Спосіб контактного стикового зварювання труб та машина для його здійснення
Номер патенту: 11736
Опубліковано: 25.12.1996
Автори: Швець Юрій Васильович, Харченко Олександр Кирилович, Казимов Борис Іванович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Сахарнов Василь Олексійович
Формула / Реферат
1. Способ контактной стыковой сварки труб, включающий зажатие концов труб группой сил, каждая из которых приложена к равномерно расположенным по периметру труб зажимами, центрирование труб и последующую их сварку, отличающийся тем, что, с целью повышения производительности при обеспечении высокой точности центровки труб, имеющих допуски по наружному диаметру, силы, воздействующие па зажимы каждого зажимного устройства, разделяют на две смежно расположенные группы: опорную и прижимную, причем величину каждой силы опорной группы устанавливают в 1,05 - 1,25 раза больше величины каждой силы прижимной группы, а зажатие и центрирование труб осуществляют, воздействуя на зажимы силами прижимной группы, при этом зажимы, на которые воздействуют силы опорной группы, устанавливают в крайнее положение, которое удалено от центральной оси зажимных устройств на величину, равную половине номинального диаметра свариваемых труб, затем измеряют величину смещения свариваемых кромок труб со стороны зажимов, на которые воздействуют силы прижимной группы, определяют наибольшую величину смещения, сравнивают ее с заданной величиной, равной половинедопуска на наружный диаметр свариваемых труб, и при величине смещения, превышающей заданную величину, производят перемещение зажимов, на которые действуют силы опорной группы, во второе крайнее положение в сторону удаления от центральной оси зажимных устройств на величину, равную половине допуска на наружный диаметр свариваемых труб.
2. Машина для контактной стыковой сварки труб, включающая подвижное и неподвижное зажимные устройства, выполненные в виде радиально расположенных зажимов, снабженных силовыми цилиндрами, привод осадки и систему гидропитания, отличающаяся тем, что, с целью повышения производительности при обеспечении высокой точности центровки труб, каждое зажимное устройство выполнено в виде опорной и прижимной групп зажимов, с усилием зажатия зажимов опорной группы в 1,05 - 1,25 раза превышающим усилие зажатия зажимов прижимной группы, причем каждая группа зажимов снабжена автономным узлом управления и через него связана с системой гидропитания.
3. Машина по п. 2, отличающаяся тем, что диаметр силовых цилиндров зажимов опорной группы в 1,03 - 1,15 раза больше диаметра силовых цилиндров зажимов прижимной группы. 4. Машина по п. 2, отличающаяся тем, что автономный узел управления прижимной группой зажимов снабжен редукционным клапаном.
Текст
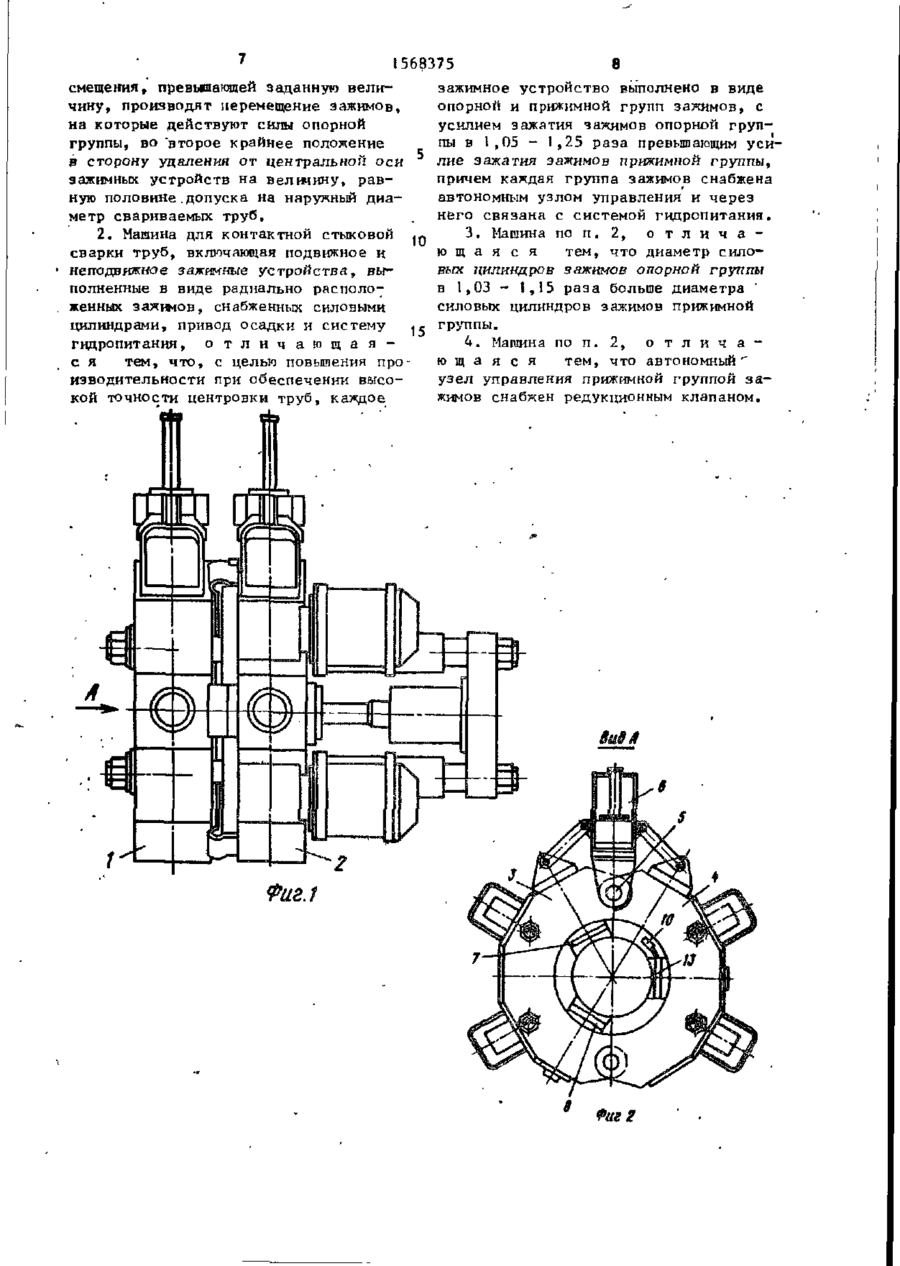
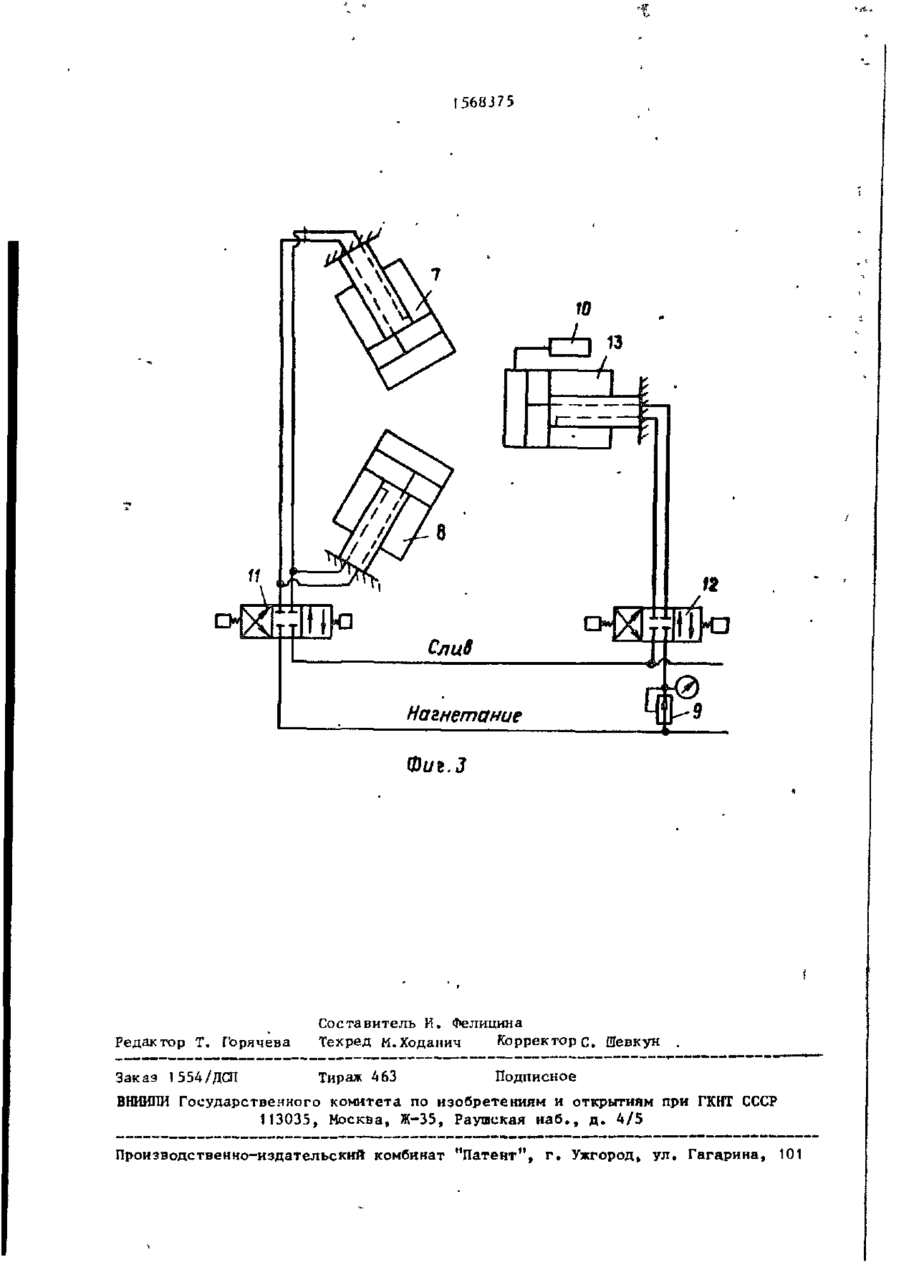
