Автономний конвейєр-накопичувач штучних вантажів
Номер патенту: 13160
Опубліковано: 28.02.1997
Автори: Громова Тамара Васільєвна, Буренков Геннадій Лук'янович, Істоміна Тетяна Іванівна, Усакін Сєргєй Івановіч, Купін Іван Васильєвіч, Молотилін Вячеслав Миколайович, Райченко Олександр Іванович
Формула / Реферат
(57)1. Автономный конвейер-накопитепь штучных грузов, включающий корпус исо смонтированными на его стойках опорними роликами и спиральную трассу с приводом, отличающийся тем, что он снабжен конечными выключателями, установленными в нижней и верхней частях корпуса, при этом спиральная трасса выполнена в виде гибкой подвижной ленты с равномерно расположенными на ней горизонтальными грузонесущими площадками и установленную внутри гибкой ленты диска с пазами, равномерно расположенными по периферии диска с возможностью взаимодействия с нижним конечным выключателем, причем верхний конец гибкой ленты связан посредством рычага и вала с приводом, выполненным реверсивным, а нижний конец гибкой ленты расположен с возможностью взаимодействия посредством упора с верхним конечным выключателем, смонтированным с возможностью взаимодействия со штучными грузами на грузонесущих площадках.
2. Автономный конвейер-накопитель по п. 1, отличающийся тем, что корпус выполнен с камерой для гибкой ленты, расположенной в верхней части корпуса.
Текст
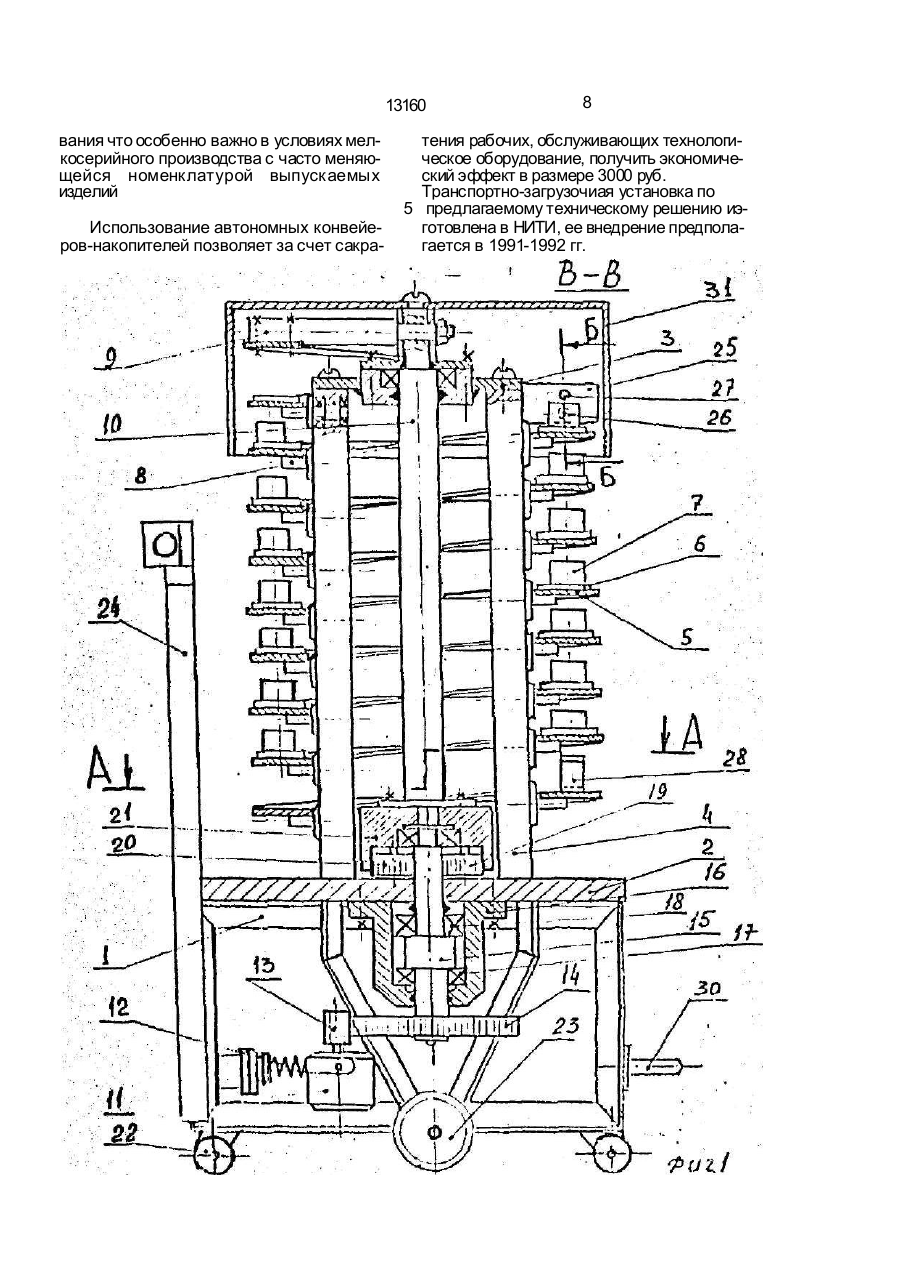
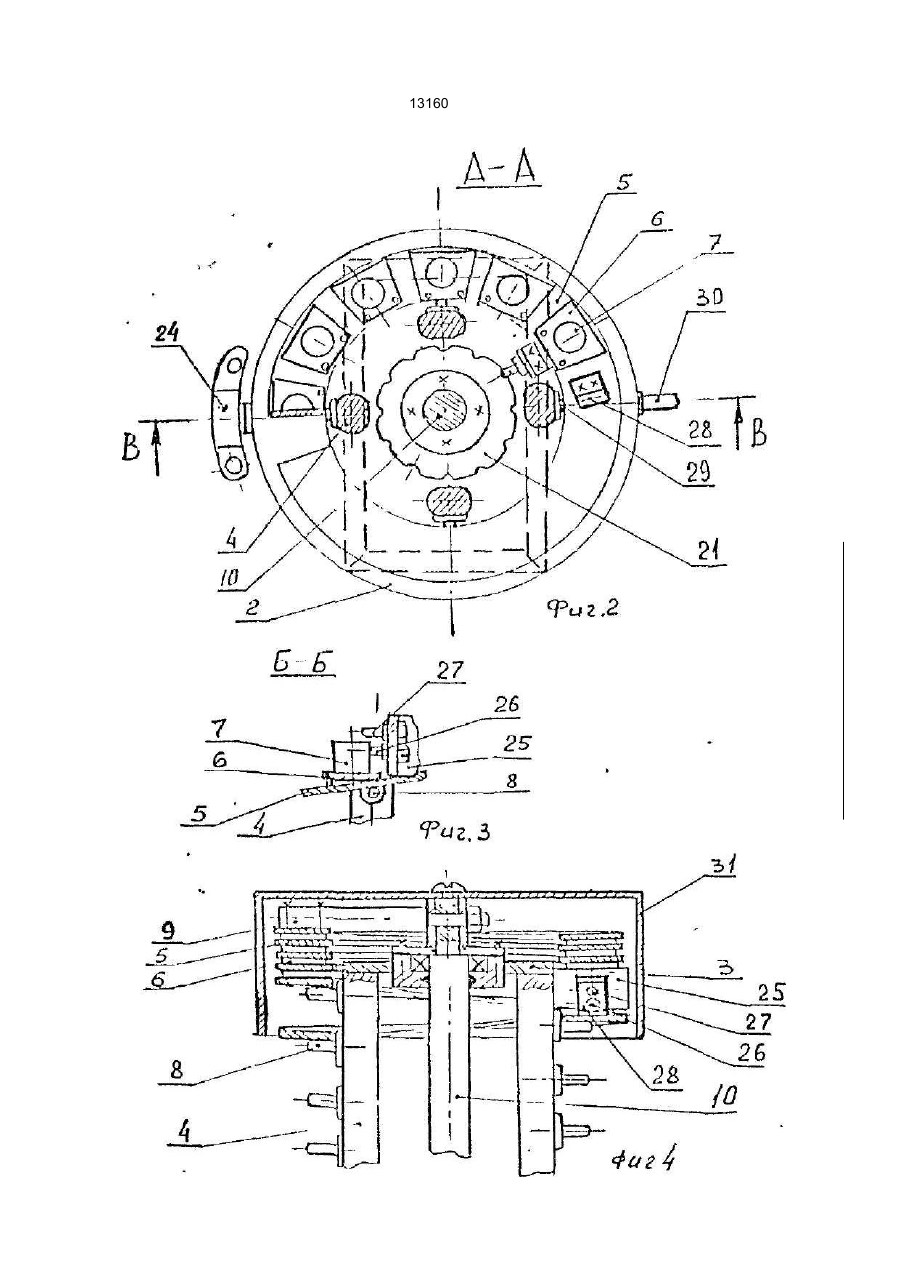
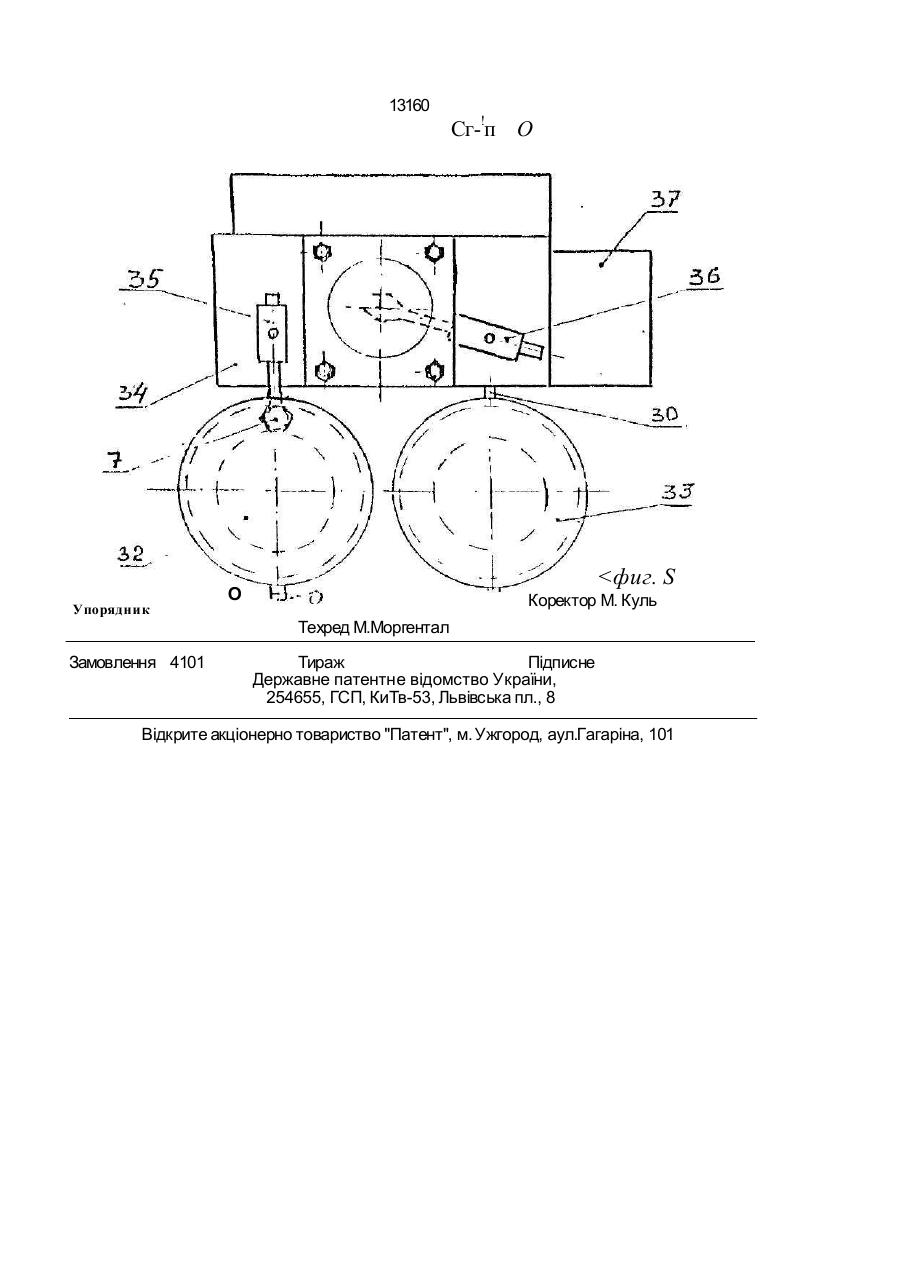
1. Автономный кониейер-нзкогштепь штучных грузов, включающий корпус со смонтированными на его стойках опорными роликами и спиральную трассу с приводом, о т л и ч а ю щ и й с я тем, что он снабжен конечными выключателями, установлении ми в нижней и верхней частях корпуса, при этом спиральная трасса выполнена в виде гибкой подвижной ленты с равномерно расположенными на ней горизонтальными грузонесущими площадками и установленную внутри гибкой ленты диска с пазами, равномерно расположенными по периферии диска с возможностью взаимодействия с нижним конечным выключателем, причем верхний конец гибкой ленты связан посредством рычага и вала с приводом, выполненным реверсивным, а нижний конец гибкой ленты расположен с возможностью взаимодействия посредством упора с верхним конечным выключателем, смонтированным с возможностью взаимодействия со штучными грузами на груэонесущих площадках, 2. Автономный конвейер-накопитель по п. 1,о т л и ч а ю щ и й с я тем, что корпус выполнен с камерой для гибкой ленты, расположенной в верхней части корпуса. С > ON О Изобретение относится к лодьемнотрзнспортному машиностроению и может быть использовано для подачи и транспортирования штучных грузов в виде заготовок, подкладных пресс-форм и т.