Спосіб герметизації вузла електричної машини
Формула / Реферат
Способ герметизации узла электрической машины, содержащего обмотку, при котором пустоты узла заполняют компаундом под давлением, отличающийся- тем, что внутри узла обеспечивают вакуум за счет установки вставок нижнего и верхнего слоя, забивают клинья, якорь бандажируют, бандажи проходят термообработку, производят проточку пазовых клиньев по диаметру магнитного сердечника якоря, на последний надевают резиновую рубашку, на пустоты по магнитному сердечнику якоря устанавливают уплотнительные резиновые кольца, стянутые разрезными перфорированными кольцами, в которые вставляют заглушки, на лобовые части надевают резиновые рубашки, на валу якоря закрепляют диски, рубашки по дискам, уплотнительным кольцам стягивают хомутами, к узлу подводят источник вакуума, вместо одной из заглушек устанавливают контрольный измерительный прибор, например, мановакуумметр, а вынув другую заглушку, производят запрессовку компаунда под давлением в пресс-форму 120-150 атмосфер в каждом отверстии поочередно, а окончив запрессовку, в каждой из пустот устанавливают пробку в верхнюю вставку и заглушки возвращают на место в разрезное перфорированное кольцо, после отверждения компаунда вспомогательные технологические детали снимают.
Текст
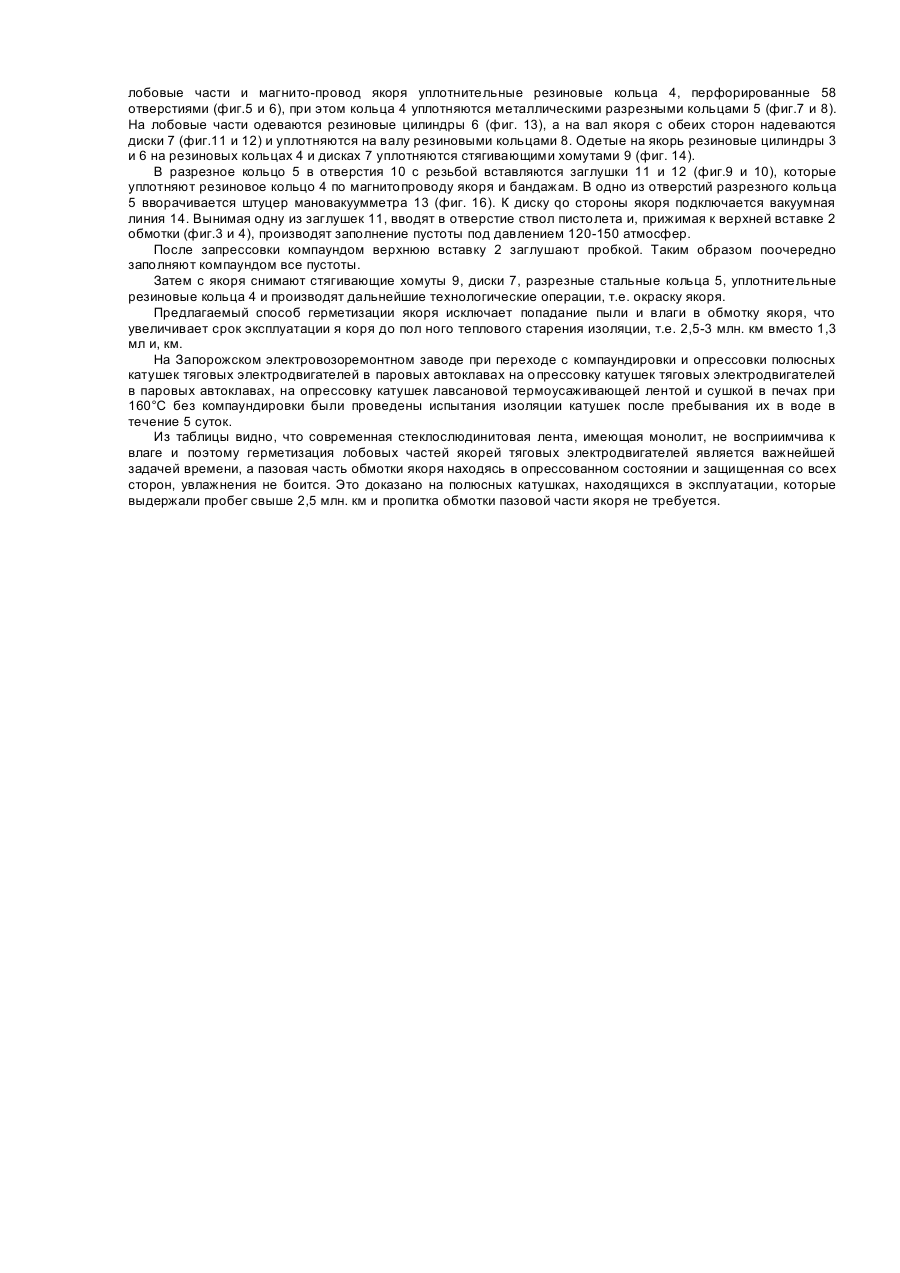
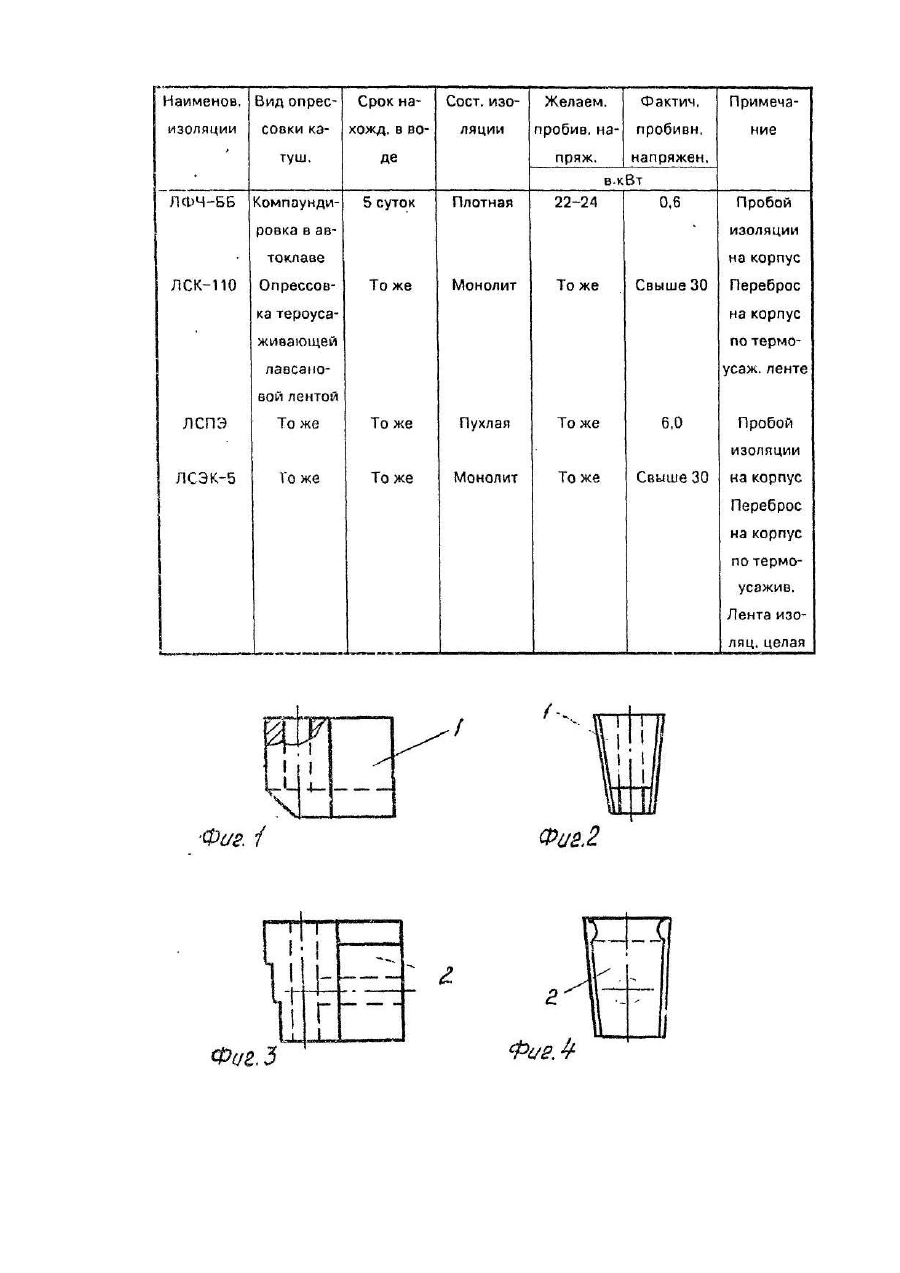
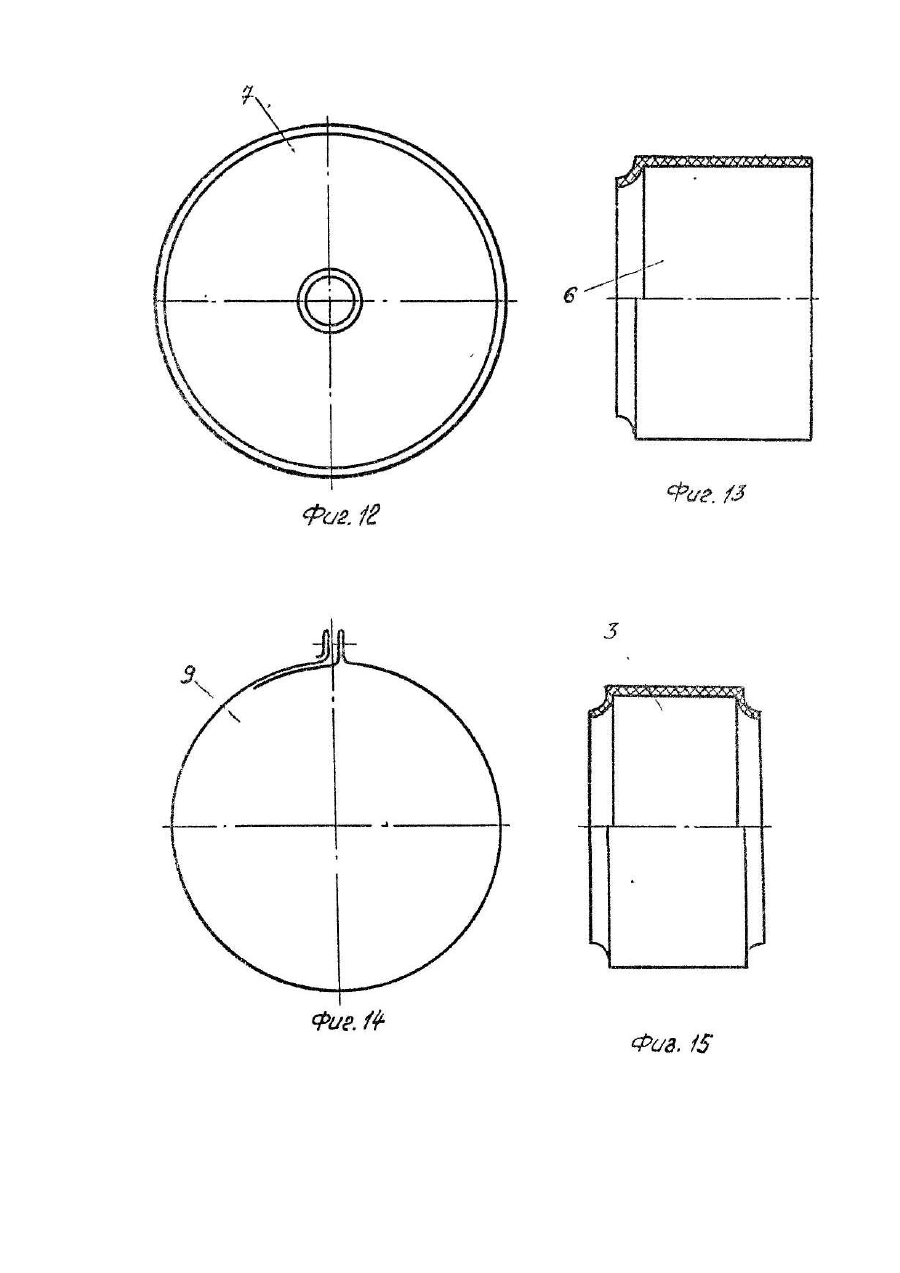
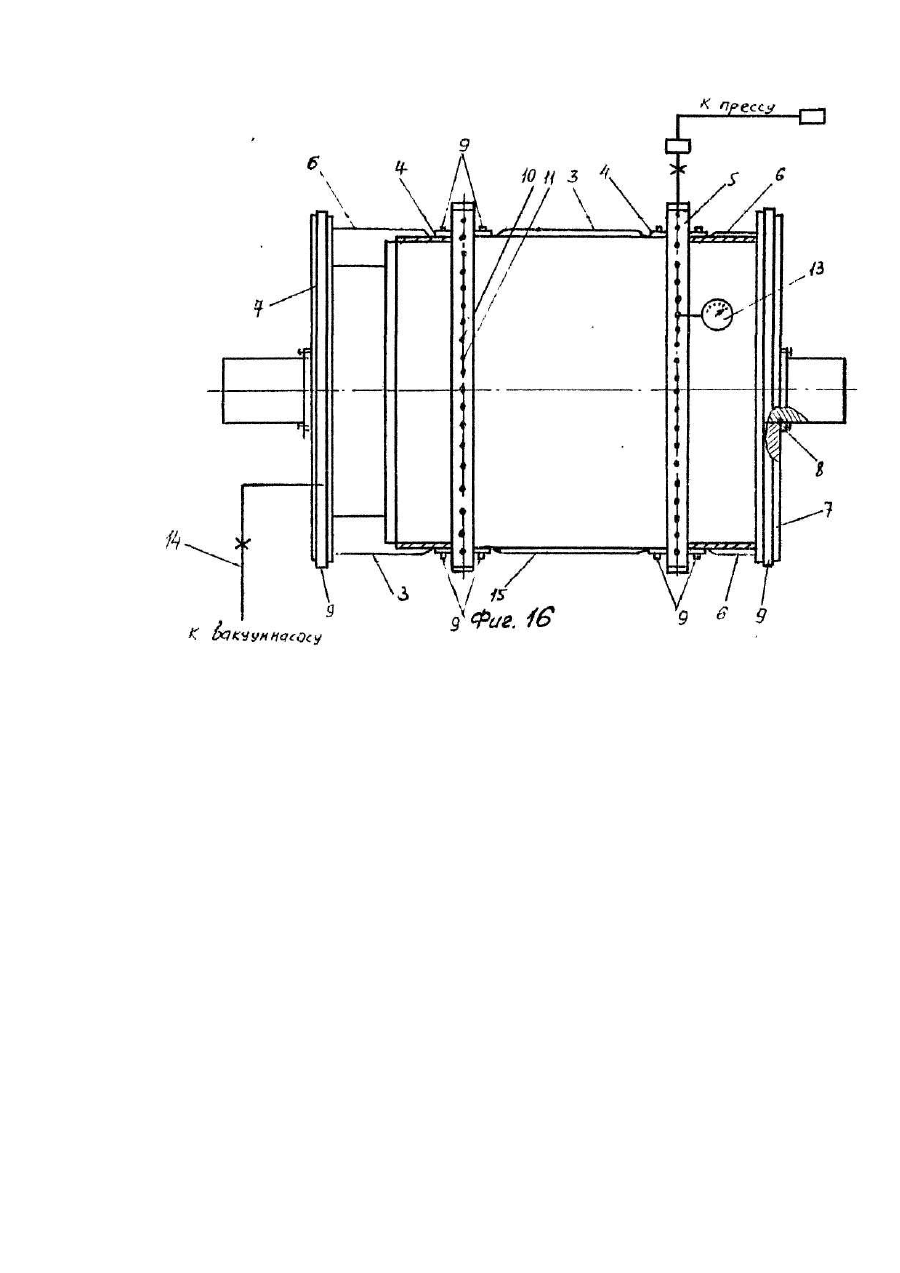
Изобретение относится к производству электрических машин, в частности якорей тяговых электродвигателей локомотивов, и может быть использовано в электротехнической промышленности при изготовлении или при ремонте тяговых электродвигателей. Наиболее близким по технической сути является способ герметизации