Шліцьова протяжка
Номер патенту: 13202
Опубліковано: 28.02.1997
Автори: Пшеничний Ігор Арсентійович, Ємець Микола Васильович, Гриценко Микола Іванович


Формула / Реферат
(57) Шлицевая протяжка, на боковых поверхностях зубьев которой выполнены режущие кромки, отличающаяся тем, что зубья протяжки выполнены в направлении от первого зуба к последнему с уменьшающейся шириной.
Текст
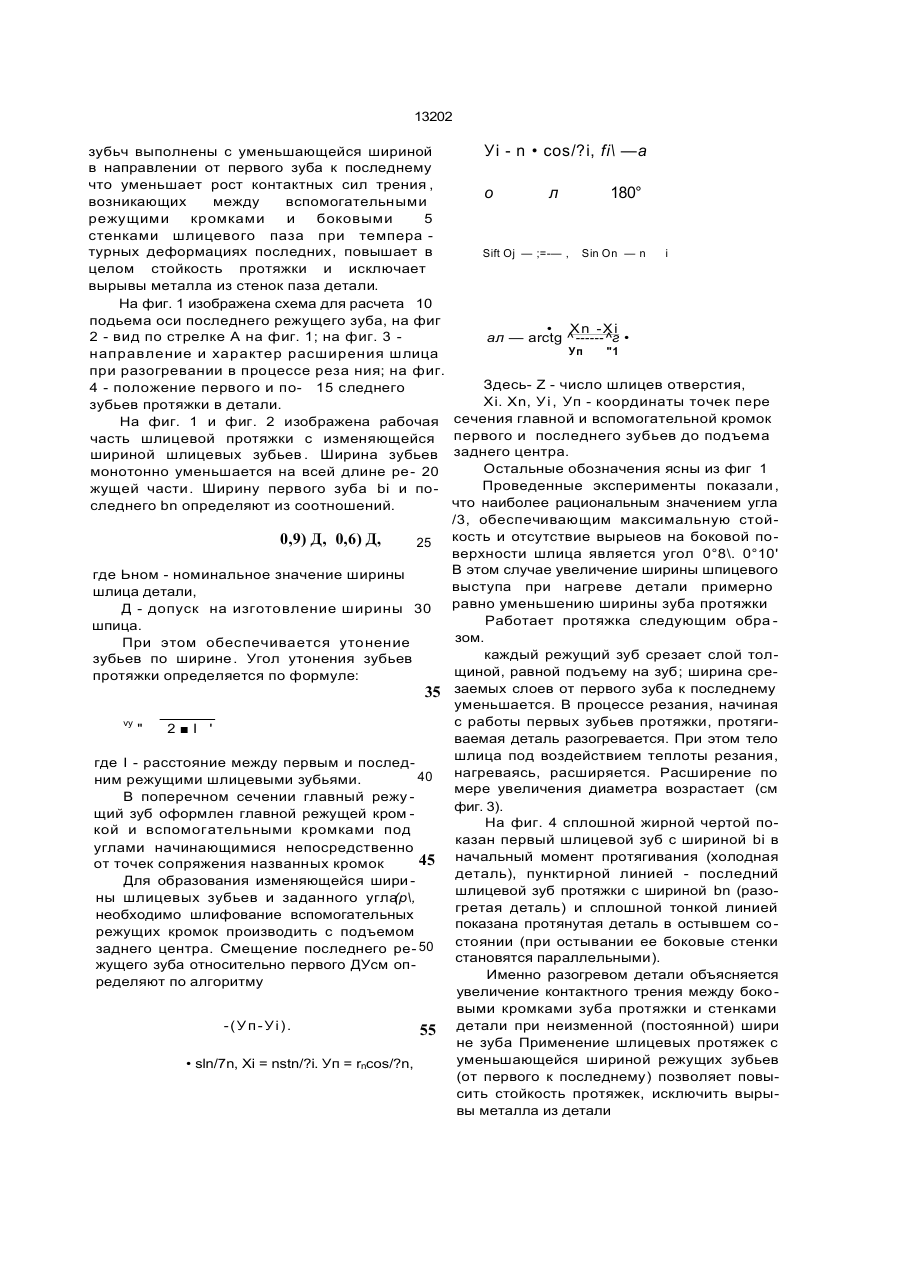
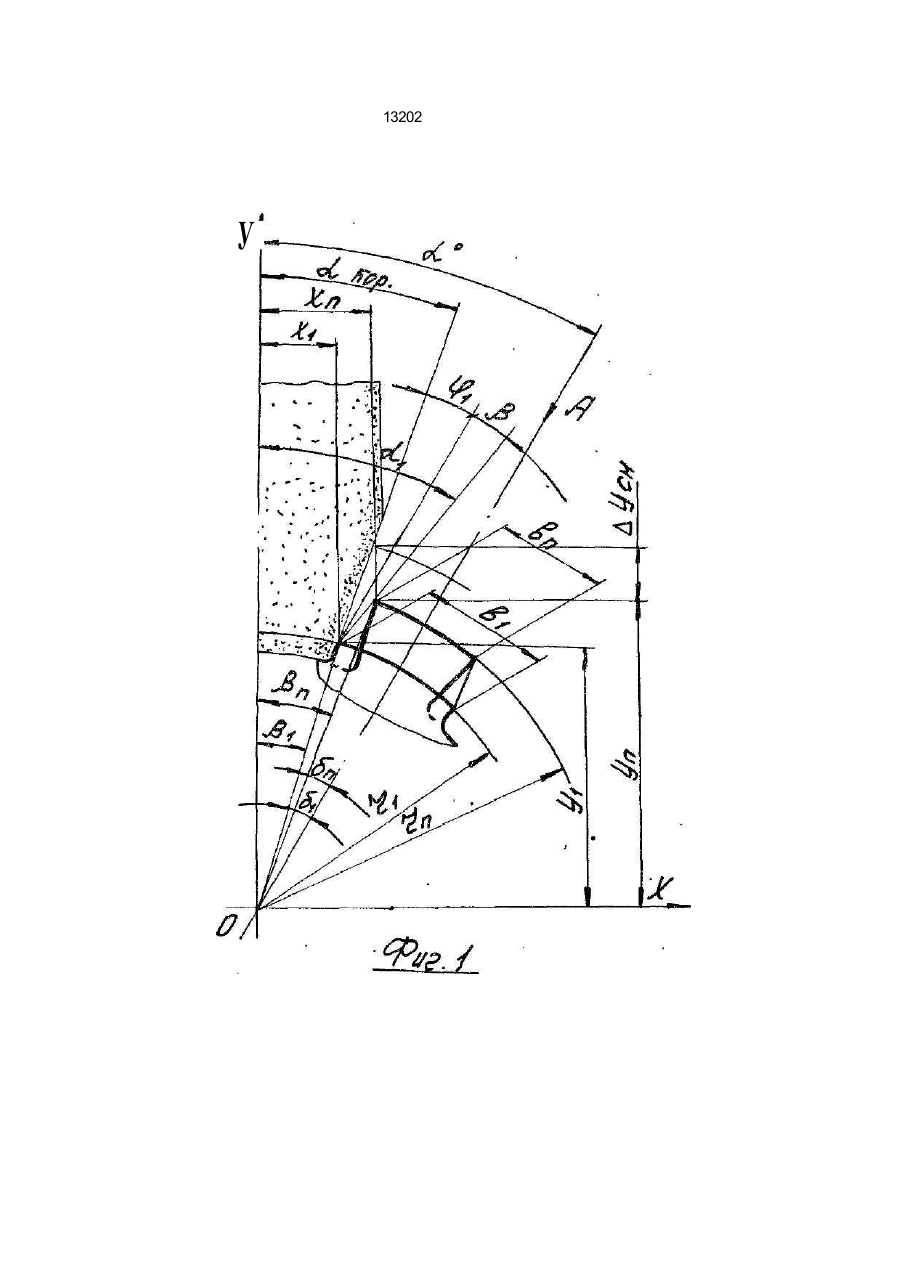
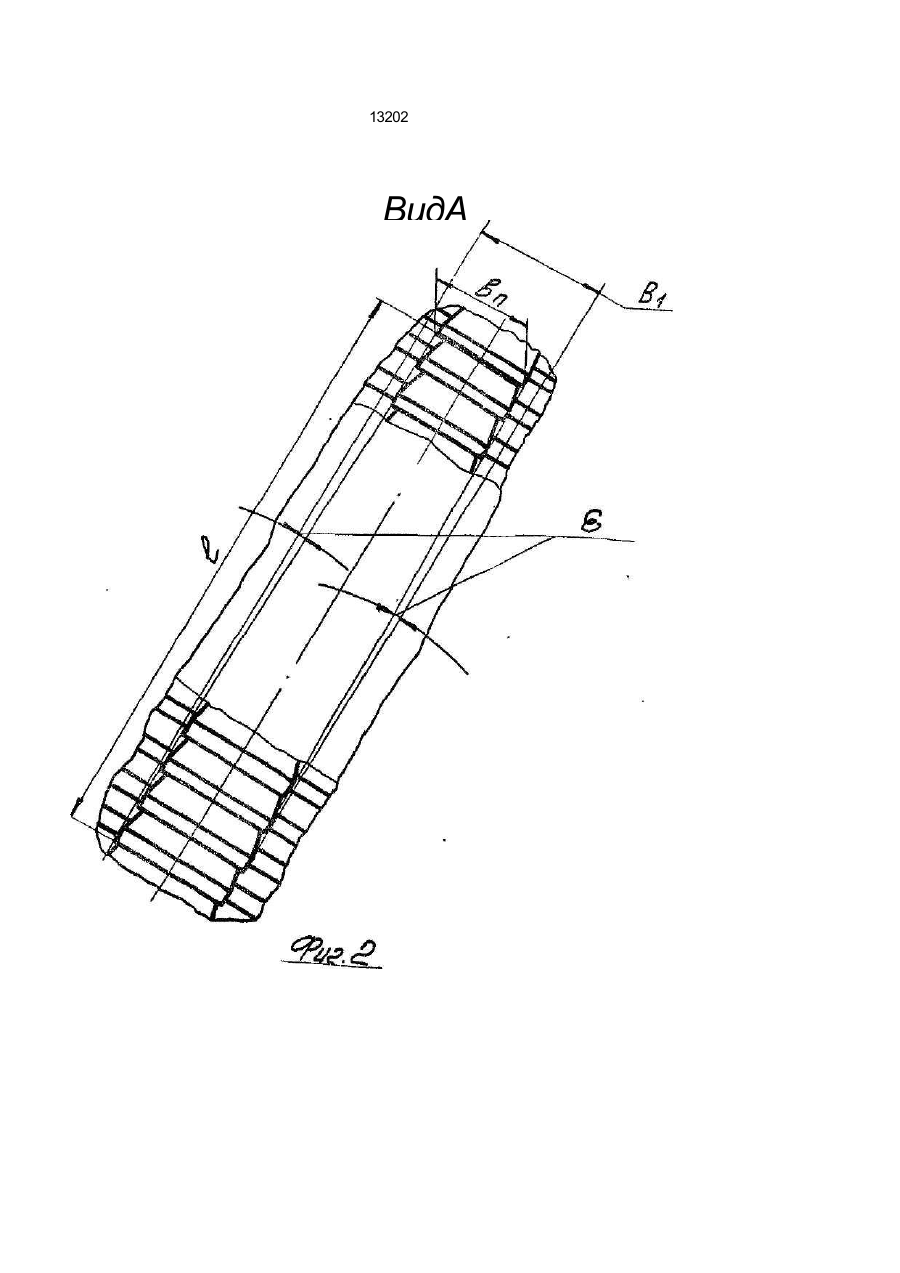
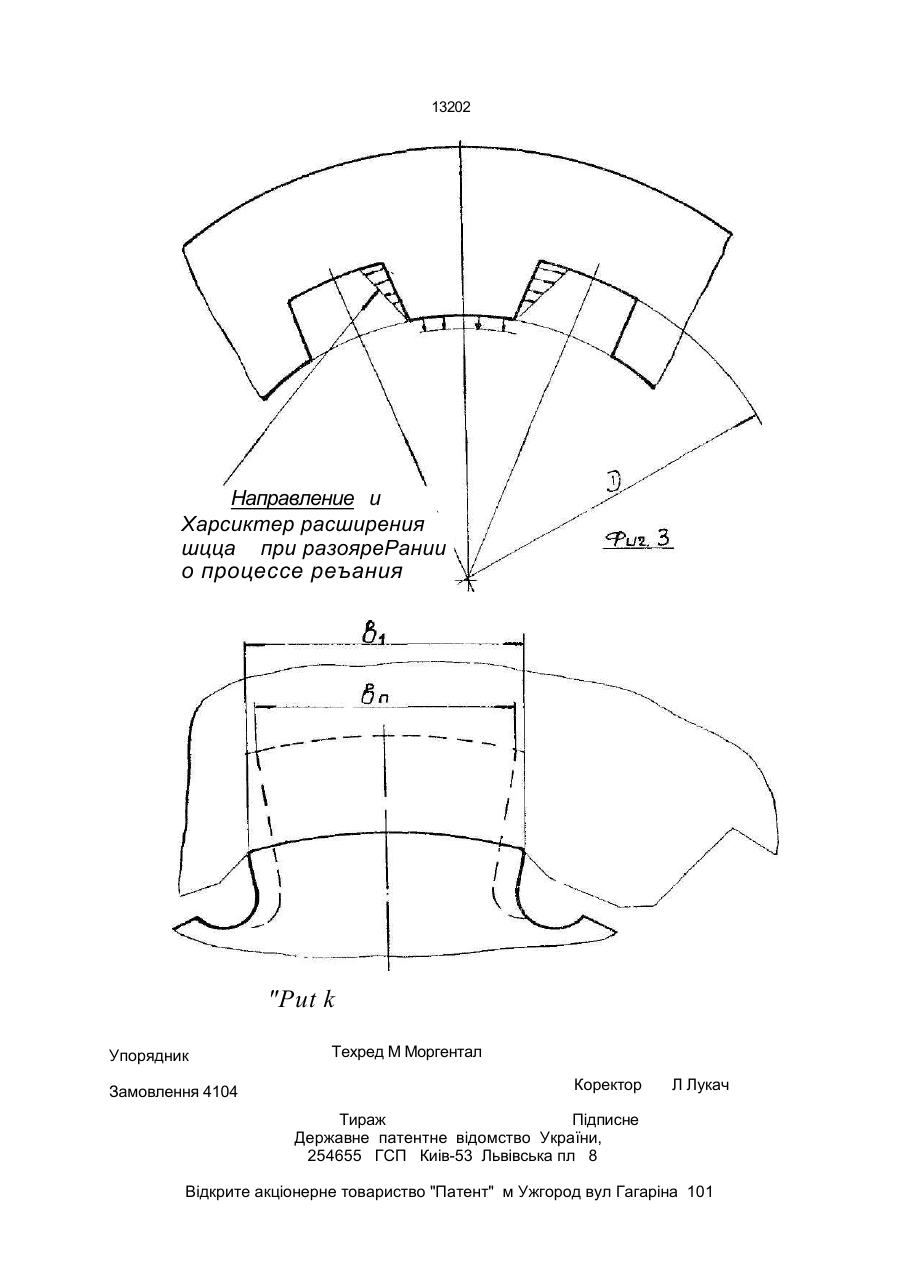
Шлицевая протяжка, на боковых поверхностях зубьев которой выполнены режущие кромки, о т л и ч а ю щ а я с я тем, что зубья протяжки выполнены в направлении от первого зуба к последнему с уменьшающейся шириной. Изобретение относится к обработке металлов резанием, в частности к шлицевым протяжкам с прямобочными шлицами. Наиболее близким к заявляемому по совокупности существенных признаков и достигаемому эффекту является шлицевая протяжка, на боковых поверхностях зубьеа которой выполнены боковые режущие кромки и поднутрения. Вспомогательные углы в плане начинаются непосредственно от точек сопряжения главной и вспомогательной режущих кромок (ленточки отсутствуют). Ширина шлицевых зуб ьев по верш ин ам вып ол нен а постоянной, шлифование боковых поверхностей зубьев осуществляется с подъемом заднего центра. Однако, протяжки описанной