Пристрій для дугового зварювання
Формула / Реферат
1. Устройство для дуговой сварки, содержащее электродвигатель с обмоткой якоря, шунтовой и сериесной обмотками возбуждения, регулируемый резистор, силовой контактор, емкость, сопротивление, пусковое устройство и источник питания, причем регулируемый резистор включен последовательно с шунтовой обмоткой, а параллельно катушке силового контактора подключены соединенные последовательно емкость и сопротивление, при этом катушка силового контактора подключена к источнику питания через нормально открытые контакты пускового устройства, а электродвигатель и электрододержатель подключены к источнику питания через нормально открытые контакты силового контактора, отличающееся тем, что оно снабжено дополнительным регулируемым резистором, который включен последовательно с обмоткой якоря электродвигателя, а нормально замкнутые контакты пускового устройства включены параллельно цепи из последовательно соединенных дополнительного регулируемого резистора, обмотки якоря электродвигателя и шунтовой обмотки возбуждения электродвигателя.
2. Устройство по п. 1, отличающееся тем, что оно снабжено промежуточным реле, подключенным к сварочной цепи через нормально открытые контакты пускового устройства, при этом первые нормально замкнутые контакты промежуточного реле подключены параллельно цепи из последовательно соединенных обмотки якоря электродвигателя, дополнительного регулируемого резистора и шунтовой обмотки электродвигателя, а вторая пара нормально открытых контактов промежуточного реле установлена в цепи подключения силового контактора к сварочной цепи; причем источник питания снабжен блоком снижения напряжения, с которым соединена третья пара контактов промежуточного реле.
Текст
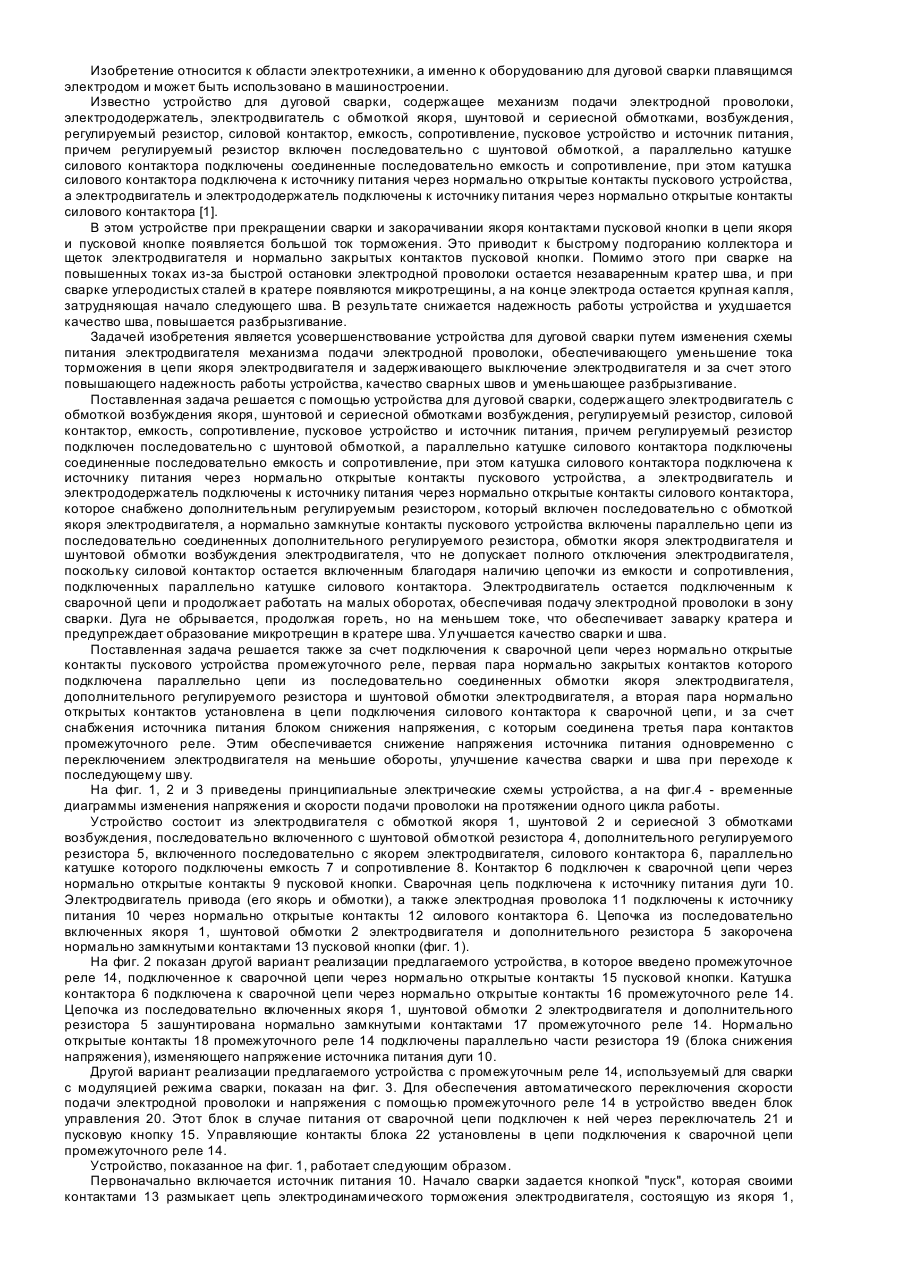
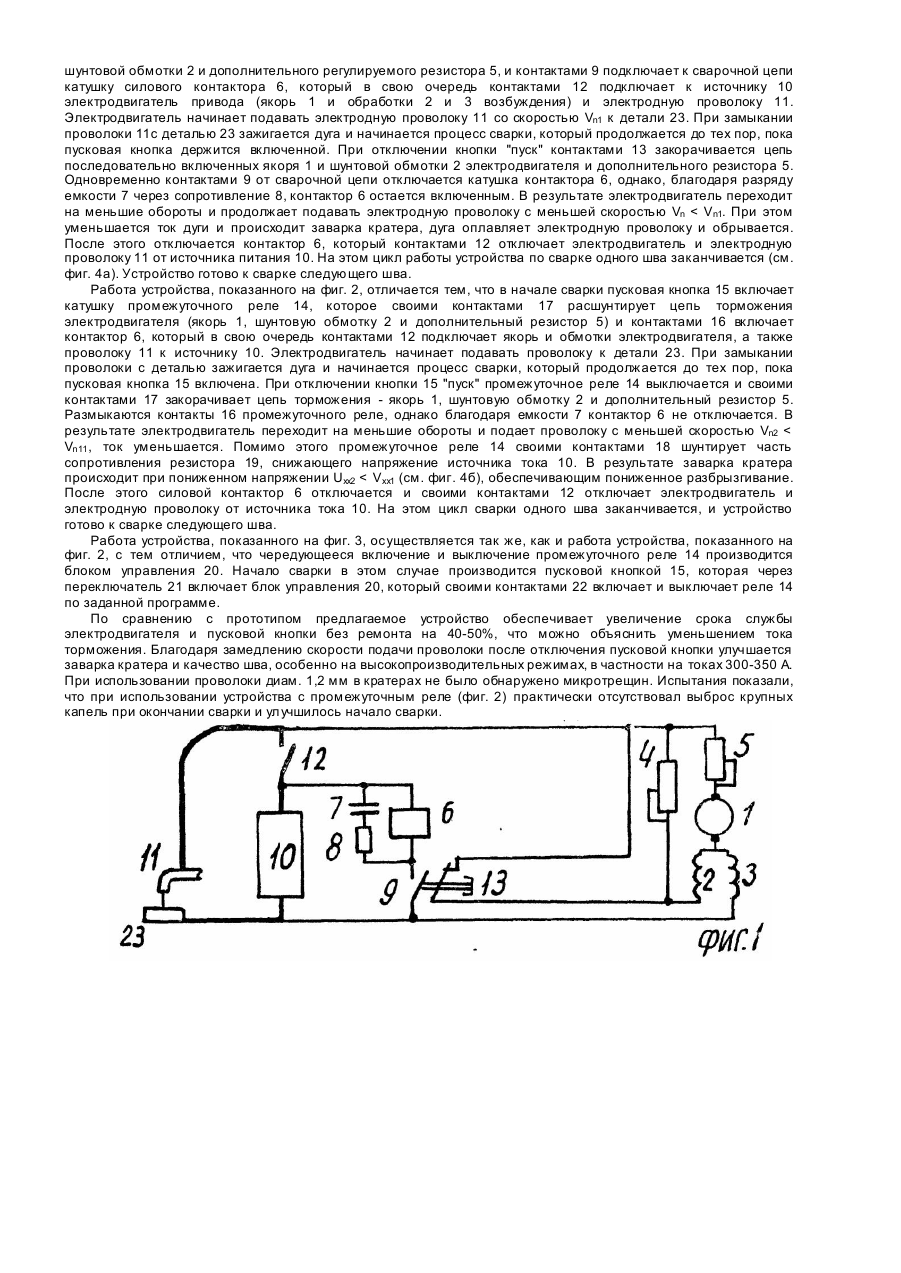
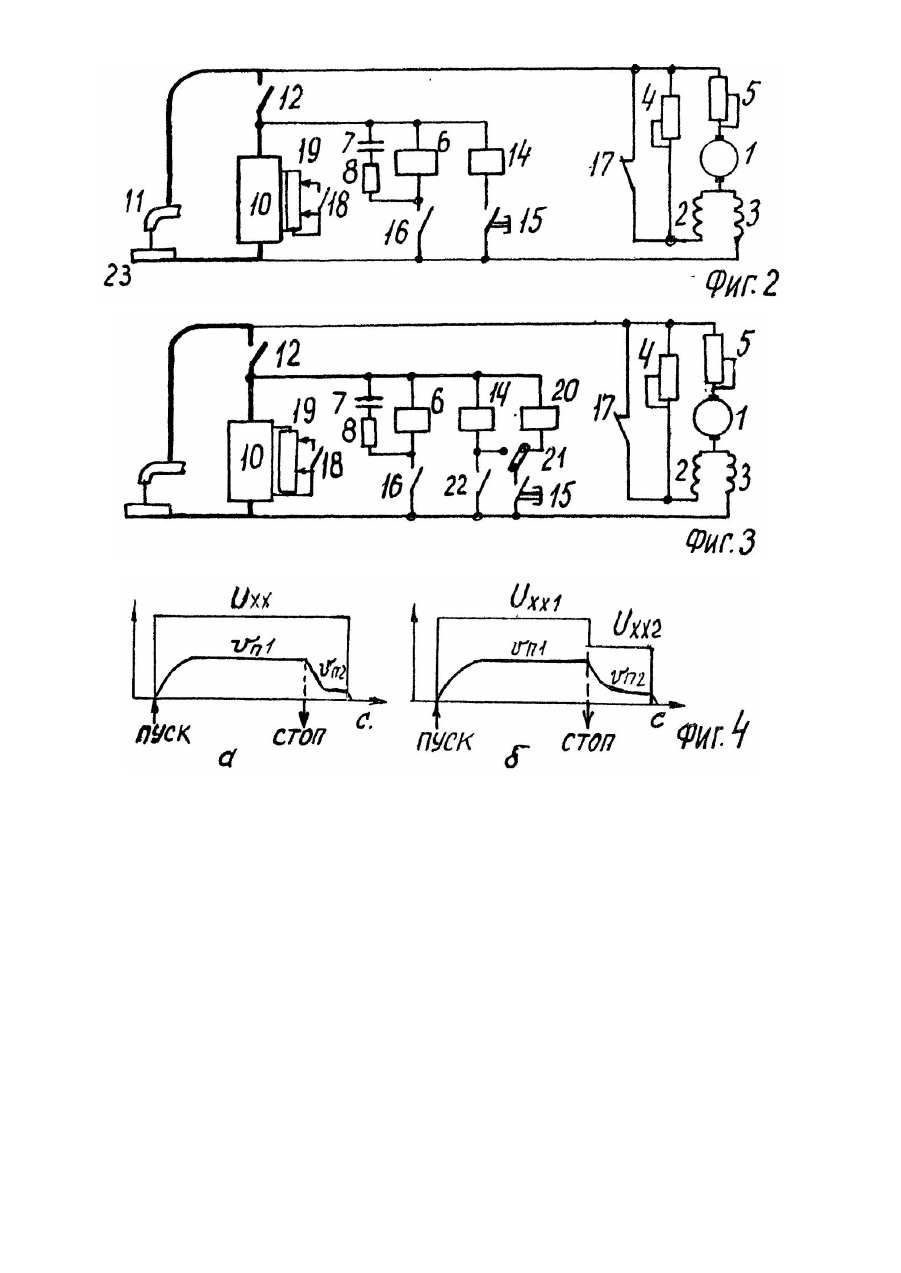
Изобретение относится к области электротехники, а именно к оборудованию для дуговой сварки плавящимся электродом и может быть использовано в машиностроении. Известно устройство для дуговой сварки, содержащее механизм подачи электродной проволоки, электрододержатель, электродвигатель с обмоткой якоря, шунтовой и сериесной обмотками, возбуждения, регулируемый