Зливок алюмінієвий для розкислення сталі
Номер патенту: 6104
Опубліковано: 29.12.1994
Автори: Катель Леонід Маркусович, Чорногрицький Володимир Михайлович, Гавро Леонід Петрович, Вихлевщук Валерій Антонович, Шнеєров Яков Аронович
Формула / Реферат
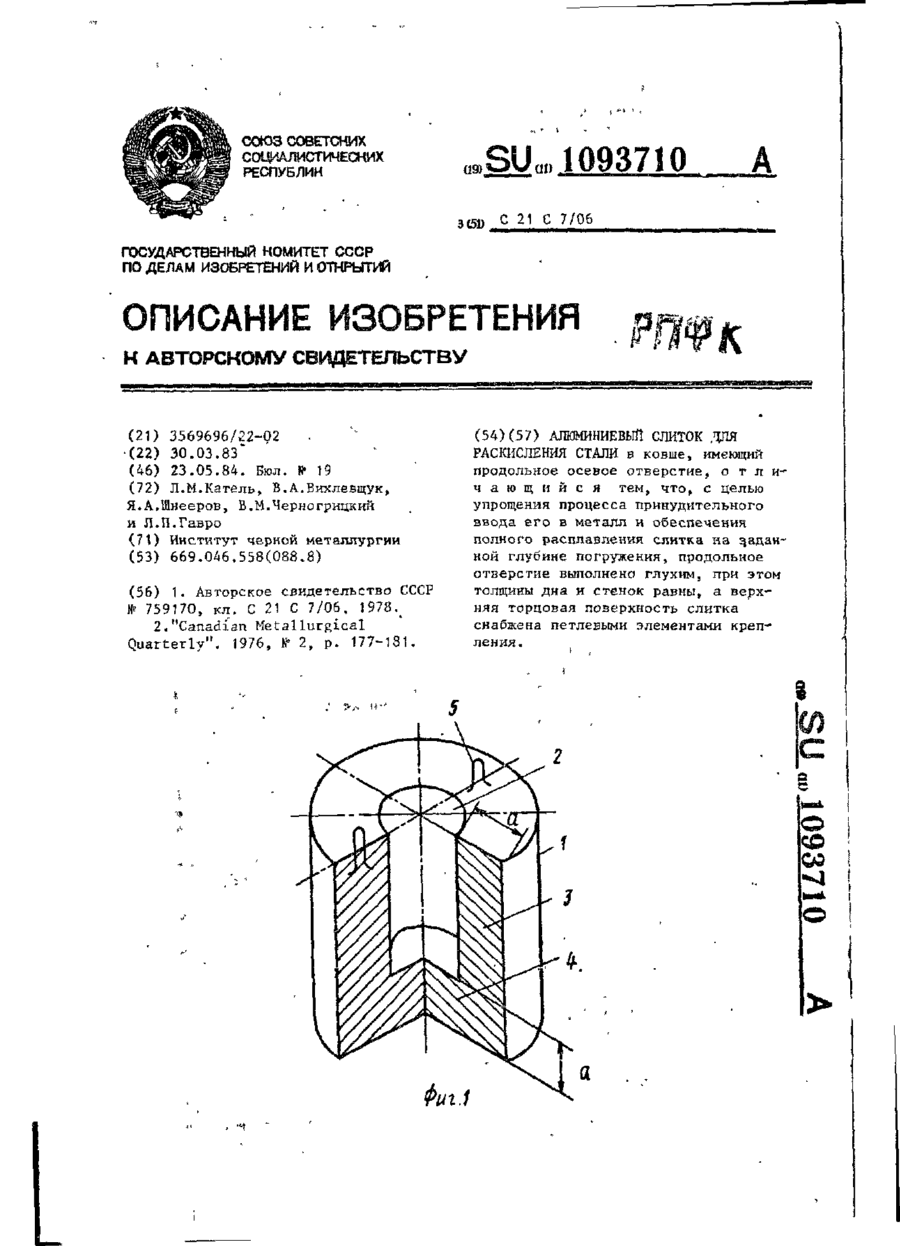
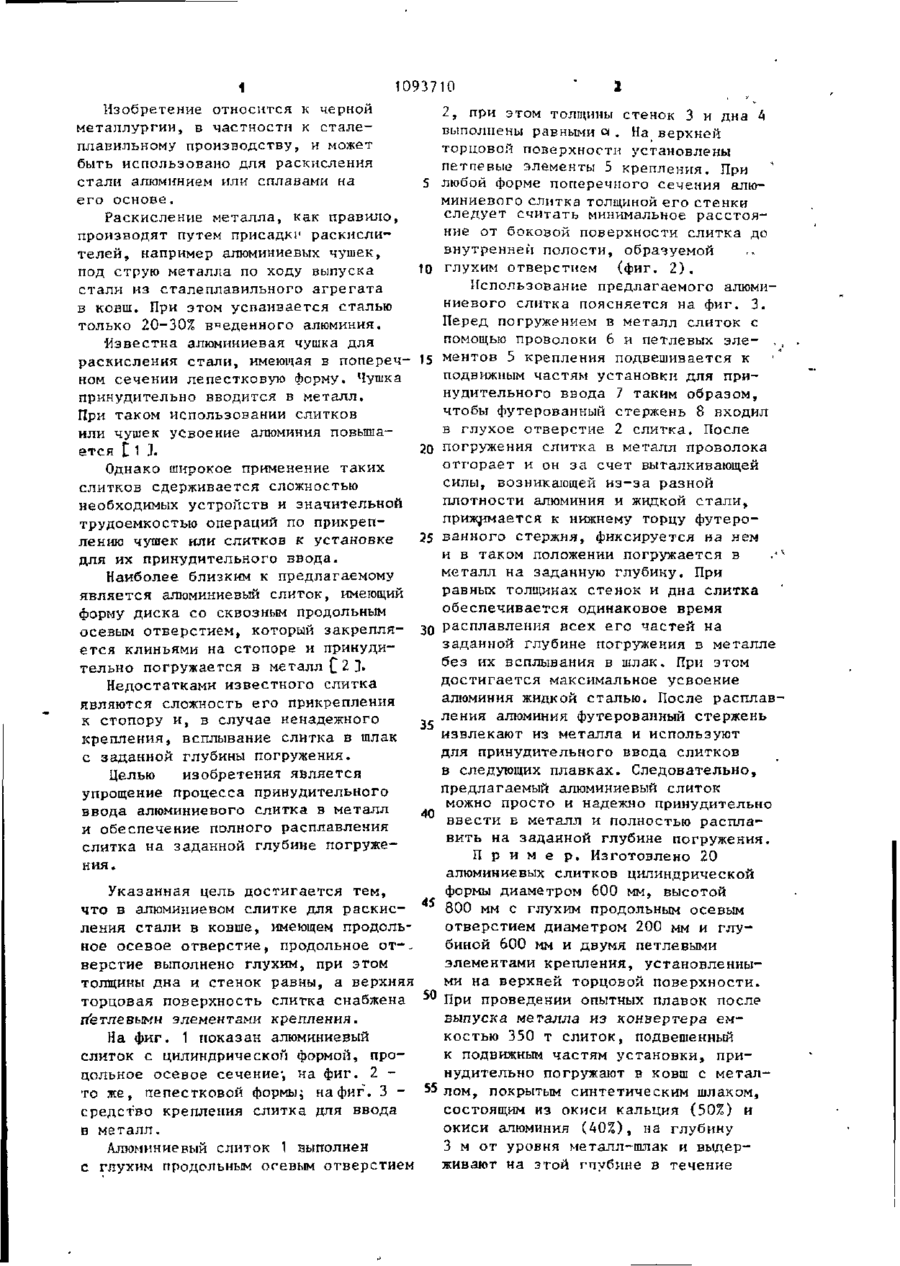
Алюминиевый слиток для раскислсніія стали в ковше, имеющий продольное осевое отверстие, отличающийся тем, что, с целью упрощения процесса принудительного ввода его в метал и обеспечения полного расплавления слитка на заданной глубине погружения, продольное отверстие выполнено глухим, при этом толщина дна и стенок равны, а верхняя торцовая поверхность слитка снабжена петлевыми элементами крепления.
Текст
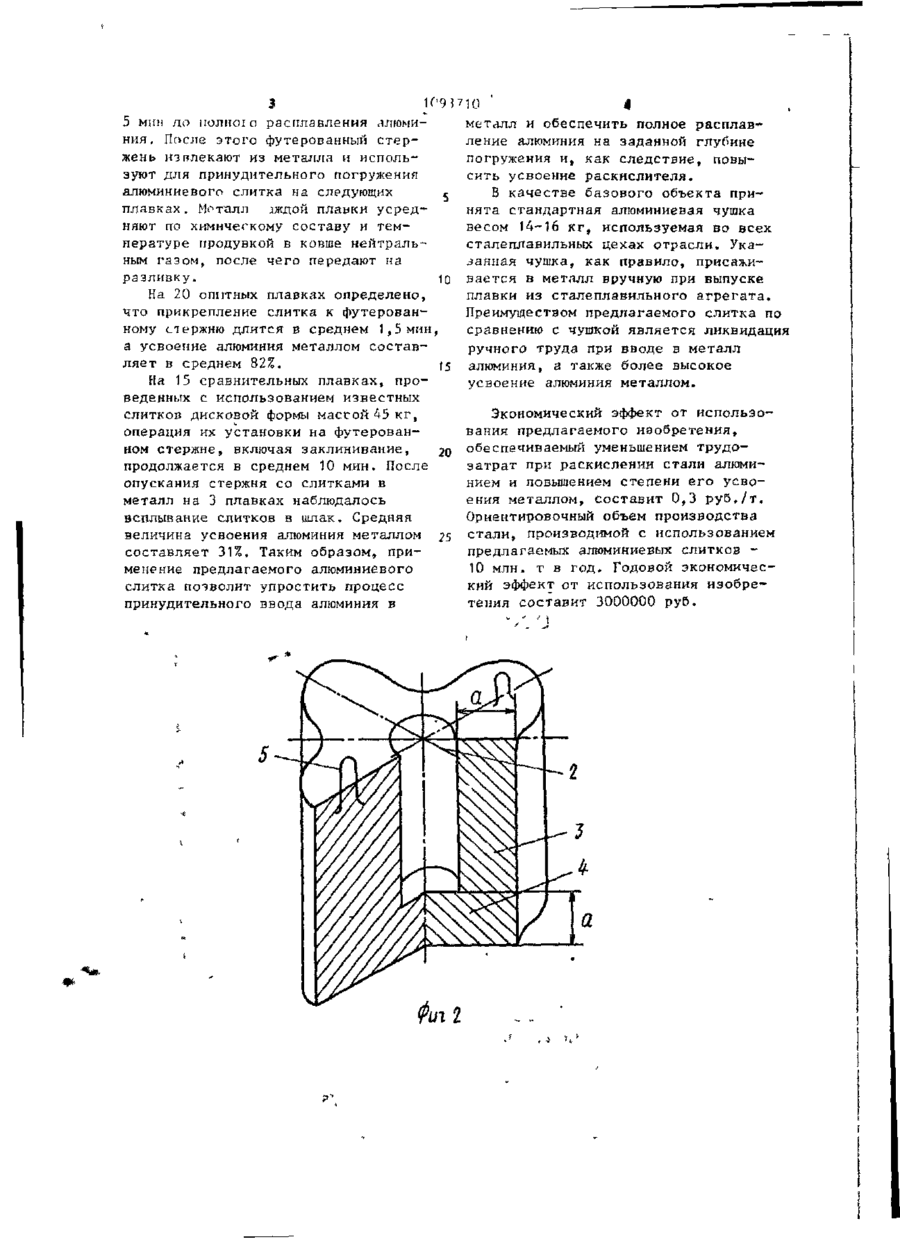
АЛЮМИНИЕВЫЙ СЛИТОК ДЛЯ РАСКИСЛЕНИЯ СТАЛИ в ковше, имеющий продольное осевое отверстие, о т л и ч а ю щ и й с я тем, что, с целью упрощения процесса принудительного ввода его в металл и обеспечения полного расплавления слитка на заданной глубине погружения, продольное отверстие выполнено глухим, при этом толщины дна и стенок равны, а верхняя торцовая поверхность слитка снабжена петлевыми элементами крепления. W 1 10937 10 2 Изобретение относится к черной 2, при этом толщины стенок 3 и дна 4 металлургии, в частности к сталевыполнены равными с . На верхней * плавильному производству, и может торцовой поверхности установлены быть использовано для раскисления петпевые элементы 5 крепления. При стали алюминием или сплавами на s любой форме поперечного сечения алюего основе. миниевого слитка толщиной его стенки Раскисление металла, как правило, следует считать минимальное расстояпроизводят путем присадки раскислиние от боковой поверхности слитка до телей, например алюминиевых чушек, внутренней полости, образуемой под струю металла по ходу выпуска Ю глухим отверстием (фиг. 2 ) . Использование предлагаемого алюмистали из сталеплавильного агрегата ниевого слитка поясняется на фиг. 3. в ковш. При этом усваивается сталью Перед погружением в металл слиток с только 20-30% введенного алюминия. помощью проволоки 6 и петлевых эле- , Известна алюминиевая чушка для раскисления стали, имеющая в попереч- 15 ментов 5 крепления подвешивается к подвижным частям установки для прином сечении лепестковую форму. Чушка нудительного ввода 7 таким образом, принудительно вводится в металл. чтобы футерованный стержень 8 входил При таком использовании слитков в глухое отверстие 2 слитка. После или чушек усвоение алюминия повышается £ 1 J. 20 погружения слитка в металл проволока отгорает и он за счет выталкивающей Однако широкое применение таких силы, возникающей из-за разной слитков сдерживается сложностью плотности алюминия и жидкой стали, необходимых устройств и значительной приж^ается к нижнему торцу футеротрудоемкостью операций по прикрепванного стержня, фиксируется на нем лению чушек или слитков к установке 25 и в таком положении погружается в / для их принудительного ввода. металл на заданную глубину. При Наиболее близким к предлагаемому равных толщинах стенок и дна слитка является алюминиевый слиток, имеющий обеспечивается одинаковое время форму диска со сквозным продольным расплавления всех его частей на осевым отверстием, который закрепля- 30 заданной глубине погружения в металле ется клиньями на стопоре и принудибез их всплывания в шлак. При этом тельно погружается в металл С 2 ] . достигается максимальное усвоение алюминия