Спосіб виготовлення жаростійких газобетонних виробів
Номер патенту: 15589
Опубліковано: 30.06.1997
Автори: Безсмертний Микола Петрович, Тропінов Олександр Михайлович, Ушаткін Сергій Михайлович, Рудченко Михайло Федорович, Кривенко Павло Васильович, Гоберіс Стасіс Юозович



Формула / Реферат
(57) Способ изготовления жаростойких газобетонных изделий, включающий смешение шлакового вяжущего, жидкого стекла, тонкомолотых добавок, газообразователя и воды, укладку в форму, термообработку, распалубку и сушку изделий при температуре 105 - 115°С, отличающийся тем, что смешение компонентов осуществляют в течение 1-2 мин, затем вводят 20% раствор тринатрийфосфата и перемешивают 1 - 2 мин, а термообработку осуществляют путем пропускания через смесь переменного электрического тока с напряжением 2-7 в/см межэлектродного расстояния с плотностью тока 0,01 - 0,2 а/см2 в течение 3-12 мин до достижения температуры смеси 70 - 75°С с последующим извлечением электродов из бетонной смеси и выдержкой при указанной температуре в течение 15 - 30 мин.
Текст
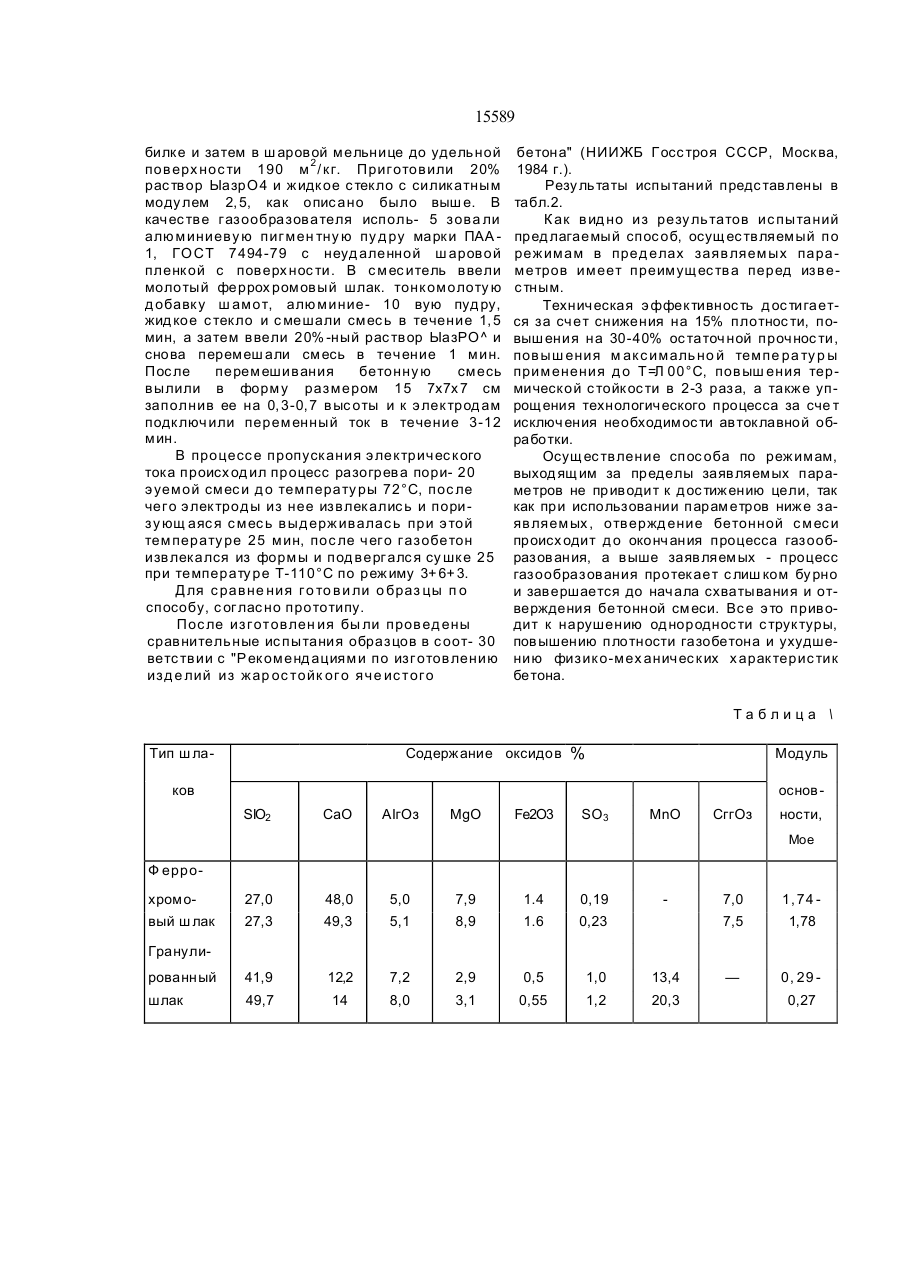
Спос об изготовления жарос тойких газобетонных изд елий, включающий смеш ение шлакового вяжущего, жидкого с текла, тонкомолотых добавок, газообразователя и вод ы, уклад ку в форму , термоо брабо тку , распалу бку и сушку изделий при температу ре 105 - 115°С, о т л и ч а ю щ и й с я тем, что смешение компонентов осуществляю т в течение 1-2 мин, затем вводят 20% рас твор тринатрийфос фата и перемеш ивают 1 - 2 мин, а термообработку осуществляю т пу тем пропускания через смесь переменного э лек трического тока с напряж ением 2 - 7 в/с м межэ лектрод ного расс тояния с плотнос тью 2 тока 0,01 - 0,2 а/см в течение 3 - 1 2 мин д о дос тижения температуры смес и 70 - 75°С с пос яеду ющим извлечением э лектродов из бетонной смеси и выдержкой при указанной температуре в течение 15 - 30 мин. С > ел ел Изобретение относ итс я к промыш леннос ти с троительных материалов, а именно, к спос обу изготовления жарос тойких газобетонных изд елий, экс плу атиру емых при температуре д о 1100°С. Извес тен с пос об тепловой обработк и ш лакощелочных бетонов с применением электрод ного прогрева. Нед ос татком указанного спос оба являетс я то, что по тех ничес ким х арактерис тикам (плотнос ть тока, напряжение, скорос ть разогрева) он не может быть ис пользован д ля получения бетонов порис той с трук ту ры [1], Наиб оле е близкими по тех ничес кой сущности и д ос тигаемому резу льтату является способ получения жарос тойких газобе тонных изд елий, согласно которому д ля повыш ения их мех анических и термических свойс тв при с меш ивании исход ных компонентов вводят щелочь, жидкое с текло и молотую силикат-глыбу [2]. Недос татком извес тного с пос оба является с ложнос ть технологического процесса, обус ловленная необход имос тью пос ледую щей автоклавной обработки д ля рас творения с иликат-глыбы и набора прочнос ти, а также низкие физико-механические и термичес кие с войс тва газобетонных изд елий. Длительнос ть цикла приготовления смеси и обработки, необх одимос ть автоклавирования делают технологический процесс металло - и э н ерг оемк им. К ром е тог о, ма ла я 00 О 15589 прочность поризованной смеси к ее уплотнению при дальнейших