резистор, силовой контактор, емкость, сопротивление, пусковое устройство и источник питания, причем регулируемый резистор включен последовательно с шунтовой обмоткой, а параллельно катушке силового контактора подключены соединенные последовательно емкость и сопротивление, при этом катушка силового контактора подключена к источнику питания через нормально открытые контакты пускового устройства, а электродвигатель и электрододержатель подключены к источнику питания через нормально открытые контакты силового контактора [1]. В этом устройстве при прекращении сварки и закорачивании якоря контактами пусковой кнопки в цепи якоря и пусковой кнопке появляется большой ток торможения. Это приводит к быстрому подгоранию коллектора и щеток электродвигателя и нормально закрытых контактов пусковой кнопки. Помимо этого при сварке на повышенных токах из-за быстрой остановки электродной проволоки остается незаваренным кратер шва, и при сварке углеродистых сталей в кратере появляются микротрещины, а на конце электрода остается крупная капля, затрудняющая начало следующего шва. В результате снижается надежность работы устройства и ухудшается качество шва, повышается разбрызгивание. Задачей изобретения является усовершенствование устройства для дуговой сварки путем изменения схемы питания электродвигателя механизма подачи электродной проволоки, обеспечивающего уменьшение тока торможения в цепи якоря электродвигателя и задерживающего выключение электродвигателя и за счет этого повышающего надежность работы устройства, качество сварных швов и уменьшающее разбрызгивание. Поставленная задача решается с помощью устройства для дуговой сварки, содержащего электродвигатель с обмоткой возбуждения якоря, шунтовой и сериесной обмотками возбуждения, регулируемый резистор, силовой контактор, емкость, сопротивление, пусковое устройство и источник питания, причем регулируемый резистор подключен последовательно с шунтовой обмоткой, а параллельно катушке силового контактора подключены соединенные последовательно емкость и сопротивление, при этом катушка силового контактора подключена к источнику питания через нормально открытые контакты пускового устройства, а электродвигатель и электрододержатель подключены