узла электрической машины (авт. св. №1334297, кл. Η 02 К 15/12,83). Признаками прототипа, совпадающими с существенными признаками заявляемого изобретения, является заполнение пустот узла компаундом под давлением. Причиной, препятствующей получению полной изоляции обмотки якоря от проникновения пыли и грязи, является то, что пустоты в обмотке не заполняются, что дает возможность проникновения пыли, влаги, грязи, что снижает ее надежность. По конструкции после укладки обмотки в якорь в лобовых частях между железо сердечника якоря, стеклобандажом и обмоткой образуются открытые пустоты, например, в тяговых электродвигателях электровозов ВЛ-23, ВЛ-8. Вертикальные стенки витковой изоляции секций в пустотах ничем не поддерживаются и при выполнении технологических операций расслаиваются с появлением микротрещин. Существующие методы 2-3-кратной пропитки якорей вакуумно-нагнетальным способом не обеспечивают защиту якорей от проникновения пыли и влаги в пустоты якоря, к самым слабым местам. Образование грязи в пустотах приводит к массовому выходу якорей из строя по межвитковым замыканиям и пробою изоляции на корпус в лобовых частях. Объект, подвергаемый усовершенствованию - якорь тягового электродвигателя, в частности герметизации пустот обмотки якоря. Усовершенствование, привносимое в объект - обеспечение герметизации пустот обмотки якоря. Технический результат, который может быть получен при осуществлении изобретения - полная изоляция обмотки якоря. В основу изобретения поставлена задача создать такую технологию герметизации якоря, которая обеспечивала бы полную изоляцию обмотки якоря от проникновения пыли и влаги, что повышает его надежность и долговечность. Существенным признаком, характеризующим изобретение, является образование