Пристрій для дугового зварювання
Номер патенту: 14137
Опубліковано: 25.04.1997
Автори: Глущенко Анатолій Димитрович, Потап'євський Аркадій Григорович, Дудко Данило Андріьович, Худяков Вячеслав Іванович
Формула / Реферат
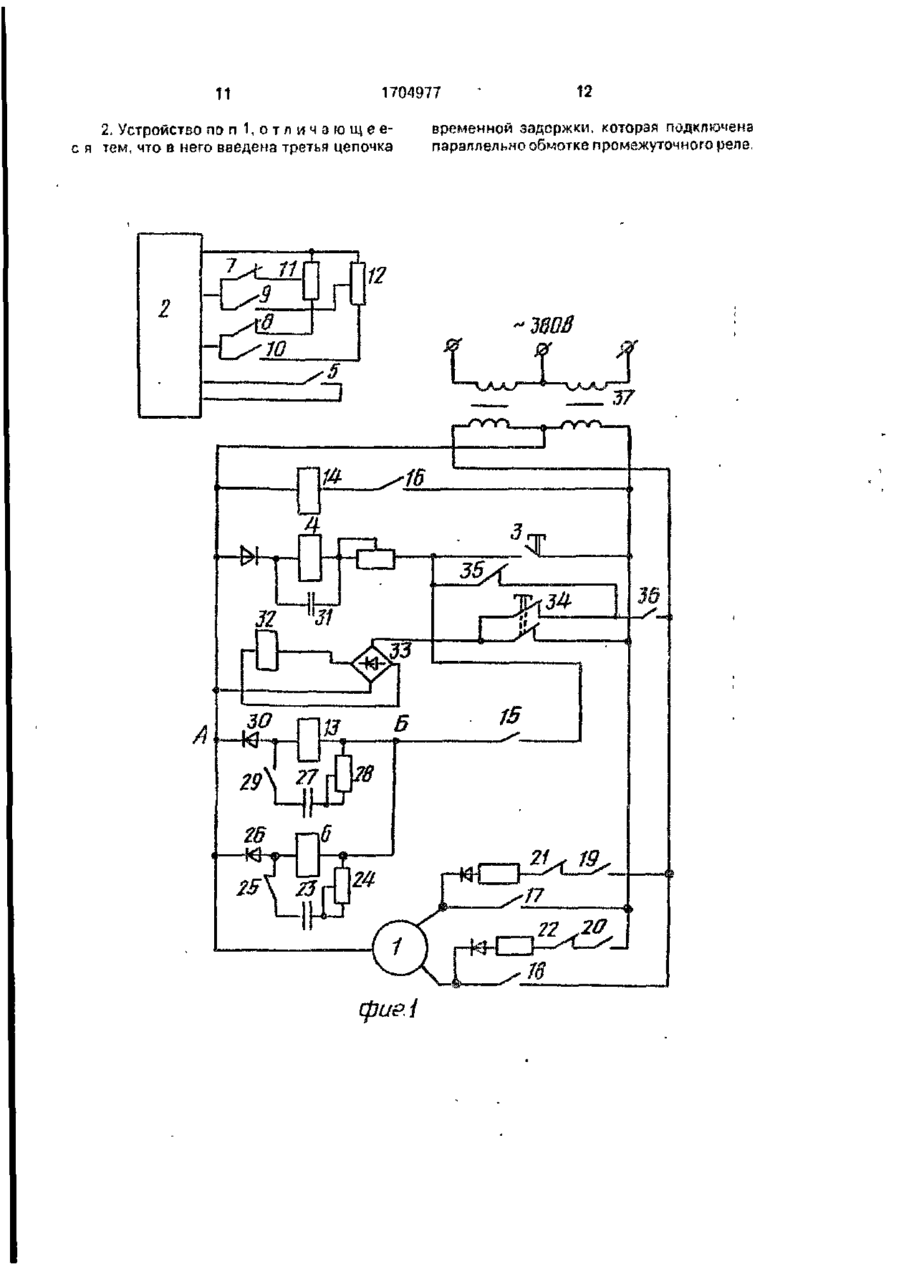
1. Устройство для дуговой сварки плавящимся электродом, содержащее механизм подачи электродной проволоки с блоком реле. источник питания дуги, блок дистанционного изменения напряжения источника питания, включающий пусковое и исполнительное реле, а также промежуточное реле, подключенное к блоку реле механизма подачи электродной проволоки, отличающееся тем, что, с целью повышения качества начального и конечного участков сварного соединения, повышения производительности, уменьшения разбрызгивания, экономии сварочных материалов и электроэнергии, в него введены датчик сварочного тока и две цепочки временной задержки, при этом к пусковому реле через датчик сварочного тока подключены входы первой и второй цепочек временной задержки и первые концы обмоток исполнительного и промежуточного реле, выходы первой цепочки временной задержки через нормально замкнутый контакт исполнительного реле соединен с вторым концом обмотки исполнительного реле, второй конец обмотки промежуточного реле через свой нормально разомкнутый контакт соединен с выходом второй цепочки временной задержки.
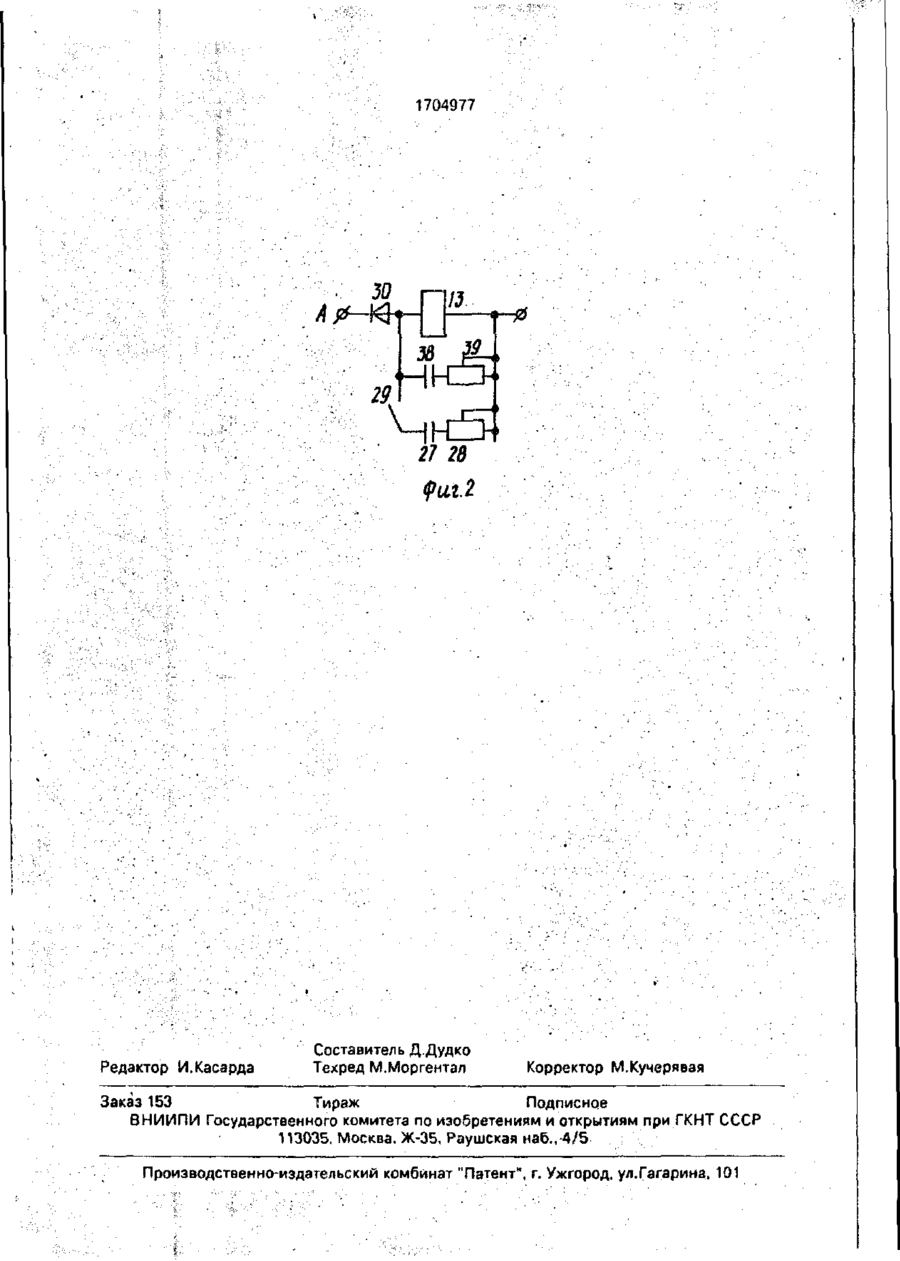
2. Устройство по п. 1, отличающееся тем, что в него введена третья цепочка временной задержки, которая подключена параллельно обмотке промежуточного реле.
Текст
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК (I*») (51)5 (11) В 23 К 9/095 ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГКНТ СССР ОПИСАНИЕ ИЗОБРЕТЕН!/! К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ і 1• (54) УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ (57) Изобретение относится к дуговой сварке, в частности к устройствам для дуговой сварки плавящимся электродом Цель изобретения - повышение качества начального и конечного участков сварного соединения, повышение производительности, уменьше ние разбрызгивания экономия сварочных материалов и электроэнергии В устройство для дуговой сварки плавящимся электродом, содержащее механизм подачи электродной проволоки, источник питания дуги, блок дистанционного изменения напряжения источника питания и пусковой блок, введены датчик тока и две цепочки временной задержки. Начало и окончание процесса выполняются на напряжении сварки без задержки включения подачи проволоки и задержки на ее отключение Устройство обеспечивает сокращение длительности начала процесса сварки, уменьшение длины участка в начале швэ с малым проваром, уменьшение потерь электродной проаолоки на отстрел в начале шва и разбрызгивание в конце сварки 1 з.