к источнику питания через нормально открытые контакты силового контактора, которое снабжено дополнительным регулируемым резистором, который включен последовательно с обмоткой якоря электродвигателя, а нормально замкнутые контакты пускового устройства включены параллельно цепи из последовательно соединенных дополнительного регулируемого резистора, обмотки якоря электродвигателя и шунтовой обмотки возбуждения электродвигателя, что не допускает полного отключения электродвигателя, поскольку силовой контактор остается включенным благодаря наличию цепочки из емкости и сопротивления, подключенных параллельно катушке силового контактора. Электродвигатель остается подключенным к сварочной цепи и продолжает работать на малых оборотах, обеспечивая подачу электродной проволоки в зону сварки. Дуга не обрывается, продолжая гореть, но на меньшем токе, что обеспечивает заварку кратера и предупреждает образование микротрещин в кратере шва. Улучшается качество сварки и шва. Поставленная задача решается также за счет подключения к сварочной цепи через нормально открытые контакты пускового устройства промежуточного реле, первая пара нормально закрытых контактов которого подключена параллельно цепи из последовательно соединенных обмотки якоря электродвигателя, дополнительного регулируемого резистора и шунтовой обмотки электродвигателя, а вторая пара нормально открытых контактов установлена в цепи подключения силового контактора к сварочной цепи, и за счет снабжения источника питания блоком снижения напряжения, с которым соединена третья пара контактов промежуточного реле. Этим обеспечивается снижение напряжения источника питания одновременно с переключением электродвигателя на меньшие обороты, улучшение качества сварки и шва при переходе к последующему шву. На фиг. 1, 2 и 3 приведены принципиальные электрические схемы устройства, а на фиг.4 - временные диаграммы изменения напряжения и скорости подачи проволоки на протяжении одного цикла работы. Устройство состоит из электродвигателя с обмоткой якоря 1, шунтовой 2 и сериесной 3 обмотками возбуждения, последовательно включенного с шунтовой обмоткой резистора 4, дополнительного регулируемого резистора 5, включенного последовательно с якорем