п. в зону обработки технологического оборудования. Целью изобретения является расширение эксплуатационно-технологических возможностей, повышение производительности и создание компактной конструкции. Поставленная цель достигается тем, что в автономном конвейере-накопителе штучных грузов, содержащем корпус со сионтирооанными на его стойках опорными роликами и спиральную трассу с приводим, в нижней и верхней частях корпуса установ лены конечные выключатели, а спиральная трасса представляет собой гибкую подвижную ленту с равномерно расположенными на ней горизонтальными грузонесущими площадками, причем верхний конец ленты связан через рычаг и вал с приводом, который снабжен реверсом и установленным вну,ри спиральной ленты диском, по периферии которого равномерно расположены пазы, взаимодействующие с нижним конечным выключателем, а верхние конечные выключатели имеют возможность соответственно контактировать с грузами, установленными на грузонесущих площад О 13160 кэ* и с упором, смонтированным на нижнем конце гибкой ленты, при этом в верхней части корпуса выполнена камера для гибкой ленты Сущность описываемой установки пояс- 5 няется чертежами, где на фиг. 1 изображен общий вид конвейера-накопителя для под ачи грузов вверх, разрез В-В фиг. 2; на фиг, 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1; на фиг. 4 изображено положение гиб- 10 кой ленты в момент окончания подачи заго товок вверх; на фиг. 5 - показан пример использования конвейера-накопителя в комплексе с прессом электроразрядного спекания. 15 Корпус 1 конвейера-накопителя состоит из основания 2, представляющего сварную раму, соединенного с верхней траверсой 3 вертикальными стойками 4, Спиральная трасса конвейера-накопителя выполнена в 20 виде гибкой ленты 5, на которой закреплены горизонтальные площадки 6 для установки штучных грузов 7. Гибкая лента 5 смонтирована на роликовых опорах 8, размещенных по спирали на вертикальных стойках 4 Вер- 25 хний конец гибкой ленты 5 жестко связан через рычаг 9 и вал 10 с приводом, состоящим из электродвигателя 11, закреплен ного на основании 2 с помощью подпружиненных кронштейнов 12, фрикционных дисков 13 и 30 14, приводного вала 15, смонтированного на основании 2 посредством втулки 16 и подшипников 17, 18, контактирующих с приводным валом 15 фрикционных планетарных дисков 19, 20, приводящих во вращение 35 диск 21, жестко соединенный с валом 10. Основание 2 установлено на подвижных опорах-колесах 22,23, дающих возможность легкого перемещения конвейера-накопителя е любом направлении с помощью ручки- 40 рычага 24. В верхней части корпуса 1 на кронштейне 25 закреплены конечные выключатели 26 и 27, Конечный выключатель 26 имеет возможность контакта со штучным грузом 7, а 45 конечный выключатель 27 с упором 28, смонтированным на нижнем конце гибкой леиты 5 На основании 2 размещен конечный выключатель 29, входящий в контакт с пазами, 50 равномерно расположенными по периферии диска 21 (фиг, 2). Для фиксации и крепления автономного конвейера-накопителя к технологическому оборудованию используются фиксатор 30. 55 Нз верхнем конец вала 10 закреплена полая крышка 3!. хоторая образует камеру для свертываний ленты 5 при ее движении вверх В качестве примера использования автономного конвейера-накопителя на фиг. . 