Спосіб визначення довжини контакта зливної стружки з лезом
Номер патенту: 121874
Опубліковано: 26.12.2017
Автори: Кравченко Юрій Григорович, Дербаба Віталій Анатолійович, Пугач Руслан Сергійович

Формула / Реферат
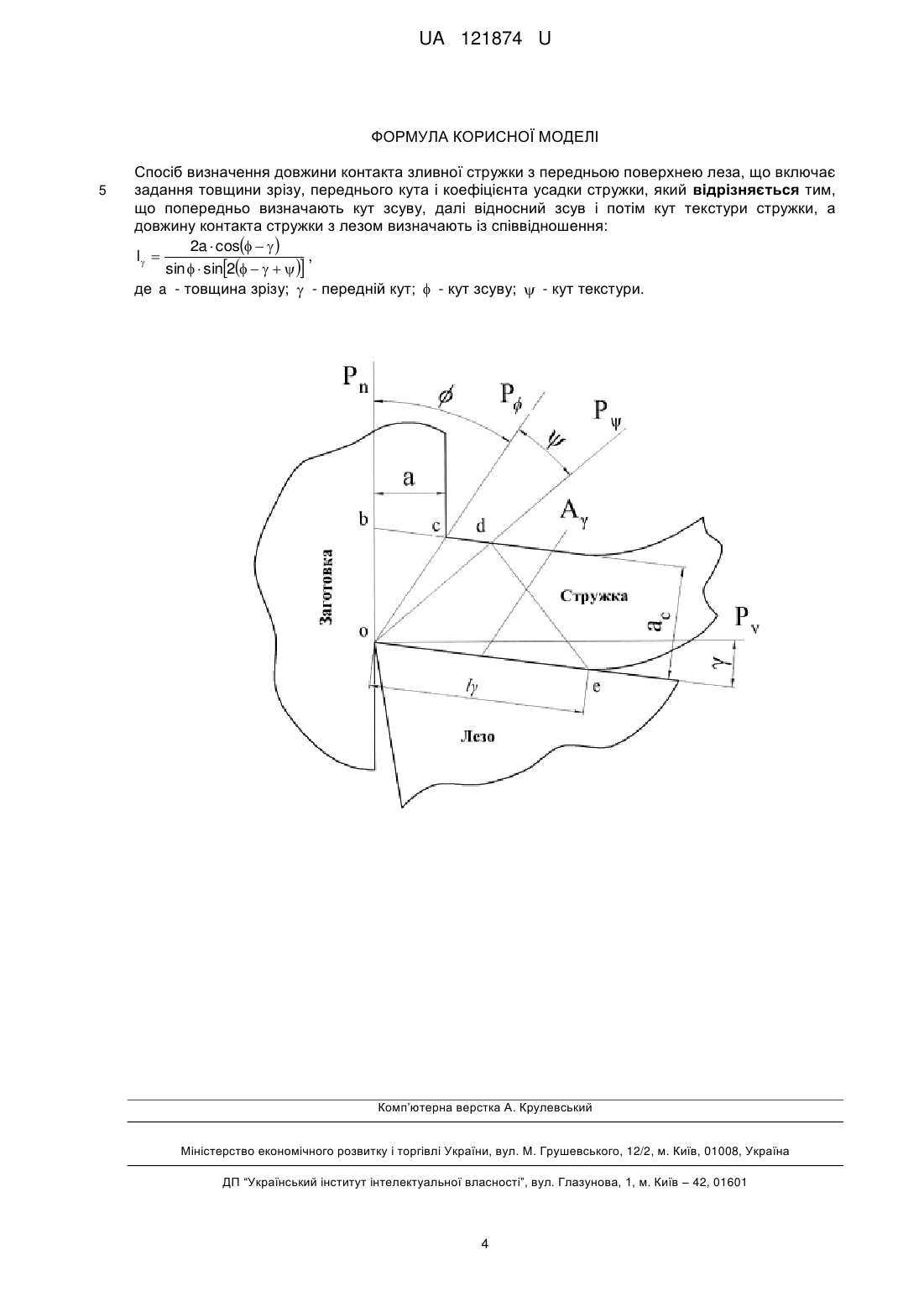
Спосіб визначення довжини контакта зливної стружки з передньою поверхнею леза, що включає задання товщини зрізу, переднього кута і коефіцієнта усадки стружки, який відрізняється тим, що попередньо визначають кут зсуву, далі відносний зсув і потім кут текстури стружки, а довжину контакта стружки з лезом визначають із співвідношення:
![]() ,
,
де ![]() - товщина зрізу;
- товщина зрізу; ![]() - передній кут;
- передній кут; ![]() - кут зсуву;
- кут зсуву; ![]() - кут текстури.