технологических операциях и повышению плотности газобетона. Таким образом, е основу изобретения поставлена задача: снижение плотности, повышение остаточной прочности, термической стойкости жаростойких газобетонных изделий, упрощение технологии за счет сокращения длительности технологического цикла. Поставленная задача достигается тем, что, согласно предлагаемому способу, включающему смешивание шлакового вяжущего на жидком стекле, воды, тонкомолотой добавки, молотого шамота, газообразователя, заполнение полученной смесью формы и обработку, отличающемуся тем, что вначале 'компоненты смешивают в течение 1-2 мин., затем вводят 20%-ный раствор тринатрийфосфата (Na3PO4), и еще перемешивают 2-3 мин и обработку осуществляют путем пропускания через смесь переменного электрического тока с напряжением 2-7 в/с м межэлектродного расстояния и плотностью тока 0,01-0,2 а/см в течение 3-12 мин до достижения температуры Т=70-75°С с последующим извлечением электродов из бетонной смеси и выдержкой при указанной температуре в течение 15-30 чмин., распалубкой изделий и их сушкой при температуре 105-115°С до постоянной массы. Способ осуществляется следующим образом. Вначале подготавливают компоненты: шла ко щелочные вяжущие, тонкомолотую добавку, 20%-ный раствор №зРО4 и жидкое стекло с силикатным модулем Мс = 2-3. Шлакощелочные вяжущие готовят сушкой с последующим измельчением металлургического шлака (например, шлака с преимущественным содержанием двухкальц^евого силиката-феррохромовый шлак, шлак металлического марганца - пр.) до удельной поверхности не менее 300 м /кг. Тонкомолотую добавку (например, шлаковое стекло ультракислого состава с Мс = =0,25-0,45 - гранулированный шлак силикомарганца) сушат до остаточной влажности не более 1 мас.%, а затем измельчают до остатка не более 15 мас.% на сите !Мг 009. Шамот сушат, измельчают до удельных поверхностей 0,8 - 3 м2/г. Раствор №зР04 готовят смешиванием трифосфат натрия с подогретой до Т=3550°С водой. Жидкое стекло необходимого силикатного модуля готовят смешиванием товарного жидкого стекла (ГОСТ 13078-81) с эквивалентным количеством NaOH. Для приготовления газобетонной смеси в смеситель вводят измельченный металлургический шлак, тонкомолотую добавку, молотый шамот, алюминиевую пудру, жидкое 5 стекло, смесь перемешивают 1-2 мин. Приготовленную смесь заливают в форму, заполняя ее на 0,3-0,7 ее высоты. Форма выполнена из токонепроводящего материала. На двух противоположных 10 сторонах формы установлены электроды. После заполнения формы к электродам подводится электрический ток напряжением 2--7 в/см межэлектродного расстояния и плотностью 0,01-0,2 а/см , до разогрева 15 смеси до температуры 70-75°С. После разогрева до температуры 7075°С из смеси извлекают электроды и выдерживают поризующуюся смесь при этой температуре 10-30 мин, после чего изделие 20 распалубливают и помещают в сушильную камеру, где сушат по режиму 3+6+3 и при температуре 105-115°С. Длительность обработки смеси зависит от параметров электрического тока, которые 25 в свою очередь обуславливаются параметрами состава газобетонной смеси. Изменяя состав газобетонной смеси (количество жидкого стекла, шлаков и алюминиевой пудры) можно изменять 30 проводимость смеси, скорость и объем