Спосіб динамічного контролю сили й потужності різання для верстатів з числовим програмним керуванням
Формула / Реферат
Спосіб динамічного контролю сили й потужності різання для верстатів з числовим програмним керуванням, який полягає у формуванні оператором персонального комп'ютера Gкод, використовуючи програму ArtCAM, передачі його як керуючого сигналу, що несе інформацію про положення шпинделя верстата по трьох осях X, Y, Z в кожний момент часу та про швидкість обертання ротора шпинделя wш(t) верстата, на блок з програмою Ncstudio, яка перетворює цю інформацію в цифрові сигнали, що передаються на плату керування Ncstudio, де формуються сигнали положення приводів переміщення по осях X, Y, Z та сигнали по швидкості їх переміщення Vx, Vy, Vz, подачі сигналу на адаптивну систему управління швидкості подачі різального інструмента й перетворювач частоти, генеруванні драйверами керування крокових двигунів прямокутних імпульсів заданої тривалості, які подаються на обмотки відповідних крокових двигунів по осях X, Y, Z, повертанні на задані кути jx(t), jy(t), jz(t) роторів крокових двигунів, обертанні редукторних передач гвинт-гайка та переміщення шпинделя в трикоординатній межі обробки верстата, який відрізняється тим, що оператором з персонального комп'ютера додатково задається у цифровій величині сигнал чутливість обробки на програму чутливості, з якої він надходить на адаптивну систему управління швидкості подачі різального інструмента та через силову плату системи управління чутливості пристрою індикації потужності різання сигнал передається на пристрій динамічної індикації потужності різання, що формує сигнал похибки, який повертається на адаптивну систему керування швидкості подачі різального інструмента, де в автоматичному режимі корегується швидкість подачі різального інструмента.
Текст
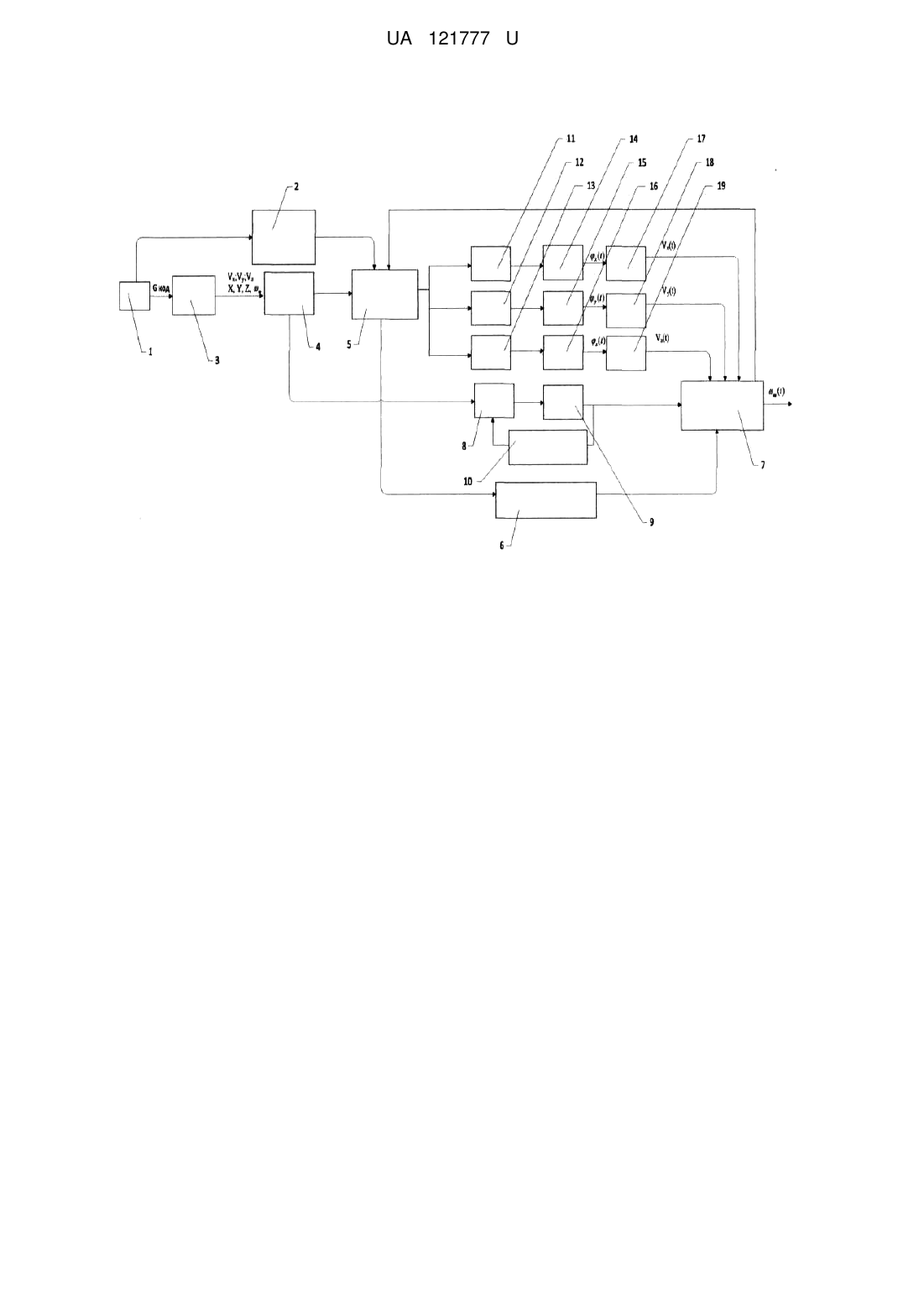
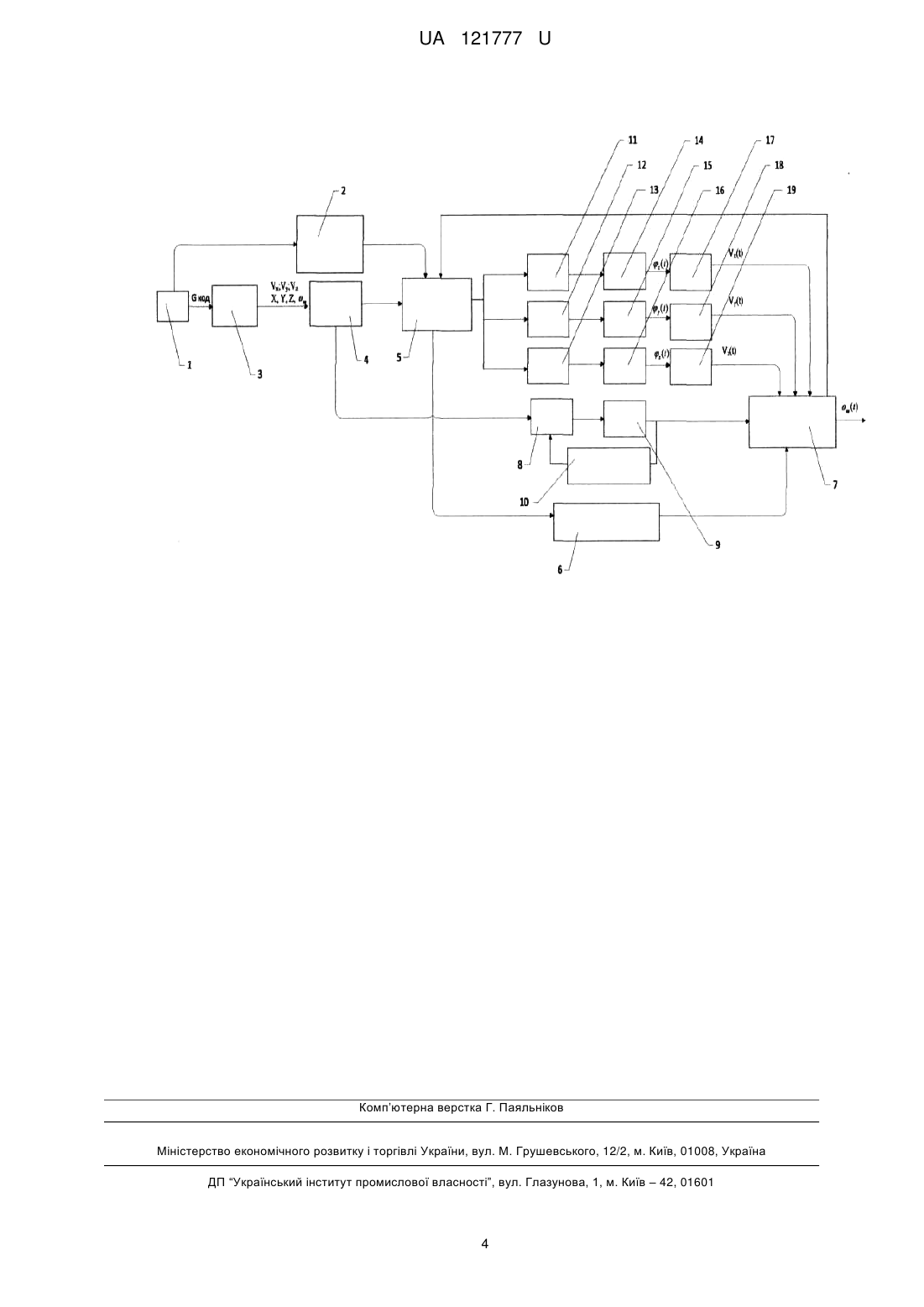
Реферат: Спосіб динамічного контролю сили й потужності різання для верстатів з числовим програмним керуванням полягає у формуванні оператором персонального комп'ютера Gкод, використовуючи програму ArtCAM, передачі його як керуючого сигналу, що несе інформацію про положення шпинделя верстата по трьох осях X, Y, Z в кожний момент часу та про швидкість обертання ротора шпинделя ш(t) верстата, на блок з програмою Ncstudio, яка перетворює цю інформацію в цифрові сигнали, що передаються на плату керування Ncstudio, де формуються сигнали положення приводів переміщення по осях X, Y, Z та сигнали по швидкості їх переміщення Vx, Vy, Vz, подачі сигналу на адаптивну систему управління швидкості подачі різального інструмента й перетворювач частоти, генеруванні драйверами керування крокових двигунів прямокутних імпульсів заданої тривалості, які подаються на обмотки відповідних крокових двигунів по осях X, Y, Z, повертанні на задані кути x(t), y(t), z(t) роторів крокових двигунів, обертанні редукторних передач гвинт-гайка та переміщення шпинделя в трикоординатній межі обробки верстата. Оператором з персонального комп'ютера додатково задається у цифровій величині сигнал чутливість обробки на програму чутливості, з якої він надходить на адаптивну систему управління швидкості подачі різального інструмента та через силову плату системи управління чутливості пристрою індикації потужності різання сигнал передається на пристрій динамічної індикації потужності різання, що формує сигнал похибки, який повертається на адаптивну систему керування швидкості подачі різального інструмента, де в автоматичному режимі корегується швидкість подачі різального інструмента. UA 121777 U (54) СПОСІБ ДИНАМІЧНОГО КОНТРОЛЮ СИЛИ Й ПОТУЖНОСТІ РІЗАННЯ ДЛЯ ВЕРСТАТІВ З ЧИСЛОВИМ ПРОГРАМНИМ КЕРУВАННЯМ UA 121777 U UA 121777 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до машинобудування, й може знайти застосування при створенні нових систем керування з ефективним використанням робочого часу, які забезпечують максимальну точність і якість поверхонь, що обробляються. Відомий спосіб визначення помилки позиціонування інструменту верстата з ЧПУ або столу верстата з ЧПУ [Pat. 1549459 ЕР, Classification international B23Q 17/00, G05B 19/401. System and process for measuring, compensating and testing numerically controlled machine tool heads and/or tables / inventor Morfino Giuseppe [IT]; applicant FIDIA SPA [IT]. -№ EP20030758659; claimedM 19.09.2003; publ. 06.07.2005]. Відомий також спосіб визначення похибки позиціонування робочого органу верстата з ЧПК, 6 оснащеного калібрувальним елементом [Пат. 2559611 RU, МПК B23Q 15/22, B23Q 17/22, G0ЇВ 5/004. Устройство для исправления ошибок для станков с ЧПУ / Мор-фино Джузеппе [IT], Миньяни Аугусто [IT]; патентообладатель Фидиа С.П.А. [IT]. -№ 2013107928/02; заявл. 22.02.2013; опубл. 10.08.2015, бюл. № 22]. Відомий також спосіб для точного прогнозування динамічної сили різання фрезерування занурення, беручи до уваги ексцентриситет різця [Pat. 106424969 CN, Classification international B23F5/20; G05B19/19. Method for precisely predicting dynamic cutting force of plunge milling by taking cutter eccentricity into consideration / Zhuang Kejia, Guo Shunsheng; applicant Univ. Wuhan Tech. [CN]. - № CN20161815758, claimedM 09.09.2016; publ. 22.02.2017]. Відомий також спосіб адаптивної обробки виробів на верстатах з ЧПК [Пат 2528923 RU, МПК B23Q 15/12. Способ адаптивной обработки изделий на станках с ЧПУ / Хрустицкий Кирилл Владимирович; патентообладатель Саратовский государственный университет имени Н.Г. Чернышевского [RU]. - № 2012109152/02; заявл. 11.03.2012; опубл. 20.09.2014, бюл. № 26]. Відомий також спосіб управління гравірувально-фрезерного верстата QD-6090, який полягає в тому, що оператор персонального комп'ютера (ПК) формує Gкод, використовуючи програму ArtCAM, і передає його як керуючий сигнал, що несе інформацію про положення шпинделя верстата по трьох осях X(t), Y(t), Z(t) в кожний момент часу, а також про швидкість обертання ротора шпинделя ωш верстата, на блок з програмою Ncstudio, яка перетворює цю інформацію в цифрові сигнали, що передаються на плату керування Ncstudio, де формуються сигнали положення приводів переміщення по осях X, Y, Z, а також сигнали по швидкості їх переміщення Vx, Vу, Vz. З плати керування Ncstudio сигнал подається на адаптивну систему управління швидкості подачі різального інструмента й перетворювач частоти. При цьому драйвери керування кроковими двигунами (КД) генерують прямокутні імпульси заданої тривалості, які подаються на обмотки відповідних КД по осях X, Y, Z. Повертаючись на задані кути φ х(t), φу(t), φz(t) ротори КД обертають редукторні передачі гвинт-гайка, а шпиндель переміщується в трикоординатній межі обробки верстата. Швидкість обертання шпинделя підтримується незмінною за рахунок алгоритму роботи векторної системи керування, яка реалізується перетворювачем частоти [Гравировальный станок QD-6090. Настольный станок с ЧПУ: Руководство пользователя. - Цзи-нань, Китай, 2010-87 с.]