5 представлен автоматизированный комплекс, в состав которого входят коноейер-загрузчик 32, конвейер-накопитель 33, пресс электроразрядного спекания 34 со смонтированными на нем манипулятором загрузки 35, манипулятором выдачи 36 и пультом управления 37. Работа автономного конвейера-накопителя штучных грузов в составе автоматизированного комплекса электроразрядного спекания осуществляется следующим образом. На участке подготовки пресс-форм оператор приводит гибкую ленту 5 в исходное положение для движения вверх (фиг. 1). Оператор устанавливает на горизонтальные площадки 6 поштучно собранные и заправленные алмазным порошком прессформы, являющиеся в данном случае транспортируемым грузом 7. После полного заполнения грузами 7 оператор подкатывает подготовленный конвейер-загрузчик 32 к прессу электроразрядного спекания 34 (фиг. 5) и фиксирует его с помощью фиксатора 30 так, чтобы он находился о зоне обслуживания манипулятора-загрузчика 35. расположенного на столе пресса 34. Второй конвейер-накопитель 33 приводится оператором в исходное положение для принятия грузов (гибкая лента 5 свернута и подготовлена для движения вниз (фиг. 4). Затем оператор устанавливает конвейер-накопитель 33 с помощью фиксатора 30 к прессу электроразрядного спекания 34 так, чтобы он находился п зоне обслуживания манипулятора выдачи 36, работающего синхронно с манипулятором-загрузчиком 35 (фиг, 5). Синхронизация работы собранного комплекса (пресс 34, конвейер-загрузчик 32, конвейер-накопитель 33, манипулятор-загрузчик 35, манипулятор-выдачи 36) производится с пульта управления 37 пресса электроразрядного спекания 34 (фиг. 5). В исходном положении манипуляторзагрузчик 35 захватывает клещами груз 7, стоящий на горизонтальной грузонесущей площадке 6 гибкой ленты 5 и контактирующий с конечным выключателем 26, а манипулятор выдачи 36 стоит в центре рабочей зоны пресса электроразрядного спекания 34. По команде с пульта управления 37 манипулятор-загрузчик 35 захватывает груз 7 из конвейера-загрузчика 32 и переносит его в рабочую зону пресса 34. 8 это время манипулятор выдачи 36 совершает холостой ход е зону загрузки конвейера-накопителя 33. Конечный выключатель 26, освободившись 13160 от контакта с грузом 7. дает команду на движение гибкой ленти 5 вверх, которое продолжается до тех пор, пока очередной груз 7 не нажмет на конечный выключатель 26 (фиг. 3) и гибкая лента 5 остановится. 5 После остановки ленты 5 манипуляторзагрузчик 35 оставляет в рабочей зоне прес са 34 подготовленный к выполнению технологической операции груз 7 и, возвра щаясь в свое исходное положение, захваты- 10 вает очередной груз 7, стоящий в зоне выдачи конвейера-загрузчика У2 Одновре менно манипулятор выдачи 36 синхронно совершают движение из зоны загрузки кон вейера-накопителя 33 в рабочую зону прес- 15 са 34 и захватывает стоящий там груз 7, 'В это время с пульта управления подается ко манда на движение вниз гибкой леигы 5 конвейера-накопителя 33. Лента 5 движется на один шаг ониз до того момента, когда 20 конечный выключатель 29 попадает в выем ку диска 21 (фиг. 2) и даст команду из