электродвигателя, силового контактора 6, параллельно катушке которого подключены емкость 7 и сопротивление 8. Контактор 6 подключен к сварочной цепи через нормально открытые контакты 9 пусковой кнопки. Сварочная цепь подключена к источнику питания дуги 10. Электродвигатель привода (его якорь и обмотки), а также электродная проволока 11 подключены к источнику питания 10 через нормально открытые контакты 12 силового контактора 6. Цепочка из последовательно включенных якоря 1, шунтовой обмотки 2 электродвигателя и дополнительного резистора 5 закорочена нормально замкнутыми контактами 13 пусковой кнопки (фиг. 1). На фиг. 2 показан другой вариант реализации предлагаемого устройства, в которое введено промежуточное реле 14, подключенное к сварочной цепи через нормально открытые контакты 15 пусковой кнопки. Катушка контактора 6 подключена к сварочной цепи через нормально открытые контакты 16 промежуточного реле 14. Цепочка из последовательно включенных якоря 1, шунтовой обмотки 2 электродвигателя и дополнительного резистора 5 зашунтирована нормально замкнутыми контактами 17 промежуточного реле 14. Нормально открытые контакты 18 промежуточного реле 14 подключены параллельно части резистора 19 (блока снижения напряжения), изменяющего напряжение источника питания дуги 10. Другой вариант реализации предлагаемого устройства с промежуточным реле 14, используемый для сварки с модуляцией режима сварки, показан на фиг. 3. Для обеспечения автоматического переключения скорости подачи электродной проволоки и напряжения с помощью промежуточного реле 14 в устройство введен блок управления 20. Этот блок в случае питания от сварочной цепи подключен к ней через переключатель 21 и пусковую кнопку 15. Управляющие контакты блока 22 установлены в цепи подключения к сварочной цепи промежуточного реле 14. Устройство, показанное на фиг. 1, работает следующим образом. Первоначально включается источник питания 10. Начало сварки задается кнопкой "пуск", которая своими контактами 13 размыкает цепь электродинамического торможения электродвигателя, состоящую из якоря 1, шунтовой обмотки 2 и дополнительного регулируемого резистора 5, и контактами 9 подключает к сварочной цепи катушку силового контактора 6, который в