Спосіб зварювання
Номер патенту: 16901
Опубліковано: 29.08.1997
Формула / Реферат
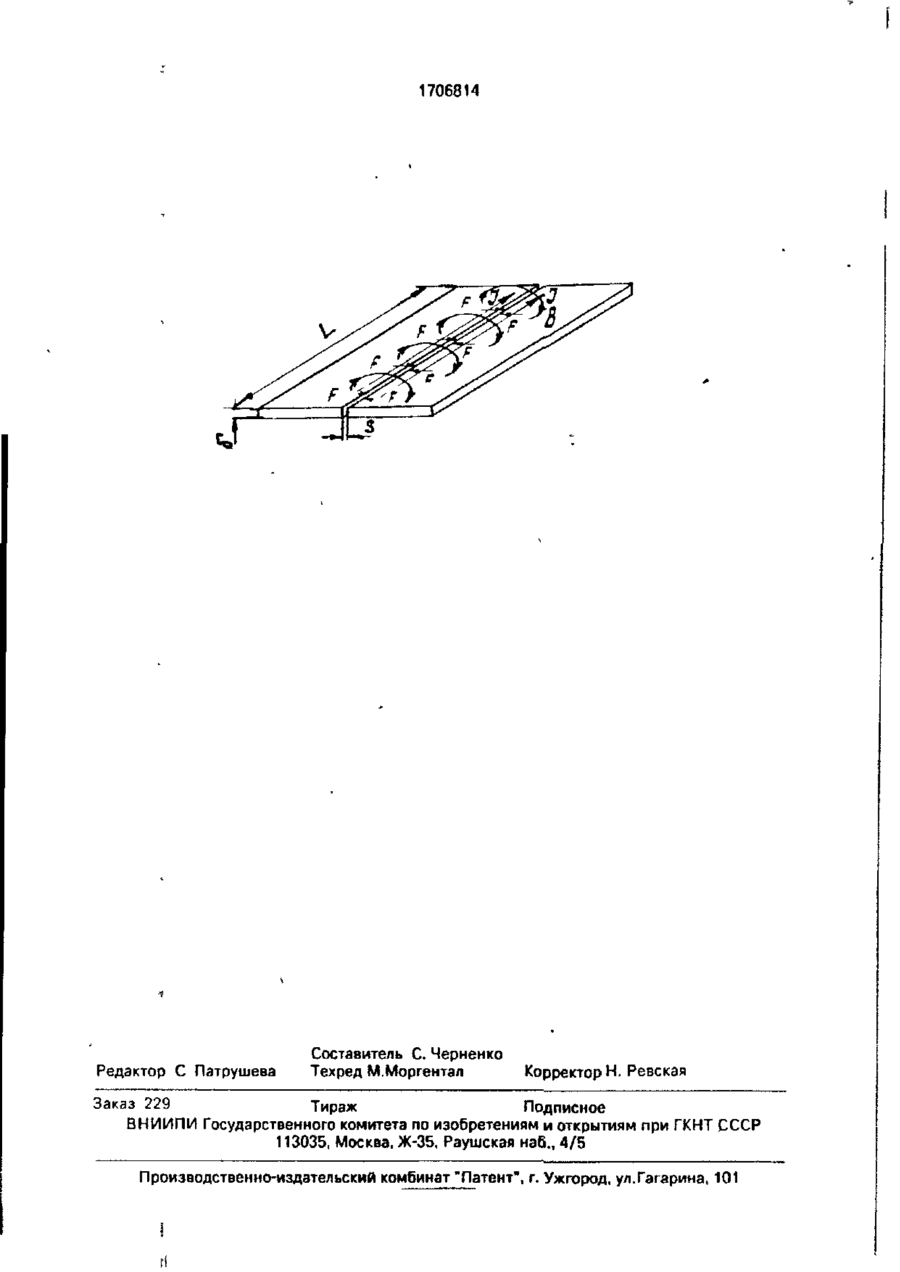
Способ сварки, включающий пропускание по свариваемым кромкам деталей постоянного электрического тока одинакового направления, отличающийся тем, что, с целью повышения производительности и качества соединения разнородных материалов при улучшении структуры сварного соединения и уменьшении сварочных деформаций, величину электрического тока 1 устанавливают из следующего соотношения
I≥2´1010SLδ
где S - величина зазора между стыкуемыми кромками, не более 4 • 10-4;
L- длина стыкуемых кромок, м;
δ - толщина свариваемого металла, м, а свариваемые детали располагают между изолирующими неферромагнитными прокладками.
