Конвекторне кільце для термічної обробки рулонів у ковпакових печах
Номер патенту: 1476
Опубліковано: 15.11.2002
Автори: Марченко Олексій Олексійович, АГАРКОВ Віктор Якович, Мінько Ігор Володимирович, Гілязов Леонід Давидович, Дюбін Валерій Юрійович
Формула / Реферат
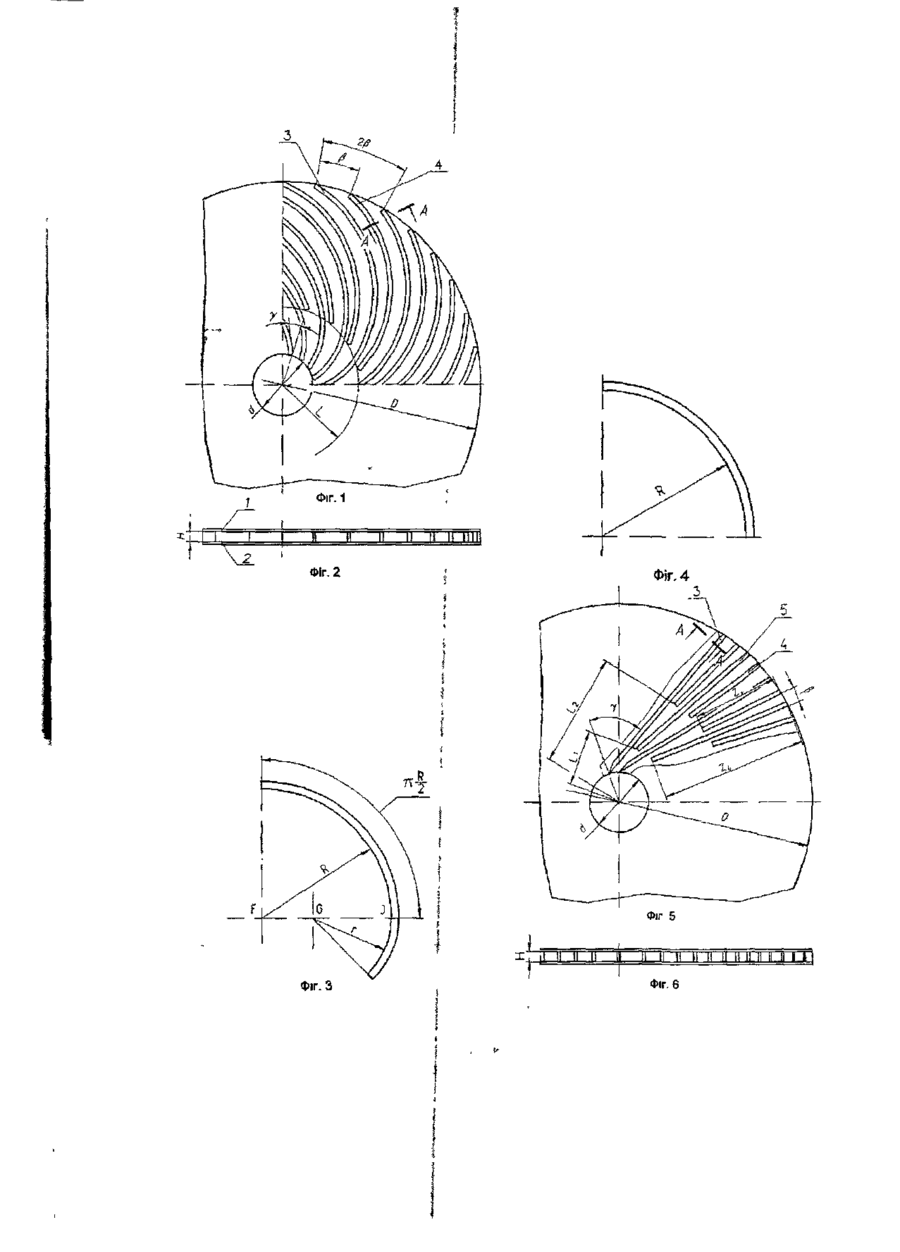
1. Конвекторне кільце для термічної обробки рулонів у ковпакових печах, що містить верхній на нижній кільцеві диски, а також канали між ними, яке відрізняється тим, що канали утворені ребрами, які з'єднують диски і розташовані віялом з кроком 12¸24°, вимірюваним центральним кутом в площині дисків, та під сталим кутом відносно центрального променя, проведеного з центри дисків до найближчого торця ребра, до того ж ребра у поперечному розрізі мають форму порожнього прямокутника.
