Індукційна піч з донним розливанням
Номер патенту: 15619
Опубліковано: 30.06.1997
Автори: Смірнов Юрій Костянтинович, Колісников Леонід Михайлович, Ванжа Олександр Федорович, Грушко Галина Олександрівна, Зейдлиць Михайло Петрович, Ткаченко Людмила Петрівна, Шустиков Євген Вячиславович, Чорний Богдан Петрович, Примаченко Володимир Васильович
Текст
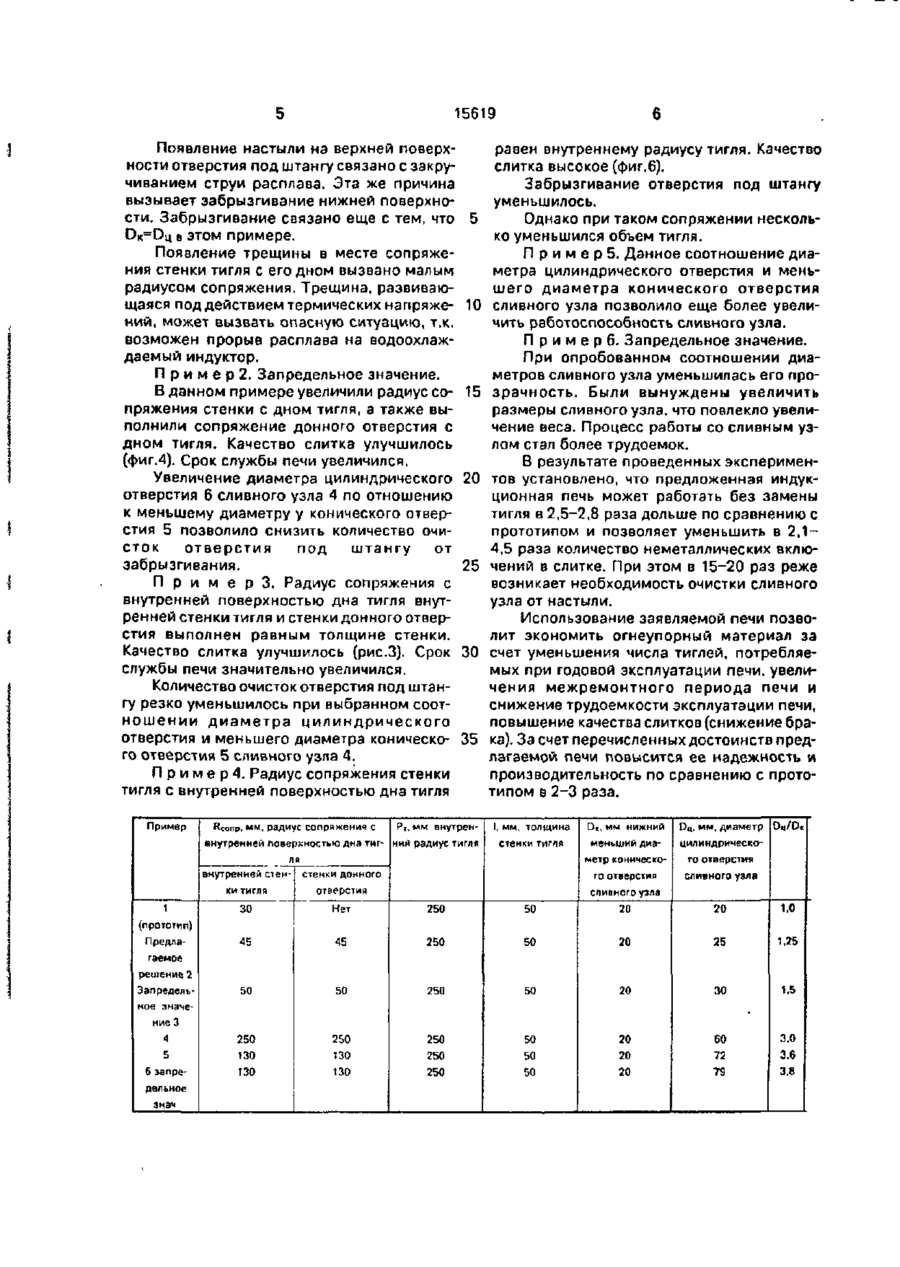
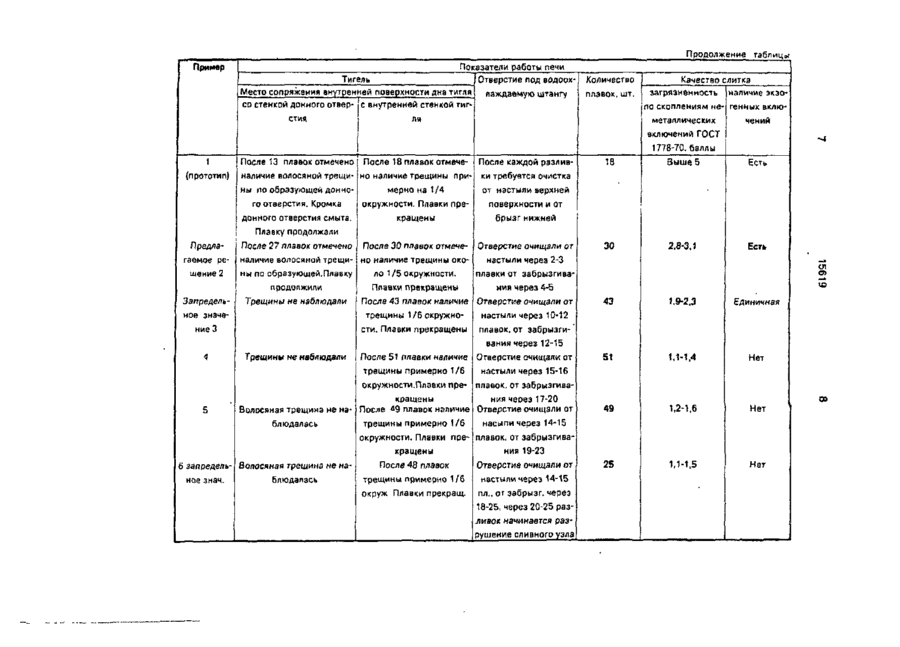
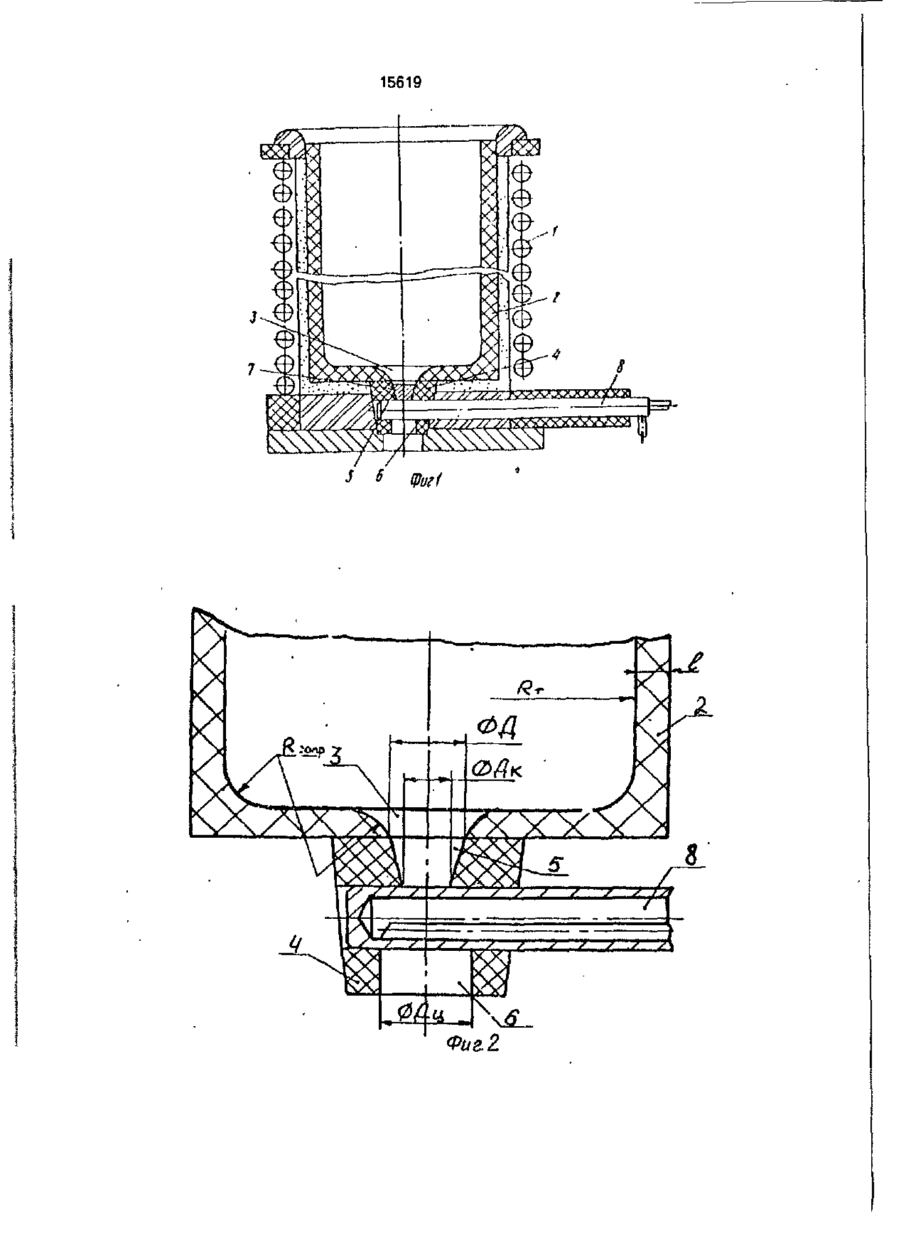
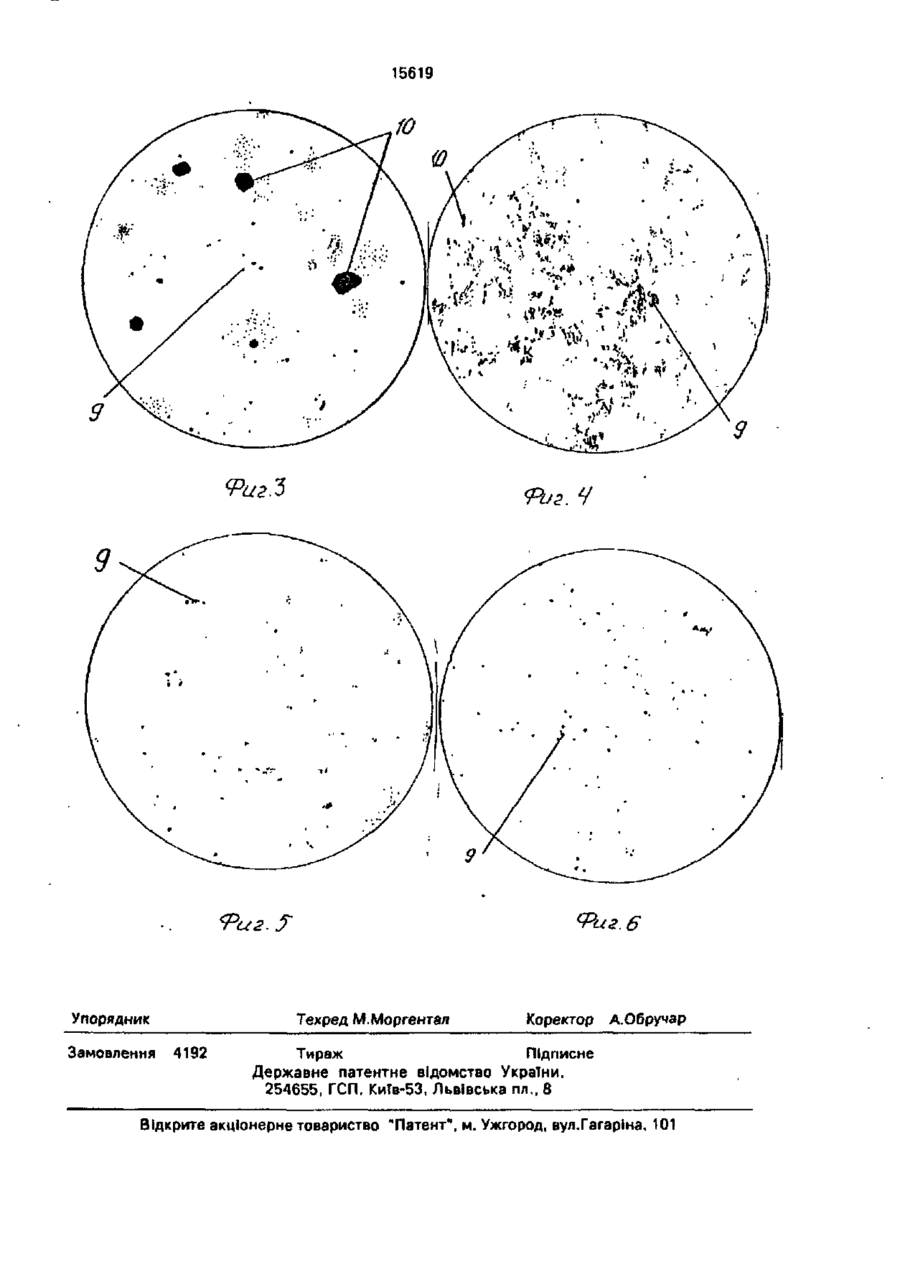
Индукционная печь с донным разливом, содержащая индуктор, в который установлен тигель с донным отверстием и расположенный под тиглем сливной узел, имеющий коническое и цилиндрическое соосные отверстия, проплавляемую пробку, размещен ную в коническом отверстии и опирающую. ся на подвижную водоохлаждаемую штангу, о т л и ч а ю щ а я с я тем, что тигель выполнен с соблюдением равенства радиусов сопряжения внутренней стенки и стенки донного отверстия с внутренней поверхностью дна тигля, причем радиус сопряжения выбран из соотношения Изобретение относится к электрометаллургической промышленности, в частности к индукционным печам с донным разливом металлов и сплавов. как термически, так и ферростатически месте. Сопряжение требуемым радиусом стенки донного отверстия с внутренней поверхностью дна тигля, кроме уменьшения концентрации напряжений, ликвидирует кромки, отрицательно влияющие на качество отливок. Равенство радиусов сопряжений между собой и зависимость их от толщины стенки и внутреннего радиуса тигля обеспечивает необходимое равенство существующих напряжений по наиболее термически и ферро Целью изобретения является повышение надежности и производительности печи, а также повышения качества слитка. Сопряжение предложенным радиусом стенки тигля с внутренней поверхностью дна тигля обеспечивает значительное снижение концентрации опасных термических напряжений в этом наиболее нагруженном Rr & R conp — где RT - внутренний радиус тигля; Rconp - радиус сопряжения; I - толщина стенки тигля, при этом стенка конического отверстия сливного узла выполнена как касательная к стенкам донного отверстия тигля в месте их соединения, а нижний меньший диаметр конического отверстия в 1,5-3,6 раза меньше диаметра цилиндрического отверстия сливного узла. С > ел О 15619 Индукционная печь работает следующим образом. После загрузки шихты в тигель 2 включается индуктор 1 и начинается плавка. В результате разогрева металла или сплава 8 тигле 2 происходит некоторое расплавление и осаживание пробки 7. Но снизу пробка 7 контактирует с водоохлаждаемой штангой 8 и поэтому полного расплавления пробки 7 и протекание расплава не происходит. Когда плавка