Установка для одержання отворів в крупногабаритних виробах
Номер патенту: 1637
Опубліковано: 25.10.1994
Автори: Аверчев Вячеслав Якович, Любимов Олександр Олександрович, Валюх Володимир Федорович, Саленко Світлана Василівна
Формула / Реферат
Установка для обработки отверстий в крупногабаритных деталях, содержащая портал, установленные на нем направляющие, предназначенные для размещения траверсы, установленные на последней с возможностью перемещения каретки с размещенными на них сверлильными головками и установленный на портале механизм фиксации детали, отличающаяся тем, что, с целью повышения точности и расширения технологических возможностей за счет надежной фиксации траверсы по координатам получаемых отверстий и обработки деталей различных типоразмеров, установка снабжена механизмом фиксации траверсы, выполненным в виде размещенных на последней силовых цилиндров, установленных на направляющих призм и связанных со штоками силовых цилиндров роликов, предназначенных для взаимодействия с призмами, причем каретки связаны между собой посредством введенного в установку механизма ориентации, выполненного в виде установленного с возможностью перемещения дополнительного силового цилиндра, закрепленных на каретках кронштейнов, расположенных параллельно сверлильным головкам, установленных на кронштейнах дополнительных роликов и выключателей, и тяг, предназначенных для связи кронштейнов соответственно со штоком и корпусом дополнительного силового цилиндра, при этом установка снабжена размещенными на каждой каретке прижимами, расположенными параллельно сверлильной головке, закрепленными на каретках упорами и предназначенными для взаимодействия с последними фиксаторами, размещенными на траверсе.
Текст
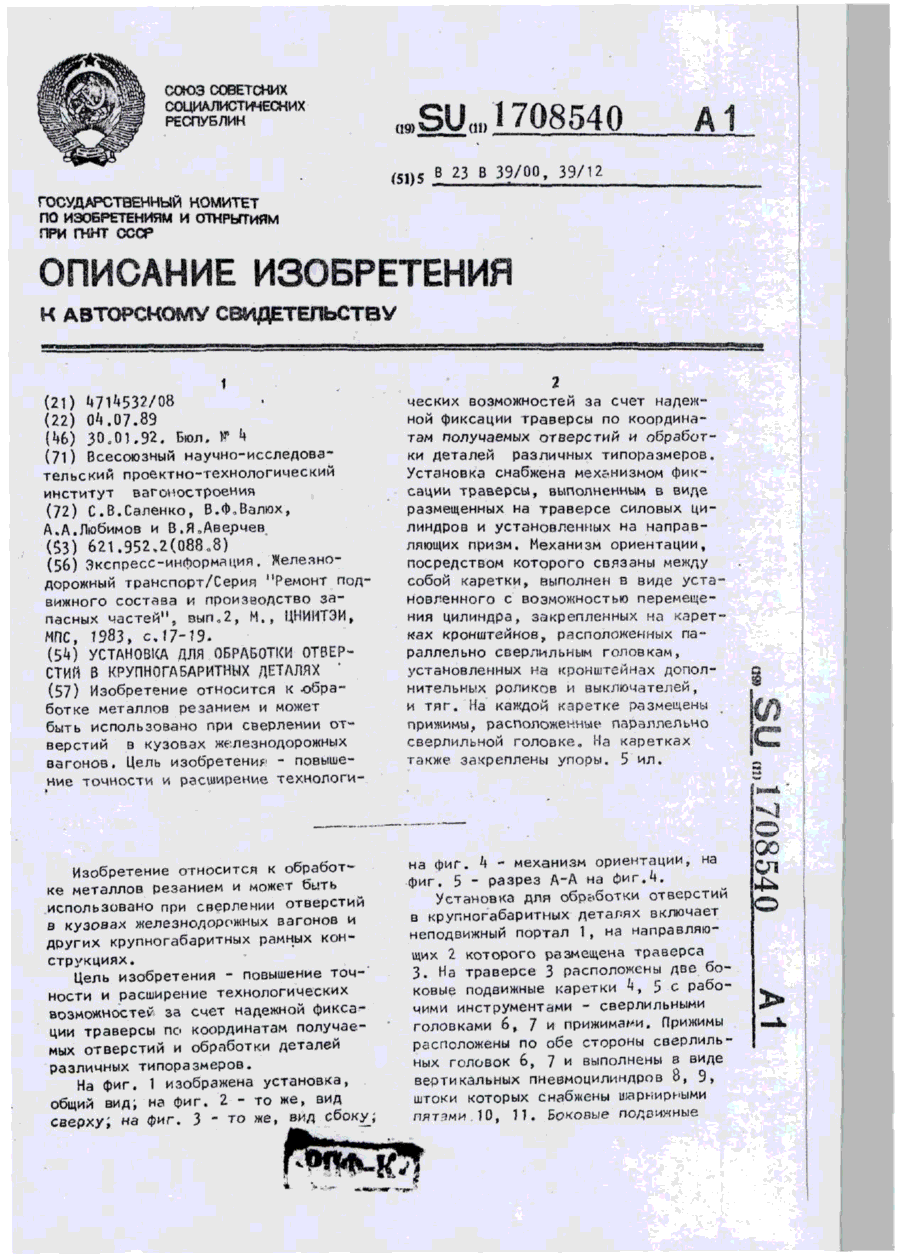
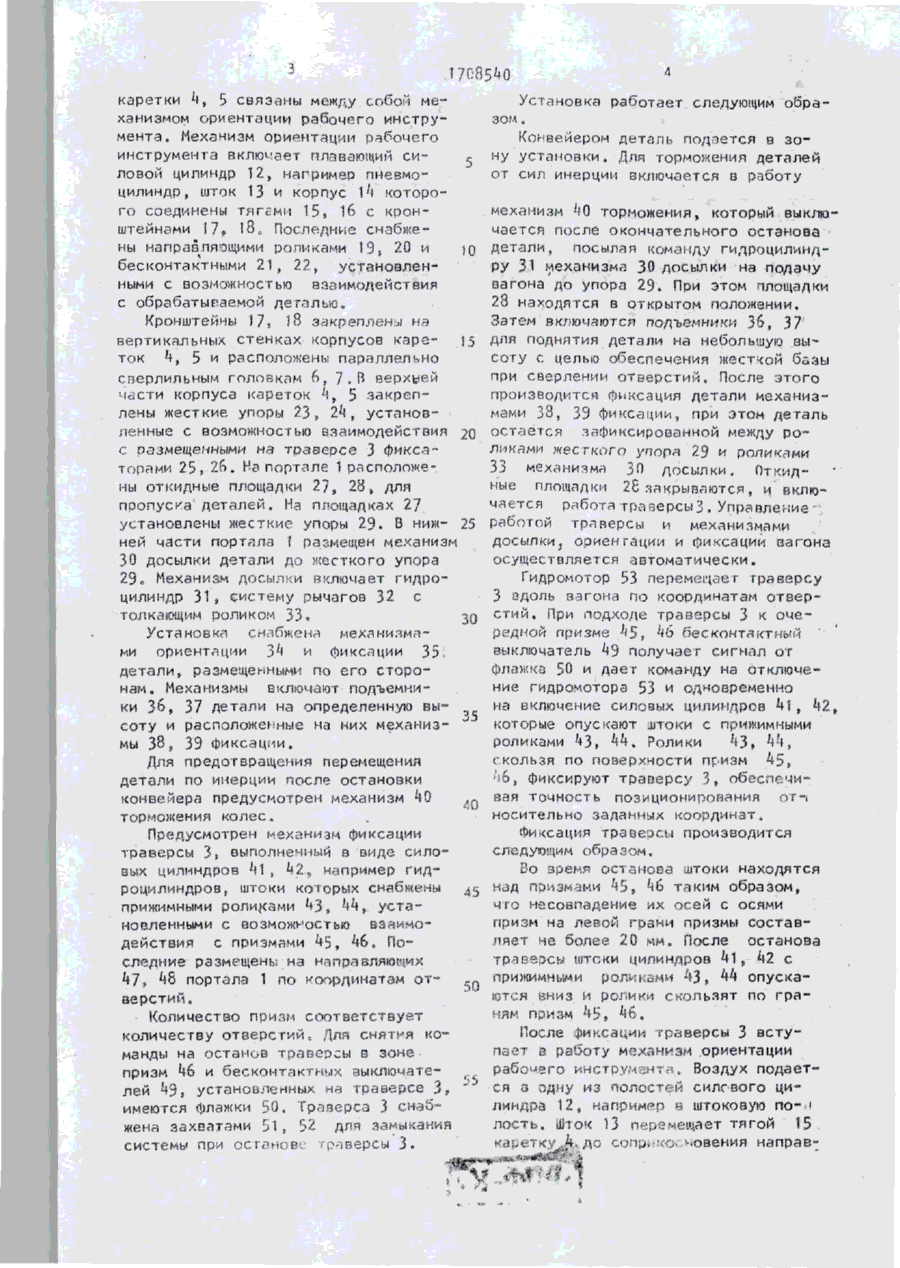
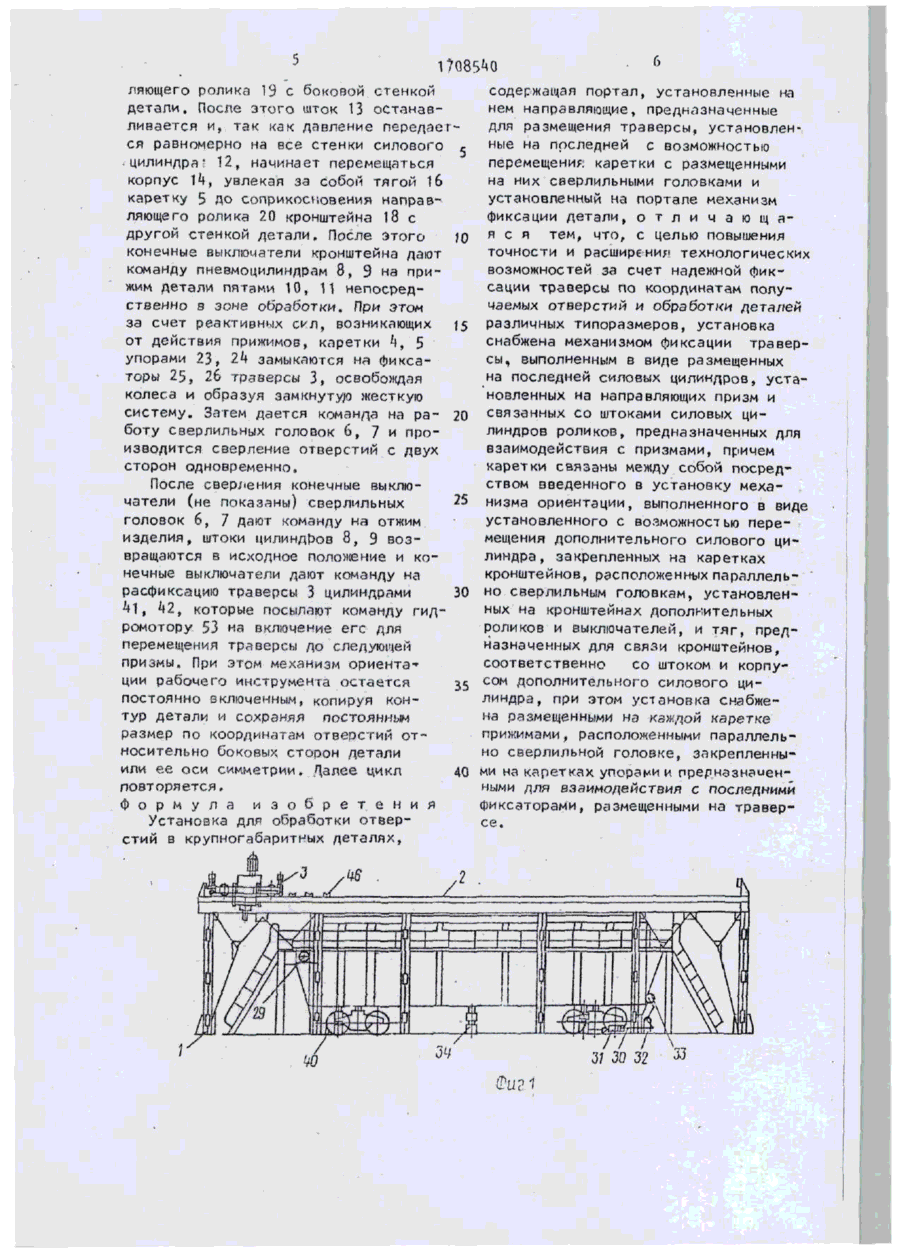
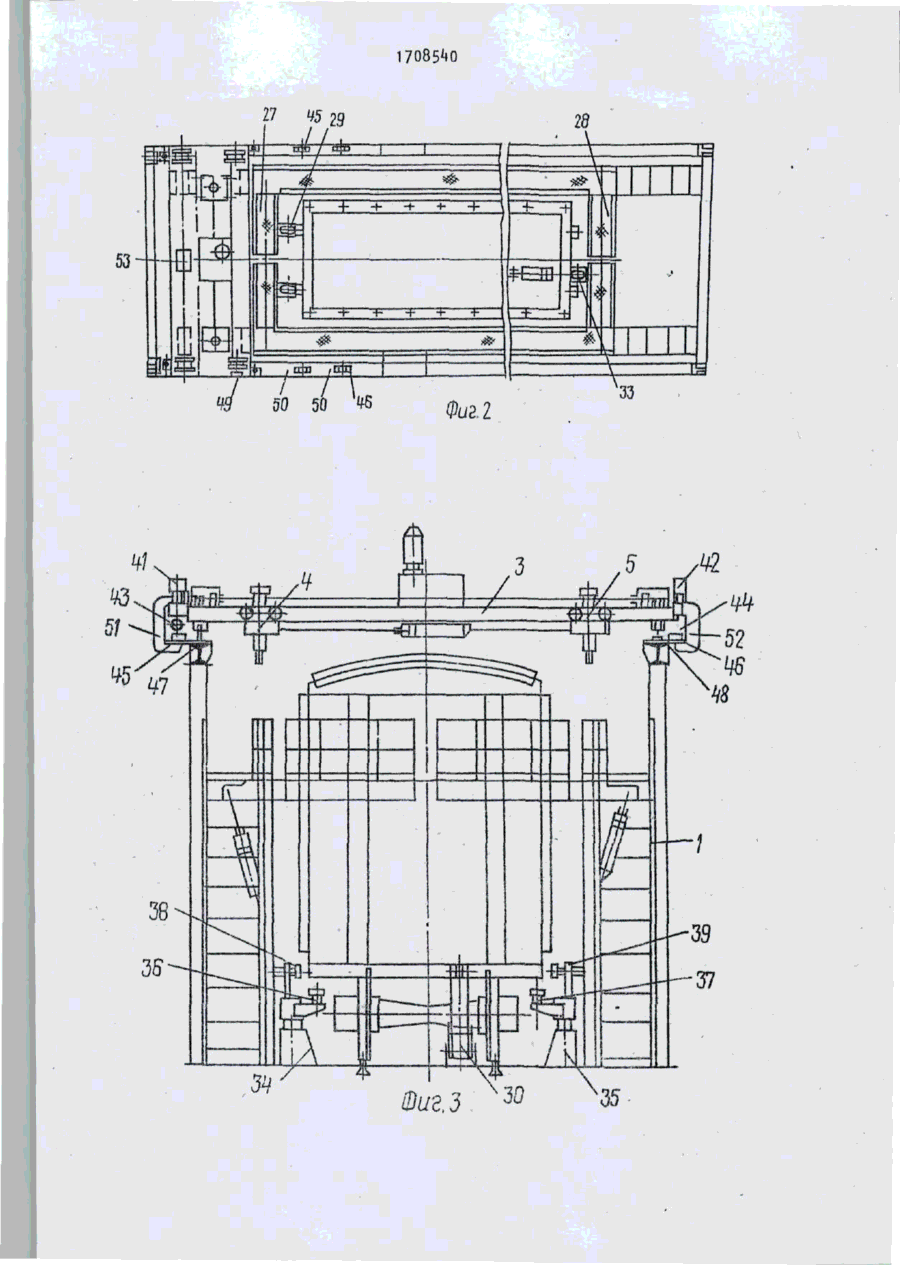
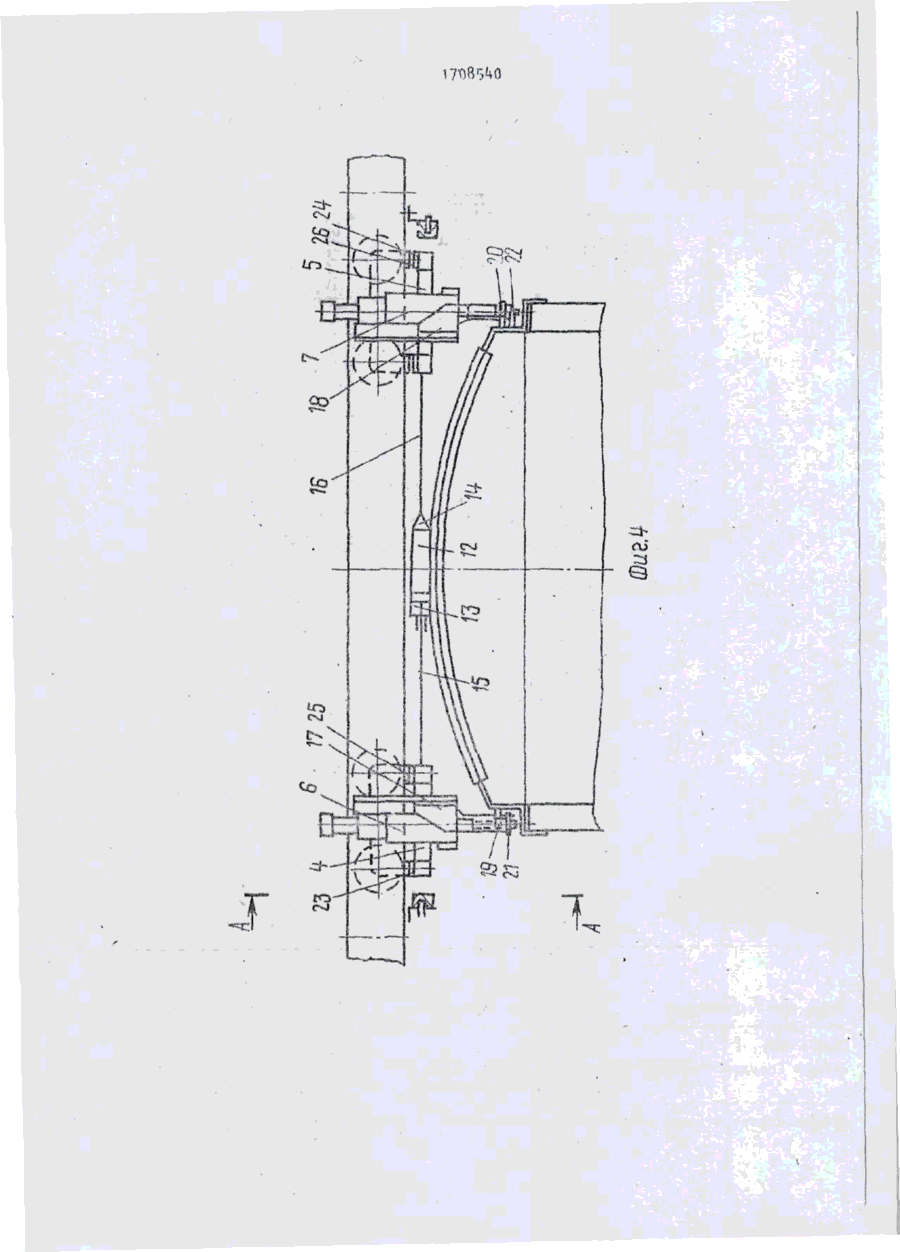
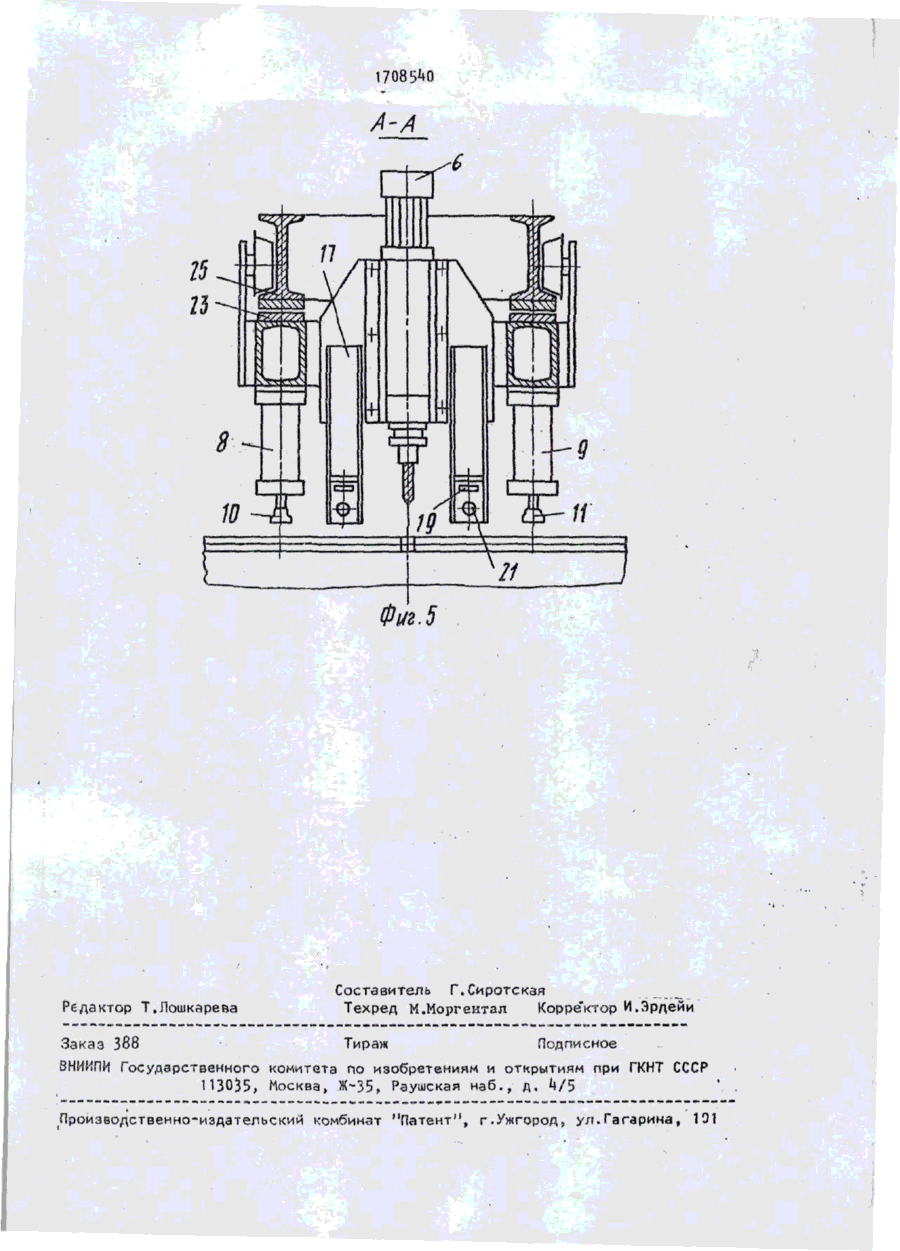