2. Конвекторне кільце за п. 1, яке відрізняється тим, що ребра виготовлені у формі відрізків прямокутних труб.
3. Конвекторне кільце за п. 2, яке відрізняється тим, що воно містить довгі і короткі ребра спіралеподібної форми, що попарно чергуються, довгі ребра розташовані під кутом 25° відносно центрального променя, мають два радіуси кривини у площині дисків, що дорівнюють:
R=(0,45-0,60)(D+d)/2,
r=(0,26-0,35)(D+d}/2,
де D і d- відповідно зовнішній та внутрішній діаметри дисків;
R - радіус кривини ребра на ділянці, що прилягає до зовнішнього торця диска і має довжину πR/2,
r - радіус кривини ребра на ділянці, що прилягає до внутрішнього торця диска, причому центр кривини ребра радіусом r знаходиться на промені, що виходить із центра кривини ребра радіусом R у точку зміни цієї кривини, а короткі ребра мають радіус кривини R і розташовані таким чином, що їх внутрішні торці віддалені від центра дисків на відстань:
L=(0,30-0,38)(D+d)/2,
де L - відстань між центром диска і найближчим до нього торцем короткого ребра.
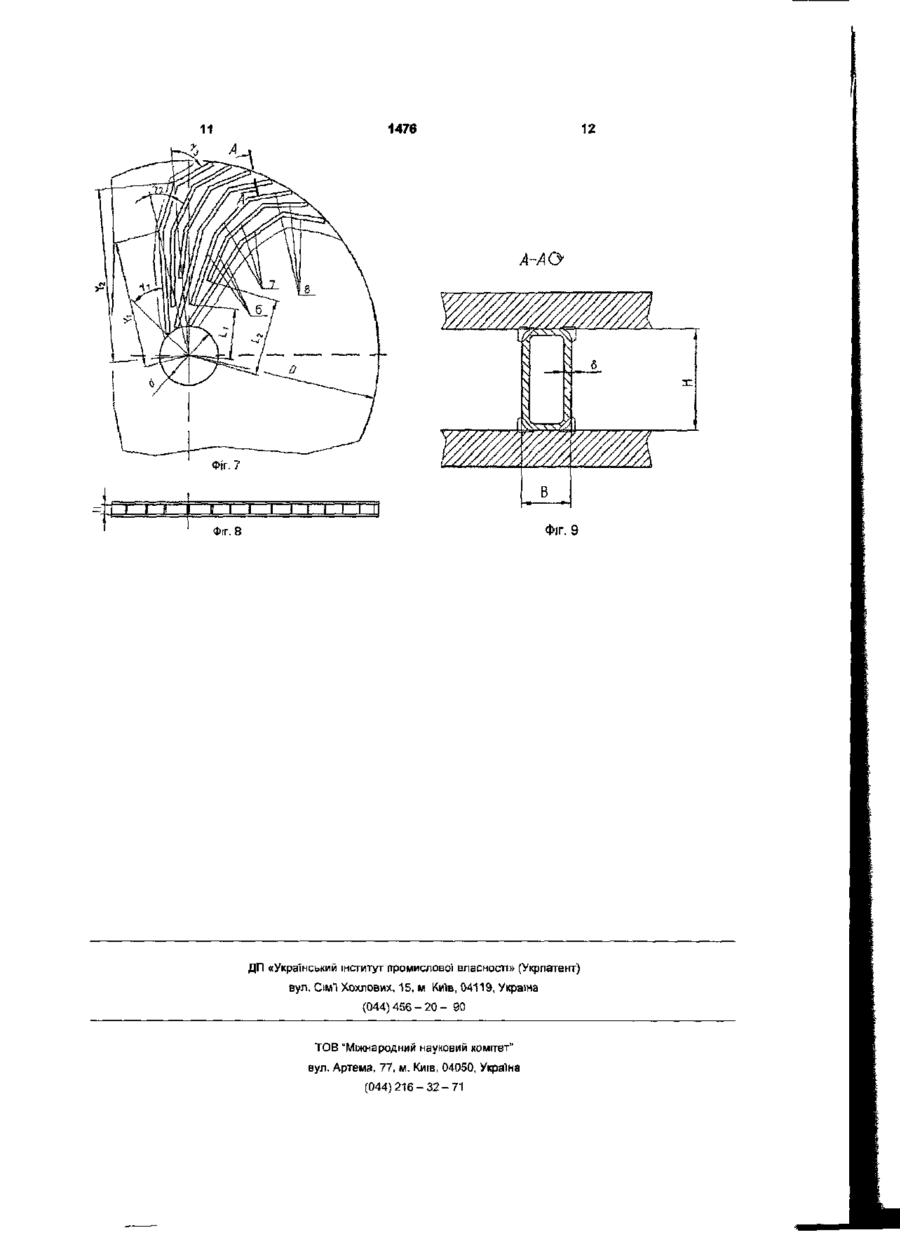
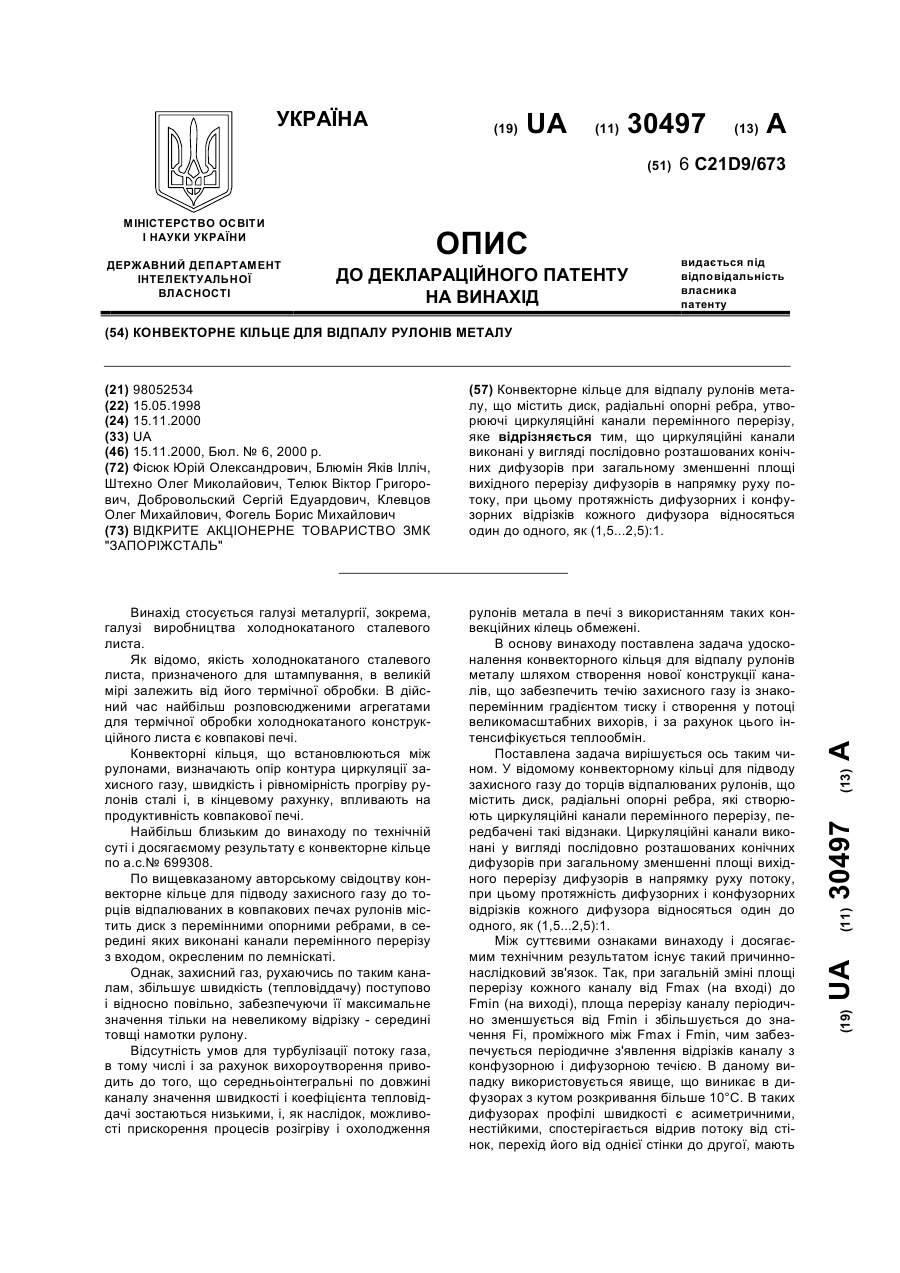
4. Конвекторне кільце за п. 2, яке відрізняється тим, що ребра виготовлені у формі прямолінійних відрізків труб змінної довжини, причому ребра найбільшої довжини розташовані від кутом 60° відносно центрального променя і з'єднують зовнішні та внутрішні торці дисків, а між цими ребрами розташовані короткі ребра таким чином, що прохідний переріз каналів у розтині, що проходить через найближчий торець короткого ребра перпендикулярно центральному променю, дорівнює прохідному перерізу каналів у зонах внутрішніх торців дисків.