заканчивается штангу 8 выдвигают, освобождая отверстия 5 и 6 сливного узла 4. При этом за 4-10 сек происходит сквозное проплавление пробки 7 за счет тепла расплава и последний сливается через отверстия 5 и 6. Исходя из количества расплавляемого сплава, была изготовлена и опробована в службе серия тиглей 2 и сливных узлов 4 с различными показателями заявляемых параметров, а также по прототипу. Наружный диаметр и высота тигля 2 определялись размерами индуктора 1. Толщина I стенки тигля 2 выбиралась с учетом условий службы. В реальных примерах были проведены плавки по 160 кг стали типа ЭИ847(00Х16ПС5МЗБ), легированной редкоземельными металлами. Проплавляемая пробка 7 была выполнена из того же материала (сталь ЭИ847). Время проплавлення пробки 7 во всех примерах составляло 6-8 с. При плавке для кристаллизации слитка применяли медные водоохлаждаемые изложницы. После каждой плавки осматривали тигель 2, сливной узел 4 и определяли качество слитка по загрязнению неметаллическими включениями и наличию экзогенных и эндогенных включений. Характеристика тигля по примерам и результаты осмотра и анализа слитков приведены в таблице. П р и м е р ! (прототип). При анализе выплавленного слитка были обнаружены экзо- и эндогенные включения (см.фиг.З). После каждого слива расплава приходилось производить демонтаж и очистку сливного Коническое отверстие 5 выполнено как узла 4. касательная поверхность к донному отверстию 3 тигля 2 s месте их соединения. При 50 Срок службы тигля 2 составил 18 плавок, этом нижний меньший диаметр DK отверпосле чего была произведена его замена. стия 5 в 1,5-3,6 раза меньше диаметра D 4 Загрязнение слитка происходило в рецилиндрического отверстия 6 (конкретные зультате эрозионного размыва и термичевеличины в примерах). ского скалывания кромки донного Диаметр D донного отверстия 3 выби- 55 отверстия. рэлся в зависимости от требуемой по технологии скорости истечения расплава. Отсутствие радиуса сопряжения, кроме этого приводит к возникновению волосяной На позиции 9 показаны эндогенные трещины по образующей донного отверстия включения в слитке. На позиции 10 показа3 из-за наличия термических напряжений. ны экзогенные включения в слитке. статически нагруженной части тигля и равномерность по объему тигля. Коническое отверстие сливного узла, выполненное как касательмая поверхность к донному отверстию тигля в месте их соеди- 5 нения обеспечивает увеличение компактной (сплошной) части струи, что уменьшает разбрызгивание и закручивание расплава. Отсутствие кромок и уступов в месте соединений отверстий улучшает качество 10 слиткз. Увеличение диаметра цилиндрического отверстия по сравнению с нижним меньшим диаметром конического отверстия в 1,5-3,6 раза значительно уменьшает набрызгива- 15 ние металла на поверхность отверстия под шток, что позволяет заметно увеличить работоспособность сливною узла, т.