пресс-форм с использованием стеклобандажей, вегаоок, резиновых колец и рубашек для запрессовки электроизоляционных материалов в оакуумированный якорь под давлением 120-150 атм. Отличительные от прототипа признаки заключаются в том, что запрессовка электроизоляционного материала производится без сосудов, работающих под давлением. Герметизацияюбмотки якоря и лобовых частях достигается установкой вставок и запрессовкой электроизоляционного компаунда холодного отвердения в вакуумированный якорь под давлением в образованную стеклобандажом и оснасткой пресс-форму. Для этого при укладке обмотки в пустоты якоря нижнего и верхнего слоя устанавливают вставки, забивают пазовые клинья, якорь Бандажируют, стеклобандажи проходят термообработку, производится проточка пазовых клиньев до диаметра магнитного сердечника якоря. Затем на магнитный сердечник якоря одевается резиновая рубашка, устанавливаются перфорированные резиновые кольца, которые стягиваются стальными разрезными кольцами, в которые вставляются заглушки. На лобовые части надеваются резиновые рубашки, на вал якоря закрепляются диски, все три рубашки по дискам и резиновым кольцам уплотняются стягивающими хомутами, к узлу подводится вакуумная линия. Вместо одной из заглушек устанавливается для контроля измерений прибор мановакуумметр, а вынув другую, производят запрессовку компаунда под давлением 120-150 атм и так в каждом отверстии поочередно, а окончив запрессовку, в каждую верхнюю вставку устанавливается пробка и заглушки возвращаются на место в разрезное перфорированное кольцо. Причинно-следственная связь между совокупностью существенных признаков и достигаемым техническим результатом заключается в том, что образование пресс-формы дает возможность произвести заполнение пустот