Текст
1 Конвекторне кільце для термічної обробки рулонів у ковпакових печах, що містить верхній на нижній кільцеві диски, а також канали між ними, яке відрізняється тим, що канали утворені ребрами, які з'єднують диски і розташовані віялом з кроком 12-24°, вимірюваним центральним кутом в площині дисків, та під сталим кутом відносно центрального променя, проведеного з центри дисків до найближчого торця ребра, до того ж ребра у поперечному розрізі мають форму порожнього прямокутника 2. Конвекторне кільце за п 1, яке відрізняється тим, що ребра виготовлені у формі відрізків прямокутних труб З Конвекторне кільце за п 2, яке відрізняється тим, що воно містить довгі і короткі ребра спіралеподібної форми що попарно чергуються, довгі ребра розташовані під кутом 25° відносно центрального променя, мають два радіуси кривини у площині дисків, що дорівнюють R=(0,45-0,60)(D+d)/2, r=(0,26-0,35)(D+d}/2, де D і d- відповідно ЗОВНІШНІЙ та внутрішній діаметри дисків, R - радіус кривини ребра на ДІЛЯНЦІ, ЩО прилягає до зовнішнього торця диска і має довжину TTR/2, г - радіус кривини ребра на ДІЛЯНЦІ, ЩО прилягає до внутрішнього торця диска, причому центр кривини ребра радіусом г знаходиться на промені, що виходить із центра кривини ребра радіусом R у точку зміни цієї кривини, а короткі ребра мають радіус кривини R і розташовані таким чином, що їх внутрішні торці віддалені від центра дисків на відстань L=(0,30-0 38)(D+d)/2, де L - відстань між центром диска і найближчим до нього торцем короткого ребра 4 Конвекторне кільце за п 2, яке відрізняється тим, що ребра виготовлені у формі прямолінійних відрізків труб змінної довжини, причому ребра найбільшої довжини розташовані від кутом 60° відносно центрального променя і з'єднують зовнішні та внутрішні торці дисків, а між цими ребрами розташовані короткі ребра таким чином, що прохідний переріз каналів у розтині, що проходить через найближчий торець короткого ребра перпендикулярно центральному променю, дорівнює прохідному перерізу каналів у зонах внутрішніх торців дисків Корисна модель належить до галузей термічної обробки металів та металургійного машинобудування і може бути використана як складова частина ковпакових печей для відпалу листового метала в рулонах ВІДОМІ конвекторні кільця, що містять кільцеві диски й канали між ними [авт свід СРСР № 1408181, F27D11/00, опубл БВ № 25, 1988 р , пат РФ № 15576, C21D9/673 опубл БВКМ № ЗО, 2000 р , заявка РФ № 98118671/02, C21D9/673, опубл БВКМ № 20, 2000 р ] Рулони листової сталі встановлюють на перегородки між каналами й обду вають нагрітим захисним газом Газ контактує з торцевою поверхнею рулонів, що розташовані над каналами Але відпалені на цих кільцях рулони мають низьку якість, тому що прямий контакт нагрітого газу приводить до перегріву торцевих поверхонь в місцях контакту Цей перегрів настільки значний, що веде до огрубіння структури листового метала, а також до зварювання або суміжних витків між собою в зонах прямого контакту з газом, або торців рулону і опорних площин перегородок Відоме прийняте за прототип конвекторне кі (О 1476 льце для термічної обробки рулонів у ковпакових печах, що містить нижній кільцевий диск із радіальними пазами, встановлені на нього і розділені між собою антифрикційним шаром кільцеві диски з вуглецевої сталі (товщиною 25 -40мм) і електротехнічної сталі [пат. РФ № 15477, C21D9/673, опубл БВКМ № 29, 2000 p.]