газовыделения, Регулируя параметры электрического тока и состав газобетонной смеси, можно управлять интенсивностью разогрева газо35 бетонной смеси и обеспечить во времени совпадение кинетики газовыделения с кинетикой изменения вязкости отверждающеися газобетонной смеси, что позволяет получить газобетон с улучшенной структурой, сни40 женной влажностью изделий и улучшенными термомеханическими свойствами (прочность, остаточная прочность после нагрева, термостойкость). С целью демонстрации предлагаемого 45 способа феррохромрвый шлак Челябинского электрометаллургического комбината, ТУ 14-11-181-79), (хим. состав приведен в табл.1) высушили до остаточной влажности не более 1 мае %, затем измельчали в паро50 вой мельнице до удельной поверхности 315 м2/кг. В качестве тонкомолотой добавки использовали гранулированный шлак силикомаргзнца Никопольского завода ферросплавов ТУ 14-11-217-85, (хим. состав 55 приведен в табл.1)," высушенный до остаточной влажности не более 1 мас.% и измельчили в шаровой мельнице до удельной поверхности 302 м /кг. В качестве заполнителя использовали шамот марки ШБ, ГОСТ 3 90-83, который измельчали в шаровой дро 15589 билке и затем в ш аровой мельнице до удельной 2 поверх нос ти 190 м / кг. Приготовили 20% рас твор ЫазрО4 и жидкое с текло с силикатным моду лем 2, 5, как опис ано было выш е. В качес тве газообразователя исполь- 5 зова ли алюминиеву ю пиг мен тну ю пу д ру марки ПАА 1, ГОСТ 7494-79 с неуд аленной ш аровой пленкой с поверх нос ти. В с мес итель ввели молотый феррох ромовый шлак. тонк омолоту ю д обавку ш амот, алюминие- 10 вую пуд ру, жид кое с текло и с мешали смес ь в течение 1, 5 мин, а затем ввели 20% -ный рас твор ЫазРО^ и снова перемеш али смесь в течение 1 мин. Пос ле перемешивания бетонну ю смесь вылили в форму размером 15 7x7x 7 см заполнив ее на 0, 3-0, 7 выс оты и к э лектрод ам подключили переменный ток в течение 3-12 мин. В процесс е пропускания э лектричес кого тока происх од ил процесс разогрева пори- 20 э уемой смес и д о температу ры 72°С, пос ле чего э лектрод ы из нее извлекалис ь и поризу ющ аяс я с мес ь выдерживалас ь при э той температу ре 25 мин, пос ле чего газобетон извлекался из формы и под вергалс я су шке 25 при температу ре Т-110°С по режиму 3+ 6+ 3. Д ля с равне ния г о то ви ли о браз цы п о способу, с оглас но прототипу. Пос ле изготовлен ия бы ли провед ены сравнительные ис пытания образцов в с оот- 30 ветс твии с "Р екоменд ациями по изготовлению изд е лий из жар ос тойк ого яче ис того бетона" (НИИЖБ Госс троя СССР, Москва, 1984 г.). Резу льтаты испытаний предс тавлены в табл.2. К ак вид но из резу льтатов ис пытаний пред лагаемый спос об, осущес твляемый по режимам в пред елах заявляемых параметров имеет преимущес тва перед извес тным. Техническая э ффективнос ть д ос тигается за счет снижения на 15% плотнос ти, повыш ения на 30-40% ос таточной прочнос ти, повыш ения м акс имально й темпе ра ту р ы применения д о Т=Л 00°С, повыш ения термической с тойкос ти в 2-3 раза, а также упрощения технологического процесса за сче т исключения необходимос ти автоклавной обработки. Осущес твление спос оба по режимам, выход ящ им за пределы заявляемых параметров не приводит к д ос тижению цели, так как при использовании параметров ниж