е. печи в целом. На фиг.1 приведен общий вид печи в 20 разрезе; на фиг.2 - сливной узел с нижней частью тигля; на фиг.З - макроструктура слитка, выплавленного в индукционной печи, изготовленной по прототипу; на фиг.4 макроструктура слитка, выплавленного в ин- 25 дукционной печи, изготовленной по предлагаемому решению - запредельное значение; на фиг,5-6 - макроструктура слитка, выплавленного в индукционной печи, изготовленной по предлагаемому изобретению. 30 Индукционная печь содержит индуктор 1, в котором размешен тигель 2 с донным • отверстием 3. Под донным отверстием 3 тигля 2 установлен сливной узел 4, имеющий кониче- 35 ское отверстие 5 и соосное с ним цилиндрическое отверстие 6 для слива металла или сплава. В отверстии 5 расположена проплавляемая пробка 7, опирающаяся на подвижную водоохлаждаемую штангу 8. 40 Радиусы Rconp боковых стенок тигля 2 с поверхностью дна и поверхностью дна со стенкой донного отверстия 3 равны между собой и выбраны из соотношения; -45 RT ^ Rconp ^ I 15619 Появление настыли на верхней поверхности отверстия под штангу связано с закручиванием струи расплава. Эта же причина вызывает забрызгивание нижней поверхности. Забрызгивание связано еще с тем, что Ок=Оц В ЭТОМ примере. Появление трещины в месте сопряжения стенки тигля с его дном вызвано малым радиусом сопряжения. Трещина, развивающаяся под действием термических напряже- 10 ний, может вызвать опасную ситуацию, т.к. возможен прорыв расплава на водоохлаждаемый индуктор. П р и м е р 2. Запредельное значение. В данном примере увеличили радиус со- 15 пряжения стенки с дном тигля, а также выполнили сопряжение донного отверстия с дном тигля. Качество слитка улучшилось (фиг.4). Срок службы печи увеличился. Увеличение диаметра цилиндрического 20 отверстия 6 сливного узла 4 по отношению к меньшему диаметру у конического отверстия 5 позволило снизить количество очисток отверстия под штангу от забрыэгивания. 25 П р и м е р 3. Радиус сопряжения с внутренней поверхностью дна тигля внутренней стенки тигля и стенки донного отверстия выполнен равным толщине стенки. Качество слитка улучшилось (рис.