п. ф-лы, 2 ил Изобретение относится к дуговой сварке, в частности, к устройствам для дуговой сварки плавящимся электродом. Известны устройства для дуговой сварки плавящимся электродом в защитных газах, например, полуавтоматы типа А-537, ПДГ-504, ПДГ-508 и др., у которых сварка начинается с помощью пусковой кнопки, включающей источник питания сварочной дуги, подачу защитного газа в зону сварки и механизм подачи электродной проволоки к свариваемой детали. В этих устройствах процесс сварки начинается после соприкосновения электродной проволоки со свариваемой деталью и 3-4 коротких замыканий и перегораний электродной проволоки При перегораниях отрезки электродной проволоки и расплавленный металл выбрасываются из зоны сварки в виде брызг. Поскольку после перегораний электрода дуга обрывается, то свариваемая деталь плохо прогревается и не проваривается в начале шва. Прекращение сварки выполняется путем размыкания пусковой кнопки При этом выключается механизм подачи электродной проволоки, з источник питания остается включенным на некоторое время В полуавтоматах А-537 и ПДГ-504 после "выключения электродвигателя механизма подачи проволока подается еще некоторое время из-за инерции механизма подачи. Для предотвращения привариванит проволоки к детали сварщик вынужден бистро отводить держатель от шва, обрывая дугу В результате этого из держателя выходит значительный отрезок электродной проволоки - "выбег", который существенно затрудняет (21)4780846/27 (22)10.01.90 (46)15.01.92. Бюл. № 2 (75) Д.А.Дудко, А.Г Потапьевский, А.Д.Глущенко и В.И.Худяков (53)621.791.75(088.8) (56) Заруба И.И. и др. Сварка в углекислом газе. К.: Техника, 1966, с.276-277. Полуавтомат сварочный типа ПДГ508УЗ. Паспорт ОЩЩ 468 005 ПС, 1986. (Л 1704Э77 начало следующего шва, увеличивает потери на разбрызгивание и длину начального участка шва с неполным проваром. В полуавтомате типа ПДГ-508 для уменьшения выбега применено электродинамическое торможение электродвигателя. Однако при окончании сварки дуга, быстро растягиваясь, оплавляет электродную прочопоку. На ней образуются крупные капли, которые зачастую выбрасываются из зоны соэрки, резко увеличивая разбрызгивание, а на электроде остается крупная капля, затрудняющая начало следующего шва. Изпестпы также устройства для дуговой сварки в защитных газах, например, полуавтоматы типа ПДГ-502. ПДГ-312, ПДГ-515 и др. в которых сварка также начинается путем включения пусковой кнопки. При этом включаются источник