. Кільце використовується для якісної' термообробки рулонів електротехнічної сталі і виключає прямий контакт нагрітого газу з торцями рулонів. Недоліком кільця є велика металоємність та трудомісткість його виготовлення В основу корисної моделі поставлено задачу зменшити металоємність та трудомісткість виготовлення конвектор ного кільця. Поставлена задача досягається у конвекторному КІЛЬЦІ для термічної обробки рулонів у ковпакових печах, що містить верхній та нижній кільцеві диски, а також канали між ними, яке відрізняється тим, що канали утворені ребрами, які з'єднують диски І розташовані віялом з кроком 12 - 24°, вимірюваним центральним кутом в площині дисків, та під сталим кутом відносно центрального променя, проведеного з центру дисків до найближчого торця ребра, до того ж ребра у поперечному розрізі мають форму порожнього прямокутника. Доцільно виготовляти ребра у формі відрізків прямокутних труб і розташовувати між дисками згідно трьом варіантам. За першим варіантом кільце містить довгі і короткі ребра спіралеподібної форми, що попарно чергуються, довгі ребра розташовані під кутом у = 25" відносно центрального променя, проведеного з центру дисків, мають два радіуси кривини у площині дисків, що дорівнюють: R = (0,45-0,60){D + d)/2, r=(0,26-0,35)(D-t-d)/2, де D і d- ВІДПОВІДНО зовнішній та внутрішній діаметри дисків; R - радіус кривини ребра на ДІЛЯНЦІ, ЩО прилягає до зовнішнього торця диска і має довжину TTR/2; г - радіус кривини ребра на ділянці, що прилягає до внутрішнього торця диска, при чому центр кривини ребра радіусом г знаходиться на проміні, що виходить із центра кривини ребра радіусом R у точку зміни цієї кривини, а короткі ребра мають радіус кривини R і розташовані таким чином, що їх внутрішні торці віддалені від центру дисків на відстань". L = (0,30- 0,38)(D + d)/2, де L - відстань між центром диска і найближчим до нього торцем короткого ребра. За другим варіантом ребра виготовлені у формі прямолінійних відрізків труб змінної довжини, при чому ребра найбільшої довжини розташовані під кутом у = 60° відносно центрального променя і з'єднують зовнішні і внутрішні торці дисків, а між цими ребрами розташовані короткі ребра таким чином, що прохідний перетин каналів у розтині, що проходить через найближчий торець короткого ребра і перпендикулярний центральному променю, дорівнює прохідному перетину каналів у зонах внутрішніх торців дисків. За третім варіантом ребра виготовлені з трьох відрізків прямолінійних труб, що ЗМІНЮЮТЬ свій 4 напрямок в один бік на ділянках, які віддалені від центру дисків на відстані, що дорівнюють ВІДПОВІДНО 0,55 та 0,76 від полусуми діаметрів дисків, відрізки, починаючи з найближчого до центру дисків, розташовані під кутами відповідно уі - 43°, Уз = 33° та уз = 66° відносно центрального променя, при цьому найближчі до центру відрізки ребер мають змінну довжину, яка забезпечує однаковість розмірів прохідного перетину каналів, утворених відрізками найбільшої довжини у зонах внутрішніх торців дисків, та прохідного перетину каналів у розтинах, що проходять через найближчі до центру торці інших ребер перпендикулярно центральним променям Ефективна робота конвекторних кілець обумовлюється насамперед наданими нижче параметрами: 1) здатністю інтенсивно нагрівати (в процесі відпалу), або охолоджувати (після відпалу) стальні рулони за рахунок теплообміну між захисним газом, що циркулює в каналах кілець, дисками та торцями рулонів; 2) забезпеченням однакових умов нагріву торців рулонів, що досягається відсутністю прямого контакту нагрітого газу з торцями рулонів, а також коробления поверхонь дисків, тобто жорсткістю конструкції. Інтенсивний теплообмін між захисним газом і рулонами забезпечується виконанням ребер порожніми у розрізі, що за інших однакових обставин збільшує сумарний прохідний перетин каналів, покращує рівномірність та швидкість теплообміну. Спіралеподібність, а також виконання ребер з контуром ломаної лінії і під кутом у відносно центрального променя обумовлює закручення потоку захисного газу в каналах, тобто забезпечує його потрібну спрямованість на виході з кільця, збільшує площу теплообміну з кільцем, що також інтенсифікує процес відпалу. При достатній кількості ребер, яка дорівнює 360/р, забезпечується надійне скріплення дисків і виключається їх термічне коробления, яке може привести до деформування торцю рулонів, або їх зварювання з