VJ00080 ДЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ ЭКЭ N » СОЮЗ СОВЕТСНИХ СОІЦіАЛИСТИЧЕОКИХ РЄСПУБЛИН (5t)5 ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОГНРЫГИЯМ ПРИ ГННТ СССР (21) 4312731/31-27 (22) 02.10.87 (71*) Институт электросварки им. Е. 0. Патона (72)' С. И. Кучук-Яценко", В, А. Сахарнов, Б . И. Казымов, Ю. В. Швец, А. К. Харченко и В. Г. Кривенко (53) 621,791.762.5(088.8) (56) Авторское свидетельство СССР № 251719, к л . В 23 К 1 1 / 0 2 , 1968 ( н е публик.). Авторское с в и д е т е л ь с т в о СССР Р 1213605, к л . В 23 К 1 1 / 0 4 , 1984. ( 5 4 ) СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ' ТРУБ И МАЛИНА ДНЯ ЕГО ОСУЩЕСТВЛЕНИЯ (57) Изобретение о т н о с и т с я к т е х н о л о гии к о н т а к т н о й стыковой с в а р к и и может быть использовано при с в а р к е коль цевых стыков т р у б . Цель и з о б р е т е н и я повышение производительности с в а р к и при обеспечении высокой точности центровки т р у б , имеющих допуски по н а ружному д и а м е т р у . Способ включает центрирование и зажатие концов труб групповой с и л , каждая из которых приложена к равномерно расположенным по периметру труб зажимам, размещенным в зажимных у с т р о й с т в а х подвижной и неподвижной ч а с т е й сварочной машины н установленным в исходном положении. Силы, воздействующие на зажимы каждого зажимного у с т р о й с т в а ( З У ) , р а з д е ляют на д в е смежно расположенные опор ную и прижимную группы с о о т в е т с т в е н но (ОГ) и ( И Г ) . Величину каждой силы ОГ устанавливают в \,05 - 1,25 р а з а больше величины к*ахдой силы ЇЇГ. Центровку и зажатие труб осуществляют путем в о з д е й с т в и я на зажимы сил ИГ. В 20-90 этот период времени зажимы, на к о т о рые воздействуют силы ОГ, остаются в крайнем положении, которое удалено о і центральной оси ЗУ на величину, р а в ную половине номинального диаметра свариваемых т р у б . После зажатия концов труб в таком положении измеряют величину смещения свариваемых кромок труб со стороны зажимов, ЇШ которые воздействуют силы ПГ подвижного и неподвижного ЗУ. Затем выделяют наибольшую величину смещения, сравнивают ее с заданной величиной, равной половине допуска на наружный диаметр с в а р и ваемых т р у б , и при величине смещения, превышающего заданную величину, производят перемещение опорных зажимов одного из ЗУ во второе крайнее положение в с т о р о н у удаления от центральной о с и ЗУ на величину, равную половине допуска на наружный диаметр свариваемых т р у б . Машина для контактной стыковой с в а р к и труб, реализующая описываемый с п о с о б , включает подвижное и неподвижное ЗУ, выполненные в виде радиально расположенных зажимов, снабженных силовыми цилиндрами, и си стему г и д р о п и т а н и я . Каждое 3V машины выполнено в виде ОГ и ПГ зажимов. Каждая группа зажимов каждого ЗУ с о единена индивидуальным трубопроводом с