Спосіб відцентрового виготовлення трубчастих виробів з текучого матеріалу
Номер патенту: 17101
Опубліковано: 15.09.2006
Автори: Науменко Світлана Денисівна, Науменко Юрій Васильович


Формула / Реферат
1. Спосіб відцентрового виготовлення трубчастих виробів з текучого матеріалу, який включає подавання його у форму, що обертають відносно горизонтальної осі, розподілення у два етапи та наступне формування ущільненням або твердненням після підвищення швидкості обертання або без змінювання цієї швидкості, який відрізняється тим, що на першому етапі розподілення під час формоутворення швидкість обертання підтримують не нижче величини, яка відповідає переходу циркуляційного режиму течії матеріалу в камері форми у режим пристінкового шару при прискоренні обертання, а на другому етапі розподілення після закінчення формоутворення швидкість обертання знижують не нижче величини, яка відповідає зворотному переходу цих режимів течії матеріалу при сповільненні обертання.
2. Спосіб за п. 1, який відрізняється тим, що швидкість обертання форми на першому етапі розподілення підтримують не нижче величини ![]() , а на другому етапі розподілення - не нижче величини
, а на другому етапі розподілення - не нижче величини ![]() , які визначають із співвідношення:
, які визначають із співвідношення:
![]()
![]()
![]()
де ![]() - кутова швидкість обертання форми, 1/с;
- кутова швидкість обертання форми, 1/с;
![]() - 1 або 2 - індекс, що відповідає стану розподілення матеріалу в формі;
- 1 або 2 - індекс, що відповідає стану розподілення матеріалу в формі;
![]() - число Фруда;
- число Фруда;
![]() - гравітаційне прискорення, м/с2;
- гравітаційне прискорення, м/с2;
![]() - радіус камери форми, м;
- радіус камери форми, м;
![]() - змінні величини;
- змінні величини;
![]() - ступінь заповнення камери форми матеріалом;
- ступінь заповнення камери форми матеріалом;
![]() - кінематичний коефіцієнт в'язкості матеріалу під час розподілення, м2/c.
- кінематичний коефіцієнт в'язкості матеріалу під час розподілення, м2/c.
Текст
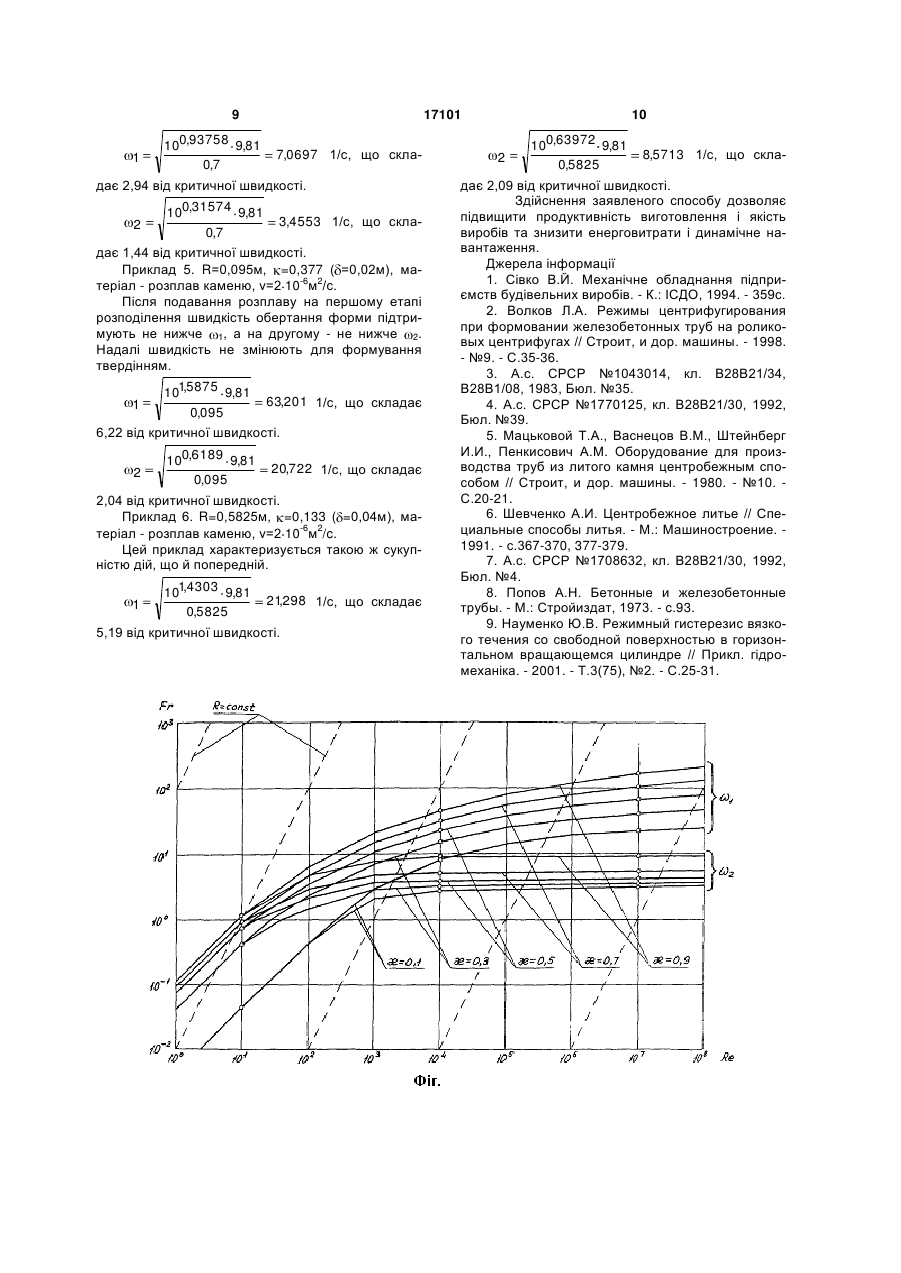
1. Спосіб відцентрового виготовлення трубчастих виробів з текучого матеріалу, який включає подавання його у форму, що обертають відносно горизонтальної осі, розподілення у два етапи та наступне формування ущільненням або твердненням після підвищення швидкості обертання або без змінювання цієї швидкості, який відрізняється тим, що на першому етапі розподілення під час формоутворення швидкість обертання підтримують не нижче величини, яка відповідає переходу циркуляційного режиму течії матеріалу в камері форми у режим пристінкового шару при прискоренні обертання, а на другому етапі розподілення після закінчення формоутворення швидкість обертання знижують не нижче величини, яка відповідає зворотному переходу цих режимів течії матеріалу при сповільненні обертання. 