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РНСПУБЛИН (5 1)5 В 23 В 39/00, 39/12 ГОСУДАРСТВЕННЫЙ НОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТНРЬГГИЯМ ПРИ ГКНТ СССР 1 (21) ^71^532/08 (22) 0*1.07.89 {hb) 30.01.92, Бюл. № k (71) Всесоюзный научно-исследовательский проектно-технологический институт вагоностроения (72) С.В.Саленко, В Ж В а л ю х , А.А.Любимов и В.Я.Аверчев (53) 621.952.2(088.8) (56) Экспресс-информация. Железнодорожный транспорт/Серия "Ремонт пол* вижного состава и производство запасных частей", зып„2, М,, ЦНИМТЭИ, МПС, 13S3, C.17-J9. (5і*) УСТАНОВКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ В КРУПНОГАБАРИТНЫХ ДЕТАЛЯХ ' (57) Изобретение относится к обработке металлов резанием и может быть использовано при сверлении отверстий в кузовах железнодорожных вагонов. Цель изобретения' - повышение точности и расширение технологи ческих возможностей за счет надежной фиксации траверсы по координатам получаемых отверстий и обработки деталей различных типоразмеров. Установка снабжена механизмом фиксации траверсы, выполненным в виде размещенных на траверсе силовых цилиндров и установленных на направляющих призм. Механизм ориентации, посредством которого связаны между собой каретки, выполнен в виде установленного с возможностью перемещения цилиндра, закрепленных на карет• ках кронштейнов, расположенных параллельно сверлильным голоекам, установленных wa кронштейнах дополнительных роликов и выключателей, и тяг. На каждой каретке размещены прижимы, расположенные параллельно сверлильной головке. На каретках также закреплены упоры. 5 ил. О Изобретение относится к обработке металлов резанием и может быть использовано при сверлении отверстий в кузовах железнодорожных вагонов и других крупногабаритных рамных конструкциях. Цель изобретения - повышение том-' ности и расширение технологических возможностей за счет надежной фиксации траверсы по координатам получаемых отверстий и обработки деталей различных типоразмеров. На фиг. 1 изображена установка, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 * то же, вид сбоку; на фиг. h - механизм ориентации, на фиг. 5 - разрез А-А на фиг.