системой гидропитания машины. Каждый индивидуальный трубопровод, с о е диняющий каждую группу зажимов каждого ЗУ с системой гидропитакия машины, снабжен автономным узлом управления (гидрозолотникамн I ! и 1 2 ) . Зажимы каждой прижимной группы снабжены устройством 10 для измерения их перемещения. Диаметр силовых цилиндров 7 и 3 зажимов ОГ в 1,03 - 1,15 раза болъ ел an 05 ел 1568375 ше диаметра силовых цилиндров 13 з а жимов ПГ. В другом исполнении машины диаметры всех цилиндров одинаковые, но каждый индивидуальный трубопровод, соединяющий группы цилиндров 13 прижимных зажимов с системой гидропитания машины, снабжен редукционным клапаном 9. 2 с. и 2 з . п . ф-лн, 3 и л . Изобретение относится к контактной стыковой сварке и может быть исполь-1* зовано при сварке кольцевых стыков труб. I5 Цель изобретения - повышение производительности сварки при обеспечении высокой точности центровки труб, имеющих допуски по наружному диаметру. На фиг. 1 представлена предлагав- 20 мая машина; на фиг. 2 - вид по стрелке А на фиг. I; на фиг, 3 - часть гидросхемы сварочной машины, которая поз воляет реализовать описываемый способ. Сварочная машина содержит неподвиж 25 ное 1 подвижное 2 зажимные устройства, которые по своему устройству и принципу действия аналогичны. Каждое зажимное устройство 1 или 2 состоит ных для того, чтобы при зажиме труб , не происходило отжатие зажимов, на к о торые воздействуют опорные силы из крайнего положения. Такой диапазон я в ляется оптимальным для удержания зажимов в крайнем положении. При значениях менее 1,05 возможно перемещение зажимов из крайнего положения при воздействии на трубу прижимных сил и собственного веса трубы. Увеличение значений свыше 1,25 не является необходимым . На прижимных зажимах установлены устройства 10 .измерения перемещения. Гидросхема машины дополнительно имеет два гидрозолотника II и 12, которые обеспечивают управление силовыми цилиндрами и редукционный клапан 9. ИЗ ПОЛУКОрПуСОВ 3 И 4 , КОНЦЫ КОТОРЫХ Работа зажимных устройств происхосоединены осью 5, с которой соединен дит следующим образом. шток гидроцилиндра 6 раскрытия полуСвариваемые трубы подаются в з а корпусов. жимные устройства 1 и 2 и автономный В этих полукорпусах расположены узел выдает команду на перемещение зажимные устройства, состоящие из ,, зажимов прижимной группы. По этой к о двух групп. Опорная группа состоит манде срабатывает гидрозолотник 12, из зажимов с цилиндрами 7 и 8, котокоторый соединяет полость цилиндра 13 рые находятся в крайнем полонений (на зажимов прижимной группы с силовой номинальном диаметре трубы) и имеют магистралью гидросистемы через клапан возможность перемещаться в сторону 9. При этом цилиндр 13 перемещается увеличения диаметра на величину, р а в и трубы прижимаются к опорной группе ную половине допуска на наружный диазажимов, рабочая полость которых ч е