оста новку движения ленты 5. тем самым подготовив площадку для приема следую щего груза 7 после спекания, 25 После завершения подготовительных операций с пульта управления 37 видается команда на выполнение основной операции прессования - спекания. Ползун пресса 3 совершает рабочий ход вниі, в процессе ко- 30 торого выполняется технологическая опера ция прессования-спекания, алмазного инструмента. Затем ползун пресса 34 еозвращается в верхнее исходное положение. По команде с пульта управления 37 пресса 35 34 манипулятор-выдачи 36 переносит груз 7 после спекания из рабочей зоны пресса 34 в зону загрузки конвейера-накопителя 33 и ставит его на горизонтальную площадку 6 гибкой ленты 5. Синхронно с ним манипуля- 40 тор-загрузчик 35 переносит очередной груз 7, стоящий на горизонтальной площадке 6, гибкой ленты 5 конвейера-загрузчика 32 в рабочую зону пресса 34. В это время конеч ный выключатель 26, освободившись от кон- 45 такта с грузом 7, выдает команду на движение вверх гибкой ленты 5 коноейеразагрузчика 32, которое продолжается до тех пор, пока следующая пресс-форма 7 не на жмет на конечный выключатель 26. 50 Затем манипуляторы 35 и 36 делают обратное синхронное движение. Маиипуля-торзагрузчик 35 возвращается в зону выдачи конвейера загрузчика 32 и захватывает стоящий там очередной груз 7, а мани- 55 пулятор выдачи 36 приходит в рабочую зону пресса 34 и захватывает клещами груз 7, установленный для проведения операции спекания. С пульта управления 37 выдается команда на выполнение прессом 34 техно логической операции спекания и далее рабочие циклы повторяются. Рабочие циклы повторяются до полной выгрузки штучных грузов 7 из конвейера-зягрузчика 32. После подачи последнего груза 7 в рабочую зону пресса 34 гибкая лента 5 конвейера-накопителя 33 движется вверх до тех пор, пока упор 28 не нажмет на конечный выключатель 27, который даст команду на остановку работы конвейера-загрузчика 32 и конвейера-накопителя 33, а также на возвращение манипуляторов 35 и 36 в нейтральное положение. Параллельно с этим ползун пресса 34 совершает движение вниз и, выполнив операцию спекания, возвращается вверх в исходное положение. Оператор вручную устанавливает последний груз 7 после спекания на горизонтальную площадку 6 ленты 5 конвейера-накопителя 33. Затем конвейернакопитель 33 отделяется оператором от пресса электроразрядного спекания 34 и откатывается на участок подготовки штучных грузов (пресс-форм), где после остывания производится из разборка и удаление готовых изделий. Конвейер-загрузчик 32, освободившийся от штучных грузов 7, переставляется на место конвейера-накопителя 33, так как гибкая лента 5 в нем свернута в полой камере, образованной крышкой 31, и приведена в исходное положение для приема штучных грузов 7 после спекания. С участка подготовки подкатывается но вый конвейер-загрузчик 32, заполненный штучными грузами 7 (пресс-формами), фик сируется в зоне загрузки пресса 34 и автоматичесхая работа комплекса возобновляется. Использование в предлагаемой конструкции автономного