. Загальним суттєвими ознаками відомого способу й того, що заявляється є формування оператором ПК Gкод, використовуючи програму ArtCAM, передачу його як керуючого сигналу, що несе інформацію про положення шпинделя верстата по трьох осях X, Y, Z в кожний момент часу, а також про швидкість обертання ротора шпинделя ωш(t) верстата, на блок з програмою Ncstudio, яка перетворює цю інформацію в цифрові сигнали, що передаються на плату керування Ncstudio, де формуються сигнали положення приводів переміщення по осях X, Y, Z та сигнали по швидкості їх переміщення Vх, Vу, Vz, подача сигналу на адаптивну систему управління швидкості подачі різального інструмента й перетворювач частоти, генерування драйверами керування КД прямокутних імпульсів заданої тривалості, які подаються на обмотки відповідних КД по осях X, Y, Z, повертання на задані кути φx(t), φy(t), φz(t) роторів КД, обертання редукторних передач гвинт-гайка та переміщення шпинделя в трикоординатній межі обробки верстата. Недоліками відомого способу є те, що швидкість обробки (робоча подача) задається оператором верстата. У більшості випадків оператор не може врахувати неоднорідність структури матеріалу, який обробляється, тому швидкість нераціонально занижується (по найбільш важкооброблюваній ділянці), а якщо вона завищена, то це призведе до підвищеного зносу різального інструмента або його ламання. В основу корисної моделі поставлено задачу вдосконалення відомого способу для більш ефективного використання робочого часу, забезпечення максимальної точності і якості поверхонь, що обробляються, з використанням в системах керування нестандартного зворотного зв'язку по додаткових координатах, що дозволить більш гнучко пристосовуватися до 1 UA 121777 U 5 10 15 20 25 30 35 40 45 50 55 60 умов різання, які змінюються при обробці матеріалу з відносно невеликою розбіжністю фізикохімічних властивостей, таких як щільність і в'язкість. Поставлена задача вирішується за рахунок того, що оператором з ПК додатково задається у цифровій величині сигнал чутливість обробки, в залежності від умов обробки заготовки, на програму чутливості, з якої сигнал надходить на адаптивну систему управління швидкості подачі різального інструмента, через силову плату системи управління чутливості пристрою індикації потужності різання сигнал передається на пристрій динамічної індикації потужності різання, що формує сигнал похибки, який повертається на адаптивну систему керування швидкості подачі різального інструмента, де в автоматичному режимі корегується швидкість подачі різального інструмента. Спосіб динамічного контролю сили й потужності різання для верстатів з числовим програмним керуванням здійснюється наступним чином. Оператор з ПК 1 у цифровій величині, в залежності від умов обробки, задає чутливість обробки через програму чутливості 2, а траєкторію переміщення різального інструмента і початкову швидкість обробки через програму Ncstudio 3 у вигляді керуючого коду Gкод, який несе інформацію про положення шпинделя верстата по трьох осях X, Y, Z, в кожний момент часу, а також про швидкість обертання ротора шпинделя верстата. Ця інформація за допомогою програми Ncstudio 4 перетворює керуючий Gкод в керуючі цифрові сигнали, які надходять на плату управління Ncstudio 4. Далі сигнал передається на адаптивну систему управління швидкості подачі 5 різального інструмента, яка задає частоту поздовжніх вібраційних переміщень і струм якоря пристрою динамічної індикації потужності різання 7. В той же час програма чутливості 2 також передає сигнал на адаптивну систему управління швидкості подачі 5 різального інструмента. Адаптивна система управління швидкості подачі 5 різального інструмента передає сигнал на силову плату системи управління чутливістю пристрою індикації потужності різання 6, де формується механічна характеристика пристрою динамічної індикації потужності різання 7 у вигляді величини струму обмотки якоря. Плата управління Ncstudio 4 задає швидкість обертання ротора шпинделя верстата