Текст
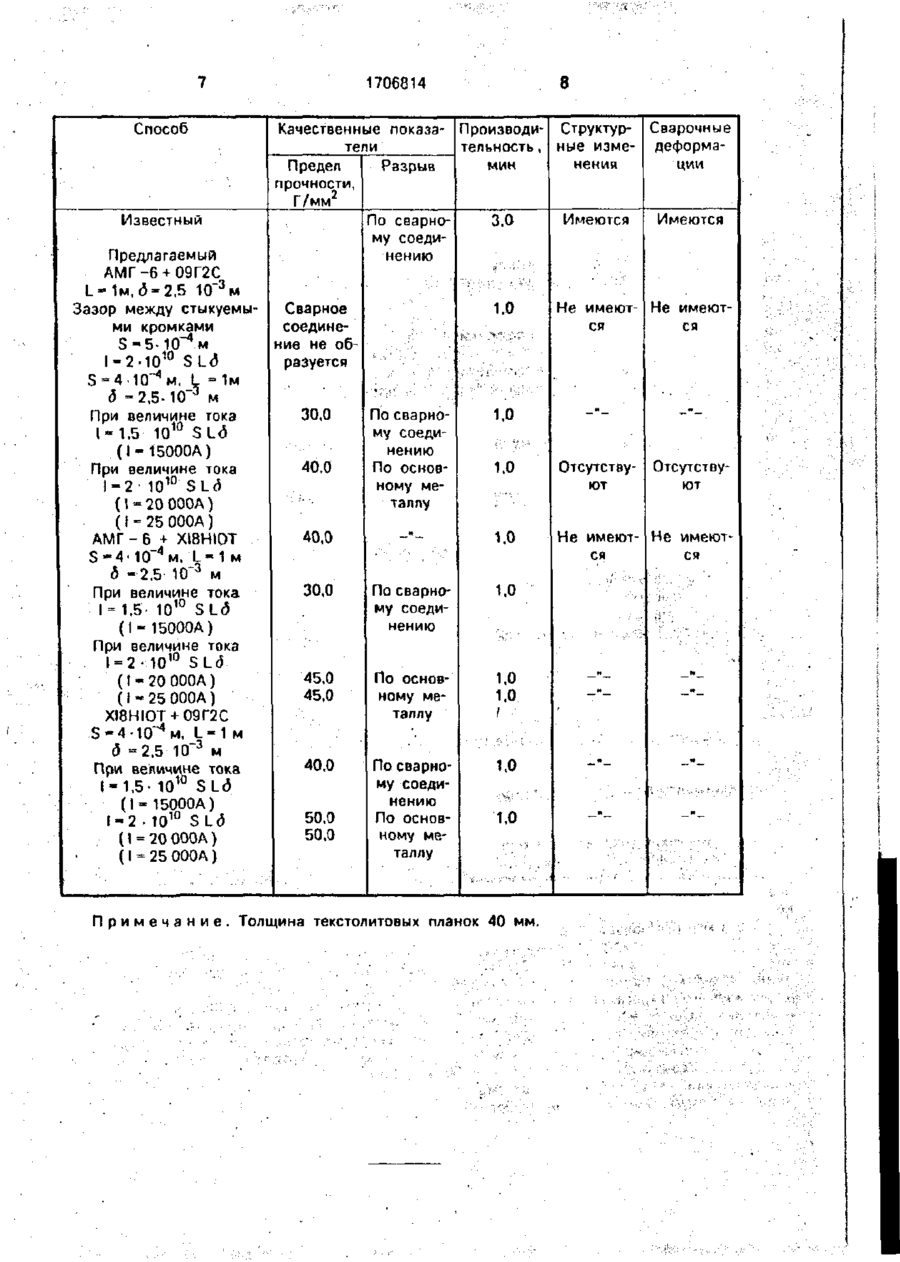
Изобретение относится к электрической сварке и может быть использовано при сварке стыковых и тавровых швов в машиностроении и судостроении. Цель изобретения - повышение производительности процесса и качества соединения разнородных металлов при улучшении структуры сварного соединения и уменьшении сварочных деформаций. Изобретение основано на эффективном способе сближения кромок на расстояние межатомного взаимодействия без их расплавления под действием электромагнитных сил притяжения, возникающих между кромками в результате протекания по ним постоянного тока одинакового направления. Величину то* а устанавливают из соотношения l>2 -10 SL д, где S - величина зазора между стыкуемыми кромками, не более 4 10 м; L- длина стыкуемых кромок, м; д - толщина свариваемого металла, м. Внедрение способа позволит повысить производительность процесса вЗ раза и улучшить качество сварных соединений. 1 табл., 1 ил. Изобретение относится к электродуговой сварке и может быть использовано при сварке стыковых и тавровых швов в машиностроении и судостроении. Известен способ электродуговой сварки, основанный на расплавлении свариваемых кромок электрической дугой, что приводит к структурным превращениям, деформации и трудностям при сварке разнородных сталей. Известен также способ электрической контактной сварки, при котором нагрев осуществляется за счет тепла, выделяющегося при прохождении тока в месте контакта свариваемых деталей. После нагрева до температуры не ниже Асз прикладывается давление и осуществляется пластическая деформация. Однако применение контактной сварки ограничено сложностью оборудования и невозможностью использования данного способа для многих видов конструкций. Известен способ магнитоимпульсной сварки, при котором сварное соединение образуется за счет создания вокруг индикатора импульсного магнитного поля, наводящего в металле вихревые токи, которые создают вокруг деталей импульсное магнитное поле. Взаимодействие его с магнитным полем индуктора приводит к возникновению отталкивающих усилий между индуктором и заготовкой, которая движется от индуктора к неподвижной детали. В процессе движения металлическая деталь набира ;v о ON 00 > 1706814 электромагнитная сила притяжения стыкуеет скорость, которая реализуется при встремых кромок, как проводников, по которым че с неподвижной деталью в давление и протекает ток одинакового направления, образование сварного соединения Сварка становится больше усилия пластической деимпульсным по/іем позволяет получать нахлесточное соединение тонкостенных труб, 5 формации, обеспечивает сближение кромок на расстояние порядка атомных радиусов и что ограничивает ее применение для стыковозникновение межатомных связей В провых и тавровых швов различных конструкцессе сварки под действием электромагнитций. Кроме того, для магнитоимпульсной ных сил притяжения в начале сближаются сварки необходимы специальные индукто10 на межатомное расстояние выступы, где ры. электромагнитная сила становится равной Известен также способ электродуговой силе межатомного взаимодействия. Затем