свою очередь контактами 12 подключает к источнику 10 электродвигатель привода (якорь 1 и обработки 2 и 3 возбуждения) и электродную проволоку 11. Электродвигатель начинает подавать электродную проволоку 11 со скоростью Vn1 к детали 23. При замыкании проволоки 11с деталью 23 зажигается дуга и начинается процесс сварки, который продолжается до тех пор, пока пусковая кнопка держится включенной. При отключении кнопки "пуск" контактами 13 закорачивается цепь последовательно включенных якоря 1 и шунтовой обмотки 2 электродвигателя и дополнительного резистора 5. Одновременно контактами 9 от сварочной цепи отключается катушка контактора 6, однако, благодаря разряду емкости 7 через сопротивление 8, контактор 6 остается включенным. В результате электродвигатель переходит на меньшие обороты и продолжает подавать электродную проволоку с меньшей скоростью Vn < Vn1. При этом уменьшается ток дуги и происходит заварка кратера, дуга оплавляет электродную проволоку и обрывается. После этого отключается контактор 6, который контактами 12 отключает электродвигатель и электродную проволоку 11 от источника питания 10. На этом цикл работы устройства по сварке одного шва заканчивается (см. фиг. 4а). Устройство готово к сварке следующего шва. Работа устройства, показанного на фиг. 2, отличается тем, что в начале сварки пусковая кнопка 15 включает катушку промежуточного реле 14, которое своими контактами 17 расшунтирует цепь торможения электродвигателя (якорь 1, шунтовую обмотку 2 и дополнительный резистор 5) и контактами 16 включает контактор 6, который в свою очередь контактами 12 подключает якорь и обмотки электродвигателя, а также проволоку 11 к источнику 10. Электродвигатель начинает подавать проволоку к детали 23. При замыкании проволоки с деталью зажигается дуга и начинается процесс сварки, который продолжается до тех пор, пока пусковая кнопка 15 включена. При отключении кнопки 15 "пуск" промежуточное реле 14 выключается и своими контактами 17 закорачивает цепь торможения - якорь 1, шунтовую обмотку 2 и дополнительный резистор 5. Размыкаются контакты 16 промежуточного реле, однако благодаря емкости 7 контактор 6 не отключается. В результате электродвигатель переходит на меньшие обороты и подает