за допомогою управляючого сигналу, який подається на перетворювач частоти електричного струму 8, де формуються трифазні синусоїди електричного струму на обмотці шпинделя 9 верстата, перетворюючи їх в обертальний момент ротора шпинделя. Величина струму на обмотках ротора шпинделя верстата контролюється датчиками струму (шунтами) обмотки шпинделя 10. Ця інформація надходить у вигляді зворотного зв'язку по струму на перетворювач частоти 8. На основі цих даних і алгоритму системи векторного управління перетворювач частоти 8 регулює швидкість обертання ротора шпинделя верстата. Обертальний момент ротора шпинделя верстата передається на пристрій динамічної індикації потужності різання 7, де через лінійний двигун постійного струму, який входить в систему пристрою динамічної індикації потужності різання 7, крім осьового обертання різальному інструменту надається зворотно-поступальний рух впродовж його осі обертання. З пристрою динамічної індикації потужності різання 7 сигнал частоти зворотно-поступального руху різального інструмента передається на адаптивну систему управління швидкості подачі 5 різального інструмента. Після цього адаптивна система управління швидкості подачі 5 інструмента формує сигнал управління по швидкості і положенню на драйвери 11, 12, 13 КД 14, 15, 16, які через редукторні передачі гвинт гайка 17, 18, 19 переміщують різальний інструмент по відповідним осям, на задану координату з оптимальною швидкістю Vx(t), Vу(t), Vz(t). При збільшенні навантаження на різальний інструмент в процесі обробки, з пристрою динамічної індикації потужності різання 7 формується сигнал похибки і повертається на адаптивну систему керування швидкості подачі 5, де в автоматичному режимі корегується швидкість подачі різального інструмента. Суть корисної моделі пояснюється кресленням, на якому зображено: фіг. 1 - функціональна схема динамічного контролю сили й потужності різання для верстатів з ЧПК. Приклад здійснення способу динамічного контролю сили й потужності різання при обробці на верстатах з ЧПК. Випробування проводилися на заготовках з різноманітних порід деревини, таких як сосна, бук, дуб, фанера, при використанні фрез діаметром 3 мм та 6 мм, для яких створювалися окремі керуючі програми. Параметри одного з випробувань. Оператор з персонального комп'ютера задавав керуючий сигнал Gкод, який складався зі швидкостей переміщення по трьох осях Vх, Vу, Vz, яка складала 20 мм/сек., швидкості обертання ротора 12000 об/хв., кроку зсуву при растровій обробці 1, 6 мм фрези 6 мм, припуску, який знімається за один прохід - 3 мм, частоти повздовжніх осьових зворотно-поступальних рухів фрези - 50 гц. Матеріал заготовки - сосна. 2 UA 121777 U 5 10 15 20 25 30 35 40 В процесі обробки фреза виконує обертальний та повздовжній осьовий зворотнопоступальний рух (за рахунок пристрою динамічної індикації потужності різання 7). Стикаючись з твердою структурою матеріалу (наприклад, з сучком) навантаження на фрезу зростає, що призводить до зменшення частоти її повздовжніх осьових зворотно-поступальних рухів до 44 гц. При цьому в пристрої динамічної індикації потужності різання 7 формується сигнал похибки 6 гц., тобто різниця між заданим керуючим сигналом поздовжніх осьових зворотно-поступальних переміщень і тими, що виникли в процесі обробки матеріалу з більш твердою структурою. Сигнал похибки передається на адаптивну систему управління швидкістю подачі 5 фрези, яка знижує швидкість робочої подачі, запобігаючи високому зносу і ламанню фрези. Після виходу фрези з зони твердої структури заготовки, що обробляється, пристрій динамічної індикації потужності різання 7 фіксує зниження навантаження на фрезу і подає сигнал адаптивній системі керування швидкості подачі 5, яка в автоматичному режимі збільшує швидкість подачі фрези до заданої. Застосування пропонованого способу динамічного контролю сили й потужності різання для верстатів з ЧПК забезпечує ефективне використання робочого часу, максимальну точність і якість поверхонь, що обробляються, гнучко пристосовуватися до умов різання, які змінюються при обробці матеріалу з відносно невеликою розбіжністю фізико-хімічних властивостей, таких як щільність і в'язкість. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб динамічного контролю сили й потужності різання для верстатів з числовим програмним керуванням, який полягає у формуванні оператором персонального комп'ютера Gкод, використовуючи програму ArtCAM, передачі його як керуючого сигналу, що несе інформацію про положення шпинделя верстата по трьох осях X, Y, Z в кожний момент часу та про швидкість обертання ротора шпинделя ш(t) верстата, на блок з програмою Ncstudio, яка перетворює цю інформацію в цифрові сигнали, що передаються на плату керування Ncstudio, де формуються сигнали положення приводів переміщення по осях X, Y, Z та сигнали по швидкості їх переміщення Vx, Vy, Vz, подачі сигналу на адаптивну систему управління швидкості подачі різального інструмента й перетворювач частоти, генеруванні драйверами керування крокових двигунів прямокутних імпульсів заданої тривалості, які подаються на обмотки відповідних крокових двигунів по осях X, Y, Z, повертанні на задані кути x(t), y(t), z(t) роторів крокових двигунів, обертанні редукторних передач гвинт-гайка та переміщення шпинделя в трикоординатній межі обробки верстата, який відрізняється тим, що оператором з персонального комп'ютера додатково задається у цифровій величині сигнал чутливість обробки на програму чутливості, з якої він надходить на адаптивну систему управління швидкості подачі різального інструмента та через силову плату системи управління чутливості пристрою індикації потужності різання сигнал передається на пристрій динамічної індикації потужності різання, що формує сигнал похибки, який повертається на адаптивну систему керування швидкості подачі різального інструмента, де в автоматичному режимі корегується швидкість подачі різального інструмента. 3 UA 121777 U Комп’ютерна верстка Г. Паяльніков Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23C 3/00, G05B 19/19
Мітки: числовим, верстатів, спосіб, динамічного, контролю, програмним, сили, різання, керуванням, потужності
Код посилання
<a href="https://ua.patents.su/6-121777-sposib-dinamichnogo-kontrolyu-sili-jj-potuzhnosti-rizannya-dlya-verstativ-z-chislovim-programnim-keruvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб динамічного контролю сили й потужності різання для верстатів з числовим програмним керуванням</a>
Стенд функціонального контролю і діагностики токарних верстатів з числовим програмним керуванням
Номер патенту: 37797
Опубліковано: 10.12.2008
Автори: Шарейко Дмитро Юрійович, Фоменко Андрій Миколайович, Нестеренко Олександр Сергійович
МПК: G05B 23/02
Мітки: діагностики, контролю, числовим, верстатів, стенд, керуванням, функціонального, токарних, програмним
Формула / Реферат:
1. Стенд функціонального контролю і діагностики токарних верстатів з числовим програмним керуванням, що містить персональний комп'ютер, сполучений з пристроєм числового програмного керування через роз'єм інтерфейсу фотозчитуючого пристрою, пристрій числового програмного керування, сполучений з асинхронним електроприводом, електропривод асинхронний, сполучений з електродвигунами двох механізмів подачі і електродвигуном шпинделя, три асинхронні...