^. Установка для обработки отверстий в крупногабаритных деталях включает неподвижный портал 1, на направляющих 2 которого размещена траверса 3. На траверсе 3 расположены две боковые подвижные каретки 'і, 5 с рабочими инструментами - сверлильными головками 6, 7 и прижимали. Прижимы расположены по обе стороны сверлильных головок 6, 7 и выполнены в виде вертикальных пневмоцилиндров 8, 9, штоки которых снабжены шарнирными пятэми 10, })t Боковые подвижные сю 708540 каретки ч, 5 связаны между собой меи ханизмом ориентации рабочего инструмента. Механизм орирнтации рабочего инструмента включает плавающий силовой цилиндр 12, нагример пневмоцилиндр, шток 13 и корпус Й которого соединены ТЯГЄМИ 15, 16 с кронштейнами 17. 18, Последние снабжены направпячщими роликами 19( 20 и 10 бесконтактными 21, 22, установленными с возможностью взаимодействия с обрабатываемой дегалыс. Кронштейны 17, 18 закреплен,! на вертикальных стенках корпусов каре- 15 ток ^ 5 и расположены параллельно сверлильным головкам 6, 7. В верхней части корпуса кареток L\t 5 закреплены жесткие упоры 23» 2kt установленные с возможностью взаимодействия 20 с оазмещепиыни на траверсе 3 фиксаторами 25, 26. Ра портале 1 расположены откидные площадки 27, 28, для пропуска деталей. На площадках 2/ установлены жесткие упоры 29. В ниж- 25 ней части портала 1 размещен механизм 30 досылки детали до жесткого упора 29, Механизм досылки включает гидроцилиндр 31» систему рычагов 32 с толкающим роликом 33. Установка работает следующим образом. Конвейером деталь подпется G з о ну установки. Для торможения деталей от сил инерции включается в работу механизм 40 торможения, который выключается после окончательного останова детали, посылая команду гидроцилиндру 31 механизма 30 досылки на подачу вагона до упора 29. При этом площадки 28 находятся в открытом положении. Затем включаются подъемники 36, 37 для поднятия детали на небольшую высоту с целью обеспечения жесткой базы при сверлении отверстий. После этого производится фиксация детали механизмами 33, 39 фиксации, при этом деталь остается зафиксированной между роликами жесткого упора 29 и роликами 33 механизма ЗП досылки, Откидные площадки 2Є закрываются, и включается работа траверсыЗ. Управление работой траверсы и механизмами досылки, ориентации и фиксации вагона осуществляется автоматически. Гидромотор 53 перемещает траверсу 3 вдоль азгоиа по координатам отвер30 стий. При подходе траверсы 3 к оче редной пр.