проволоку с меньшей скоростью Vn2 < Vn11 , ток уменьшается. Помимо этого промежуточное реле 14 своими контактами 18 шунтирует часть сопротивления резистора 19, снижающего напряжение источника тока 10. В результате заварка кратера происходит при пониженном напряжении Uxx2 < Vxx1 (см. фиг. 4б), обеспечивающим пониженное разбрызгивание. После этого силовой контактор 6 отключается и своими контактами 12 отключает электродвигатель и электродную проволоку от источника тока 10. На этом цикл сварки одного шва заканчивается, и устройство готово к сварке следующего шва. Работа устройства, показанного на фиг. 3, осуществляется так же, как и работа устройства, показанного на фиг. 2, с тем отличием, что чередующееся включение и выключение промежуточного реле 14 производится блоком управления 20. Начало сварки в этом случае производится пусковой кнопкой 15, которая через переключатель 21 включает блок управления 20, который своими контактами 22 включает и выключает реле 14 по заданной программе. По сравнению с прототипом предлагаемое устройство обеспечивает увеличение срока службы электродвигателя и пусковой кнопки без ремонта на 40-50%, что можно объяснить уменьшением тока торможения. Благодаря замедлению скорости подачи проволоки после отключения пусковой кнопки улучшается заварка кратера и качество шва, особенно на высокопроизводительных режимах, в частности на токах 300-350 А. При использовании проволоки диам. 1,2 мм в кратерах не было обнаружено микротрещин. Испытания показали, что при использовании устройства с промежуточным реле (фиг. 2) практически отсутствовал выброс крупных капель при окончании сварки и улучшилось начало сварки.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for arc welding
Автори англійськоюPotap'evskyi Arkadii Hryhorovych
Назва патенту російськоюУстройство для дуговой сварки
Автори російськоюПотапьевский Аркадий Григорьевич
МПК / Мітки
МПК: B23K 9/00
Мітки: пристрій, зварювання, дугового
Код посилання
<a href="https://ua.patents.su/3-3757-pristrijj-dlya-dugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для дугового зварювання</a>
Автономний пристрій для механізованого дугового зварювання тонким електродним дротом
Номер патенту: 8
Опубліковано: 30.04.1993