Спосіб визначення зносу різального інструмента для металооброблювальних верстатів з числовим програмним керуванням
Номер патенту: 15582
Опубліковано: 17.07.2006
Автори: Скицюк Володимир Іванович, Усачев Петро Антонович, Діордіца Ірина Миколаївна
МПК: B23Q 15/00, B23B 25/00
Мітки: різального, інструмента, числовим, зносу, верстатів, металооброблювальних, програмним, визначення, керуванням, спосіб
Формула / Реферат:
Спосіб визначення зносу різального інструмента для металооброблювальних верстатів з числовим програмним керуванням, що заснований на утворенні електричного ланцюга з різального інструмента, ізольованого від верстата, та деталі, яку оброблюють, реєстрації від зони контакту різального інструмента з деталлю електричного інформаційного сигналу, параметри якого залежать від ступеня зносу різального інструмента, який відрізняється тим, що додатково...
Портативний верстат з числовим програмним керуванням для обточування колісних пар
Номер патенту: 121763
Опубліковано: 11.12.2017
Автор: Возний Володимир Федорович
МПК: B23B 5/32
Мітки: обточування, програмним, колісних, верстат, портативний, керуванням, пар, числовим
Формула / Реферат:
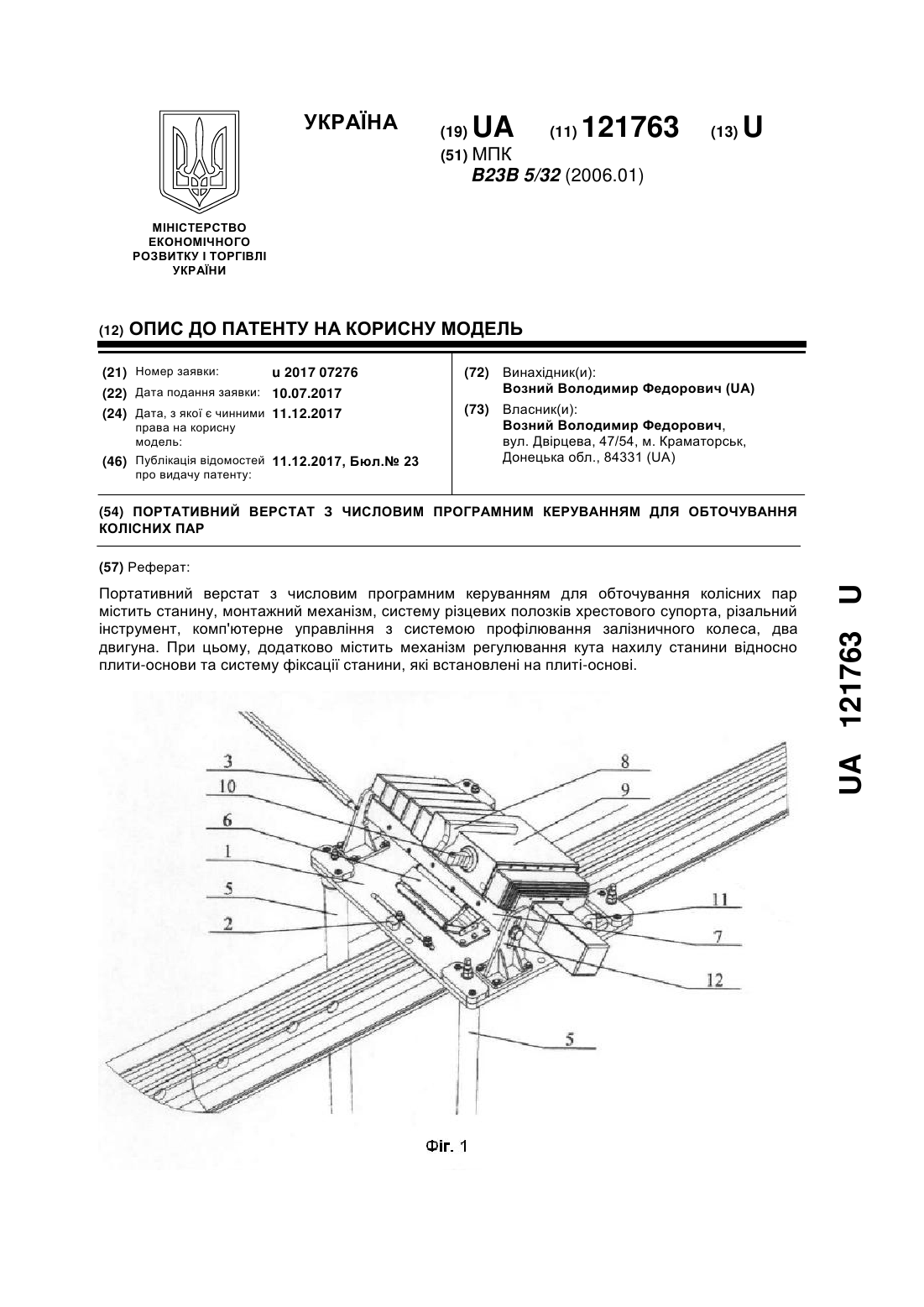
Портативний верстат з числовим програмним керуванням для обточування колісних пар, який містить станину, монтажний механізм, систему різцевих полозків хрестового супорта, різальний інструмент, комп'ютерне управління з системою профілювання залізничного колеса, два двигуни, який відрізняється тим, що додатково містить механізм регулювання кута нахилу станини відносно плити-основи та систему фіксації станини, які встановлені на...