изме 4 5 , ЧЬ бесконтактный Установка снабжена механизмавыключатель 49 получает сигнал от ми ориентации 3 1 и фиксации 35 * флажка 50 и дает команду на отключедетали, размещенными по его стороние гидромотора 53 и одновременно нам. Механизмы включают подъемнина включение силовых цилиндров 4 1 f 42, ки 36, 37 детали на определенную выкоторые опускают лтоки С прижимными соту и расположенные на них механизроликами 43, 44, Ролики 43» 44, мы 38, 39 фиксации. скользя по поверхности призм 45, Для предотвращения перемещения 46, фиксируют траверсу 3, обеспечидетали по инерции после остановки вая точность позиционирования от-І конвейера предусмотрен механизм Й0 носительно заданных координат. торможения колес. Фиксация травеоси производится Предусмотрен механизм фиксации следующим образом. траверсы Зі выполненный в виде силоВо время останова штоки находятся вых цилиндров *|т, ^2, чг^пример гиднад призмами 45, 46 таким образом, роцилиндровf штоки которых снабжены что несовпадение их осей с осями прижимными роликами ^3, М , устапризм на левой грани призмы составновленными с возможностью взаимоляет не более 20 мм. После останова действия с призмами ^5« 46. Потраверсы штоки цилиндров 4 1 , 42 с следние размещены на направляющих прижимными роликами 43, 44 опуска47, 48 портала 1 по координатам от50 ются вниз и ролики скользят по граверстий. ням призм 45» 46. Количество призм соответствует После фиксации траверсы 3 встуколичеству отверстий,. Для снятия копает а работу механизм ориентации манды на останов траверсы в зоне рабочего инструмента. Воздух подаетпризм 46 и бесконтактных выключатеся s одну из ПОЛОСТфЙ силового цилей 43» установленных ча траверсе 3, линдра )2„ например а штоковую п о - ' имеются флажки 50, Траверса 3 снаблость. Шюк 13 перемещает тягой 15 жена захватами 511 Ь"£ яля замыкания каьеткуЛ' до соприкосновения направсистемы при ос ГОНОВІ грпверсы 3. V ляющего ролика 19 с боковой стенкой детали. После этого шток 13 останавливается и, так как давление передается равномерно на все стенки силового , цилиндра- 12, начинает перемещаться корпус 1*4, увлекая за собой тягой 16 каретку 5 До соприкосновения направляющего ролика 20 кронштейна 18 с другой стенкой детали. После э т о г о 10 конечные