конвейера-накопителя штучных грузов спиральной трассы в виде гибкой ленты с возможностью ее свертывания после освобождения от грузов позволило создать более компактную и малогабаритную по сравнению с аналогами транспортно-загрузочную установку. Наличие в приводе гибкой ленты реверса, позволяющего транспортировать штучные грузы вверх и вниз, дает возможность рзсширить эксплуатационно-технологические возможности установки. Обращаемость движения гибкой ленты позволяет использовать конвейер как в качестве загрузочного устройства, так и разгрузочного магазииа-нэкопителя, что придает его работе универсальность, которая вкупе с высокой маневренностью и автономностью позволяет создавать быстропереналаживаемые автоматизированные комплексы на основе различных видов технологического оборудо 13160 вания что особенно важно в условиях мелкосерийного производства с часто меняющейся номенклатурой выпускаемых изделий Использование автономных конвейеров-накопителей позволяет за счет сакра 8 тения рабочих, обслуживающих технологическое оборудование, получить экономический эффект в размере 3000 руб. Транспортно-загрузочиая установка по 5 предлагаемому техническому решению иэготовлена в НИТИ, ее внедрение предполагается в 1991-1992 гг. 13160 13160 Упорядник Сг-!п О
ДивитисяДодаткова інформація
Назва патенту англійськоюAutonomous accumulation conveyor of piece loads
Автори англійськоюMolotylin Viacheslav Mykolaiovych, Usakin Sierhiei Ivanovich, Hromova Tamara Vasilievna, Kupin Ivan Vasylievich, Burenkov Hennadii Lukianovych, Istomina Tetiana Ivanivna, Raichenko Oleksandr Ivanovych
Назва патенту російськоюАвтономный конвейер-накопитепь штучных грузов
Автори російськоюМолотилин Вячеслав Николаевич, Усакин Сергей Иванович, Громова Тамара Васильевна, Купин Иван Васильевич, Буренков Геннадий Лукьянович, Истомина Татьяна Ивановна, Райченко Александр Иванович
МПК / Мітки
МПК: B65G 17/32
Мітки: вантажів, конвейєр-накопичувач, автономний, штучних
Код посилання
<a href="https://ua.patents.su/6-13160-avtonomnijj-konvejjehr-nakopichuvach-shtuchnikh-vantazhiv.html" target="_blank" rel="follow" title="База патентів України">Автономний конвейєр-накопичувач штучних вантажів</a>
Конвейєрна система для стабілізації ритму подачі тарно-штучних вантажів
Номер патенту: 12736
Опубліковано: 28.02.1997
Автори: Шаргородський Анатолій Васильович, Хоптинець Юлія Георгієвна, Ємельянов Микола Андрійович, Донський Сергій Іванович, Семерік Іван Юхимович
МПК: B65G 37/00
Мітки: ритму, вантажів, подачі, стабілізації, система, тарно-штучних, конвейєрна
Формула / Реферат:
Конвейерная система для стабилизации ритма подачи тарно-штучных грузов, включающая установленную на основании станину, последовательно установленные на ней конвейер-накопитель с роликоцепным транспортирующим полотном, с втулочнороликовыми цепями, и со смонтированными на его раме поддерживающими ветви ролико-цепного транспортирующего полотна элементами, и конвейер-регулятор с ленточным транспортирующим полотном, установленным с возможностью...