2. Спосіб за п. 1, який відрізняється тим, що швидкість обертання форми на першому етапі розподілення підтримують не нижче величини 1 , а на другому етапі розподілення - не нижче величини 2 , які визначають із співвідношення: 2 3 17101 4 на величину цієї швидкості ступеня заповнення рати розподілення та динамічне навантаження камери, її радіуса та реологічних властивостей обладнання. суміші. Тому при заниженому значенні швидкості В основу корисної моделі поставлено задачу обертання форми зменшується продуктивність та удосконалення існуючого способу відцентрового рівномірність розподілення, а при завищеному виготовлення трубчастих виробів з текучого матезначенні швидкості зростають енерговитрати розріалу із розподіленням у два етапи шляхом ствоподілення та динамічне навантаження обладрення надійних умов виникнення стійкого пристіннання. кового шару матеріалу в камері обертової форми Відомий спосіб відцентрового виготовлення на першому етапі розподілення під час формоуттрубчастих виробів з бетонної суміші [2], який хаворення забезпечити підвищення продуктивності рактеризується такою ж сукупністю дій, що й попевиготовлення за рахунок скорочення часу форморедній. Під час розподілення швидкість обертання утворення, а також шляхом зменшення швидкості форми складає 2,9-4,1 від критичної. обертання до мінімально можливої величини, досЦей спосіб має ті ж недоліки, що й попередній. татньої для підтримування пристінкового шару Відомий спосіб відцентрового прокатування матеріалу в камері форми, на другому етапі розтрубчастих виробів з бетонної суміші [3], який поділення після завершення формоутворення завключає подавання її у форму, що обертають відбезпечити підвищення якості виробів та зниження носно горизонтальної осі, розподілення та наступенерговитрат і динамічного навантаження за рахуне формування ущільненням при прокатуванні нок збільшення рівномірності розподілу компоненвільної поверхні суміші приводним пресуючим ротів матеріалу перед формуванням, зменшення ликом без змінювання швидкості обертання. Під кількості дефектів під час тверднення та досягненчас розподілення та формування швидкість оберня тихохідності. тання форми складає 1,1-1,23 від критичної [1] Вирішення поставленої технічної задачі дося[с.331-332]. гається тим, що в способі відцентрового виготовЦей спосіб має ті ж недоліки, що і попередній. лення трубчастих виробів з текучого матеріалу, При заниженому значенні швидкості обертання який включає подавання його у форму, що оберформи зменшується продуктивність і рівномірність тають відносно горизонтальної осі, розподілення у розподілення та продуктивність і точність формудва етапи та наступне формування ущільненням вання, а при завищеному значенні швидкості зросабо твердненням після підвищення швидкості тають енерговитрати розподілення і формування обертання або без змінювання цієї швидкості, згіта динамічне навантаження обладнання. дно корисної моделі, на першому етапі розподіВідомий спосіб відцентрового виготовлення лення під час формоутворення швидкість обертрубчастих виробів з литого каменю [4, 5], який тання підтримують не нижче величини, яка включає подавання його у форму, що обертають відповідає переходу циркуляційного режиму течії відносно горизонтальної осі, розподілення та наматеріалу в камері форми у режим пристінкового ступне формування твердненням без змінювання шару при