жидкой сталью. После расплав Недостатками известного слитка ления алюминия футерованный стержень являются сложность его прикрепления к стопору и, в случае ненадежного 35 извлекают из металла и используют для принудительного ввода слитков крепления, всплывание слитка в шлак в следующих плавках. Следовательно, с заданной глубины погружения. предлагаемый алюминиевый слиток Целью изобретения является можно просто и надежно принудительно упрощение процесса принудительного ввода алюминиевого слитка в металл ^о ввести в металл и полностью расплавить на заданной глубине погружения. и обеспечение полного расплавления слитка на заданной глубине погружеП р и м е р . Изготовлено 20 ния. алюминиевых слитков цилиндрической формы диаметром 600 мм, высотой Указанная цель достигается тем, 800 мм с глухим продольным осевым что в алюминиевом слитке для раскисотверстием диаметром 200 мм и глуления стали в ковше, имеющем продольбиной 600 мм и двумя петлевыми ное осевое отверстие, продольное от-элементами крепления, установленныверстие выполнено глухим, при этом ми на верхней торцовой поверхности. толщины дна и стенок равны, а верхняя 50 При проведении опытных плавок после торцовая поверхность слитка снабжена выпуска металла из конвертера емпетлевыми элементами крепления. костью 350 т слиток, подвешенный На фиг. 1 показан алюминиевый к подвижным частям установки, прислиток с цилиндрической формой, пронудительно погружают в ковш с металдольное осевое сечение-, на фиг. 2 лом, покрытым синтетическим шлаком, то же, пепестковой формы; на фиг. 3 - 55 состоящим из окиси кальция (50%) и средство крепления слитка для ввода окиси апюминия (40%), на глубину в металл. 3 м от уровня металл-шлак и выдерАлюминиевый слиток 1 выполнен живают на этой п у б и н е в течение с глухим продольным осевым отверстием 7 З 109 і 1 0 4 5 мин до полиоіо расплавления алюмиметалл и обеспечить полное расплавния , После этого футерованный стерление алюминия на заданной глубине жень извлекают из металла и испольпогружения и, как следствие, повызуют для принудительного погружения сить усвоение раскислителя. алюминиевого слитка на следующих с В качестве базового объекта приплавках. Моталл лждой плавки усреднята стандартная алюминиевая чушка няют по химическому составу и темвесом 14-16 кг, используемая во всех пературе продувкой в ковше нейтральсталеплавильных цехах отрасли. Уканым газом, после чего передают на занная чушка, как правило, присажиразливку. Ю вается в металл вручную при выпуске На 20 опптных плавках определено, плавки из сталеплавильного агрегата. что прикрепление слитка к футерованПреимуществом предлагаемого слитка по ному стержню длится в среднем 1,5 мин, сравнению с чушкой является ликвидация а усвоение алюминия металлом составручного труда при вводе в металл ляет в среднем 82%. 