конструкции характеризуются сравнительно невысокой стойкостью, не позволяют решить вопрос обеспечения качества боковых поверхностей пазов. Как показала практика, при прохождении зубьев протяжки в детали имеют место большие контактные давления и повышенные силы трения между стенками пазов шлицевого отверстия и боковыми поверхно стями зубьев по причине температурных расширений шлицевых выступов отверстия и сопутствующих упругих локапьных отжатий. Отрицательные последствия данного явления - износ боковых поверхностей зубьев, вырывы металла из детали. Это особенно проявляется при работе последних режущих зубьев протяжки. Увеличение угла у>1, улучшает условия резания, но при этом возрастает отрицательное влияние увеличивающегося (в связи с ростом угла W о о 13202 зубьч выполнены с уменьшающейся шириной в направлении от первого зуба к последнему что уменьшает рост контактных сил трения , возникающих между вспомогательными режущими кромками и боковыми 5 стенками шлицевого паза при темпера турных деформациях последних, повышает в целом стойкость протяжки и исключает вырывы металла из стенок паза детали. На фиг. 1 изображена схема для расчета 10 подьема оси последнего режущего зуба, на фиг 2 - вид по стрелке А на фиг. 1; на фиг. 3 направление и характер расширения шлица при разогревании в процессе реза ния; на фиг. 4 - положение первого и по- 15 следнего зубьев