прискоренні обертання, а на другому швидкості обертання. Під час розподілення та фоетапі розподілення після закінчення формоутвормування швидкість обертання форми складає рення швидкість обертання знижують не нижче 8,5-11 від критичної [6]. величини, яка відповідає зворотному переходу цих Недоліком цього способу є неточність визнарежимів течії матеріалу при сповільненні обертанчення швидкості обертання форми при утворенні ня. Це здійснення способу є таким, якому віддата утриманні пристінкового шару розплаву каменю ється перевага з точка зору підвищення продуктина поверхні камери, а також неврахування впливу вності виготовлення шляхом скорочення часу на величину цієї швидкості ступеня заповнення формоутворення, а також підвищення якості вирокамери, її радіуса та реологічних властивостей бів та зниження енерговитрат і динамічного наванрозплаву. Тому при заниженому значенні швидкотаження шляхом збільшення рівномірності розпості обертання форми зменшується продуктивність ділу компонентів матеріалу перед формуванням, і рівномірність розподілення та продуктивність і зменшенням кількості дефектів під час тверднення точність формування, а при завищеному значенні та досягнення тихохідності. швидкості зростають енерговитрати розподілення і В окремих випадках здійснення корисної моформування та динамічне навантаження обладделі швидкість обертання форми на першому етанання, а також зменшується якість формування. пі розподілення підтримують не нижче величини Відомий також, вибраний як найближчий ана1, а на другому етапі розподілення - до нижче лог, спосіб відцентрового виготовлення трубчастих величини 2, які визначають із співвідношення: виробів з бетонної суміші [7], який включає пода10lg(Fri ) g вання її у форму, що обертають відносно горизон, i тальної осі, розподілення у два етапи, між якими R швидкість обертання збільшують у 2-4 рази, та наступне формування ущільненням після підвиBi B2 4 Ai Ci i , lg(Fri ) щення швидкості обертання. 2 Ai Недоліком цього способу є неточність визнаDi чення швидкостей обертання форми від час роз, Ai поділення та неврахування впливу на їх величини 4 ступеня заповнення камери, її радіуса та реологічEi B Di G 1 них властивостей суміші. Це знижує продуктив2 ність і якість розподілення та підвищує енерговит 5 17101 6 нійного впливу числа Рейнольдса, числа Фруда та Cі=Dі G +Eі G+Fі, ступеня заповнення камери. D1=-0,4159 4+1,172 3-1,222 2+0,5545 Під час розподілення бетонну суміш [8] та си0,1472, лікатні, шлакові і кам'яні розплави можна вважати Е1=5 4-13,91 3+14,31 2-6,33 +1,775, однорідними в'язкими рідинами. При обертанні F1=-13,98 4+38,94 3-40,12 к2+18,43 -3,998, форми навколо горизонтальної осі у її циліндричD2=-0,5943 4+1,538 3-1,546 2+0,6952 ній камері виникає явище режимного гістерезису 0,1528, 4 3 2 в'язкої течії із вільною поверхнею [9], коли величиE2=6,643 -17,13 +17,14 -7,684 +1,699, на швидкості обертання, що відповідає переходу F2=-15,48 4+41,88 3-42,69 2+19,66 -3,919, циркуляційного режиму руху текучого матеріалу у режим пристінкового шару під час прискорення R2 1 R G lg lg обертання 1, перевищує величину швидкості, що v 2 g відповідає зворотному переходу режимів під час де 1 - кутова швидкість обертання форми, сповільнення обертання 2. 