метр трубы. В этом положении на опоррез гидрозолотник I1 соединена также ную группу цилиндров действует усилие с силовой магистралью. в 1„05 - 1,25 раза больше, чем на при При перемещении зажима прижимной жимную группу, которое создается за группы устройство 10 измеряет его п е счет дополнительного редукционного ремещение из исходно го положения. Посклапана 9» который установлен в систе ле остановки цилиндров сравниваются ме питания прижимной группы зажимов попарные перемещения одинаково распои обеспечивает понижение давления в 50 ложенных прижимных зажимов подвижного t 0,75 - 0,95 по сравнению с остальной и неподвижного зажимных устройств и магистралью, В случае применения для на основании этого определяются смеопорной группы цилиндров, диаметр к о щения торцов труб. После определения торых в 1,03 - 1,15 больше диаметра смещения труб выбирается максимальное цилиндров прижимной группы, редукционный клапан из гидросхемы исключает- 55 смещение торцов труб, которое сравнивается с заданной величиной, равной ся, а остальные элементы сохраняются. половине допуска на диаметр свариваеВеличина опорных сил выбирается в мых труб, и, если реааьное смещение 1,05 - 1,2Ь раза больше, чем прижим 568175 6 ройств перемещаются на 2 мм (половина больше заданной величины» то гидрозодопуска на диаметр). При этом смешение лотник И перекрывает питание одной в районе прижимных зажимов уменьшается из опорных групп подвижного или кес 4 до 2 мм, а в районе опорных в о з подвикного зажимного устройства сва5 растает с 0 до 2 мм. рочной машины в зависимости от смеИзобретение повышает производительщения торцов одной или другой трубы ность сварки труб за счет сокращения и соединяет рабочие полости цилиндров времени, необходимого для зажатия н 7 и 8 со сливной магистралью. При центровки труб, вследствие полного исэтом опорная группа зажимов под дав10 пользования производительности гидролением прижимных цилиндров отжимается станции сварочной машины. Машина для от своего крайнего положения в стоконтактной стыковой сварки труб, изго рону удаления от центральной оси во товленная согласно описываемому изобвторое крайнее положение, которое отретению, позволяет обеспечить ВЫСОКУЮ стоит на величину, равную половине допуска на наружный диаметр сваривае- 15 заданную точность центровки свариваемых труб путем однократного замера мых труб. смещения кромок, сравнения максимальВ том случае, когда реальное смете ного смещения с заданной величиной и» ние меньше заданной величины, то корректировка центровки труб не произво- 20 если необходимо, однократного корректирования взаимного положения труб, дится. зажатых в зажимах сварочной машины. Физическая сущность описываемого способа заключается в том, что при зажиме трубы устанавливаются так, что Ф о р м у л а и з о б р е т е н и я на одном из участков периметра обеспе- 25 чивается