сварки с пропусканием вдоль свариваемых по мере сближения кромок в месте впадин кромок электрического тока, величину котос уменьшением расстояния электромагнитрого устанавливают по следующей зависи15 ная сила также увеличивается до величины мости: силы межатомного взаимодействия, что (3500 - 3700) г S | { обеспечивает создание прочного сварного соединения разнородных сталей, исключагде I - величина пропускаемого вдоль издеет структурные изменения в металле и возлия тока, А; 20 никновение сварочных деформаций. Все S - величина зазора между стыкуемыми существующиоспособы сварки основаны на кромками, мм; сближении атомов на расстояние межатом1св ~ величина сварочного тока, А; ных связей за сиет расплавления стыкуемых L - длина стыкуемых кромок, м; кромок, приложения механического давлед - толщина свариваемого металла, мм; 25 ния или использования кинетической энерVCB ~ скорость сварки, м/ч, гии движущихся деталей. Предлагаемое и пропускают этот ток перед сваркой и в техническое решение основано на более эфпроцессе сварки по стыкуемым кромкам, фективном способе сближений кромок на при этом берут постоянный ток одинакового расстояние межатомного взаимодействия направлений. При этом обеспечивается рав- 30 без их расплавления под действием электномерный зазор по всей длине стыкуемых ромагнитных сил притяжения, возникаю кромок и возникновение сил. противодейстщих между кромками в результате вующих сварочным деформациям. Однако протекания по ним постоянного тока одинавследствие расплавления кромок дугой изкового направления. Следовательно, данменяется структура металла в околошовной 35 ный способ обнаруживает свои свойства зоне, возникают сварочные деформации, электромагнитное притяжение кромок на невозможно получить качественное соедимежатомное расстояние и возникновение нение разнородных металлов и низкая промежатомных сил без расплавления только изводительность процесса. при определенных условиях, а именно при Цель изобретения - повышение произ- 40 пропускании по стыкуемым промкам в процессе сварки постоянного тока одинакового водительности и качества соединения разнаправления, величину которого устанородных материалов при улучшении навливают из следующего соотношеструктуры сварного соединения и уменьшения I>2-1O1O$U5 А. Значит эти условия нии сварочных деформаций. Поставленная цель достигается тем, что 45 являются существенными. Электромагнитное притяжение кромок обеспечивает сблипри пропускании по свариваемым кромкам жение их на межатомное расстояние, деталей постоянного тока одинакового навозникновение межатомных связей и полправления величину электрического тока усучение качественного соединения разнотанавливают из следующего соотношения 50 родных металлов без изменения структуры I>2-1010SL2-1O1OSL2 1010Sb3 • А при величине звзОра не более 4 КГ^мм является оптимальной. Использование предлагаемого способа обеспечивает по сравнению с существующими следующие преимущества: получение качественного сварного соединения без расплавления стыкуемых кромок дугой за счет использования электромагнитных сил притяжения между стыкуемыми кромками, возникающих