протяжки в детали. На фиг. 1 и фиг. 2 изображена рабочая часть шлицевой протяжки с изменяющейся шириной шлицевых зубьев . Ширина зубьев монотонно уменьшается на всей длине ре- 20 жущей части. Ширину первого зуба bi и последнего bn определяют из соотношений. 0,9) Д, 0,6) Д, 25 где Ьном - номинальное значение ширины шлица детали, Д - допуск на изготовление ширины 30 шпица. При этом обеспечивается утонение зубьев по ширине. Угол утонения зубьев протяжки определяется по формуле: 35 vy " 2 I ' где I - расстояние между первым и послед40 ним режущими шлицевыми зубьями. В поперечном сечении главный режу щий зуб оформлен главной режущей кром кой и вспомогательными кромками под углами начинающимися непосредственно 45 от точек сопряжения названных кромок Для образования изменяющейся шири ны шлицевых зубьев и заданного угла (р\, необходимо шлифование вспомогательных режущих кромок производить с подъемом заднего центра. Смещение последнего ре- 50 жущего зуба относительно первого ДУсм определяют по алгоритму -(Уп-Уі). • sln/7n, Xi = nstn/?i. Уп = rncos/?n, 55 Уі - n • cos/?i, fi\ —a о л 180° Sift Oj — ;=-— , Sin On — n і • Xn -Xi ал — arctg ^ ------^г • Уп "1 Здесь- Z - число шлицев отверстия, Xi. Xn, Уі , Уп - координаты точек пере сечения главной и вспомогательной кромок первого и последнего зубьев до подъема заднего центра. Остальные обозначения ясны из фиг 1 Проведенные эксперименты показали, что наиболее рациональным значением угла /3, обеспечивающим максимальную стойкость и отсутствие вырыеов на боковой поверхности шлица является угол 0°8\. 