обмотки в вакуум под давлением, что обеспечивает полную герметизацию обмотки якоря от попадания пыли и влаги с образованием грязи и исключить преждевременный выход якорей из строя. Изобретение осуществимо на любом заводе и крупных локомотивных депо, Практически для осуществления способа герметизации якоря необходимо наличие технологической оснастки, указанной в описании изобретения. Отличительные признаки позволяют повысить надежность и долговечность узла электрической машины. На фиг.1 изображена вставка нижнего слоя обмотки якоря, вид спереди; на фиг.2 -то же, вид сбоку; на фиг.3 - вставка верхнего слоя обмотки якоря, вид спереди; на фиг.4 -то же, вид сбоку; на фиг.5 и 6 уплотнительное резиновое кольцо с 58 отверстиями; на фиг.7 - металлическое резиновое кольцо с 58 отверстиями; на фиг.3 - то же, в разрезе; на фиг.9 - заглушка перфорированного резинового кольца и вставки верхнего слоя обмотки; на фиг.10 - заглушка перфорированного резинового кольца и вставки верхнего слоя обмотки; на фиг.11 - диск из оргстекла в разрезе; на фиг.12 -то же, вид сверху; на фиг.13 - резиновый цилиндр для лобовой части якоря; на фиг.14 - стяжной хомут; на фиг.15 -резиновый цилиндр для железа якоря; на фиг.1б -общий вид якоря электродвигателя со вспомогательными технологическими деталями. Способ герметизации узла электрической машины заключается в том, что в созданную пресс-форму и вакуумный якорь под давлением 120-150 атмосфер производится заполнение пустот лобовых частей холоднотвердеющим электроизоляционным компаундом, например, эпоксидным, эла-стосилом или другим. При укладке обмотки в нижний и верхний слой в пустоты якоря вставляются специальные резиновые вставки 1 с каналами (фиг.1,2) и вставки 2 (фиг.3,4). Затем забиваются пазовые клинья (не