выключатели кронштейна дают команду пневмоцмлиндрам 8, 9 на прижим детали пятами 10, И непосредственно в зоне обработки. При этом за счет реактивных сил, возникающих (5 от действия прижимов, каретки k, 5 упорами 23, 2k замыкаются на фиксаторы 25, 26 траверсы 3, освобождая колеса и образуя замкнутую жесткую систему. Затем дается команда на ра- 20 боту сверлильных головок 6 , 7 и производится сверление отверстий с двух сторон одновременно. После сверления конечные выключатели (не показаны) сверлильных головок 6, 7 дают команду на отжим изделия, штоки цилиндров 8, 9 возвращаются в исходное положение и к о нечные выключатели дают команду на расфиксацию траверсы 3 цилиндрами k\ t k2, которые посылают команду гидромотору 53 на включение егс для перемещения траверсы до следующей призмы. При этом механизм ориента** ции рабочего инструмента остается постоянно включенным, копируя контур детали и сохраняя постоянным размер по координатам отверстий о т носительно боковых сторон детали или ее оси симметрии. Далее цикл повторяется. Ф о р м у л а и з о б р е т е н и я Установка для обработки отверстий в крупногабаритных деталях, 25 30 35 40 содержащая портал, установленные на нем направляющие, предназначенные для размещения траверсы, установленные на последней с возможностью перемещения каретки с размещенными на них сверлильными головками и установленный на портале механизм фиксации детали, о т л и ч а ю щ а я с я тем, что, с целью повышения точности и расширения технологических возможностей за счет надежной фиксации траверсы по координатам получаемых отверстий и обработки деталей различных типоразмеров, установка снабжена механизмом фиксации траверсы, выполненным в виде размещенных на последней силовых цилиндров, установленных на направляющих призм и связанных со штоками силовых цилиндров роликов, предназначенных для взаимодействия с призмами, причем каретки связаны между собой посредством введенного в установку механизма ориентации, выполненного в виде установленного с возможностью перемещения дополнительного силового цилиндра, закрепленных на каретках кронштейнов, расположенных параллельно сверлильным головкам, установленных на кронштейнах дополнительных роликов