питания дуги и подача защитного газа в зону сварки. Затем после обдува места сварки газом включается механизм подачи электродной проволоки. Время задержки включения механизма подачи проволоки устанавливается обычно 1,52,0 с. если до начала сварки электрод не касался свариваемой детали, то стабильный процесс устанавливается после 3-4 коротких замыканий и перегораний электрода и выброса из зоны сварки кусков электрода и жидких капель. Общее время начала увеличивается на время задержки включения механизма подачи проволоки. При начале сварки с предварительным закорачиванием электрода на свариваемое изделие при включении пусковой кнопки включаются источник питания дуги и подача защитного газа. При этом электрод разогревается и перегорает со взрывом, а загоревшаяся ду13 обрывается. Затем после выдержки времени включается механизм подачи проволоки. Оплавленный конец проволоки приближается к детали, закорачивает разрядмый промежуток, проволока перегревается, взрыозетсм, Загорается и обрывается дуга. Затем все повторяется. Стабильный процесс устанавливается после 3-4 перегораний электрода. В этом случае длительность начала сварки и разбрызгивание больше, чем Б устройстве без задержки включения механизма подачи. 5 10 15 20 25 30 35 40 45 50 Известны также усі ройства для дуговой сварки, в которых сварку начинают с помощью пусковой кнопки, включающей блок управления. Последний включает источник питания дуги, подачу газа, а затем с задер- 55 жкой времени в 1,5-2,0 с включает механизм, подающий проролоку с пониженной скоростью о течение заданного времени. После установления стабильного процесса увеличивают скорость подачи проволоки до получения заданной величины тока, необходимого для сварки деталей. Прекращение процесса сварки выполняется так же. как и в указанных устройствах. Улучшение сварки при использовании этих устройств достигается только при сварке на повышенных токах. На матых и средних режимах длительность начала больше, чем у самых простых устройств типа А-537, соответстпенно, ниже и производительность сварки. Известны также устройства для дуговой сзарки, например, полуавтоматы А-537Р и ПДГ-5П8 (аариантсварки без пусковой кнопки), о которых начало сварки осуществляется с помощью реле или датчика тока, включенных в сварочную цепь, предварительно подключенную к потенциалу источника питания дуги. Сварку начинают путем закорачивания электродной проволоки со свариваемой деталью. При этом реле- тока или датчик тока обеспечивает одновременное включение подачи защитного газа и механизма подачи электродной проволоки. Процесс сварки устанавливается после 3-4 коротких