Автори: Кістерська Світлана Михайлівна, Дудко Данило Андрійович, Зацерковний Сергій Анатолійович, Горбенко Микола Володимирович
МПК: B23K 9/10
Мітки: електродним, зварювання, тонким, автономний, дротом, дугового, механізованого, пристрій
Формула / Реферат:
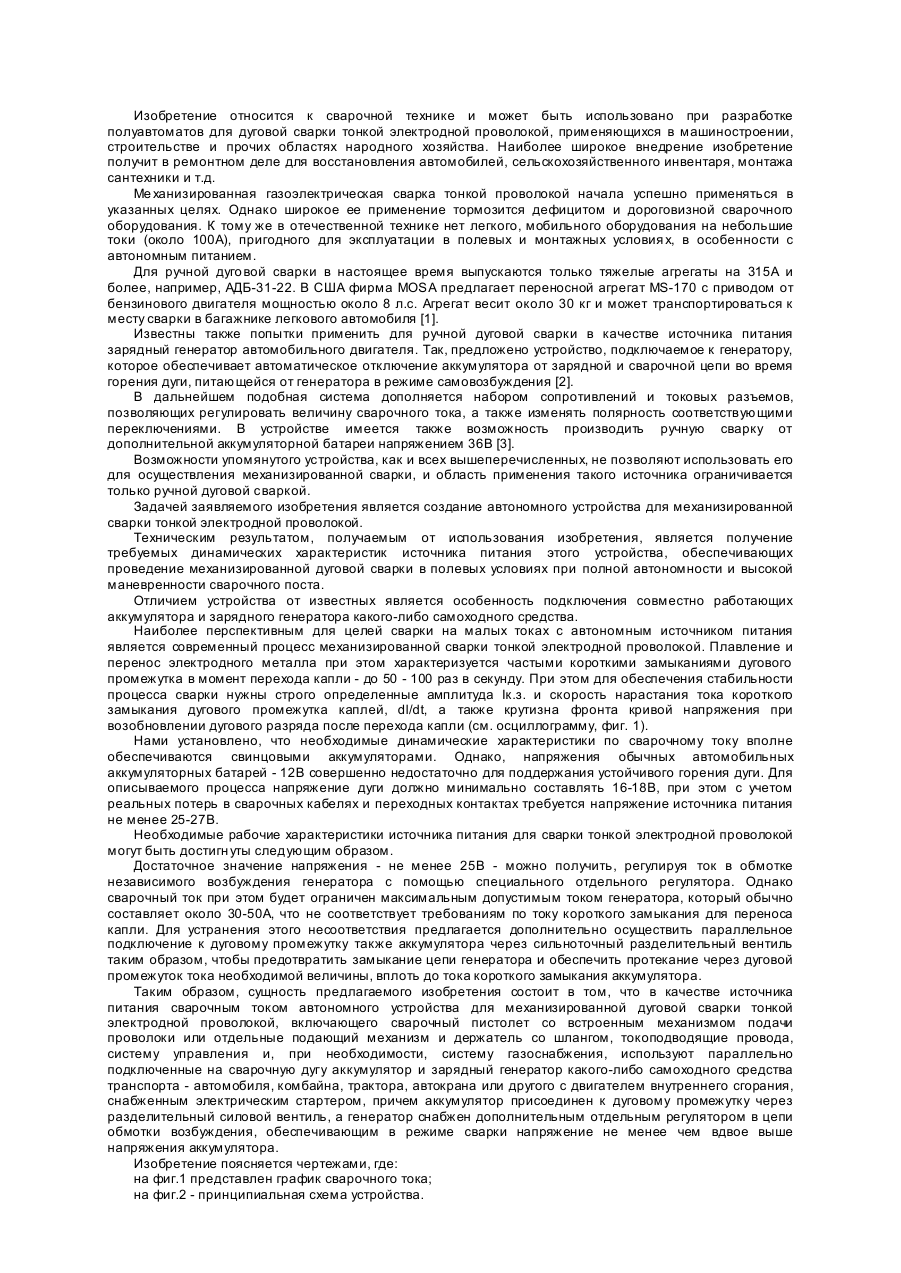
Автономное устройство для механизированной дуговой сварки тонкой электродной проволокой, включающее сварочный пистолет со встроенным механизмом подачи проволоки, систему управления и систему газоснабжения, установленные на транспортном средстве с двигателем внутреннего сгорания, снабженным аккумулятором и зарядным генератором с цепью возбуждения, отличающееся тем, что зарядный генератор снабжен дополнительным регулятором в цели возбуждения и...
Пристрій для управління реверсивним електродвигуном
Номер патенту: 2366
Опубліковано: 26.12.1994
Автори: Бенсман Володимир Григорович, Шіп Євген Андрійович, Омельяненко Олександр Григорович, Журавський Віталій Миколайович
МПК: H02P 1/26
Мітки: управління, реверсивним, електродвигуном, пристрій
Формула / Реферат:
Устройство для управления реверсивным электродвигателем, содержащее два контактора "Вперед" и "Назад" с катушкой тремя силовыми контактами для подключения фаз статорной обмотки к источнику питания, и замыкающим контактом каждый, кнопку "Стоп", один вывод которой снабжен зажимом для подключения к одной фазе источника питания, другой вывод кнопки "Стоп" подключен к одним выводам кнопок "Пуск...
Пристрій зовнішнього запуску двигунів внутрішнього згоряння транспортних засобів
Номер патенту: 305
Опубліковано: 30.04.1993
Автори: Щербіна Юрій Іванович, Чекарьов Петро Олександрович
МПК: F02N 11/08
Мітки: двигунів, запуску, засобів, внутрішнього, пристрій, зовнішнього, транспортних, згоряння
Формула / Реферат:
Устройство внешнего запуска двигателей внутреннего сгорания транспортных средств, содержащее сетевые выводы, трехполюсный контактор, понижающий трехфазный трансформатор, выводы первичной обмотки которого подключены к сетевым выводам через трехполюсный контактор, мостовой выпрямитель, подключенный к выводам вторичной обмотки трехфазного трансформатора, промежуточное реле и датчик тока, отличающееся тем, что оно снабжено двухполюсным...