и выключателей, и т я г , предназначенных для связи кронштейнов, соответственно со штоком и корпусом дополнительного силового цилиндра, при этом установка снабжена размещенными на каждой каретке прижимами, расположенными параллельно сверлильной головке, закрепленными на каретках упорами и прернэзнэиенными для взаимодействия с последними фиксаторами, размещенными на траверсе. 17085*10 27 тії Пт J.J % 29 28 т~т—г г + ^ -f + 53 1 П LJ т ( -rr 50 50 Фиг 2 _t -з CO Г 17085^0 A-A Фиг. 5 Редактор Т.Лошкареаа Заказ 388 Составитель Г.Сиротская Техред М.Моргентал Корректор И.Зрдейи Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж~35, Раушская наб., д. V 5 Производственно-издательский комбинат "Патент11, г.Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for machining of holes in large-dimension components
Автори англійськоюSalenko Svitlana Vasylivna, Valiukh Volodymyr Fedorovych, Liubymov Oleksandr Oleksandrovych, Averchev Viacheslav Yakovych
Назва патенту російськоюУстановка для обработки отверстий в крупногабаритных деталях
Автори російськоюСаленко Светлана Васильевна, Валюх Владимир Федорович, Любимов Александр Александрович, Аверчев Вячеслав Яковлевич
МПК / Мітки
МПК: B23B 39/00
Мітки: крупногабаритних, установка, виробах, отворів, одержання
Код посилання
<a href="https://ua.patents.su/6-1637-ustanovka-dlya-oderzhannya-otvoriv-v-krupnogabaritnikh-virobakh.html" target="_blank" rel="follow" title="База патентів України">Установка для одержання отворів в крупногабаритних виробах</a>
Пристрій для закривання отворів у деталях
Номер патенту: 221
Опубліковано: 30.04.1993
Автор: Шепелєв Олег Костянтинович
МПК: F16B 5/06
Мітки: закривання, деталях, отворів, пристрій
Формула / Реферат:
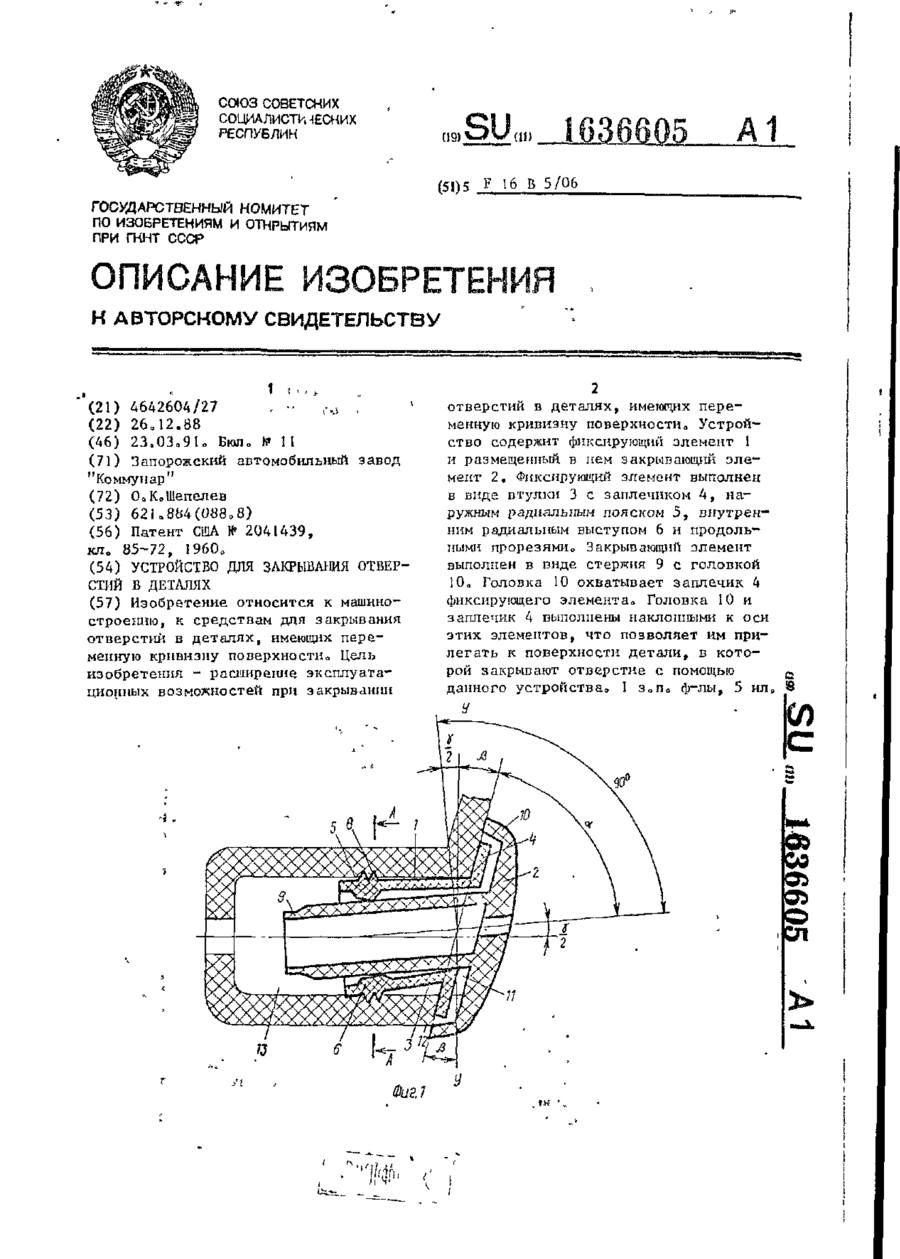
Формула изобретения1. Устройство для закрывания отверстий в деталях, одержащее выполненные из пластмассы фиксирующий элемент и размещенный в нем закрывающий элемент, при этом фиксирующий элемент выполнен в виде втулки с заплечиками, заостренным наружным радиальным пояском и продольными прорезями, а закрывающий элемент выполнен в виде стержня с головкой, охватывающей заплечики фиксирующего элемента, отличающееся тем, что, с целью...