0°10' В этом случае увеличение ширины шпицевого выступа при нагреве детали примерно равно уменьшению ширины зуба протяжки Работает протяжка следующим обра зом. каждый режущий зуб срезает слой толщиной, равной подъему на зуб; ширина срезаемых слоев от первого зуба к последнему уменьшается. В процессе резания, начиная с работы первых зубьев протяжки, протягиваемая деталь разогревается. При этом тело шлица под воздействием теплоты резания, нагреваясь, расширяется. Расширение по мере увеличения диаметра возрастает (см фиг. 3). На фиг. 4 сплошной жирной чертой показан первый шлицевой зуб с шириной bi в начальный момент протягивания (холодная деталь), пунктирной линией - последний шлицевой зуб протяжки с шириной bn (разогретая деталь) и сплошной тонкой линией показана протянутая деталь в остывшем состоянии (при остывании ее боковые стенки становятся параллельными). Именно разогревом детали объясняется увеличение контактного трения между боковыми кромками зуба протяжки и стенками детали при неизменной (постоянной) шири не зуба Применение шлицевых протяжек с уменьшающейся шириной режущих зубьев (от первого к последнему) позволяет повысить стойкость протяжек, исключить вырывы металла из детали 13202 У 13202 ВидА 13202 Направление и Харсиктер расширения шцца при разояреРании о процессе реъания "Put k Упорядник Замовлення 4104 Техред М Моргентал Коректор Л Лукач Тираж Підписне Державне патентне відомство України, 254655 ГСП Киів-53 Львівська пл 8 Відкрите акціонерне товариство "Патент" м Ужгород вул Гагаріна 101
ДивитисяДодаткова інформація
Назва патенту англійськоюInternal spline broach
Автори англійськоюHrytsenko Mykola Ivanovych, Pshenychnyi Ihor Arsentiiovych, Yemets Mykola Vasyliovych
Назва патенту російськоюШлицевая протяжка
Автори російськоюГриценко Николай Иванович, Пшеничный Игорь Арсентьевич, Емец Николай Васильевич
МПК / Мітки
МПК: B23D 43/00
Код посилання
<a href="https://ua.patents.su/6-13202-shlicova-protyazhka.html" target="_blank" rel="follow" title="База патентів України">Шліцьова протяжка</a>
Hiж гичкозбиральhої машиhи

Номер патенту: 772
Опубліковано: 15.12.1993
Автори: Чернявський Спиридон Васильович, Гевко Роман Богданович, Мартиненко Володимир Якимович, Козіброда Ярослав Іванович, Данильченко Михайло Григорович, Безпальок Андрій Петрович
МПК: A01D 23/02
Мітки: гичкозбиральhої, машиhи
Формула / Реферат:
Нож ботвоуборочной машины, содержащий диск с прямоугольной зубчатой режущей кромкой, отличающийся тем, что, с целью улучшения качества отрезки ботвы, расстояние между соседними зубьями в окружном направлении выполнено по крайней мере в два раза больше ширины головки зуба, а боковые стенки режущих зубьев выполнены заточенными.