15 алюминия, а также более высокое На 15 сравнительных плавках, проусвоение алюминия металлом. веденных с использованием известных Экономический эффект от использослитков дисковой формы массой 45 кг, вания предлагаемого изобретения, операция их установки на футерованном стержне, включая заклинивание, 20 обеспечиваемый уменьшением трудозатрат при раскислении стали алюмипродолжается в среднем 10 мин. После нием и повышением степени его усвоопускания стержня со слитками в ения металлом, составит 0,3 руб,/т. металл на 3 плавках наблюдалось Ориентировочный объем производства всплывание слитков в шлак. Средняя величина усвоения алюминия металлом 25 стали, производимой с использованием предлагаемых алюминиевых слитков составляет 31%, Таким образом, при10 млн. т в год. Годовой экономичесменение предлагаемого алюминиевого кий эффект от использования изобреслитка позволит упростить процесс тения составит 3000000 руб. принудительного ввода алюминия в 1л 2 1О937ЇО Редактор Н. Рогулнч Составнтепь Т. Морозова Техред Ж,Кастелевич* Корректора. Билак Заказ 3379/23 Тираж 540 Подписное В И П Государственного комитета СССР НИИ по делам изобретений и открытий 11Э035, Москва, Ж-35, Раушская наб., д. 4/5 Филиал ППЇЇ "Патент", г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюAluminium ingot for steel deoxidation
Автори англійськоюKatel Leonid Markusovych, Vikhlevschuk Valerii Antonovych, Shneierov Yakov Aronovych, Chornohrytskyi Volodymyr Mykhailovych, Havro Leonid Petrovych
Назва патенту російськоюСлиток алюминиевый для раскисления стали
Автори російськоюКатель Леонид Маркусович, Вихлевщук Валерий Антонович, Шнееров Яков Аронович, Чорногрицкий Владимир Михайлович, Гавро Леонид Петрович
МПК / Мітки
МПК: C21C 7/06
Мітки: алюмінієвий, зливок, розкислення, сталі
Код посилання
<a href="https://ua.patents.su/4-6104-zlivok-alyuminiehvijj-dlya-rozkislennya-stali.html" target="_blank" rel="follow" title="База патентів України">Зливок алюмінієвий для розкислення сталі</a>
Зливок

Номер патенту: 4137
Опубліковано: 27.12.1994
Автори: Гоч Микола Григорович, Скороход Микола Михайлович, Стець Павло Денисович, Лєсовой Віктор Васильович, Горягін Василь Олексійович, Нагай Володимир Данилович, Дворядкін Борис Олександрович, Сердюк Іван Олексійович, Локтіонов Петро Якович, Проценко Юрій Юрійович
МПК: B22D 7/00
Мітки: зливок
Формула / Реферат:
Слиток уширенный кверху с узкими и широкими гранями, отличающийся тем, что узкие грани выполнены тремя плоскостями, образующими в нижнем сечении равнобедренную трапецию с преобразованием в верхнем сечении в равнобедренный треугольник с равными высотами.