е заявляемых , отвержд ение бетонной с мес и происх одит д о окончания процесса газообразования, а выше заявляемых - процесс газообразования протекает с лиш ком бу рно и завершается до начала схватывания и отверждения бетонной смеси. Вс е э то приводит к нарушению од нороднос ти с труктуры, повышению плотности газобетона и ухудшению физико-мех аничес ких х арактерис тик бетона. Таблица \ Содержание оксидов % Тип ш ла Модуль ков основSIO2 СаО АІгОз MgO Fe2O3 SO3 MnO СггОз ности, Мое Ф еррохромовый ш лак 27,0 27,3 48,0 49,3 5,0 5,1 7,9 8,9 1.4 1.6 0,19 0,23 7,0 7,5 1, 74 1,78 рованный 41,9 12,2 7,2 2,9 0,5 1,0 13,4 — 0, 29 шлак 49,7 14 8,0 3,1 0,55 1,2 20,3 Гранули0,27 15589 Таблица 2 Свойс тва жарос тойкого газобетона и режимы его поризацйи Свойства Режим поризацйи Напря Ток, жение, а/см Свойств а пропу няя кг/м Рсж. Рост. Твоэд-. °С МПа % тепло ность, мин. Тта х. плот тока. в/ с м Сред скания 2 Время смен 3 Запредельные Феррох ромовый шлак, % - 19 1.8 0,03 14,7 920 110 5,6 112 36 7,2 0.23 3,2 840 110 6,1 108 30 Грану лированный Предлагаемые Шлак силикомарганца, % - 6 2 мін 0,01 11,1 790 110 4,8 110 31 шамот, % - 46 5опт. 0,13 7,2 610 110 4,7 117 28 Na3PO4; % - 0,75 7 тах 0,2 4,3 760 110 5,0 109 29 710 100 3,2 80 9 Тонкомолотый Алюминевая пудра, % - 0, 08 Жидкое стекло, Мс 2 , 5 % -28, 17 Прототип Нефелиновый шлам, % - 11, 12 Силикат-глыба, % - 7, 85 Тонкомолотый шамот, % -39, 24 Шамот фрак ции 0,145 мм,%-40,53 Едкий натр, % - 0, 92 Жидкое стекло, %-0,22 Алюминиевая пуд ра, % -0, 12 15589 Упорядник Замовлення 4191 Техред М.Моргентал Коректор О Кравцова Тираж Підписне Державне патентне відомство України, 254655, ГСП, Киів-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of high-temperature aerated concrete articles
Автори англійськоюKryvenko Pavlo Vasyliovych, Ushatkin Serhii Mykhailovych, Bezsmertnyi Mykola Petrovych, Tropinov Oleksandr Mykhailovych, Rudchenko Mykhailo Fedorovych
Назва патенту російськоюСпособ изготовления жаростойких газобетонных изделий
Автори російськоюКривенко Павел Васильевич, Ушаткин Сергей Михайлович, Безсмертный Николай Петрович, Тропинов Александр Михайлович, Рудченко Михаил Федорович
МПК / Мітки
МПК: B28B 1/50
Мітки: газобетонних, виготовлення, виробів, спосіб, жаростійких
Код посилання
<a href="https://ua.patents.su/6-15589-sposib-vigotovlennya-zharostijjkikh-gazobetonnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення жаростійких газобетонних виробів</a>
Сировинна суміш для виготовлення жаростійких силікатних виробів
Номер патенту: 12210
Опубліковано: 25.12.1996
Автори: Хаджинов Генадій Миколайович, Безсмертний Микола Петрович, Шеруда Віталій Миколайович, Ростовська Галина Степанівна
МПК: C04B 28/20, C04B 111/28
Мітки: виготовлення, жаростійких, силікатних, суміш, сировинна, виробів
Формула / Реферат:
Сырьевая смесь для изготовления жаростойких силикатных изделий, включающая известково-песчаное вяжущее в соотношении 1:1, силикомарганцевый шлак и песок, отличающаяся тем, что, с целью повышения температуры применения и остаточной прочности после нагрева до 1000°С, она содержит дополнительно силикат-глыбу и хроммарганцевый шлак, который в смеси с силикомарганцевым шлаком находится в соотношении 1:4 при следующем соотношении компонентов...