отсутствие смещения торцов, ! . Способ контактной стыковой свара затем измеряются смешения на диаки труб, включающий зажатие 1 концов метрально противоположном участке петруб группой сил, каждая из которых риметра труб. Если это смещение меньприложена к равномерно расположенным ше половины допуска на наружный диапо периметру труб зажимами, центрирометр труб, то коррекция центровки не вание труб и последующую их сварку, производится, а если больше, то одна о т л и ч а ю щ и й с я тем, что о из труб перемещается. При этом создас целью повьячения производительности ется смещение торцов на участке, где при обеспечении высокой точности цен-* его не было, а смещение на диаметтровки труб, имеющих допуски по нарально противоположном участке умень- 35 ружному диаметру, силы, воздействуюшается. Величина перемещения одной из щие на зажимы каждого зажимного усттруб является дискретной и равна полоройства, разделяют на две смежно расвине допуска на наружный диаметр труб. положенные группы: опорную и прижимТаким образом, при центровке труб ную, причем величину каждой силы опор по описываемому способу максимальное 40 ной группы устанавливают в 1,05 смещение будет не более половины до1,25 раза больше величины каждой сипуска на диаметр свариваемых труб. лы прижимной группы, а зажатие и ценВ качестве примера рассмотрим возтрирование труб осуществляют, воздейможность применения описываемого споствуя на зажимы силами прижимной групсоба для сварки труб диаметром 530 мм. пы, при этом зажимы, на которые возПредельные отклонения по наружному действуют силы опорной группы, устадиаметру труб не должны превышать навливают в крайнее положение, кото±2 мм. При этом величина допуска на рое удалено от центральной оси зажимдиаметр составляет 4 мм. Отсюда сле- 50 ныл устройств на величину, равную подует, что минимальный диаметр трубы ловине номинального диаметра сваривасоставляет 528 мм, а максимальный емых труб, затем измеряют величину 532 мм. При яажиме этих труб в районе смещения свариваемых кромок труб со стороны зажимов, на которые воздействоздействия прижимной группы сил возвуют силы прижимной группы, определяникает смещение, равное 4 мм. Это сме55 ют наибольшую величину смещения, сравщение больше половины допуска на диа*нивают ее с заданной величиной, равметр труб (2 м м ) , поэтому производитной половине допуска на наружный диася коррекция центровки, при которой метр свариваемых труб, и при величине опорные зажимы одного из зажимных уст 7 1568375 смещения, превышающей заданную величину, производят перемещение зажимов, на которые действуют силы опорной группы, во "второе крайнее положение в сторону удаления от центральной оси зажимных устройств на величину, равную половине.