1/с; На Фіг. зображено одержані за допомогою i -1 або 2 - індекс, що відповідає стану розпоаналітичних, чисельних та експериментальних ділення матеріалу в формі; методів графіки меж переходу режимів, що відпоFri - число Фруда; відають кутовим швидкостям 1 та 2, в логарифg - гравітаційне прискорення, м/с2; мічних осях число Рейнольдса Re= R2/v та числа R - радіус камери форми, м; Фруда Fr= 2R/g для п'яти значень ступеня заповАi, Вi Сi Di, Eі, Fi G - змінні величини; нення камери к. Похилі штрихові прямі відповіда- ступінь заповнення камери форми матеріають умові R=const. лом; З метою визначення співвідношення для розv - кінематичний коефіцієнт в'язкості матеріалу рахунку швидкостей форми застосовується інтерпід час розподілення, м2/с. Це здійснення способу поляція. За функцію двовимірної інтерполяції приє таким, якому віддається перевага з точки зору йнято lg(Fr) для 1 та 2, аргументи - lg(Re) та . чисельного визначення швидкостей обертання Прийнято рівномірну сітку із п'ятнадцятьма вузлаформи, які відповідають переходу циркуляційного ми з координатами: lg(Re)=1, 4 та 7, =0,1, 0,3, 0,5, режиму течії матеріалу в камері форми у режим 0,7 та 0,9. В таблиці наведено прийняті значення пристінкового шару при прискоренні обертання та функції у вузлах інтерполювання. зворотному переходу цих режимів течії матеріалу при сповільненні обертання, із урахуванням нелі2 Таблиця Значення функції у вузлах інтерполювання № 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 0,1 0,1 0,1 0,3 0,3 0,3 0,5 0,5 0,5 0,7 0,7 0,7 0,9 0,9 0,9 Аргумент lg(Re) 1 4 7 1 4 7 1 4 7 1 4 7 1 4 7 Застосовано інтерполяційний многочлен Лагранжа. Інтерполяційна формула має вигляд lg(Fr)= d0 4+d1 3+d2 2+d3 +d4) [lg Re)]2+ (1) e0 4+e1 3+e2 2+e3 +e4) lg Re)+ f0 4+f1 3+f2 2+f3 +f4). Оскільки в Re входить шукана і аргумент інтерполювання lg(Re) наперед не задано, складено додаткове рівняння прямої, що відповідає умові Функція Ig(Fr) 1 2 -1,35 0,925 1,35 -0,375 1,175 1,6 -0,1125 1,35 1,825 -0,025 1,5 2,025 0,0625 1,65 2,225 -1,35 0,45 0,5 -0,375 0,51 0,555 -0,1125 0,588 0,628 -0,025 0,709 0,739 0,0625 0,957 0,077 R=const та проходить через точку із значенням =1: R R2 lg(Fr ) lg 2 lg(Re) lg , (2) g v де lg =1; R2 v та lg R g - координати точки при 7 2 - кутовий коефіцієнт прямої. Після заміни R2 1 R G lg lg v 2 g та перетворення вираз (2) має вигляд 1 lg(Re) lg(Fr ) G . 2 Після замін D=d0 4+d1 3+d2 2+d3 +d4, E=e0 4 +e1 3 +e2 2 17101 8 0,79646=0,6545; B1=-0,054965 2,26+0,76624/2-1=-0,7411; A1=-0,054965/4=-0,013741; (4) (6) F=f0 4+f1 3+f2 2+f3 +f4. вираз (1) має вигляд (7) lg(Fr)=D [lg Re)]2+E lg Re)+F, Після підстановки (3) в (4) та перетворення lg(Fr ) A B B2 4 A C , 2 A D , 4 D G 10lg(Fr ) g . R За значенням функції у вузлах інтерполювання визначено величини коефіцієнті d, е та f в (4)(6) для 1 та 2. Розрахувати швидкості обертання форми можна за допомогою нескладних комп'ютерних програм. Приклад 1 здійсненню способу. Радіус камери форми R=0,15м, ступінь заповнення