Контейнер жеребного для зберігання , транспортування та видачі штучних вантажів
Номер патенту: 12822
Опубліковано: 28.02.1997
Автори: Жеребний Сергій Михайлович, Жеребний Михайло Олександрович
МПК: B65D 88/34
Мітки: контейнер, транспортування, видачі, штучних, вантажів, жеребного, зберігання
Формула / Реферат:
(57) 1. Контейнер для хранения, транспортировки и выдачи штучных грузов, содержащий корпус, размещенные в нем поярусновыдвижные лотки с питателями, установленными с возможностью встречного вращения, отличающийся тем, что питатели выполнены в виде винтовых пружин с различным направлением навивки, лотки установлены на одной стенке корпуса, днища их выполнены волнообразными для разделения на секции, питатели установлены в каждой секции, а радиус...
Хиткий конвейєр
Номер патенту: 9137
Опубліковано: 30.09.1996
Автор: Саблін Віктор Петрович
МПК: B65G 27/00
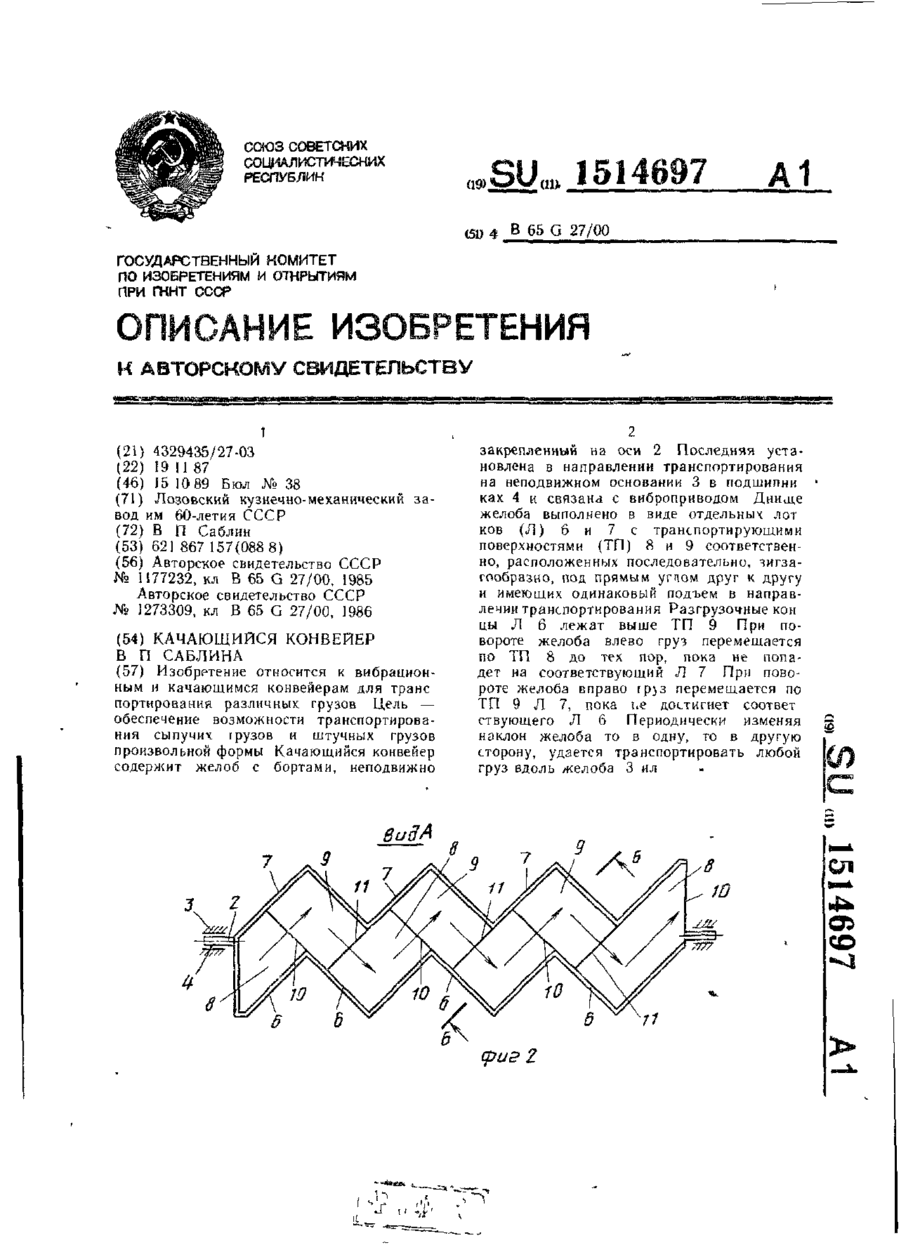
Формула / Реферат:
Качающийся конвейєр, содержащий желоб с бортами по краям днища, неподвижно закрепленный на оси, установленной в направлении транспортирования на неподвижном основании в подшипниках с возможностью качания и вибропривод, отличающийся тем, что, с целью обеспечения возможности транспортирования сыпучих грузов и штучных грузов произвольной формы, днище желоба выполнено в виде отдельных лотков, расположенных последовательно и зигзагообразно...