Спосіб розкислення, модифікування та мікролегування сталі
Номер патенту: 3646
Опубліковано: 27.12.1994
Автори: Мелеков Віктор Олексійович, Тарасов Василь Михайлович, Носоченко Олег Васильович, Паляничка Володимир Олександрович, Дяконов Володимир Миколайович, Вісторовський Микола Трохимович, Плохих Володимир Андрійович, Гордієнко Михайло Силович
МПК: C21C 7/06
Мітки: сталі, мікролегування, розкислення, спосіб, модифікування
Формула / Реферат:
Способ раскисления, модифицирования и микролегирования рельсовой стали, включающий присадку в расплав ферросиликованадия в смеси с комплексными ферросплавами, отличающийся тем, что, с целью снижения расхода ванадия и комплексных ферросплавов, в расплав вводят ферросиликованадий в смеси с силикомарганцем и ферросиликомагнийтитаном, при этом отношение количества ванадия к количеству титана в смеси поддерживают равным 0,5-6,0, а отношение...
Спосіб безперервної розливки сталі
Номер патенту: 1440
Опубліковано: 25.03.1994
Автор: Дюдкін Дмитро Олександрович
МПК: B22D 11/00
Мітки: спосіб, безперервної, розливки, сталі
Формула / Реферат:
Способ непрерывной разливки стали, включающий подачу металла в кристаллизатор и охлаждение поверхности слитка с увеличением интенсивности в конце зоны охлаждения, отличающийся тем, что, с целью повышения качества стальных слитков, охлаждение поверхности слитка осуществляют на участке 1,14—1,25 глубины жидкой фазы, а интенсивность охлаждения увеличивают на участке 0,20—0,35 глубины жидкой фазы ступенчато до величины, равной 0,6—1,0...
Піддон для відливки зливок у крізьні виливниці

Номер патенту: 1468
Опубліковано: 25.07.1994
Автори: Бросєв Олександр Олександрович, Локтіонов Петро Якович, Савченко Леонід Степанович, Бондаренко Микола Андрійович, Кущенко Олександр Іванович, Дворядкін Борис Олександрович, Тарасов Віктор Іванович
МПК: B22D 7/06
Мітки: піддон, відливки, виливниці, крізьні, зливок
Формула / Реферат:
Поддон для отливки слитков в сквозные изложницы в виде плиты с выступами по периметру внутренних стенок изложницы, отличающийся тем, что плита выполнена выпуклой, вытянутой в сторону узких граней и плавно переходящей в выступы по периметру, а величина выпуклости составляет 0,15...0,3 толщины поддона.
Спосіб нагрівання зливків рейкової сталі
Номер патенту: 3887
Опубліковано: 27.12.1994
Автори: Ерин Роман Миколайович, Вісторовський Микола Трохимович, Тихонюк Леонід Сергійович, Нестеров Дмитро Кузьмич, Христенко Іван Миколайович, Левченко Микола Пилипович, Карпенко Віталій Федорович
МПК: C21D 9/70
Мітки: рейкової, нагрівання, зливків, сталі, спосіб
Формула / Реферат:
Способ нагрева слитков рельсовой стали, включающий посад слитков с температурой поверхности ниже Ас1 в нагревательный колодец, их нагрев до заданной температуры и томление, отличающийся тем, что нагрев в интервале Ас1 – Ас3 осуществляют в течение времени tк = t0 + Δt, где t0 = 1600-1800с.где q - (5-6) •104, Дж/кг;Μ - масса слитка, кг;Ν - количество слитков;W - мощность колодца, Дж/с;Тк...
Попередній патент: Спечений антифрикційний матеріал
Наступний патент: Чушка алюмінієва для розкислення сталі
Випадковий патент: Спосіб виробництва здобного печива "цілюще зернятко"