замыканий и перегораний электрода. Прекращение сварки в этих устройствах осуществляется путем отведения держателя от изделия и обрыва дуги. За время отведения держателя до обрыва дуги и выключения механизма подачи, осуществляемого по сигналу датчика тока, проволока продолжает подаваться. В результате имеет место выбег проволоки значительной длины, который затрудняет сварку следующего шва, увеличивается разбрызгивание и количество электродной проволоки, выбрасываемой в начале сварки. Установлено, что улучшить начало и окончание сварки можно за счет снижения напряжения источника питания дуги в начале и конце сварки, выполняемой с опре деленными временными сдвигами относительно включения тока и механизма подачи проволоки. Наиболее близким к предлагаемому является полуавтомат типа ПДГ-508 с выпрямителем типа ВДУ-505 или ВДУ-506, работающий от пусковой кнопки. Этот полуавтомат состоит из механизма подачи электродной проволоки, источника питания дуги, блока дистанционного изменения напряжения, позволяющего изменять напряжение источника под нагрузкой вручную, и пусковой кнопки. Начало сварки и переход к стабильному процессу происходят при питании от источника, настроенного на рабочий режим сварки, после 3-4 коротких замыканий и перегораний электрода со взрывом, выбра ъ 1704977 сывающим из зоны сварки *'уски проволоки и расплавленный металл. Прекращение сварки выполняется путем QMK/ПО''ЄІІГЯ пусковой кнопки, ОТКЛОЧПЮЩЕЙ через промежуточное реле питания электродвигателя подачи проволоки и тормозящей ^го. Выключение газового клапанл и источника питания задерживается цеп о» ко п реле времени на время, превышающее оремч до обрыва дуг и. Прекращение сраркн выполниется пии рзботе источника литания настроенного на рабочий режим сзарки шва. При прекращении подачи проволоки она быстро оплавляется мощной дугой, ток сварки уменьшается, а длина дуги увеличивается. Соотоєтсївекко увеличивается диаметр капель» образующихся нэ электроде. Очи зачастую выбрасываются за пределы шва в виде крупных брызг, прочно приваривающихся к кромкам свариваемой детали. Поеле обрыва дуги на конце элоктродз обычно остается крупная, сильно окисленная кзпля, на нижней части которой скапливается слой застывающего стеклоеидного шлака, неэлектропроводного в холодном состоянии 8 кратере шва образуются трещины, снижающие механические свойства сварного соединения. Наличие слоя незлектропроводмого шлака требует его удаления, что затрудняет начало сварки следующего шва. Цель изобретения - пооышение качества начального и конечного участков сварного соединения, попышение производительности уменьшение