- кут текстури.
Текст
Реферат: Спосіб визначення довжини контакта зливної стружки з передньою поверхнею леза включає задання товщини зрізу, переднього кута і коефіцієнта усадки стружки. Попередньо визначають кут зсуву, далі відносний зсув і потім кут текстури стружки, а довжину контакта стружки з лезом. UA 121874 U (54) СПОСІБ ВИЗНАЧЕННЯ ДОВЖИНИ КОНТАКТА ЗЛИВНОЇ СТРУЖКИ З ЛЕЗОМ UA 121874 U UA 121874 U Корисна модель належить до обробки матеріалів різанням і призначена для використання при розрахунку сили і температури різання. Відомий спосіб визначення довжини контакта зливної стружки з передньою поверхнею леза на основі товщини зрізу a s sin ( s - подача на оберт, - головний кут в плані), переднього 5 10 15 20 25 30 35 40 45 50 кута і коефіцієнта усадки стружки k по формулі l a k 0.1k 1 tg 1 cos [Лоладзе Т.Н. Прочность и износостойкость режущего инструмента. - М.: Машиностроение, 1982. - 320 с. - С. 12, формула (3)]. Недоліком такого способу є недостатньо точні результати визначення. Найбільш близьким є спосіб визначення довжини контакта стружки з лезом, що включає задання товщини зрізу a , переднього кута і коефіцієнта усадки стружки k по модифікованій формулі l a k 0.1k 1 tg 2 cos .(1) [Розенберг Ю.А. Методы аналитического определения деформации металла стружки при резании // Вестник машиностроителя. - 2001. - № 3. - С. 34-38. - С. 37, формула (21)]. Недолік цього способу полягає в неадекватності результатів визначення, особливо при наростоутворенні на передній поверхні і при негативних кутах леза. В основу корисної моделі поставлена задача удосконалення способу визначення довжини контакта стружки з лезом, в якій введенням нових параметрів стружкоутворення і формування іншої моделі визначення досягається можливість підвищення точності отриманих результатів, в тому числі при наростоутворенні і негативних передніх кутах. Поставлена задача вирішується тим, що у відомому способі визначення довжини контакта зливної стружки з передньою поверхнею леза, що включає задання товщини зрізу, переднього кута і коефіцієнта усадки стружки, згідно з корисною моделлю, попередньо визначають кут зсуву, далі відносний зсув і потім кут текстури стружки, а довжину контакта стружки з лезом визначають із співвідношення 2a cos , l sin sin2 де a - товщина зрізу; - передній кут; - кут зсуву; - кут текстури. Схема визначення довжини контакта стружки l з передньою поверхнею леза A зображена на кресленні: Pv і Pn - координатна основна площина і площина різання; - передній кут леза; і P кут і площина зсуву; і P - кут і площина текстури. Ця схема стружкоутворення прийнята на основі відомих досліджень методом миттєвої зупинки процесу різання з наступним виготовленням мікрошліфів коренів стружки. Процес відокремлення елемента зрізуваного шару товщиною a від заготовки здійснюється в результаті пластичної деформації зсуву під впливом сил зсуву в площині P і тертя на поверхні A , які утворюють поле напружень в чотирикутнику ocde. Первинна деформація починається в зоні площини P і закінчується в площині P , де осі від деформованих елементів з початковою формою квадрата під діянням нормальних напружень стають витягнутими в одну лінію od. Сили гальмування сходу стружки на опорній поверхні A призводять прилезову зону ое до вторинної деформації. Як відомо, в обох зонах деформація супроводжується зміцненням матеріалу стружки, поле пружності якого обмежується прямокутним катетом de до площини P . Вихідними даними визначення довжини l постають товщина зрізу a , передній кут , кут зсуву і кут текстур . Спосіб виконується в наступному порядку. Для заданих умов обробки (товщини зрізу a , швидкості різання v і переднього кута ) попередньо експериментально визначить коефіцієнт усадки стружки (укорочення k L L з Lс з довжиною зрізу L з і стружки L с або потовщення k a ac a з товщиною зрізу a і стружки a c ). Далі згідно з відомими в теорії різання формулах визначають кут зсуву cos (2) tg k sin і відносний зсув 1 UA 121874 U 1 k 2 2k sin 1 . (3) tg tg k cos Потім визначають кут текстури після деформації зсуву по відомій в теорії пластичності формулі 2 . (4) tg 2 4 Моделювання визначення довжини l здійснено з урахуванням параметрів трьох трикутників 5 obc, ocd і ode (див. Фіг.). 