З). Срок 30 службы печи значительно увеличился. Количество очисток отверстия под штангу резко уменьшилось при выбранном соотношении диаметра цилиндрического отверстия и меньшего диаметра коническо- 35 го отверстия 5 сливного узла 4. П р и м е р 4. Радиус сопряжения стенки тигля с внутренней поверхностью дна тигля Пример Pi, MM ВнутренRconp, мм, радиус сопряжения с внутренней поверхностью дна тиг- ний радиус тигля равен внутреннему радиусу тигля. Качество слитка высокое (фиг.6). Забрызгивание отверстия под штангу уменьшилось. Однако при таком сопряжении несколько уменьшился обьем тигля. П р и м е р 5. Данное соотношение диаметра цилиндрического отверстия и меньшего диаметра конического отверстия сливного узла позволило еще более увеличить работоспособность сливного узла. П р и м е р 6. Запредельное значение. При опробованном соотношении диаметров сливного узла уменьшилась его прозрачность. Были вынуждены увеличить размеры сливного узла, что повлекло увеличение веса. Процесс работы со сливным узлом стал более трудоемок. В результате проведенных экспериментов установлено, что предложенная индукционная печь может работать без замены тигля в 2,5-2,8 раза дольше по сравнению с прототипом и позволяет уменьшить в 2,14,5 раза количество неметаллических включений в слитке. При этом в 15-20 раз реже возникает необходимость очистки сливного узла от настыли. Использование заявляемой печи позволит экономить огнеупорный материал за счет уменьшения числа тиглей, потребляемых при годовой эксплуатации печи, увеличения межремонтного периода печи и снижение трудоемкости эксплуатации печи, повышение качества слитков (снижение брака). За счет перечисленных достоинств предлагаемой печи повысится ее надежность и производительность по сравнению с прототипом а 2-3 раза. 1. ММ, ТОЛЩИНЗ D,, мм нижний стенки тигля меньший диа Оц, мм, диаметр Оц/D, цилиндрическо метр коническо го отверстия го отверстии ля внутренней стен- стенки донного сливного узла ки тигля отверстия 30 Нет 250 50 20 20 1.0 45 45 250 50 20 25 1.25 Запредельное значение 3 50 50 250 50 20 30 1,5 А 250 250 130 6 запре 130 130 20 20 20 60 72 79 3.0 130 250 250 250 50 5 1 сливного узла (прототип) Предлагаемое решение 2 дельное знач 50 50 3.6 3.8 Продолжение таблица Пример Показатели работы печи Тигель Отверстие под водоохМесто сопряжения внутренней поверхности дна тигля паждаемую штангу со стенкой донного отвер- с внутренней стенкой тигстия ля Количество плавок, шт. После 13 плавок отмечено После 18 плавок отмече- После каждой разливналичие волосяной трещи- но наличие трещины при- ки требуется очистка ны по образующей доннамерна на 1/4 от настыли верхней го отверстия. Кромка окружности. Плавки преповерхности и от донного отверстия смыта. кращены брызг нижней Плавку продолжали 18 После 27 плавок отмечено После 30 плавок отмече- Отверстие очищали от наличие волосяной трещи- но наличие трещины оконастыли через 2-3 ны по образующей.