Поперечний супорт токарного верстата з числовим програмним керуванням
Номер патенту: 112829
Опубліковано: 26.12.2016
Автори: Іщенко Людмила Володимирівна, Гречка Андрій Іванович, Лисенко Олександр Володимирович
МПК: B23B 21/00
Мітки: програмним, токарного, числовим, супорт, верстата, керуванням, поперечний
Формула / Реферат:
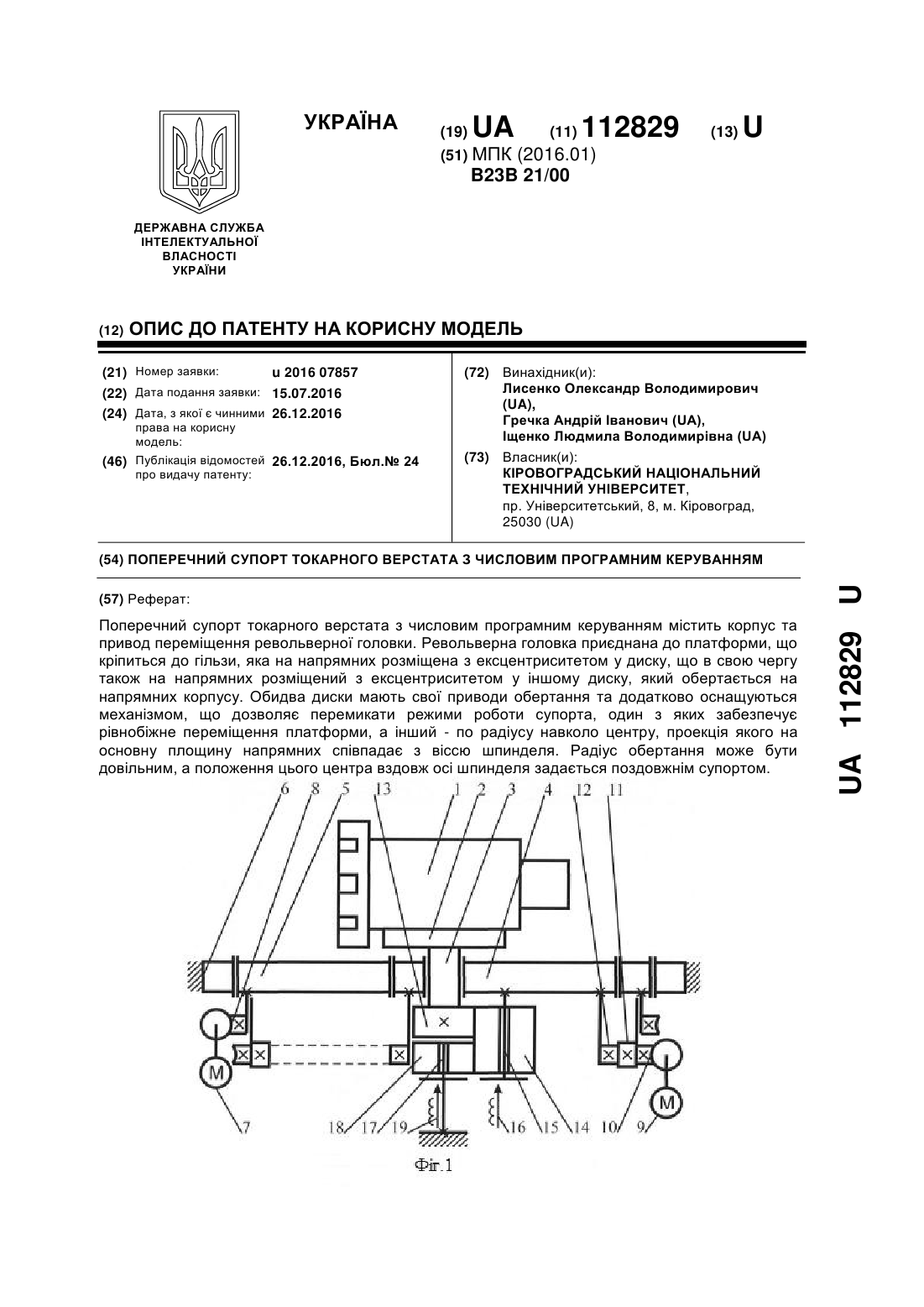
Поперечний супорт токарного верстата з числовим програмним керуванням, що містить корпус та привод переміщення револьверної головки, який відрізняється тим, що револьверна головка приєднана до платформи, що кріпиться до гільзи, яка на напрямних розміщена з ексцентриситетом у диску, що в свою чергу також на напрямних розміщений з ексцентриситетом у іншому диску, який обертається на напрямних корпусу, обидва диски мають свої приводи обертання...