Спосіб виготовлення керамічних виробів
Номер патенту: 17333
Опубліковано: 01.04.1997
Автори: Малоштан Сергій Миколайович, Смоляр Анатолій Сергійович, Бархоленко Вячеслав Олександрович
МПК: C04B 33/32, C04B 35/64
Мітки: керамічних, виготовлення, спосіб, виробів
Формула / Реферат:
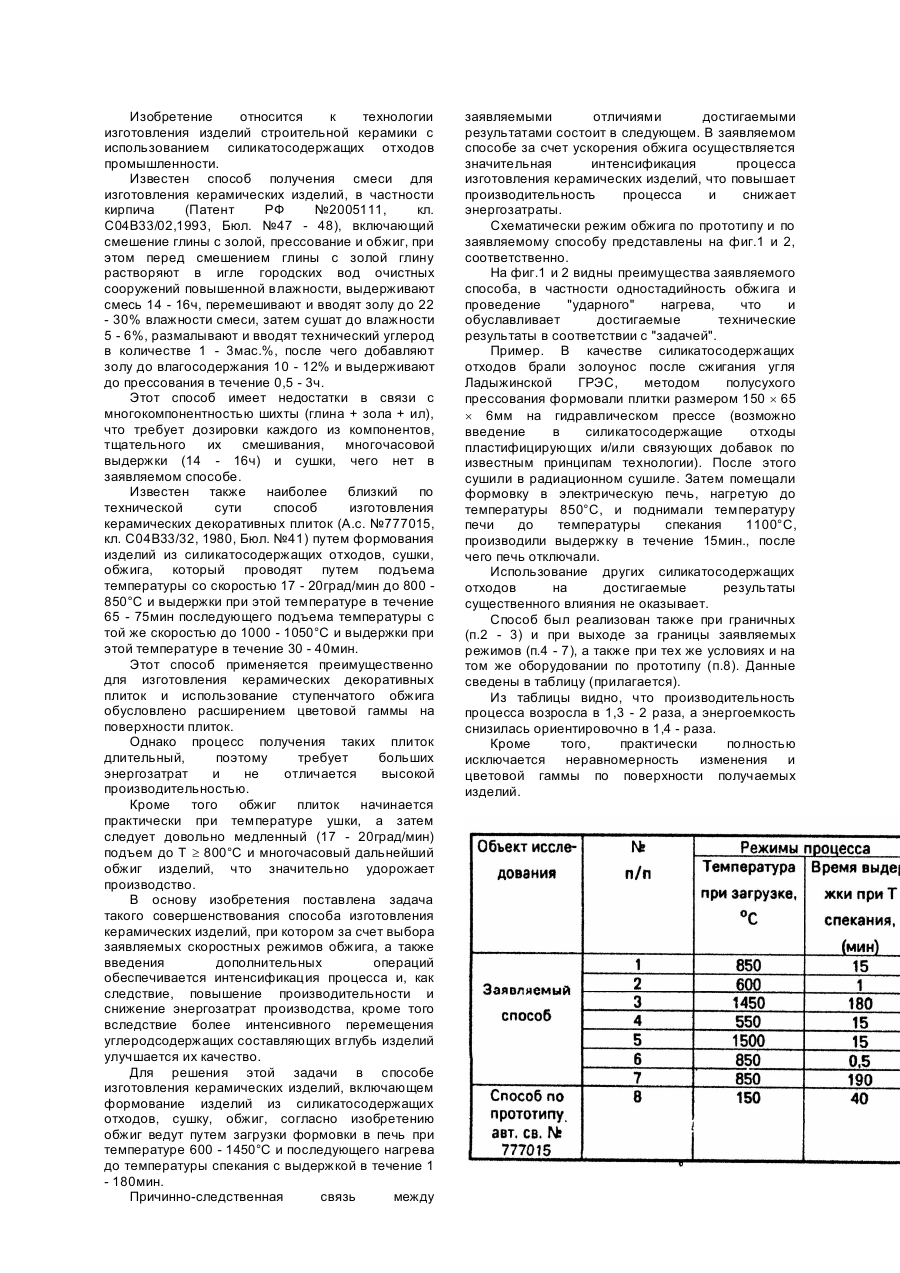
Способ изготовления керамических изделий, включающий формование изделий из силикатосодержащих отходов, сушку, обжиг, отличающийся тем, что обжиг ведут путем загрузки формовки в печь при температуре 600 - 1450°C и последующего нагрева до температуры спекания с выдержкой в течение 1 - 180мин.
Серовинна суміш для виготовлення силікатних виробів
Номер патенту: 12209
Опубліковано: 25.12.1996
Автори: Безсмертний Микола Петрович, Панасенко Анатолій Олександрович, Шеруда Віталій Миколайович, Шкляренко Людмила Петрівна, Пашков Ігор Олександрович, Лошак Петро Львович
МПК: C04B 28/20
Мітки: виготовлення, серовинна, силікатних, виробів, суміш
Формула / Реферат:
Сырьевая смесь для изготовления силикатных изделий, включающая известь, молотый песок, шлаковую добавку и песок, отличающаяся тем, что, с целью повышения прочности и морозостойкости, она содержит в качестве шлаковой добавки смесь граншлаков производства силикомарганца и ферромарганца в соотношении 1:(0,1-8) при следующем соотношении компонентов, мас.%:известь 6-9молотый песок...
Спосіб виробництва бетонних виробів
Номер патенту: 1959
Опубліковано: 20.12.1994
Автори: Мартиненко Сергій Анатолієвич, Бахмет Володимир Прокофійович, Купряков Ювеналій Прокопович, Литвиненко Дмитро Мартинович
МПК: C04B 28/08, C04B 18/14