при протекании по проводникам тока одинакового направления; повышение производительности процесса сварки за счет сокращения времени образования сварного соединения; получение качественного сварного соединения разнородных металлов; отсутствие структурных изменений и деформаций; экономию сварочных материалов. Внедрение предлагаемого способа сварки при изготовлении запасных резервуаров позволяет повысить производительность процесса в 3 раза и улучшить качество сварных соединений. Ожидаемый экономический эффект от внедрения предлагаемого способа при изготовлении запасных резервуаров железнодорожных цистерн составляет 200 тыс.руб. Формула изобретения Способ сварки, включающий пропускание по свариваемым кромкам деталей постоянного электрического тока одинакового направления, о т л и ч а ю щ и й с я тем, что, с целью повышения производительности и качества соединения разнородных материалов при улучшении структуры сварного соединения и уменьшении сварочных деформаций, величину электрического токэ I устанавливают из следующего соотношения I>2'1O1OSLA. где S - величина зазора между стыкуемыми кромками, не более 4-Ю"4; L- длина стыкуемых кромок, м; д - толщина свариваемого металла, м, а свариваемые детали располагают между изолирующими неферромагнитными прокладками. 8 1706814 Качественные показа- Производи- Структур- Сварочные тели тельность , ные изме- деформации мин нения Предел Разрыв прочности, Г/мм2 Имеются Имеются 3.0 По сварному соединению Способ Известный Предлагаемый АМГ-6 + 09Г2С L- 1м. б = 2.5 10~3м Зазор между стыкуемыСварное ми кромками соединеБ-БЮ^м ние не образуется I-2-10 1 0 SL
ДивитисяДодаткова інформація
Назва патенту англійськоюWelding method
Автори англійськоюSchetynina Vira Ivanivna, Schetynin Serhii Viktorovych
Назва патенту російськоюСпособ сварки
Автори російськоюЩетинина Вера Ивановна, Щетинин Сергей Викторович
МПК / Мітки
МПК: B23K 31/02
Мітки: зварювання, спосіб
Код посилання
<a href="https://ua.patents.su/6-16901-sposib-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання</a>
Спосіб контактного стикового зварювання оплавленням з осадком
Номер патенту: 3724
Опубліковано: 27.12.1994
Автори: Шкурко Віктор Григорович, Кучук-Яценко Сергій Іванович, Казимов Борис Іванович, Мосендз Ігор Миколайович, Швець Юрій Васильйович, Зяхор Ігор Васильович
МПК: B23K 11/04
Мітки: стикового, осадком, зварювання, спосіб, оплавленням, контактного
Формула / Реферат:
Способ контактной стыковой сварки оплавлением с осадкой, при котором в процессе осадки удаляют грат установленными на зажимах сварочной машины формирующими устройствами с режущими кромками, расстояние между которыми перед началом оплавления устанавливают равным припуску на оплавление и осадку, отличающийся тем, что, с целью упрощения сварочного оборудования путем снижения усилия осадки, расстояние между одной из режущих кромок и торцом...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 11734
Опубліковано: 25.12.1996
Автори: Кучук-Яценко Сергій Іванович, Нікітін Анатолій Сергійович, Казимов Борис Іванович
МПК: B23K 11/04
Мітки: контактного, оплавленням, зварювання, спосіб, стикового