камери форми матеріалом =0,556 (товщина пристінкового шару матеріалу в камері =0,05м), матеріал - рухлива бетонна суміш, кінематичний коефіцієнт в'язкості матеріалу під час розподілення v=10-3м2/с. Бетонну суміш подають у форму, що обертають відносно горизонтальної осі. На першому етапі розподілення під час формоутворення трубчастого виробу швидкість обертання підтримують не нижче 1, а на другому етапі розподілення після закінчення формоутворення цю швидкість знижують не нижче величини 2. Надалі швидкість обертання збільшують для формування ущільненням при центрифугуванні. Величини швидкостей обертання 1 та 2 визначають у такий спосіб: 0,152 1 0,15 G lg lg 2,26 ; 3 2 9,81 10 4 3 F1=-13,98 0,556 +38,94 0,556 2 40,12 0,556 +18,43 0,556-3,998=-0,79646; Е1=5,98 0,5564-13,91 0,5563+14,31 0,55626,33 0,556+1,775=0,76624; D1=-0,4159 0,5564+1,172 0,55631,222 0,5562+0,5545 0,556-0,1472=-0,054965; С1=-0,054965 2,262+0,76624 2,26 100,86914 9,81 0,15 0,87488 2 має вигляд ( 0,7411)2 4 ( 0,013741 0,6545 ) 2 ( 0,013741 ) 0,86914 ; 21997 1/c, що складає , 2,72 від критичнної швидкості; F2=-15,48 0,5564+41,88 0,556342,69 0,5562+19,66 0,556-3,919=-0,46608; E2=6,643 0,5564-17,13 0,5563+17,14 0,55627,684 0,556+1,699=0,41583; D2=-0,5943 0,5564+1,538 0,55631,546 0,5562+0,6952 0,556-0,1528=-0,036636; С2=-0,036636 2,262+0,41583 2,260,46608=0,28657; B2=-0,036636 2,26+0,41583/2-1=-0,87488; A2=-0,036636/4=-0,009159; lg(Fr2 ) E 1, 2 C=D G2+E G+F. Остаточно вираз для B 1 (3) (5) +e3 +e4, 0,7411 lg(Fr1) ( 0,87488)2 4 ( 0,009159) 0,28657 2 ( 0,009159) 100,32644 9,81 0,15 0,86914 ; 11776 1/c, що скла, дає 1,46 від критичної швидкості. Приклад 2. R=1,13м, /с=0,217 ( =0,13м), матеріал - рухлива бетонна суміш, v=10-3м2/с. Цей приклад характеризується такою ж сукупністю дій, що й попередній. Після визначення G, F1, E1, D1, C1, B1,A1 та lg(Fr1) можна одержати: 1 101,1308 9,81 0,13 10,832 1/с, що складає 3,68 від критичної швидкості. Після визначення F2, Е2, D2, С2, В2, А2 та lg{Fr2) можна одержати: 2 100,43557 9,81 0,13 4,865 1/с, що складає 1,65 від критичної швидкості. Приклад 3. R=1,19м, =0,377 ( =0,04м), матеріал - жорстка бетонна суміш, v=5 10-3м2/с. Після подавання суміші на першому етапі розподілення швидкість обертання форми підтримують не нижче 1, а на другому - не нижче 2. Надалі швидкість не змінюють для формування ущільненням при прокатуванні вільної поверхні суміші пресуючим роликом. 1 100,30475 9,81 0,19 10,205 1/с, що складає 1,42 від критичної швидкості. 2 100,21892 9,81 0,19 9,2452 1/с, що скла дає 1,29 від критичної швидкості. Приклад 4. R=1,7м, =0,221 ( =0,2м), матеріал - жорстка бетонна суміш, v=5 10-3м2/с. Цей приклад характеризується такою ж сукупністю дій, що й попередній. 9 1 100,93758 9,81 0,7 17101 7,0697 1/с, що скла дає 2,94 від критичної швидкості. 2 100,31574 9,81 0,7 3,4553 1/с, що скла дає 1,44 від критичної швидкості. Приклад 5. R=0,095м, =0,377 ( =0,02м), матеріал - розплав каменю, v=2 10-6м2/с. Після подавання розплаву на першому етапі розподілення швидкість обертання форми підтримують не нижче 1, а на другому - не нижче 2. Надалі швидкість не змінюють для формування твердінням. 