1. Δobc. Із початкових умов obc 90 і в наслідку bco 90 . 2. Δocd. ocd 90 , а з урахуванням кута отримуємо cdo 90 . Довжина площини зсуву oc l a sin . 10 Із пропорції l sin cdo l sin ocd довжини площини текстури дорівнює a cos . sin cos 3. Δode. ode 90 як постановочний і тоді doe 90 . При відомих l і doe od l довжина l дорівнює: oe l 15 20 25 30 l . cos doe Остаточно пошукова довжина контакту визначається із співвідношення 2a cos . (5) l sin sin2 Результати визначення довжини контакту l згідно з пропонованим (5) і відомого (1) співвідношень в широких межах швидкості різання v і переднього кута (основних параметрів впливу на макродеформацію стружки) для прикладу наведені в табл. 1 і 2 при точінні сталей 45 і 12Х18Н9Т з різним рівнем оброблюваності. Порівняльні дослідження виконані при однакових параметрах процесу різання (швидкостях , товщині зсуву a , кутах ) і відповідних параметрах стружкоутворення на основі попередньо v визначених коефіцієнтів усадки k : кутах зсуву по формулі (2); відносних зсувах по формулі (3); кутах текстури по формулі (4). Проведений аналіз показав у більшості випадків близьке (до 1-5 %) сходження отриманих результатів для обох способів при наявності двох відмінностей по точності визначення: при низьких швидкостях v для відомого способа установлено значне заниження значень довжини l (1), особливо для випадку точіння сталі 45 при v 0,5 м/с з наростоутворенням на поверхні A (на 25 %); при негативних кутах у відомий спосіб призводить до завищених значень довжини l (1) на 6-9 %. 2 UA 121874 U Таблиця 1 Розрахункові значення довжини контакту стружки з лезом l при точінні сталі 45 твердим сплавом Т15К6 (товщ. зрізу a 0,25 10 3 м) Позначення параметрів Швидкість v , м/с ( 10) Коефіцієнт усадки k Кут зсуву , град. (2) 0,5 2,7 21,3 2,76 17,9 1,57 1,18 -10 2,5 20,2 3,30 15,6 1,25 1,36 Відносний зсув (3) Кут текстури , град. (4) Довжина контакту l 10 3 , м (5) (1) Передній кут , град, ( v 2 м / с ) Коефіцієнт усадки k Кут зсуву , град. (2) Відносний зсув (3) Кут текстури , град. (4) Довжина контакту l 10 3 , м (5) (1) Результати визначення 1,25 2 2,2 2 25,9 28 2,34 2,20 20,2 21,1 1,15 0,99 1,04 0,99 0 10 2,25 2 24 28 2,69 2,20 18,3 21,1 1,13 0,99 1,15 0,99 2,75 1,9 29,7 2,10 21,7 0,95 0,96 20 1,75 33,7 1,75 24,4 0,90 0,86 Таблиця 2 Розрахункові значення довжини контакту стружки з лезом l при точінні сталі 12Х18Н9Т твердим сплавом ВК8 (товщ., зрізу a 0,31 10 3 м) Позначення параметрів Швидкість v , м/с ( 15) Коефіцієнт усадки k Кут зсуву , град. (2) 0,5 2 29 2,05 22,1 1,30 1,20 -5 2,3 22,6 2,92 17,2 1,43 1,52 Відносний зсув (3) Кут текстури , град. (4) Довжина контакту l 10 3 , м (5) (1) Передній кут , град, (v 1м / с ) Коефіцієнт усадки k Кут зсуву , град. (2) Відносний зсув (3) Кут текстури , град. (4) Довжина контакту l 10 3 , м 5 10 (5) (1) Результати визначення 1 1,5 1,8 1,7 32 33,8 1,91 1,83 23,2 23,7 1,13 1,06 1,11 1,05 5 15 2 1,8 27 32 2,35 1,91 20,2 23,2 1,27 1,13 1,27 1,11 2, 1,65 34,8 1,80 24 1,02 1,02 25 1,6 37,5 1,52 26,3 1,04 0,99 Таким чином даний спосіб з урахуванням кута текстури (4) і новим співвідношенням параметрів стружкоутворення (5) забезпечує більш точне визначення довжини контакту l . Перевага способу проявляється в його універсальності при визначенні довжини контакта стружки в умовах точіння сталей з низькими швидкостями різання і негативними передніми кутами. Позитивний ефект виявленого науково-технічного результату полягає в підвищенні точності визначення довжини контакта стружки з лезом, що в свою чергу сприяє удосконаленню аналітичних розрахунків сили і температури тертя на передній поверхні леза, моделі оптимізації параметрів процесу різання (з технічними обмеженнями по силі і температурі в тому числі) та їх управлінням як наслідок. 3 UA 121874 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб визначення довжини контакта зливної стружки з передньою поверхнею леза, що включає задання товщини зрізу, переднього кута і коефіцієнта усадки стружки, який відрізняється тим, що попередньо визначають кут зсуву, далі відносний зсув і потім кут текстури стружки, а довжину контакта стружки з лезом визначають із співвідношення: 2a cos , l sin sin2 де a - товщина зрізу; - передній кут; - кут зсуву; - кут текстури. Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01B 5/02, B23B 27/16