разбрызгивания, экономия сварочных материалов и электроэнергии. Поставленная цель достигается тем, что в устройство для дуговой сварки плавящимся электродом, содержащее механизм подачи электродной проволоки, источник питания дуги, блок дистанционного изменения напряжения источника питания и пусковое устройство, дополнительно вредены датчик тока в сварочной цепи и две цепочки временной задержки, при этом к пусковому реле через датчик сварочного тока подключены пходы первой и второй цепочек временной задержки и первые концы обмоток исполнительного и промежуточного реле, выход первой цепочки временной задержки через нормально замкнутый контакт исполнительного реле, соединен с вторым концом обмотки исполнительного рел», второй конец обмотки промежуточного рече через саой нормально разомкнутый контакт соединен с выходом второй црпочки временной задержки, кроме того, в устройство дополнительно введена третья цепочка вре 5 !0 15 20 25 30 35 40 45 50 55 6 менной задэржки, которая подключена nuраллельно обмотке промежуточного реле. Улучшение качества нэ»нла ш»а достигается за счет сокращения длительности установления стабильного чооцессл сварки, ускорения проплавленим и уменьшения разбрьізгішзния. Сокращение д>ч/п ел ьнэсгиустансалеии.ч стабильного проиессл сварки обеспечивает возможность повышения произведит альпари зч счет уселичемня времени на св
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for arc welding
Автори англійськоюDudko Danylo Andriiovych, Potap'evskyi Arkadii Hryhorovych, Hluschenko Anatolii Dymytrovych, Khudiakov Viacheslav Ivanovych
Назва патенту російськоюУстройство для дуговой сварки
Автори російськоюДудко Даниил Андреевич, Потапьевский Аркадий Григорьевич, Глущенко Анатолий Дмитриевич, Худяков Вячеслав Иванович
МПК / Мітки
МПК: B23K 9/095
Мітки: дугового, зварювання, пристрій
Код посилання
<a href="https://ua.patents.su/8-14137-pristrijj-dlya-dugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для дугового зварювання</a>
Пристрій для дугового зварювання
Номер патенту: 3757
Опубліковано: 27.12.1994
Автор: Потап'євський Аркадій Григорович
МПК: B23K 9/00
Мітки: пристрій, дугового, зварювання
Формула / Реферат:
1. Устройство для дуговой сварки, содержащее электродвигатель с обмоткой якоря, шунтовой и сериесной обмотками возбуждения, регулируемый резистор, силовой контактор, емкость, сопротивление, пусковое устройство и источник питания, причем регулируемый резистор включен последовательно с шунтовой обмоткой, а параллельно катушке силового контактора подключены соединенные последовательно емкость и сопротивление, при этом катушка силового контактора...