1 101,5875 9,81 0,095 63,201 1/с, що складає 6,22 від критичної швидкості. 2 100,6189 9,81 0,095 20,722 1/с, що складає 2,04 від критичної швидкості. Приклад 6. R=0,5825м, =0,133 ( =0,04м), матеріал - розплав каменю, v=2 10-6м2/c. Цей приклад характеризується такою ж сукупністю дій, що й попередній. 1 101,4303 9,81 0,5825 21298 1/с, що складає , 5,19 від критичної швидкості. 10 100,63972 9,81 8,5713 1/с, що скла0,5825 дає 2,09 від критичної швидкості. Здійснення заявленого способу дозволяє підвищити продуктивність виготовлення і якість виробів та знизити енерговитрати і динамічне навантаження. Джерела інформації 1. Сівко В.Й. Механічне обладнання підприємств будівельних виробів. - К.: ІСДО, 1994. - 359с. 2. Волков Л.А. Режимы центрифугирования при формовании железобетонных труб на роликовых центрифугах // Строит, и дор. машины. - 1998. - №9. - С.35-36. 3. А.с. СРСР №1043014, кл. В28В21/34, В28В1/08, 1983, Бюл. №35. 4. А.с. СРСР №1770125, кл. В28В21/30, 1992, Бюл. №39. 5. Мацьковой Т.А., Васнецов В.М., Штейнберг И.И., Пенкисович A.M. Оборудование для производства труб из литого камня центробежным способом // Строит, и дор. машины. - 1980. - №10. С.20-21. 6. Шевченко А.И. Центробежное литье // Специальные способы литья. - М.: Машиностроение. 1991. - с.367-370, 377-379. 7. А.с. СРСР №1708632, кл. В28В21/30, 1992, Бюл. №4. 8. Попов А.Н. Бетонные и железобетонные трубы. - М.: Стройиздат, 1973. - c.93. 9. Науменко Ю.В. Режимный гистерезис вязкого течения со свободной поверхностью в горизонтальном вращающемся цилиндре // Прикл. гідромеханіка. - 2001. - Т.3(75), №2. - С.25-31. 2 11 Комп’ютерна верстка В. Мацело 17101 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of centrifugal manufacture of tubular articles made of fluid material
Автори англійськоюNaumenko Yurii Vasyliovych
Назва патенту російськоюСпособ центробежного изготовления трубчатых изделий из текучего материала
Автори російськоюНауменко Юрий Васильевич
МПК / Мітки
МПК: B28B 21/02
Мітки: виробів, виготовлення, матеріалу, відцентрового, трубчастих, текучого, спосіб
Код посилання
<a href="https://ua.patents.su/6-17101-sposib-vidcentrovogo-vigotovlennya-trubchastikh-virobiv-z-tekuchogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб відцентрового виготовлення трубчастих виробів з текучого матеріалу</a>
Спосіб виготовлення багатошарових трубчастих виробів
Номер патенту: 747
Опубліковано: 15.12.1993
Автори: Краснюк Наталія Євгенівна, Сидоренко Анатолій Михайлович, Шлапацька Валентина Василівна
МПК: B29C 53/00, B29C 71/00, B31C 1/00
Мітки: багатошарових, трубчастих, спосіб, виготовлення, виробів
Формула / Реферат:
Способ изготовления многослойних трубчатых изделий, включающий намотку на оправку внутреннего и внешнего слоев из стекловолок-нистого наполнителя, пропитанного термореактивным связующим, с расположением между ними среднего слоя изделия и отверждение связующего, отличающийся тем, что, с целью повышения гидростатической прочности изделия, уменьшения его водопоглощения и расширения технологических возможностей способа, в качестве...