Мітки: визначення, довжини, стружки, зливної, лезом, спосіб, контакта
Код посилання
<a href="https://ua.patents.su/6-121874-sposib-viznachennya-dovzhini-kontakta-zlivno-struzhki-z-lezom.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення довжини контакта зливної стружки з лезом</a>
Спосіб визначення коефіцієнта тертя стружки з лезом
Номер патенту: 115098
Опубліковано: 10.04.2017
Автори: Крюкова Наталія Вікторівна, Дербаба Віталій Анатолійович, Кравченко Юрій Григорович
МПК: B23B 27/16, G01N 19/02
Мітки: визначення, стружки, лезом, спосіб, тертя, коефіцієнта
Формула / Реферат:
Спосіб визначення коефіцієнта тертя між стружкою і передньою поверхнею леза різального інструмента, що включає задання переднього кута леза і вимірювання динамометруванням дотичної та нормальної складових сили різання при гострому лезі, який відрізняється тим, що для кожної марки сталі в заданому діапазоні швидкості різання і переднього кута спочатку визначають коефіцієнт усадки стружки та кут зсуву при стружкоутворенні, потім вимірюють...
Спосіб визначення коефіцієнта тертя стружки з лезом
Номер патенту: 115833
Опубліковано: 26.12.2017
Автори: Крюкова Наталія Вікторівна, Кравченко Юрій Григорович, Дербаба Віталій Анатолійович
МПК: G01N 3/58, B23B 27/16, G01N 19/02
Мітки: тертя, спосіб, лезом, коефіцієнта, стружки, визначення
Формула / Реферат:
Спосіб визначення коефіцієнта тертя між стружкою і передньою поверхнею леза різального інструмента, що включає задання переднього кута леза і вимірювання динамометруванням дотичної та нормальної складових сили різання при гострому лезі, який відрізняється тим, що для кожної марки сталі в заданому діапазоні швидкості різання і переднього кута спочатку визначають коефіцієнт усадки стружки та кут зсуву при стружкоутворенні, потім вимірюють...
Спосіб визначення коефіцієнта усадки стружки
Номер патенту: 3444
Опубліковано: 15.11.2004
Автори: Усачов Петро Антонович, Засименко Оксана Вячеславівна
МПК: B23B 1/00
Мітки: коефіцієнта, усадки, визначення, спосіб, стружки
Формула / Реферат:
Спосіб визначення коефіцієнта усадки стружки, що включає отримання стружки при заданій подачі та глибині різання і визначення коефіцієнта усадки стружки, який відрізняється тим, що додатково вимірюють ширину та товщину стружки та визначають коефіцієнт усадки стружки за формулою:де ac - товщина стружки;bc - ширина стружки;S - подача...
Спосіб визначення довжини контакту стружки з передньою поверхнею різального інструмента
Номер патенту: 16733
Опубліковано: 15.08.2006
Автори: Клюй Ольга Вікторівна, Усачов Петро Антонович
МПК: B23B 1/00
Мітки: спосіб, інструмента, передньою, визначення, контакту, стружки, різального, довжини, поверхнею
Формула / Реферат:
Спосіб визначення довжини контакту стружки з передньою поверхнею різального інструмента, що включає нанесення на передню поверхню різальної частини інструмента контрольного покриття, який відрізняється тим, що на передню поверхню інструмента на заданій відстані від різальної кромки наносять резистивний елемент з опором
Спосіб отримання елементів стружки зразка для визначення коефіцієнта її усадки
Номер патенту: 25419
Опубліковано: 10.08.2007
Автори: Стельмах Наталія Володимирівна, Усачов Петро Антонович
МПК: B23B 35/00
Мітки: стружки, отримання, спосіб, елементів, коефіцієнта, зразка, усадки, визначення
Формула / Реферат:
Спосіб отримання елементів стружки зразка для визначення коефіцієнта її усадки, що включає формування поверхні, з якої отримана стружка, який відрізняється тим, що формування поверхні здійснюють виконанням на зовнішній поверхні зразка вздовж твірної лінії ряду прорізів паралельно її осі на задану глибину t та відстань L один від одного.