Пристрій для захисту трифазного асинхронного двигуна від обрива фази
Номер патенту: 1746
Опубліковано: 25.10.1994
Автори: Брусов Сергій Андрійович, Брусов Сергій Сергійович
МПК: H02H 7/09
Мітки: пристрій, захисту, асинхронного, двигуна, трифазного, фазі, обрива
Формула / Реферат:
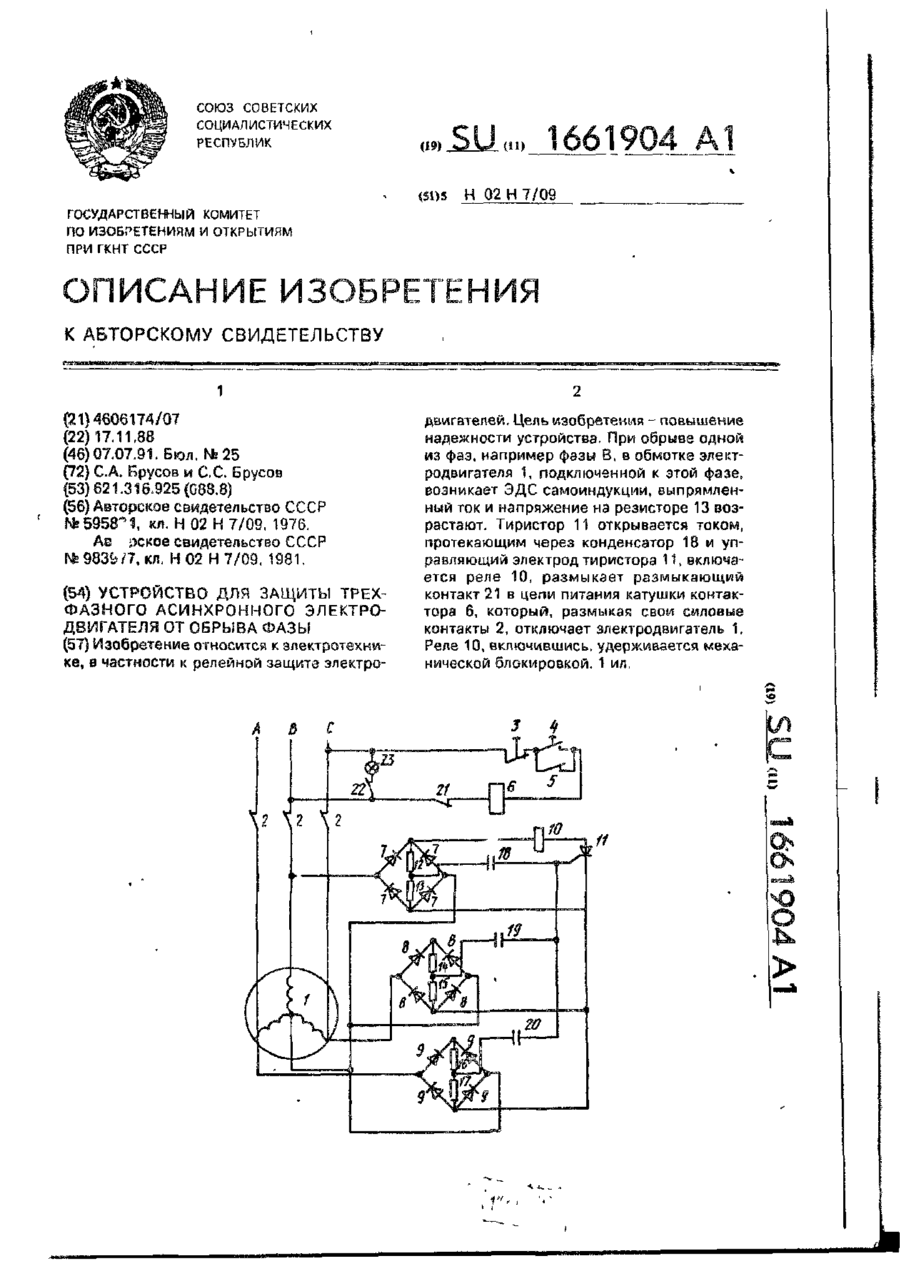
Устройство для защиты трехфазного асинхронного электродвигателя от обрыва фазы, содержащее контактор с выводами силовых контактов для включения в фазные провода, питающие электродвигатель, цепь управления контактором, состоящую из последовательно включенных между собой кнопки «Стоп» и кнопки «Пуск», зашунтированной блок-контактом контактора, катушки контактора, при этом первый вывод цепи управления со стороны кнопки «Стоп» соединен с...
Пристрій для захисту трифазного асинхронного двигуна від обриву фази
Номер патенту: 3091
Опубліковано: 26.12.1994
Автор: Брусов Сергій Андрійович
МПК: H02H 7/09
Мітки: асинхронного, трифазного, фазі, захисту, двигуна, обриву, пристрій
Формула / Реферат:
Устройство для защиты трехфазного асинхронного двигателя от обрыва фазы, содержащее контактор подачи питания на двигатель, кнопки управления (включения и отключения) контактором и две обмотки реле. вывод одной обмотки подключен к 1-ой фазе, вывод второй обмотки подключен ко 2-ой фазе, а другие выводы обмоток подключены к 3-ей фазе, отличающееся тем, что обмотки выполнены одинаковыми и намотаны встречно одна другой на одном магнитопроводе...
Попередній патент: Устаткування для безперервного приготування водноспиртових розчинів
Наступний патент: Випрямляч для дугового зварювання
Випадковий патент: Спосіб лікування хворих на пептичну виразку дванадцятипалої кишки в сполученні з ішемічною хворобою серця