Пристрій для виготовлення трубчастих виробів з бетонних сумішей
Номер патенту: 10013
Опубліковано: 30.09.1996
Автори: Тувівович Едуард Михайлович, Кострюков Костянтин Борисович, Кухар Василь Іванович, Бабушкін Володимир Іванович
МПК: B28B 21/02
Мітки: трубчастих, бетонних, виробів, сумішей, виготовлення, пристрій
Формула / Реферат:
Устройство для изготовления трубчатых изделий из бетонных смесей, содержащее вертикальную наружную форму и поворотную головку, закрепленную на приводном валу, установленную соосно с наружной формой с возможностью вращения и вертикального перемещения, при этом на поворотной головке смонтированы уплотняющие ролики с коническими прессующими поверхностями, образующая которых расположена под углом 45-60° к горизонтальному сечению головки,...
Спосіб виготовлення виробів з матеріалу на основі кремнеземистого в’яжучого
Номер патенту: 15003
Опубліковано: 15.06.2006
Автори: Салєй Аркадій Аркадійович, Нуштаєв Юрій Юрійович, Кулик Володимир Олексійович
МПК: C04B 28/26, C04B 40/02, C04B 111/20
Мітки: основі, виготовлення, матеріалу, кремнеземистого, в'яжучого, виробів, спосіб
Формула / Реферат:
1. Спосіб виготовлення виробів з матеріалу на основі кремнеземистого в'яжучого, що полягає в змішуванні активованого кварцового піску, в'яжучого із зернами розміром до 1,25 мм, наповнювача, лужного компонента, води, і формуванні виробів з отриманого матеріалу з наступною автоклавною обробкою, який відрізняється тим, що як в'яжуче беруть кварцове скло фракцій 0,315-0,63 мм і 0,63-1,25 мм, а як наповнювач - здрібнений кварцовий пісок і...
Спосіб виготовлення кільцевого волокнистого каркаса, зокрема для одержання виробів із композитного матеріалу
Номер патенту: 54502
Опубліковано: 17.03.2003
Автори: Гурман Жан-Мішель, Лесерф Бернар, Куп Домінік, Олрі П'єр
МПК: F16D 69/02, D04H 3/02
Мітки: зокрема, каркаса, одержання, композитного, виробів, матеріалу, волокнистого, кільцевого, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення кільцевого волокнистого каркаса шляхом закручування у гвинтову спіраль з плоскими витками волокнистого полотна у вигляді піддатливої до деформації стрічки, який відрізняється тим, що він включає такі операції, як утворення стрічки двома накладеними одна на одну основами, що мають один напрям волокнистих елементів, кожна з яких складається із паралельних один одному волокнистих елементів, причому напрям орієнтації двох...
Гвинтовий прес а.я.семеновського для безперервного виготовлення виробів типу трубчастих брусів із прес-мас
Номер патенту: 7430
Опубліковано: 29.09.1995
Автор: Семеновський Анатолій Якимович
МПК: B30B 1/00, B30B 15/06
Мітки: прес, безперервного, виробів, гвинтовий, а.я.семеновського, виготовлення, брусів, прес-мас, типу, трубчастих
Формула / Реферат:
Винтовой пресс для непрерывного изготовления изделий типа трубчатых брусьев из пресс-масс, преимущественно древесных, включающий механизм загрузки пресс-массы, канал, образованный нагревательными плитами, внутри которого расположен вал с винтовой нарезкой, отличающийся тем, что, с целью упрощения конструкции и повышения эксплуатационной надежности пресса, а также улучшения качества изделий, нагревательные плиты соединены между собой...
Попередній патент: Спосіб визначення в’язкості рідини
Наступний патент: Спосіб відгодівлі птиці живим кормом, захищеним від грипу
Випадковий патент: Пристрій з рухомою шторкою, намотуваною на барабан