коробленими ділянками верхнього диску. При (3 24°, то площа розрізу каналів на виході з кільця стає занадто великою для забезпечення надійного закручення всього потоку газу, що виходить з кільця До того ж зменшується площа скріплення ребер з дисками, що може привести до появи коробления в окремих зонах дисків. Закручування потоку газу найбільш ефективне у тому випадку, якщо кожне друге ребро віддалити від центру дисків на відстань L, на периферійних ділянках дисків всі ребра виконати з радіусом кривини R, а в зонах, суміжних Із внутрішнім торцем дисків, у довгих ребер зменшити радіус кривини до величини г Таким чином: 1) у процесі пересування газу в каналах кільця закручування його елементарних об'ємів буде по 1476 траєкторії, що близька до спіралі Архімеда, тобто по траєкторії точки, що рухається зі сталою швидкістю (без опору); 2) спрощується технологія виготовлення ребер, тому що одинарну чи подвійну кривину виготовити легше, ніж кривину, що перманентно змінюється в залежності від кута р; 3) за рахунок використання коротких ребер початкова площа розрізу каналів зростає до розмірів, які потрібні за умовами експлуатації печі (температури, тривалості відпалу, об'ємів і почат1 кової швидкості потоку газу}. Якщо R > 0,60(D + d)/2 і г > 0,35(D + d)/2, то газ не встигає у потрібному обсязі віддавати тепло дискам, і піч експлуатується в неекономічному режимі. При R < 0,45(D + d)/2 і r < 0,26(D + d)/2 ускладнюються умови скріплення ребер із дисками, а також зростає опір потоку газу. Якщо L 0,38(D + d)/2, більш оптимальним рішенням є скорочення кроку розташування ребер до (3 = 12 - 18" при максимальних величинах RTa r. У разі, коли деформування порожніх ребер на потрібний радіус кривини ускладнено, доцільно використовувати другий та третій варіанти виготовлення ребер. Це у деяких випадках ще більш зменшує трудомісткість виготовлення кільця, а при вказаних умовах щодо розмірів ребер та їх координат на поверхні дисків досить незначно погіршує умови теплообміну між газом і рулонами у порівнянні з першим варіантом виготовлення ребер. Відсутність коробления та залишкового прогину елементів конвекторного кільця забезпечується достатньою товщиною дисків, а також жорсткістю ребер. Заміна профілю ребер в загальному випадку змінює сумарну площину ребер у центральному горизонтальному розтині, на яку діє вага рулонів. Така заміна не повинна привести до пластичної деформації ребра вздовж висоти Н, тобто потрібно виконання умови: , P/S
ДивитисяДодаткова інформація
Автори англійськоюAharkov Viktor Yakovych, Diubin Valerii Yuriiovych, Marchenko Oleksii Oleksiiovych
Автори російськоюАгарков Виктор Яковлевич, Дюбин Валерий Юрьевич, Марченко Алексей Алексеевич
МПК / Мітки
МПК: C21D 9/54, F27D 11/08
Мітки: ковпакових, обробки, конвекторне, рулонів, термічної, печах, кільце
Код посилання
<a href="https://ua.patents.su/6-1476-konvektorne-kilce-dlya-termichno-obrobki-ruloniv-u-kovpakovikh-pechakh.html" target="_blank" rel="follow" title="База патентів України">Конвекторне кільце для термічної обробки рулонів у ковпакових печах</a>
Конвекторне кільце для відпалу рулонів металу
Номер патенту: 30497
Опубліковано: 15.11.2000
Автори: Фісюк Юрій Олександрович, Телюк Віктор Григорович, Добровольский Сергій Едуардович, Клевцов Олег Михайлович, Фогель Борис Михайлович, Штехно Олег Миколайович, Блюмін Яків Ілліч
МПК: C21D 9/54
Мітки: рулонів, металу, конвекторне, кільце, відпалу
Формула / Реферат:
Конвекторне кільце для відпалу рулонів металу, що містить диск, радіальні опорні ребра, утворюючі циркуляційні канали перемінного перерізу, яке відрізняється тим, що циркуляційні канали виконані у вигляді послідовно розташованих конічних дифузорів при загальному зменшенні площі вихідного перерізу дифузорів в напрямку руху потоку, при цьому протяжність дифузорних і конфузорних відрізків кожного дифузора відносяться один до одного, як...