Формула / Реферат:
Способ контактной стыковой сварки оплавлением, при котором свариваемые детали подключают к вторичному контуру сварочного трансформатора сварочной машины, отличающийся тем, что, с целью повышения качества сварного соединения при сварке многослойных деталей, у которых один из наружных слоев изготовлен из коррозионно-стойкой стали, а остальные слои изготовлены из углеродистой стали, путем обеспечения оптимального химического состава сварного...
Спосіб дугового зварювання
Номер патенту: 6390
Опубліковано: 29.12.1994
Автор: Татаринов Вадим Сергійович
МПК: B23K 9/173
Мітки: спосіб, зварювання, дугового
Формула / Реферат:
(57) Способ дуговой сварки, при котором за полнение разделки свариваемого стыка осуществляют отдельными валиками со смещением электрода по ширине и высоте стыка, отличающийся тем, что заполнение разделки осуществляют не сколькими электродами при последователь ном их включении в начале стыка, при этом каждый последующий электрод включают после охлаждения начала стыка до темпера туры от 150 до 250°С.
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 491
Опубліковано: 30.04.1993
Автори: Загадарчук Василь Феодосійович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Кривенко Валерій Георгійович, Галян Борис Опанасович, Лебедєв Володимир Костянтинович, Сахарнов Василь Олексійович, Казимов Борис Іванович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: стикового, оплавленням, зварювання, спосіб, контактного
Формула / Реферат:
Способ контактной стыковой сварки оплавлением, преимущественно деталей с развитым сечением, при котором подводят напряжение к отдельным частям свариваемых деталей, образуя несколько вторичных сварочных цепей, и в момент начала оплавления по всему свариваемому сечению включают программу сварки, отличающийся тем, что, с целью повышения производительности и качества сварного соединения, момент начала оплавления по всему свариваемому сечению...
Засіб зварювання встик заготівок із плакірованих металевих композиційних матеріалів
Номер патенту: 11352
Опубліковано: 25.12.1996
Автори: Сергацький Георгій Іванович, Борисов Михайло Тимофійович, Чаюн Андрій Григорович, Титов Вячеслав Андрійович
МПК: B23K 33/00
Мітки: засіб, зварювання, заготівок, матеріалів, встик, металевих, композиційних, плакірованих
Формула / Реферат:
Способ сварки встык заготовок из плакированных металлических композиционных материалов, при котором стыковку и сварку производят по плакирующему слою, отличающийся тем, что, с целью повышения прочности и снижения материалоемкости сварного соединения, свариваемые кромки заготовок изгибают, затем удаляют отогнутую часть, выступающую за поверхность заготовки заподлицо с ней, и на каждой кромке выполняют скос со стороны изогнутой части кромки...
Попередній патент: Спосіб дослідження руху електронів в електричних і магнітних полях
Наступний патент: Шихта для виготовлення вогнетривів
Випадковий патент: Штам дріжджів saccharomyces cerevisiae imb-у-5016 для одержання пресованих хлібопекарських дріжджів в двопродуктовому виробництві спирту і хлібопекарських дріжджів