Плавку ло 1/5 окружности. плавки от забрызгива' продолжили. Плавки прекращены иия через 4-5 ЗапредельТрещины не наблюдали После 43 плавок наличие Отверстие очищали от ное значетрещины 1/6 окружнонастыли через 10-12 ние 3 сти. Плавки прекращены плавок, от забрызгивания через 12-15 Трещины не наблюдали После 51 плавки наличие Отверстие очищали от трещины примерно t/6 настыли через 15-16 окружности.Плавки пре- плавок, от забрызгивакращены ния чеоез 17-20 Волосяная трещина не на* После яд плавок наличие Отверстие очищали от 5 трещины примерно 1/6 насыпи через 14-15 блюдалась окружности. Плавки пре- плавок, от забрызгива 30 1 (прототип) Предлагаемое решение 2 2,8-3.1 Есть ел С) 43 1,9-2.3 Единичная 51 1,1-1,4 Нет 49 1,2-1,6 Нет 25 1,1-1,5 Нет 00 кращены 6 запредель- Волосяная трещина не набпюдалась ное знач. ния 19-23 Отверстие очищали от После 48 плавок трещины примерно 1 /6 настыли через 14-15 окруж Плавки прекращ. пл., or забрызг. через 18-25, через 20-25 разливок начинается разрушение сливного узла Качество слитка загрязненность наличие экзопо скоплениям не- генных вклюметаллических чений включений ГОСТ 1778-70, баллы Выше 5 Есть 15619 Фиг.1 15619 Ч
ДивитисяДодаткова інформація
Назва патенту англійськоюInduction furnace with bottom pouring
Автори англійськоюPrymachenko Volodymyr Vasyliovych, Kolesnikov Leonid Mykhailovych, Shustikov Yevhen Viacheslavovych, Tkachenko Liudmyla Petrivna, Chornyi Bohdan Petrovych, Zeidlyts Mykhailo Petrovych, Smirnov Yurii Kostiantynovych, Vanzha Oleksandr Fedorovych, Hrushko Halyna Oleksandrivna
Назва патенту російськоюИндукционная печь с донным разливом
Автори російськоюПримаченко Владимир Васильевич, Колисников Леонид Михайлович, Шустиков Евгений Вячеславович, Ткаченко Людмила Петровна, Чорний Богдан Петрович, Зейдлиц Михаил Петрович, Смирнов Юрий Константинович, Ванжа Александр Федорович, Грушко Галина Александровна
МПК / Мітки
МПК: F27D 11/00
Мітки: індукційна, піч, донним, розливанням
Код посилання
<a href="https://ua.patents.su/6-15619-indukcijjna-pich-z-donnim-rozlivannyam.html" target="_blank" rel="follow" title="База патентів України">Індукційна піч з донним розливанням</a>
Спосіб виготовлення ємності з металу з внутрішньою оболонкою
Номер патенту: 5692
Опубліковано: 28.12.1994
Автор: Гєрд Штоффель
МПК: B29C 41/02
Мітки: внутрішньою, ємності, металу, виготовлення, оболонкою, спосіб
Формула / Реферат:
1. Способ изготовления емкости из металла с внутренней оболочкой из пластмассы для заполнения продуктом, который с помощью рабочей среды, находящейся между емкостью и оболочкой, сливается через клапан или аналогичное приспособление, включающий покрытые после изготовления емкости прессованием или глубокой вытяжкой внутренней полости емкости защитным лаком, затем покрытые полости емкости первым покрывным слоем с последующим нанесением...