Установка для пневмотранспортування штучних вантажів
Номер патенту: 5116
Опубліковано: 28.12.1994
Автори: Заславський Броніслав Леонідович, Волошин Олексій Іванович, Французов Вадим Іванович, Назаревський Сергій Вікторович, Потураєв Валентин Микитович
МПК: B65G 51/00
Мітки: пневмотранспортування, вантажів, установка, штучних
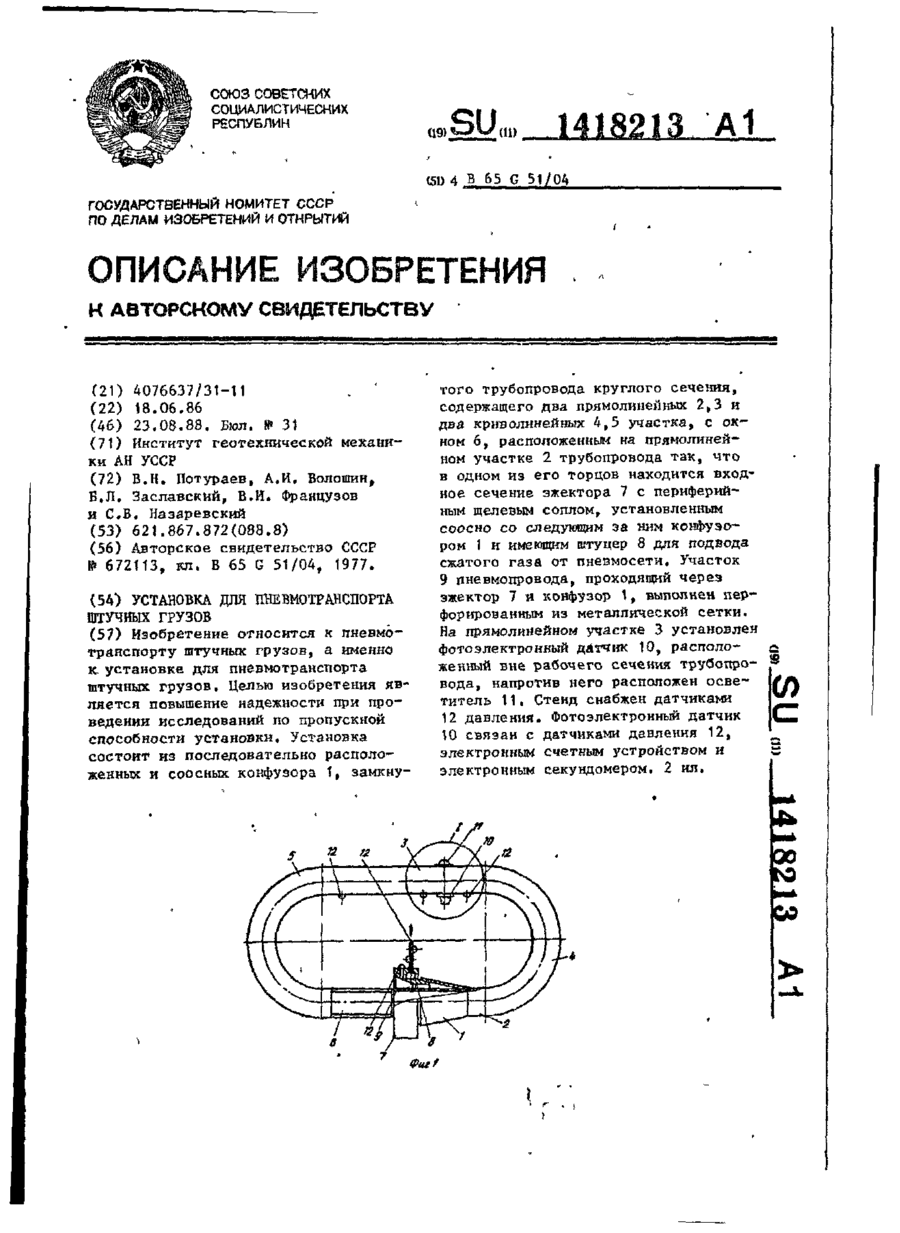
Формула / Реферат:
Установка для пневмотранспорта штучных грузов, содержащая замкнутый трубопровод, выполненный с перфорацией на прямолинейном участке и с окном для ввода и вывода штучных грузов, и смонтированную на замкнутом трубопроводе в зоне перфорации соосно ему емкость, сообщенную через нагнетательный патрубок с источником подачи воздуха, отличающаяся тем, что, с целью повышения надежности при проведении исследований по пропускной способности...