Конвекторна решітка
Номер патенту: 978
Опубліковано: 16.07.2001
Автори: Кучеров Василь Андрійович, Марченко Олексій Олексійович, Дюбін Валерій Юрійович, АГАРКОВ Віктор Якович, Беспалов Олександр Павлович
МПК: C21D 9/54, F27D 11/08
Мітки: решітка, конвекторна
Формула / Реферат:
(21) 2001010040(54) (57)Дата прийняттярішення06 березня 2001 р.1. Конвекторна решітка для термічної обробки рулонів у ковпакових печах, що містить верхній та нижній кільцеві диски, а також канали між ними, яка відрізняється тим, що канали утворені спіралеподібними ребрами, що з'єднують диски у радіальному напрямі із закрученням в один бік і крокомβ = 6 - 24°,де β - центральний кут,...
Установка для термічної обробки відходів та спосіб термічної обробки відходів
Номер патенту: 29388
Опубліковано: 15.11.2000
Автори: Лезель Георг, Май Карл, Рідле Клаус, Тратц Херберт
МПК: C02F 11/10, C10B 53/00, F23G 5/00
Мітки: спосіб, установка, обробки, відходів, термічної
Текст:
...выделениях газов получается пониженная по вредности для окружающей среды обработка отходов. Галогенизированные углеводороды, как, например, диоксины и фураны и другие органические вредные вещества, которые содержатся в швельгазе, обезвреживаются. Твердые остатки от швелевания, как показали исследования, в значительной степени свободны от органических вредных веществ; но они содержат тяжелые металлы, такие, как кадмий, ртуть, которые обычным...
Сушарка для рулонів сільськогосподарських культур
Номер патенту: 23214
Опубліковано: 19.05.1998
Автори: Дідух Володимир Федорович, Панасюк Світлана Григорівна, Федік Леся Юріївна, Подоляк Володимир Миколайович