допуска на наружный диаметр свариваемых труб, 2. Машина для контактной стыковой 10 сварки труб, включающая подвижное и неподвижное зажимные устройства, выполненные в виде радиально располо^ женных зажимов, снабженных силовыми цилиндрами, привод осадки и систему 15 гидропитания, о т л и ч а ю щ а я с я тем, ч т о , с целью повышения производительности при обеспечении высокой точности центровки труб, каждое 8 зажимное устройство выполнено в виде опорной и прижимной групп зажимов, с усилием зажатия зажимов опорной группы в 1,05 - 1,25 раза превышающим усилие зажатия зажимов прижимной группы, причем каждая группа зажимов снабжена автономным узлом управления и через него связана с системой гидропитания. 3. Машина по п . 2, о т л и ч а ющая с я тем, что диаметр силовых цилиндров зажимов опорной группы в 1,03 - 1,15 раза больше диаметра ' силовых цилиндров зажимов прижимной группы. 4 . Машина по п . 2, о т л и ч а ю щ а я с я тем, что автономный'' узел управления прижимной группой з а жимов снабжен редукционным клапаном. 1568375 Фиг.3 Редактор Т. Горячева Составитель И. Фелицина Техред М.Ходанич Корректоре, Шевкун , Закаэ 1554/ДСП Тираж 463 Подписное В И П Государственного комитета по изобретениям и открытиям при ГКНТ СССР НИИ 113035, Москва, Ж-35, Раушская наб., д . 4/5 П р о и з в о д с т в е н н о - и з д а т е л ь с к и й комбинат "Патент", г . Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of resistance butt-seam welding of pipes
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Sakharnov Vasyl Oleksiiovych, Kazymov Borys Ivanovych, Shvets Yurii Vasyliovych, Kharchenko Oleksandr Kyrylovych, Kryvenko Valerii Heorhiiovych
Назва патенту російськоюСпособ контактной стыковой сварки труб и машина для его осуществления
Автори російськоюКучук-Яценко Сергей Иванович, Сахарнов Василий Алексеевич, Казимов Борис Иванович, Швец Юрий Васильевич, Харченко Александр Кириллович, Кривенко Валерий Георгиевич
МПК / Мітки
МПК: B23K 11/04
Мітки: здійснення, спосіб, стикового, зварювання, машина, труб, контактного
Код посилання
<a href="https://ua.patents.su/6-11736-sposib-kontaktnogo-stikovogo-zvaryuvannya-trub-ta-mashina-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного стикового зварювання труб та машина для його здійснення</a>
Машина для контактного стикового зварювання труб
Номер патенту: 736
Опубліковано: 15.12.1993
Автори: Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Галян Борис Опанасович, Патон Борис Євгенович
МПК: B23K 11/04
Мітки: труб, стикового, зварювання, контактного, машина
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную полую штангу, на которой смонтированы подвижный и неподвижный опорные диски механизмов для зажима свариваемых труб, выполненных в виде силовых цилиндров, взаимодействующих посредством распорных элементов и серег с центрирующими рычагами, и привод оплавлення и осадки, связанный с подвижным опорным диском, отличающаяся тем, что, с целью повышения надежности конструкции путем...