Пристрій відліку координат верстатів з числовим програмним управлінням (чпу)
Номер патенту: 106486
Опубліковано: 25.04.2016
Автори: Юдачов Андрій Валерійович, Швець Євген Якович, Шило Анна Сергійовна
МПК: G05B 19/18
Мітки: відліку, пристрій, верстатів, числовим, чпу, програмним, координат, управлінням
Формула / Реферат:
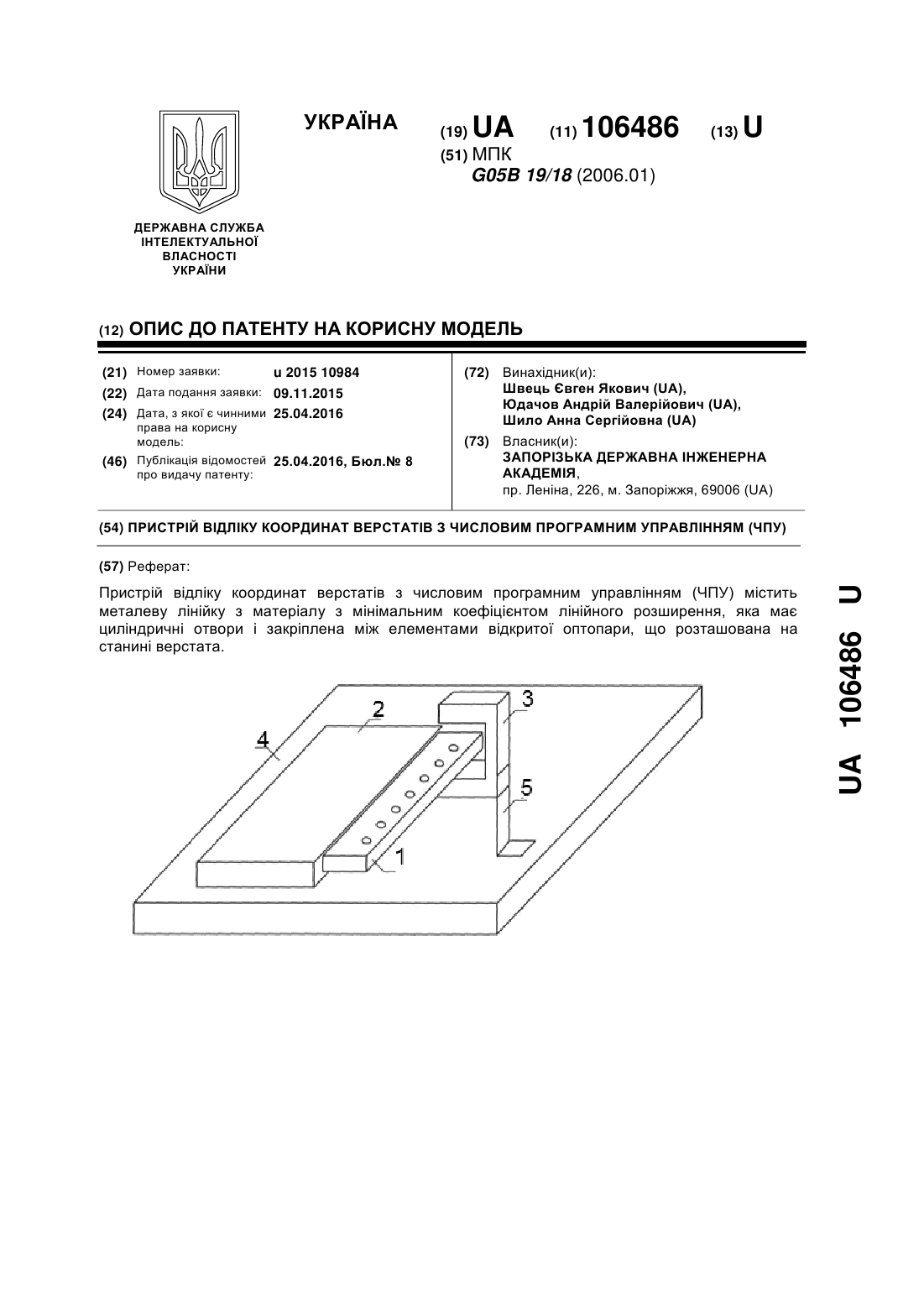
Пристрій відліку координат верстатів з числовим програмним управлінням (ЧПУ), який відрізняється тим, що містить металеву лінійку з матеріалу з мінімальним коефіцієнтом лінійного розширення, яка має циліндричні отвори і закріплена між елементами відкритої оптопари, що розташована на станині верстата з ЧПУ.
Попередній патент: Прилад для вимірювання температури
Наступний патент: Добавка дієтична
Випадковий патент: Підйомний механізм кузова самоскидного засобу