Фреза

Номер патенту: 13256
Опубліковано: 28.02.1997
Автори: Адаменко Юрій Іванович, Лупкін Борис Володимирович, Равська Наталія Сергіївна, Родін Петро Родіонович
Мітки: фреза
Формула / Реферат:
(57) 1. Фреза, содержащая корпус с режущими зубьями с прямолинейными режущими кромками, выходящими на противолежащие торцы фрезы, отличающаяся тем, что на корпусе выполнены дополнительные зубья, попарно расположенные между основными зубьями вблизи торцов фрезы, при этом режущие кромки дополнительных зубьев выполнены винтовыми, а направление режущих кромок дополнительных зубьев, прилегающих к одному из торцов фрезы, выполнено противоположным...
Робочий орган розпушувача
Номер патенту: 3402
Опубліковано: 27.12.1994
Автори: Главацький Казимир Цезарович, Хмара Леонід Андрійович
МПК: E02F 5/30
Мітки: розпушувача, орган, робочий
Формула / Реферат:
Рабочий орган рыхлителя, включающий рабочую балку с рыхлительной стойкой, рыхлительные зубья, отличающийся тем, что рыхлительная стойка снабжена модулем, соединенным с рабочей балкой посредством двух гидроцилиндров, при этом в модуле выполнены монтажные отверстия для крепления хвостовиков боковых рыхлительных зубьев с возможностью их фиксированного перемещения вдоль продольной оси монтажных отверстий и вокруг собственной центральной оси.