Машина для контактного стикового зварювання труб

Номер патенту: 11918
Опубліковано: 25.12.1996
Автори: Сахарнов Василь Олексійович, Мірошниченко Олександр Петрович, Лукін Анатолій Вікторович, Толдін Анатолій Андрійович, Хаймі Георгій Іванович, Кучук-Яценко Сергій Іванович, Галян Борис Панасович
МПК: B23K 11/04
Мітки: зварювання, стикового, машина, труб, контактного
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную штангу с двумя опорными дисками, подвижный и неподвижный зажимы свариваемых труб с распорными дисками, установленными на штанге между опорными дисками с возможностью перемещения, центрирующими элементами и зажимными токоподводящими башмаками, между распорным диском подвижного зажима и ближайшим к нему опорным диском концентрично штанге с возможностью перемещения...
Машина для контактного стикового зварювання труб
Номер патенту: 4278
Опубліковано: 27.12.1994
Автори: Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович, Галян Борис Опанасович
МПК: B23K 11/04
Мітки: машина, труб, зварювання, контактного, стикового
Формула / Реферат:
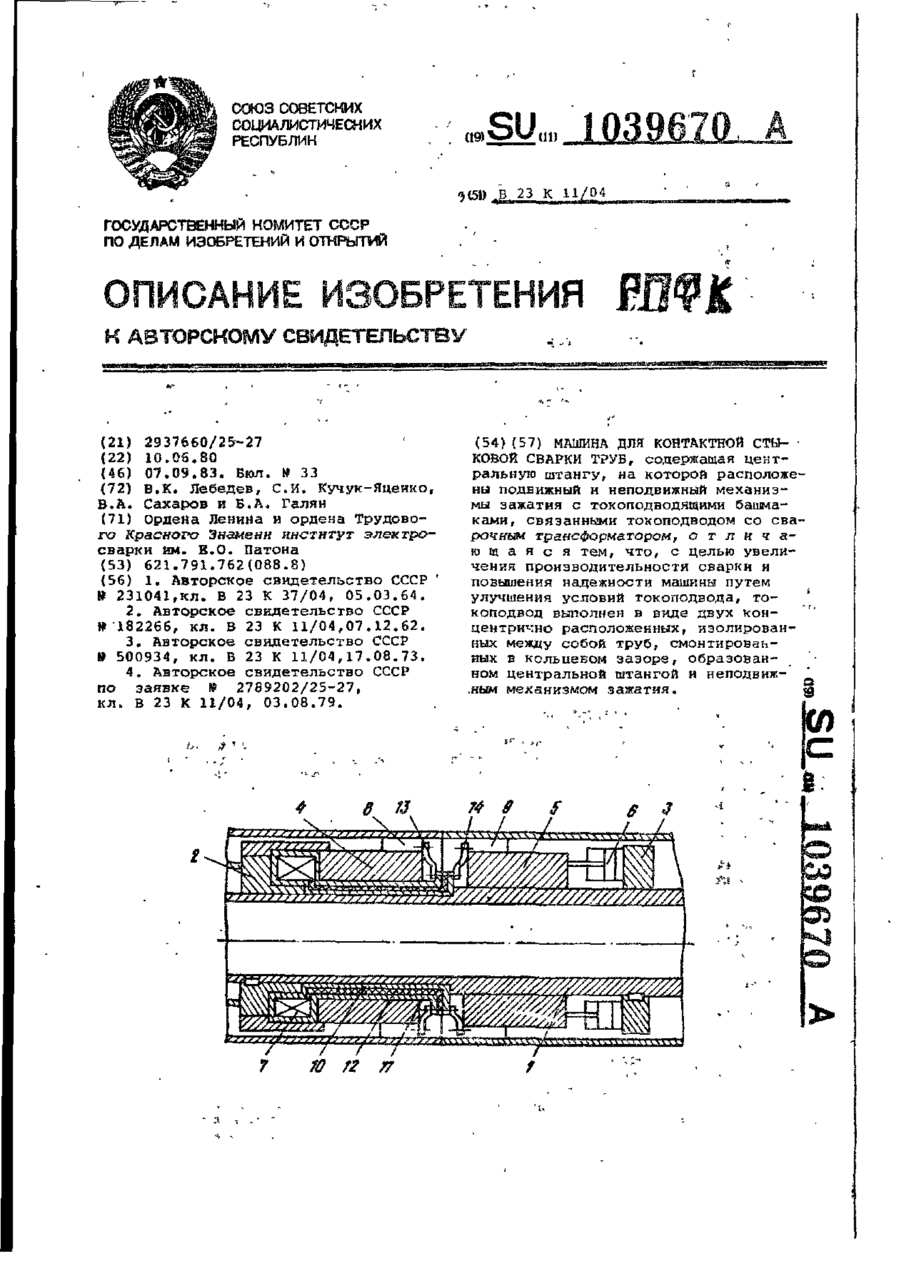
Машина для контактной стыковой сварки труб, содержащая центральную штангу, на которой расположены подвижный и неподвижный механизмы зажатия с токоподводящими башмаками, связанными токоподводом со сварочным трансформатором, отличающаяся тем, что, с целью увеличения производительности сварки и повышения надежности машины путем улучшения условий токоподвода, токоподвод выполнен в виде двух концентрично расположенных, изолированных между...
Машина для контактного стикового зварювання оплавленням труб

Номер патенту: 2650
Опубліковано: 26.12.1994