Обертова піч для обпалювання клінкеру
Номер патенту: 1736
Опубліковано: 25.10.1994
Автори: Платонов Віктор Степанович, Шмигля Володимир Георгийович, Устін Володимир Федорович, Дзвонковський Револьд Моісейович, Барон Валерій Львович
МПК: F27B 7/00
Мітки: клінкеру, обпалювання, піч, обертова
Формула / Реферат:
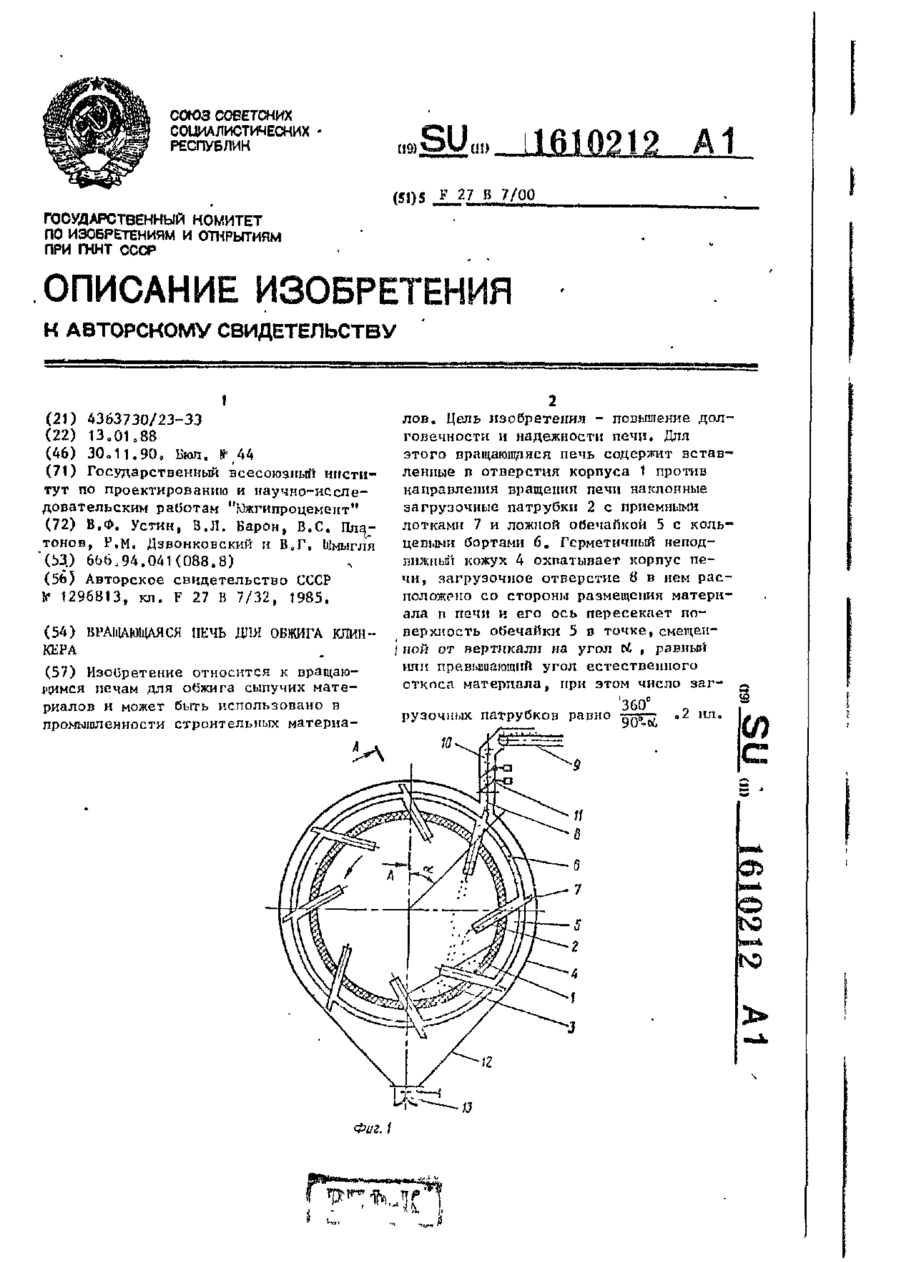
Вращающаяся печь для обжига клинкера, содержащая корпус с вставленными в его отверстия против направления вращения печи наклонными загрузочными патрубками, охватывающий корпус печи герметичный неподвижный кожух с ложной обечайкой на участке расположения патрубков и выполненным в кожухе загрузочным отверстием, отличающаяся тем, что, с целью долговечности и надежности печи, ложная обечайка выполнена с кольцевыми бортами, а загрузочное...