показаны) и якорь бандажируется по лобовым частям до торцов пазовых клиньев, и бандажи запекаются. Производится проточка пазовых клиньев до диаметра сердечника магнитопровода якоря от торца на 30мм с обеих сторон. Затем на сердечник магнитопровода якоря надевается резиновый цилиндр 3 (фиг. 15). Устанавливают на лобовые части и магнито-провод якоря уплотнительные резиновые кольца 4, перфорированные 58 отверстиями (фиг.5 и 6), при этом кольца 4 уплотняются металлическими разрезными кольцами 5 (фиг.7 и 8). На лобовые части одеваются резиновые цилиндры 6 (фиг. 13), а на вал якоря с обеих сторон надеваются диски 7 (фиг.11 и 12) и уплотняются на валу резиновыми кольцами 8. Одетые на якорь резиновые цилиндры 3 и 6 на резиновых кольцах 4 и дисках 7 уплотняются стягивающими хомутами 9 (фиг. 14). В разрезное кольцо 5 в отверстия 10 с резьбой вставляются заглушки 11 и 12 (фиг.9 и 10), которые уплотняют резиновое кольцо 4 по магнитопроводу якоря и бандажам. В одно из отверстий разрезного кольца 5 вворачивается штуцер мановакуумметра 13 (фиг. 16). К диску qo стороны якоря подключается вакуумная линия 14. Вынимая одну из заглушек 11, вводят в отверстие ствол пистолета и, прижимая к верхней вставке 2 обмотки (фиг.3 и 4), производят заполнение пустоты под давлением 120-150 атмосфер. После запрессовки компаундом верхнюю вставку 2 заглушают пробкой. Таким образом поочередно заполняют компаундом все пустоты. Затем с якоря снимают стягивающие хомуты 9, диски 7, разрезные стальные кольца 5, уплотнительные резиновые кольца 4 и производят дальнейшие технологические операции, т.е. окраску якоря. Предлагаемый способ герметизации якоря исключает попадание пыли и влаги в обмотку якоря, что увеличивает срок эксплуатации я коря до пол ного теплового старения изоляции, т.