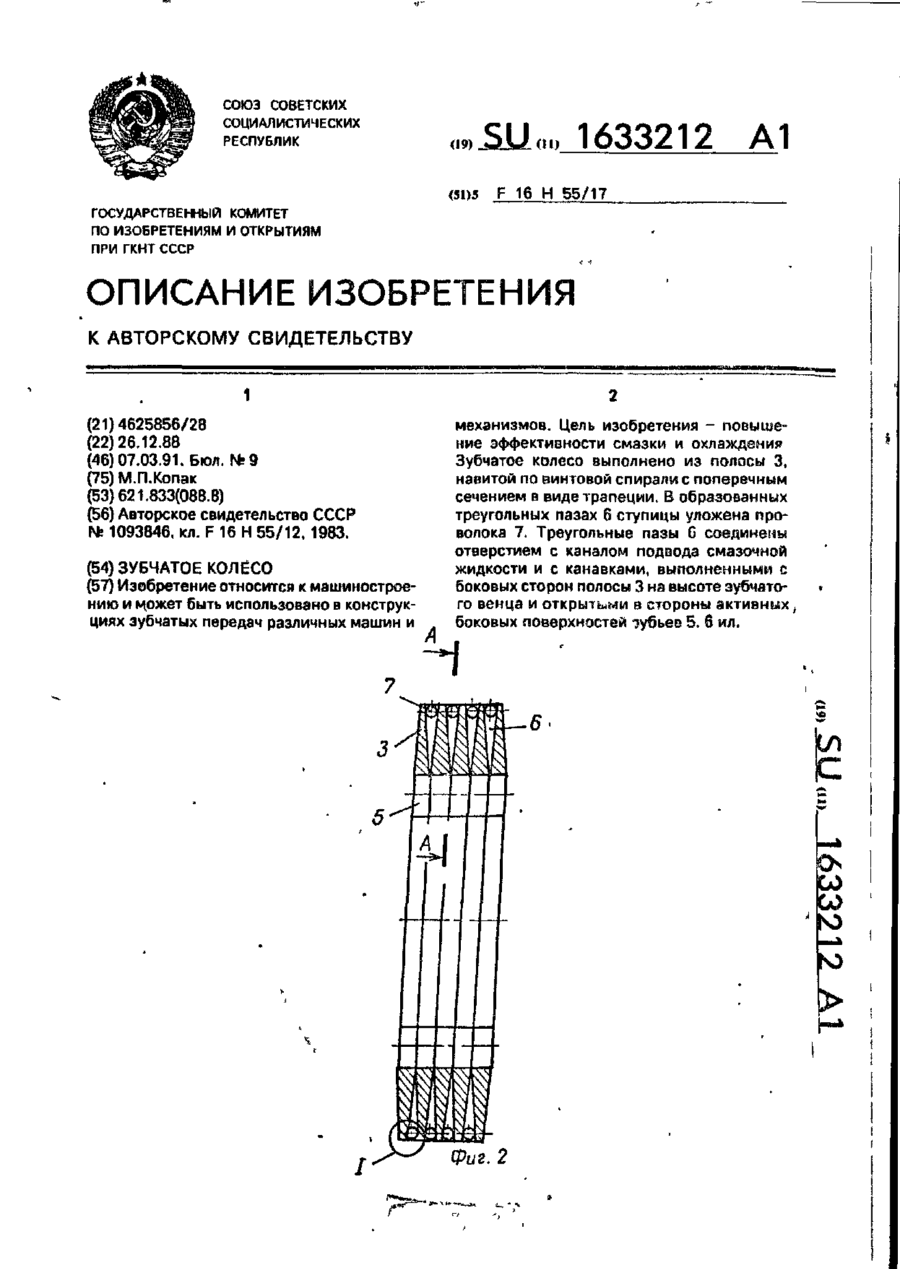
Зубчате колесо
Номер патенту: 7711
Опубліковано: 26.12.1995
Автор: Копак Мирослав Петрович
МПК: F16H 55/17
Формула / Реферат:
Зубчатое колесо, содержащее ступицу с зубчатым венцом, выполненное из витков полосы, плотно навитой по винтовой спирали, жестко соединенных между собой по торцам и посадочному диаметру, отличающееся тем. что, с целью повышения эффективности смазки и охлаждения, полоса на высоте ступицы выполнена с поперечным сечением в виде трапеции, на высоте зубчатого венца с боковых сторон полосы выполнены канавки, открытые в стороны активных боковых...
Фреза для обробки пластмас

Номер патенту: 13257
Опубліковано: 28.02.1997
Автори: Адаменко Юрій Іванович, Лупкін Борис Володимирович, Родін Петро Родіонович, Равська Наталія Сергіївна
МПК: B23C 5/10, B29C 37/00, B23C 5/02
Мітки: обробки, фреза, пластмас
Формула / Реферат:
(57) Фреза для обработки пластмасс, содержащая корпус с зубьями, режущие кромки которых выполнены прямолинейными, отличающаяся тем, что она снабжена дополнительными зубьями с криволинейными вогнутыми режущими кромками на передней поверхности, расположенными на корпусе между зубьями с прямолинейными режущими кромками, при этом диаметр окружности, проходящей через вершины этих последних зубьев, выбран меньшим диаметра окружности, проходящей...
Попередній патент: Пересувна шпалопідбивальна та виправочна машина
Наступний патент: Спосіб отримання гранул та пристрій для його здійснення
Випадковий патент: Спосіб ліквідації солевідкладень у свердловині