Установка для лиття виробів
Номер патенту: 10845
Опубліковано: 25.12.1996
Автори: Шевцов Віктор Левкович, Кочегура Наталія Михайлівна, Таранов Михайло Іванович, Аникін Юрій Пилипович, Ладохін Сергій Васильович, Марковський Євген Адамович
МПК: C21C 5/52
Мітки: виробів, лиття, установка
Формула / Реферат:
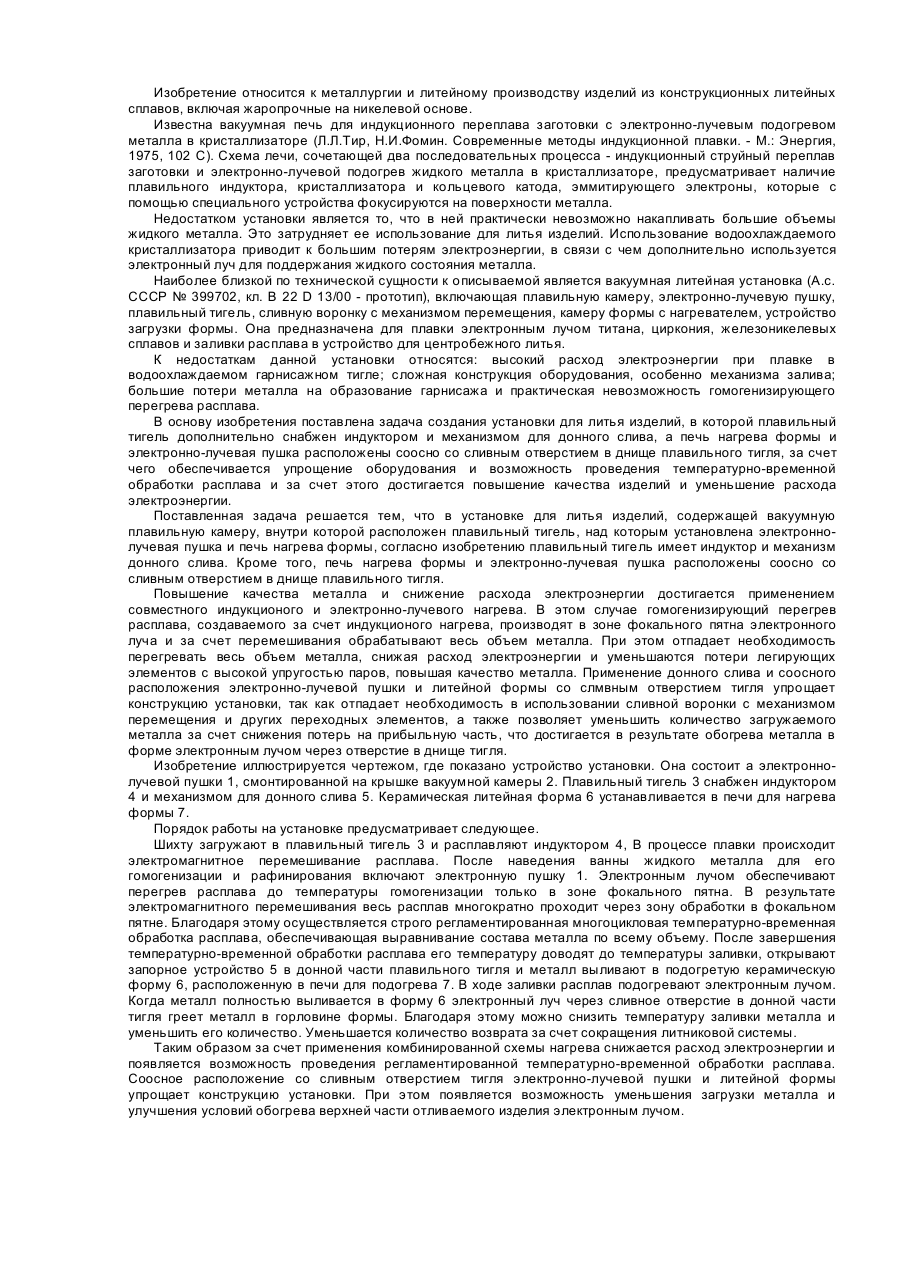
1. Установка для литья изделий из жаропрочных никелевых сплавов, включающая вакуумную плавильную камеру, внутри которой расположен плавильный тигель, над которым установлена электронно-лучевая пушка, и печь нагрева формы, отличающаяся тем, что плавильный тигель дополнительно снабжен индуктором и механизмом для донного слива.2. Установка по п. 1, отличающаяся тем, что печь нагрева формы и электронно-лучевая пушка расположены соосно...