е. 2,5-3 млн. км вместо 1,3 мл и, км. На Запорожском электровозоремонтном заводе при переходе с компаундировки и опрессовки полюсных катушек тяговых электродвигателей в паровых автоклавах на опрессовку катушек тяговых электродвигателей в паровых автоклавах, на опрессовку катушек лавсановой термоусаживающей лентой и сушкой в печах при 160°С без компаундировки были проведены испытания изоляции катушек после пребывания их в воде в течение 5 суток. Из таблицы видно, что современная стеклослюдинитовая лента, имеющая монолит, не восприимчива к влаге и поэтому герметизация лобовых частей якорей тяговых электродвигателей является важнейшей задачей времени, а пазовая часть обмотки якоря находясь в опрессованном состоянии и защищенная со всех сторон, увлажнения не боится. Это доказано на полюсных катушках, находящихся в эксплуатации, которые выдержали пробег свыше 2,5 млн. км и пропитка обмотки пазовой части якоря не требуется.
ДивитисяДодаткова інформація
Назва патенту англійськоюSealing method for electrical machine unit
Автори англійськоюSadovnykov Oleh Oleksandrovych
Назва патенту російськоюСпособ герметизации узла электрической машины
Автори російськоюСадовников Олег Александрович
МПК / Мітки
МПК: H02K 15/12
Мітки: герметизації, спосіб, машини, вузла, електричної
Код посилання
<a href="https://ua.patents.su/6-16986-sposib-germetizaci-vuzla-elektrichno-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб герметизації вузла електричної машини</a>
Якір електричної машини
Номер патенту: 3768
Опубліковано: 27.12.1994
Автори: Альтшулер Ігор Борисович, Осічев Василь Петрович, Подгорний Борис Максимович, Осічев Олександр Васильович
МПК: H02K 3/46
Мітки: електричної, якір, машини
Формула / Реферат:
Якорь электрической машины, содержащий корпус с ребрами, многоходовую обмотку, уравнители, одни из которых расположены между сердечником и валом якоря, а другие - у коллектора под обмоткой, уравнители между сердечником и валом выполнены в виде стержней и закреплены с помощью скоб, концы стержней соединены с петушками коллектора и с обмоткой в головках на стороне, противоположной коллектору, отличающийся тем, что ребра корпуса соединены между...
Колектор електричної машини
Номер патенту: 9008
Опубліковано: 30.09.1996
Автори: Захаров Сергій Володимирович, Чучман Юрій Іванович, Завгородня Таісїя Іванівна, Будіщев Михайло Сергійович
МПК: H01R 39/00
Мітки: машини, колектор, електричної
Формула / Реферат:
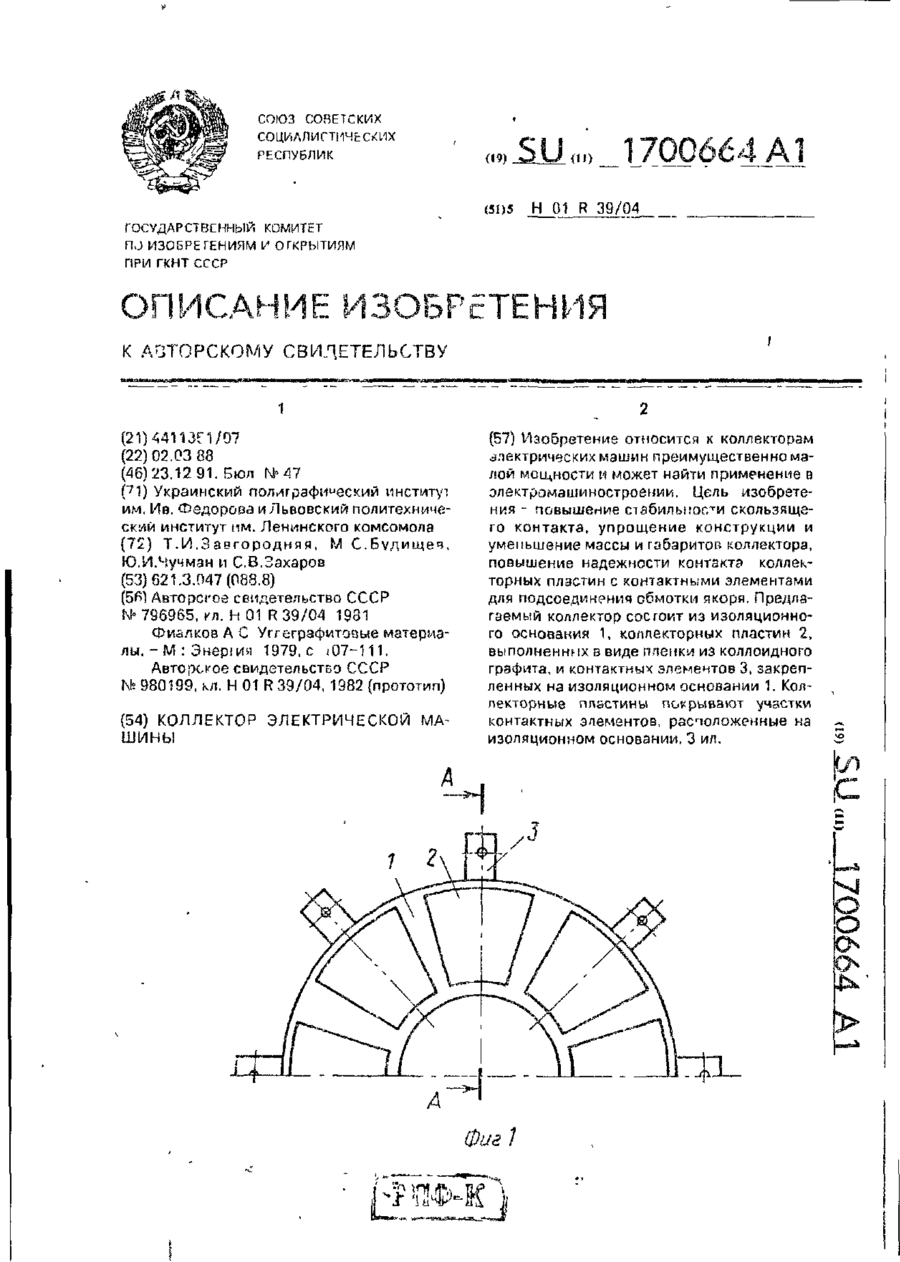
Коллектор электрической машины, содержащий графитовые коллекторные пластины, расположенные на изоляционном основании и закрепленные на нем контактные элементы для подсоединения обмотки якоря, отличающийся тем, что, с целью повышения стабильности скользящего контакта, упрощения конструкции и уменьшения массы и габаритов, повышения надежности контакта коллекторных пластин с контактными элементами для подсоединения обмотки якоря,...
Вузол герметизації опори шарошки бурового долота
Номер патенту: 7446
Опубліковано: 29.09.1995
Автор: Сейфі Равіль Назібович
МПК: E21B 10/22, E21B 10/08
Мітки: бурового, долота, шарошки, опори, герметизації, вузол
Формула / Реферат:
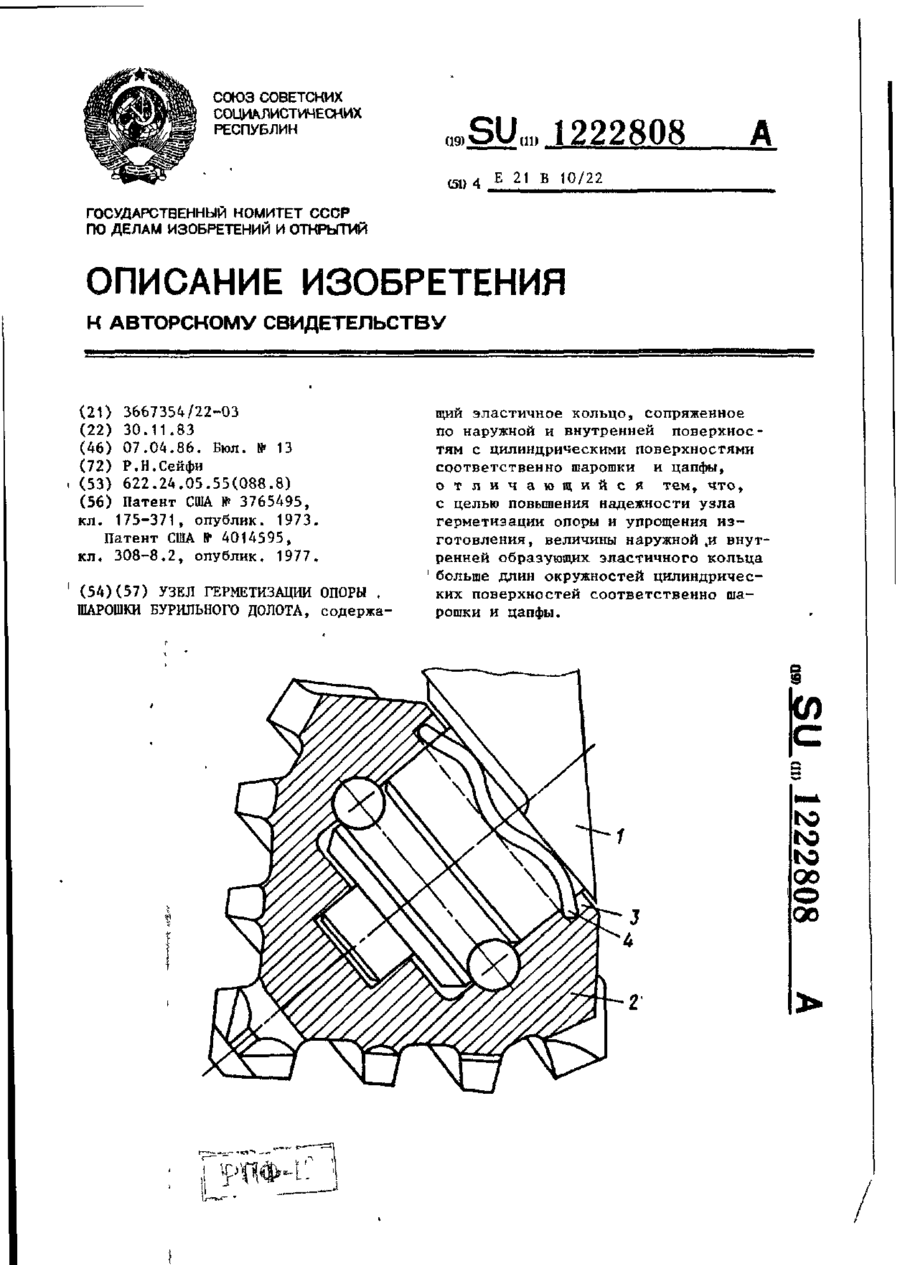
Узел герметизации опоры шарошки бурильного долота, содержащий эластичное кольцо, сопряженное по наружной и внутренней поверхностям с цилиндрическими поверхностями соответственно шарошки и цапфы, отличающийся тем, что, с целью повышения надежности узла герметизации опоры и упрощения изготовления, величины наружной и внутренней образующих эластичного кольца больше длин окружностей цилиндрических поверхностей соответственно шарошки и...
