем, что, с целью повышения технологичности процесса, смежные грани заготовок двухниточного раската формируют в...
Спосіб прокатки круглих заготівок
Номер патенту: 7893
Опубліковано: 26.12.1995
Автори: Следнев Володимір Петрович, Абалешев Валерій Олександрович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович
МПК: B21B 1/16
Мітки: заготівок, круглих, спосіб, прокатки
Формула / Реферат:
Способ прокатки круглых заготовок, преимущественно диаметром более 100 мм, включающий формирование предчистового овального раската, задачу вда ребро и последующую прокатку его в круглом калибре, отличающийся тем, что, с целью повышения качества готового проката за счет обеспечения устойчивости раската в калибре без принудительного удержания, овальный раскат перед задачей в круглый калибр изгибают в плоскости его транспортирования, смещая...
Спосіб прокатки заготівки
Номер патенту: 7888
Опубліковано: 26.12.1995
Автори: Шульгін Григорій Митрофанович, Остапенко Віктор Володимирович, Костюченко Михайло Іванович, Левічев Павло Олексійович, Тільга Степан Сергійович, Максаков Анатолій Іванович, Губайдулін Вячеслав Фуатович, Нечепоренко Володимир Андрійович, Солод Володимир Сергійович
МПК: B21B 1/02
Мітки: заготівки, прокатки, спосіб
Формула / Реферат:
1. Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью упрощения технологического процесса путем совмещения технологических операций и расширения области использования, продольное разделение раската осуществляют в процессе локального деформирования металла в районе перемычек путем ребрового обжатия раската с относительным обжатием 8-40% на ширине, равной по меньшей мере трехкратной толщине перемычки.2....
Попередній патент: Коробка передач транспортного засобу
Наступний патент: Робочий орган відцентрового розкидувача мінеральних добрив
Випадковий патент: Гумова композиція