Установка для обробки зовнішньої поверхні труб
Номер патенту: 267
Опубліковано: 30.04.1993
Автори: Третяков Клавдій Федорович, Дрягін Дмитро Прокопович, Івченко Лариса Василівна
МПК: B08B 9/02
Мітки: установка, труб, поверхні, зовнішньої, обробки
Формула / Реферат:
Установка для обработки наружной поверхности труб, включающая механизм перемещения изделия, содержащий два параллельных ряда опорных роликов, установленных под углом к направлению перемещения изделия, и приводные ролики и последовательно расположенные узел очистки, включающий щетку, и механизм для сбрасывания обработанных изделий, отличающаяся тем, что она снабжена узлом изоляции, расположенным после узла очистки, Включающим закрепленное на...
Установка для одержання ректифікованого спирту
Номер патенту: 907
Опубліковано: 15.12.1993
Автори: Циганков Петро Семенович, Мельничук Павло Петрович, Шиян Петро Леонідович
Мітки: установка, спирту, одержання, ректифікованого
Формула / Реферат:
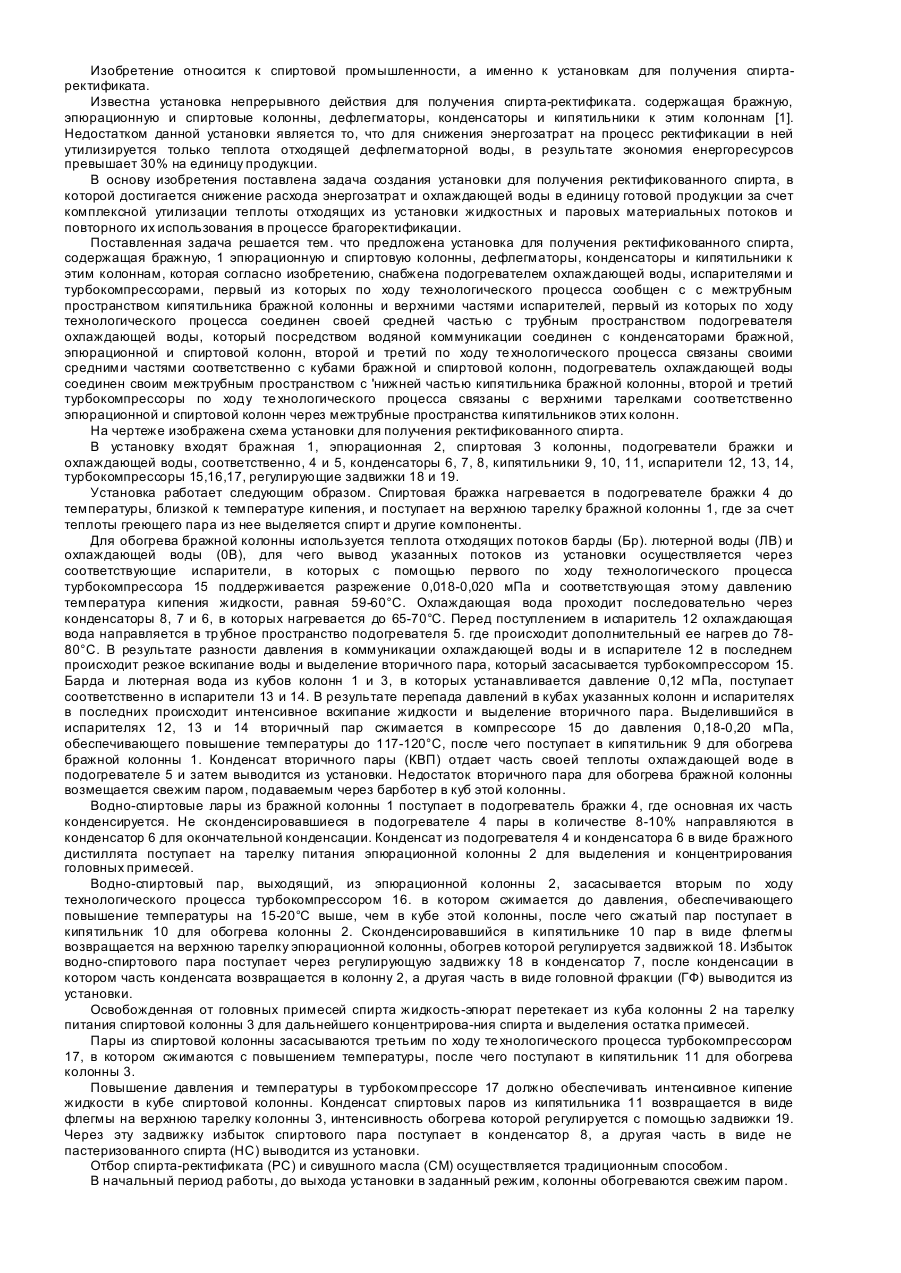
Установка для получения ректификованного спирта, содержащая бражную, эпюрационную и спиртовую колонны, дефлегматоры, конденсаторы и кипятильники к этим колоннам, отличающаяся тем, что она снабжена подогревателем охлаждающей воды, испарителями и турбокомпрессорами, первый из которых по ходу технологического процесса сообщен с межтрубным пространством кипятильника бражной колонны и верхними частями испарителей, первый из которых по ходу...