Ротор електричної машини
Номер патенту: 5765
Опубліковано: 29.12.1994
Автори: Бондарев Віктор Миколайович, Штефан Анатолій Михайлович
МПК: H02K 17/16
Мітки: електричної, ротор, машини
Формула / Реферат:
(57) 1. Ротор электрической машины, содержащий сердечник, набранный из листов электротехнической стали, на боковой поверхности которых выполнены канавки в виде насечек, и залитую в пазах сердечника короткозамкнутую обмотку, отличающийся тем, что упомянутые канавки выполнены в радиальном направлении от дна пазов до отверстия под вал и соединены между собой кольцевой канавкой, имеющей диаметр кольца меньше диаметра дна пазов и больше диаметра...
Спосіб виготовлення статору електричної машини
Номер патенту: 6791
Опубліковано: 29.12.1994
Автори: Суворов Ніколай Івановіч, Яковлев Михайло Михайлович, Копилов Ігорь Пєтровіч, Олейников Олександр Михайлович, Яковлев Олександр Іванович
МПК: H02K 1/06, H02K 15/04
Мітки: статору, виготовлення, спосіб, машини, електричної
Формула / Реферат:
(57) Способ изготовления статора электрической машины, согласно которому на шаблон наматывают катушечные группы, формуют, срессовывают и изолируют катушки, после чего катушки запекают в фальшпазах шаблона, а затем извлекают катушки из шаблона и устанавливают их вдоль продольной оси статора, формируя пазово-зубцовую зону, образуют ярмо и скрепляют его с катушечными группами, отличающийся тем, что катушечные группы наматывают с равномерным...
Попередній патент: Пристрій для термічної обробки харчових продуктів
Наступний патент: Спосіб одержання гранульованого яєчного продукту та апарат для його виконання
Випадковий патент: Безґрунтова емаль