Автори: Зубаньов Олександр Георгійович, Немировський Ісак Якович, Солтис Віталій Петрович, Уніговський Михайло Рахмілєвич, Сєрафін Орєст Міхайловіч, Іткін Олександр Феліксович
МПК: B23K 11/04
Мітки: зварювання, контактного, труб, стикового, оплавленням, машина
Формула / Реферат:
Машина для контактной стыковой сварки оплавлением труб, содержащая кинематически связанные между собой приводом оплавлення и осадки два полукорпуса клещевого типа, каждый из которых включает подвижную и неподвижную щеки с полукруглыми окнами для фиксации труб, отличающаяся тем, что она снабжена двумя жестко закрепленными на торцах неподвижных щек амортизационными устройствами, каждое из которых выполнено в виде жестко закрепленной на торце...
Машина для контактного стикового зварювання труб
Номер патенту: 398
Опубліковано: 30.04.1993
Автори: Мірошниченко Олександр Петрович, Галян Борис Опанасович, Кучук-Яценко Сергій Іванович, Лебедєв Володимир Костянтинович, Патон Борис Євгенович, Сахарнов Василь Олексійович
МПК: B23K 31/02, B23K 11/04
Мітки: машина, зварювання, контактного, труб, стикового
Формула / Реферат:
Формула изобретенияМашина для контаткной стыковой сварки труб, содержащая центральную штангу, смонтированные на ней с возможностью радиального перемещения разжимные элементы механизмы их разжатия и привод оплавления и осадки, отличающаяся тем, что, с целью улучшения условий центрирования и сварки труб с большим допуском на диаметр и конусность, разжимные элементы выполнены в виде рычагов, имеющих на концах скосы, а механизм разжатия...
Попередній патент: Підйомно-опускний пристрій для акустичної суднової антени
Наступний патент: Пристрій для захисту контактних стикових зварювальних машин від іскр і бризк розплавленого металу
Випадковий патент: Позиційна система керування з частотнорегульованим електроприводом