Установка для виплавки зливків
Номер патенту: 1260
Опубліковано: 30.12.1993
Автори: Латаш Юрій Вадімович, Висоцький Геннадій Андрійович, Рейда Микола Васильович, Кузьменко Геннадій Миколайович, Григоренко Георгій Михайлович, Бернадський Всеволод Миколайович, Шейко Іван Васильович
МПК: C21C 5/56
Мітки: зливків, виплавки, установка
Формула / Реферат:
Установка для выплавки слитков, содержащая секционный охлаждаемый кристаллизатор, секции которого электрически изолированы между собой, поддон, высокочастотный индуктор, камеру заготовки, колонну с механизмом перемещения кристаллизатора и механизм перемещения заготовки, отличающаяся тем, что, с целью упрощения конструкции, повышения производительности и выхода годного металла, камера заготовки с механизмом перемещения заготовки и...
Установка для одержання ректифікованого спирту
Номер патенту: 905
Опубліковано: 15.12.1993
Автори: Кирик Валерій Степанович, Шиян Петро Леонідович, Хорова Антоніна Олексіївна, Монастирський Микола Андрійович, Яцюк Галина Павлівна, Циганков Петро Семенович
МПК: C12F 3/08
Мітки: установка, ректифікованого, одержання, спирту
Формула / Реферат:
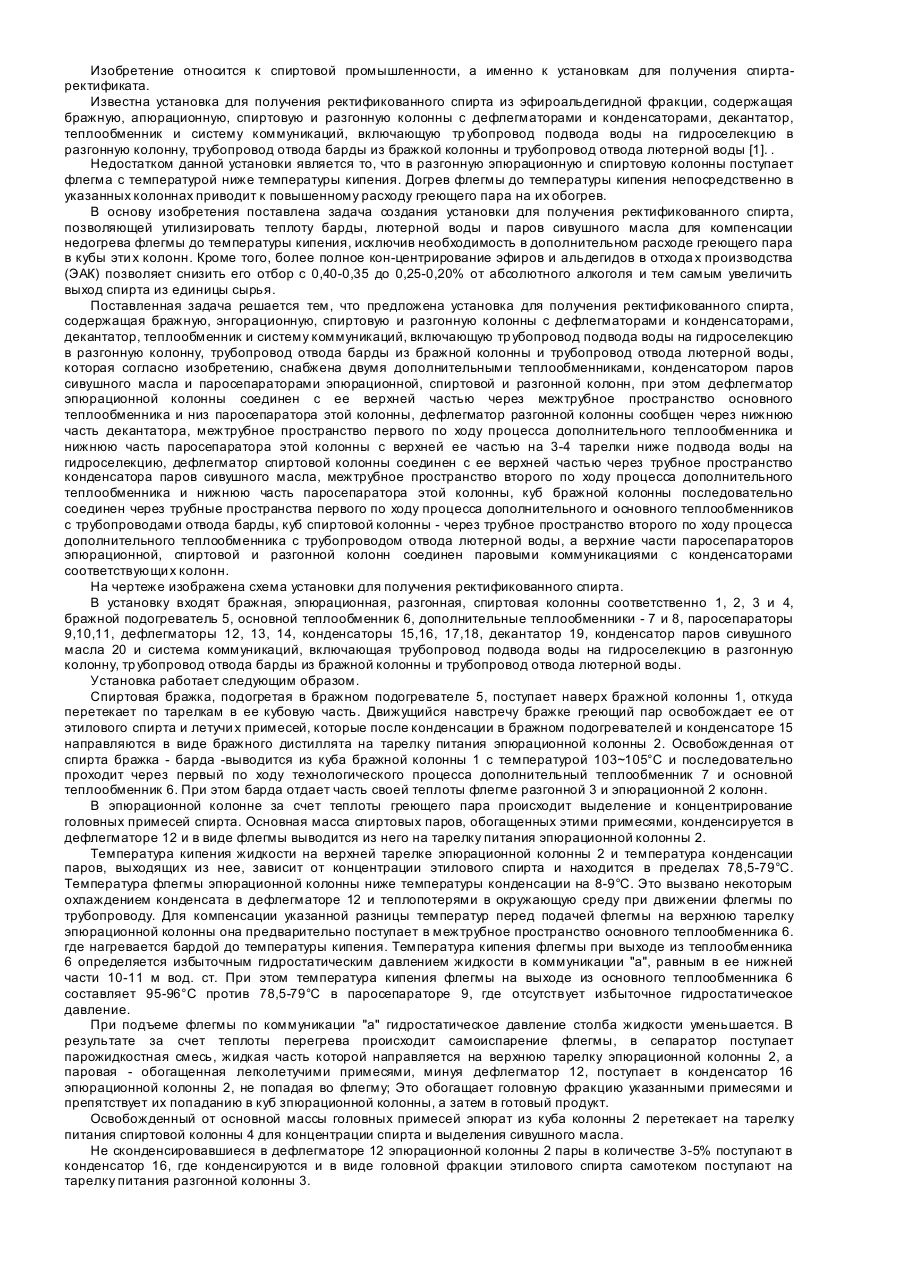
Установка для получения ректификационного спирта, содержащая бражную, эпюрационную, спиртовую и разгонную колонны с дефлегматорами и конденсаторами, декантатор, теплообменник и систему коммуникаций, включающую трубопровод подвода воды на гидроселекцию в разгонную колонну, трубопровод отвода барды из бражкой колонны и трубопровод отвода лютерной воды, отличающаяся тем. что она снабжена двумя дополнительными теплообменниками, конденсатором...
Попередній патент: Дорожня конструкція
Наступний патент: Абразивоструминний пристрій
Випадковий патент: Відцентровий змішувач-зволожувач