МПК: A01F 25/08
Мітки: рулонів, сушарка, сільськогосподарських, культур
Формула / Реферат:
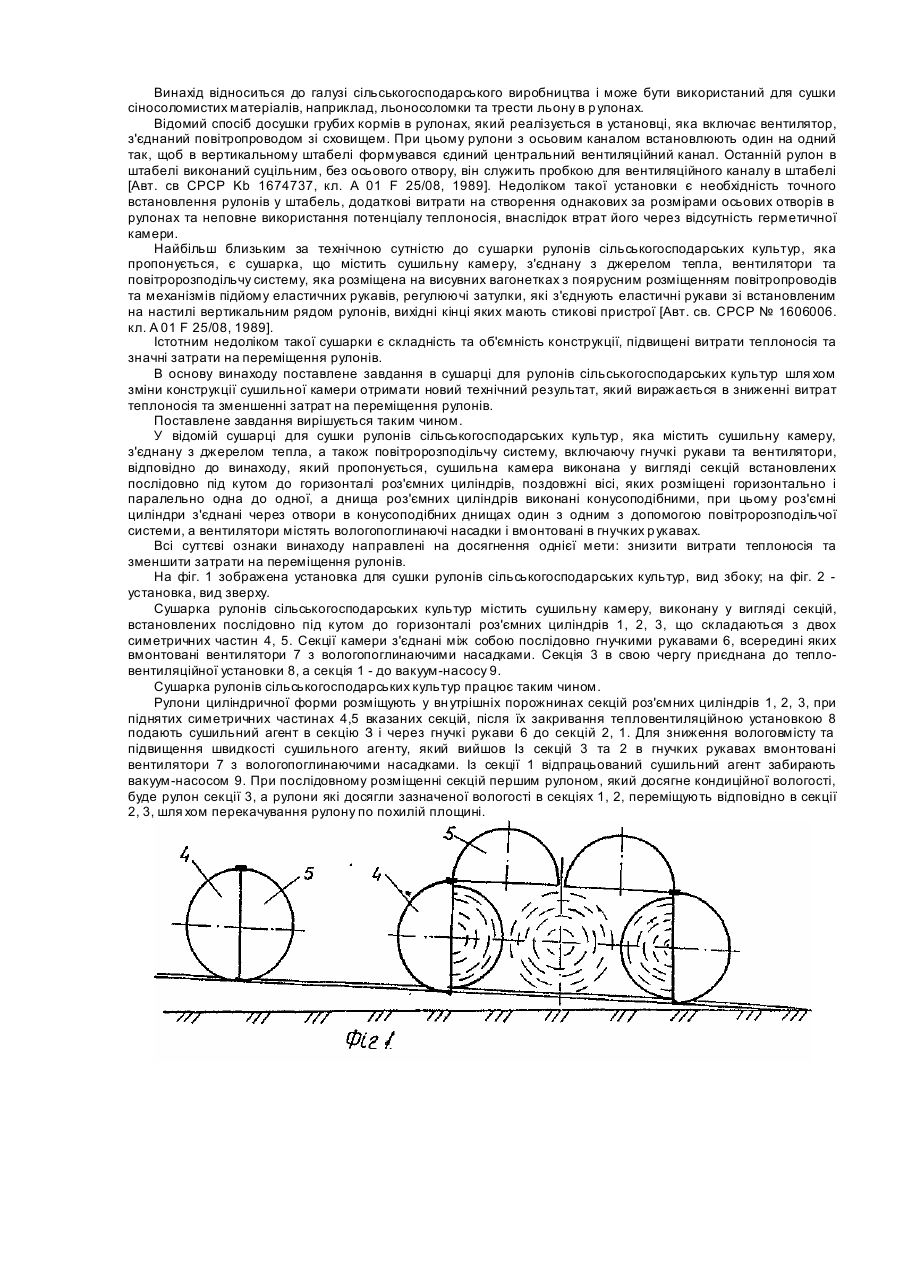
Сушарка для рулонів сільськогосподарських культур, яка містить сушильну камеру, з'єднану з джерелом тепла, а також повітророзподільну систему, включаючу гнучкі рукави та вентилятори, яка відрізняється тим, що сушильна камера виконана у вигляді секцій, вставлених послідовно під кутом до горизонталі роз'ємних циліндрів, поздовжні вісі яких розміщені горизонтально І паралельно одна до одної, а днища роз'ємних циліндрів виконані конусоподібними,...
Установка для термічної обробки сталевого дроту
Номер патенту: 25814
Опубліковано: 30.10.1998
Автори: Євдокимов Геннадій Григорович, Шустов Борис Миколайович, Корольов Володимир Миколайович, Калегов Валерій Васильович
МПК: C21D 9/567
Мітки: обробки, дроту, термічної, установка, сталевого
Формула / Реферат:
1. Установка для термічної обробки сталевого дроту, яка містить послідовно розташовані нагрівальну піч, сполучені пристрої гартування та витримки в киплячому шарі, які споряджені напірними газовими камерами із засобами подачі до них газу, термодатчиками, причому термодатчики, які установлені в пристрої гартування, з'єднані із засобами регулювання подачі до нього газу, а термодатчики, які установлені в пристрої витримки, що містить нагрівальні...
Попередній патент: Комбайн для збирання цукрових та кормових буряків
Наступний патент: Інструмент для ковальської протяжки
Випадковий патент: Опалювальний твердопаливний котел