Зливок алюмінієвий для розкислення сталі
Номер патенту: 6104
Опубліковано: 29.12.1994
Автори: Чорногрицький Володимир Михайлович, Шнеєров Яков Аронович, Гавро Леонід Петрович, Вихлевщук Валерій Антонович, Катель Леонід Маркусович
МПК: C21C 7/06
Мітки: сталі, алюмінієвий, зливок, розкислення
Формула / Реферат:
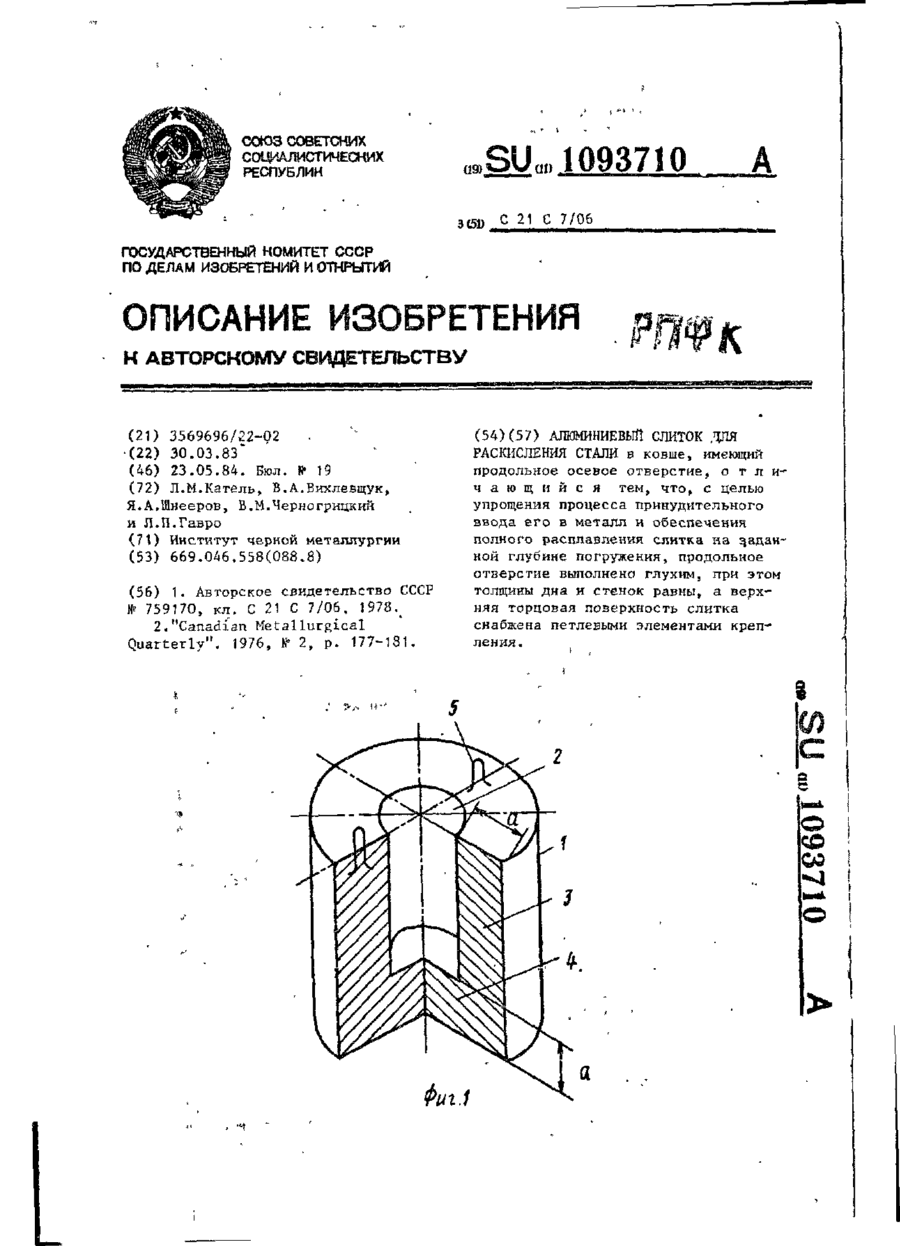
Алюминиевый слиток для раскислсніія стали в ковше, имеющий продольное осевое отверстие, отличающийся тем, что, с целью упрощения процесса принудительного ввода его в метал и обеспечения полного расплавления слитка на заданной глубине погружения, продольное отверстие выполнено глухим, при этом толщина дна и стенок равны, а верхняя торцовая поверхность слитка снабжена петлевыми элементами крепления.
Спосіб індукційного переплаву металів та сплавів
Номер патенту: 1422
Опубліковано: 25.03.1994
Автори: Григоренко Георгій Михайлович, Латаш Юрій Вадімович, Шейко Іван Васильович, Висоцький Геннадій Андрійович, Баглай Віталій Михайлович
МПК: C21C 5/56
Мітки: спосіб, металів, переплаву, сплавів, індукційного
Формула / Реферат:
Способ индукционного переплава металлов и сплавов по авт.св. 817069, отличающийся тем, что, с целью предотвращения образования гофров на боковой поверхности слитка, повышения качества слитка и выхода годного металла, в начале плавки производят нагрев верхней части стенки кристаллизатора до температуры, равной 0,2—0,7 температуры плавления заготовки, и в процессе плавки температуру нагретой части стенки криеталлизатора поддерживают...
Попередній патент: Шахтний теплообмінник кускового матеріалу
Наступний патент: Спосіб обробки шкір птиці
Випадковий патент: Одноразовий шприц жеребного