Мітки: спосіб, виробів, виробництва, бетонних
Формула / Реферат:
Способ производства бетонных изделий, включающий смешение измельченного и гранулированного доменного шлака, введение в полученную смесь воды с последующим прессованием массы, отличающийся тем, что измельченный и гранулированный доменный шлак смешивают в соотношении. 1:(2,5-3,0), добавляют кальцинированную соду или жидкое стекло в количестве 1-2%,а прессование массы осуществляют при давлении 50-60 МПа и при влажности прессуемой массы...
Сировинна суміш декоративного бетону для виготовлення виробів та спосіб їх виготовлення
Номер патенту: 8061
Опубліковано: 26.12.1995
Автори: Мартинов Володимир Іванович, Сланевський Сергій Ільїч, Мусіяка Євгенія Миколаївна, Тищенко Іван Іванович
МПК: C04B 28/18, C04B 14/00
Мітки: суміш, виготовлення, спосіб, бетону, виробів, сировинна, декоративного
Формула / Реферат:
1. Сырьевая смесь декоративного бетона для изготовления изделий, содержащая вяжущее и затворитель, отличающаяся тем, что она дополнительно содержит затравку вяжущего - цветной кремнезем с удельной поверхностью 3-6 тыс. см2/г в качестве вяжущего - активный кремнеземистый материал в виде кремнистой породы или техногенного кремнезема или смеси кремнистой породы с тех-ногенным кремнеземом при содержании кремнистой породы в смеси 1-99 мас.%, а в...
Попередній патент: Спосіб виготовлення багатошарового прокатного валка
Наступний патент: Дискретний пристрій дистанційного керування комутаційним апаратом
Випадковий патент: Спосіб регулювання сили електричного струму при концентруванні рідких і пюреподібних харчових продуктів