Контейнер для транспортування штучних вантажів
Номер патенту: 4508
Опубліковано: 27.12.1994
Автори: Михиєнко Віктор Дмитрович, Чурилов Володимир Васильович, Бегляров Едуард Михайлович, Распутько Григорій Семенович
МПК: B65D 85/00
Мітки: штучних, контейнер, транспортування, вантажів
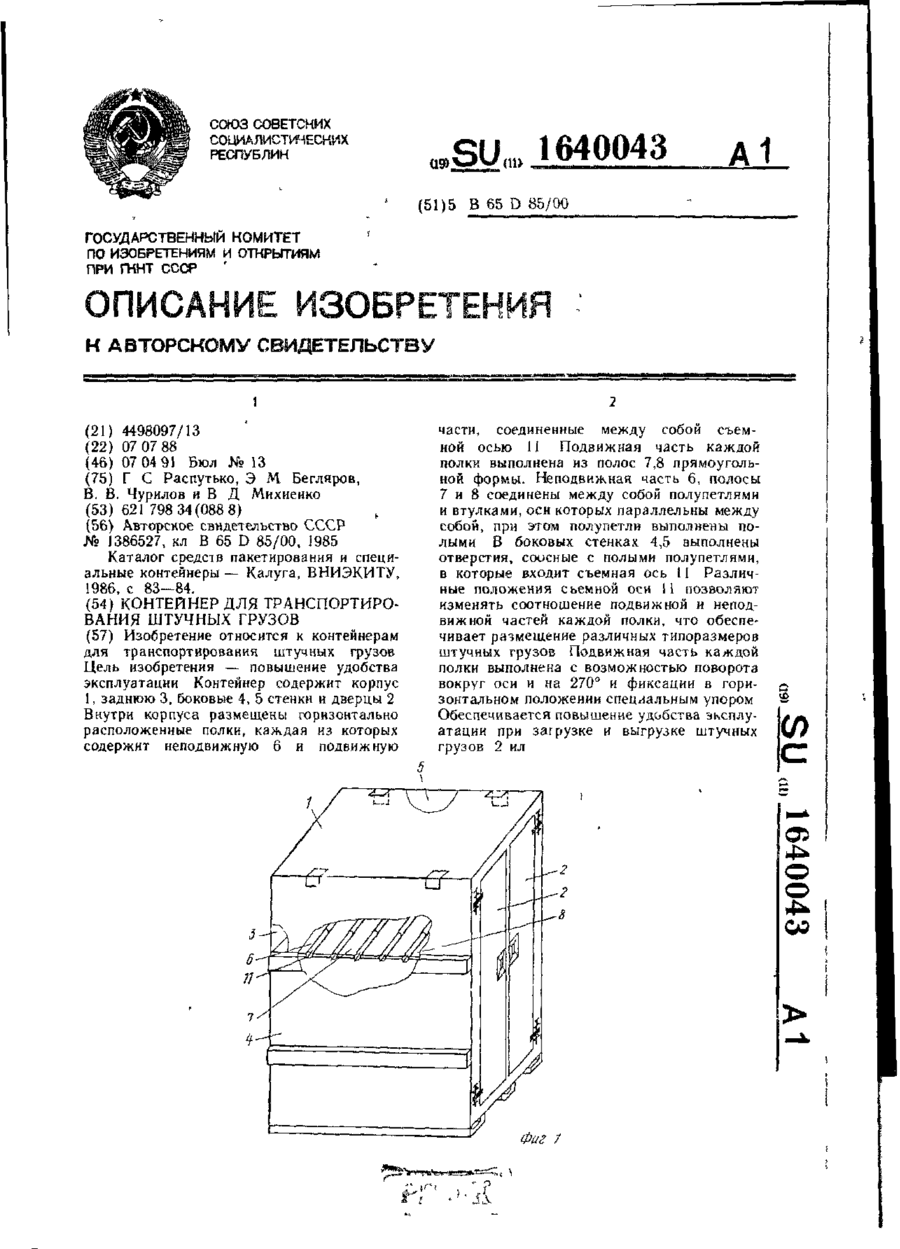
Формула / Реферат:
Контейнер для транспортирования штучных грузов, преимущественно огнеупорных изделий, содержащий корпус прямоугольной формы с дверьми, задней и боковыми стенками и размещенные внутри корпуса горизонтальные полки, каждая из которых состоит из расположенных у дверей подвижной части и закрепленной у задней стенки корпуса неподвижной части, связанных между собой посредством оси, отличающийся тем, что, с целью повышения удобства в...
Попередній патент: Імпульсний стабілізатор постійної напруги
Наступний патент: Пристрій для заморожування біологічних матеріалів
Випадковий патент: Спосіб руйнування тріщинуватих гірських порід вибуховими речовинами