Автономний пристрій для механізованого дугового зварювання тонким електродним дротом
Номер патенту: 8
Опубліковано: 30.04.1993
Автори: Зацерковний Сергій Анатолійович, Дудко Данило Андрійович, Горбенко Микола Володимирович, Кістерська Світлана Михайлівна
МПК: B23K 9/10
Мітки: автономний, пристрій, електродним, дугового, механізованого, зварювання, тонким, дротом
Формула / Реферат:
Автономное устройство для механизированной дуговой сварки тонкой электродной проволокой, включающее сварочный пистолет со встроенным механизмом подачи проволоки, систему управления и систему газоснабжения, установленные на транспортном средстве с двигателем внутреннего сгорания, снабженным аккумулятором и зарядным генератором с цепью возбуждения, отличающееся тем, что зарядный генератор снабжен дополнительным регулятором в цели возбуждения и...
Спосіб дугового механізованого зварювання
Номер патенту: 3137
Опубліковано: 26.12.1994
Автори: Ковтуненко Віктор Олексійович, Тертичний Олег Олександрович, Копилов Леонід Миколайович, Базаров Валерій Сергійович, Коба Сергій Олександрович, Зяхор Василь Кузьмич, Тарасенко Олександр Герасимович
МПК: B23K 9/173
Мітки: дугового, спосіб, зварювання, механізованого
Формула / Реферат:
1. Способ дуговой механизированной сварки, при котором процесс ведут в среде защитных газов плавящимся электродом с поперечными колебаниями, при этом при подходе к кромке разделки осуществляют отключение дуги и прекращают подачу электрода, отличающийся тем, что, с целью расширения технологических возможностей способа и повышения производительности процесса сварки в различных пространственных положениях путем увеличения времени горения дуги...
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 4163
Опубліковано: 27.12.1994
Автори: Потап'євський Аркадій Григорович, Гейдеріх Отто Павлович, Худяков Вячеслав Іванович
МПК: B23K 9/127
Мітки: зварювання, дугового, електродом, спосіб, плавиться
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором питание сварочной дуги осуществляют от источника, имеющего в диапазоне рабочих режимов сварки крутопадающую внешнюю вольт-амперную характеристику, отличающийся тем, что при повышении напряжения дуги на величину от 15% до 20% выше заданного рабочего напряжения, питание дуги осуществляю г в режиме пологопадающей или жесткой внешней вольтамперной характеристики источника питания.
Спосіб дугового зварювання алюмінієвих сплавів
Номер патенту: 4526
Опубліковано: 28.12.1994
Автор: Кручинін Ілля Інокентійович
МПК: B23K 9/16
Мітки: спосіб, зварювання, сплавів, дугового, алюмінієвих
Формула / Реферат:
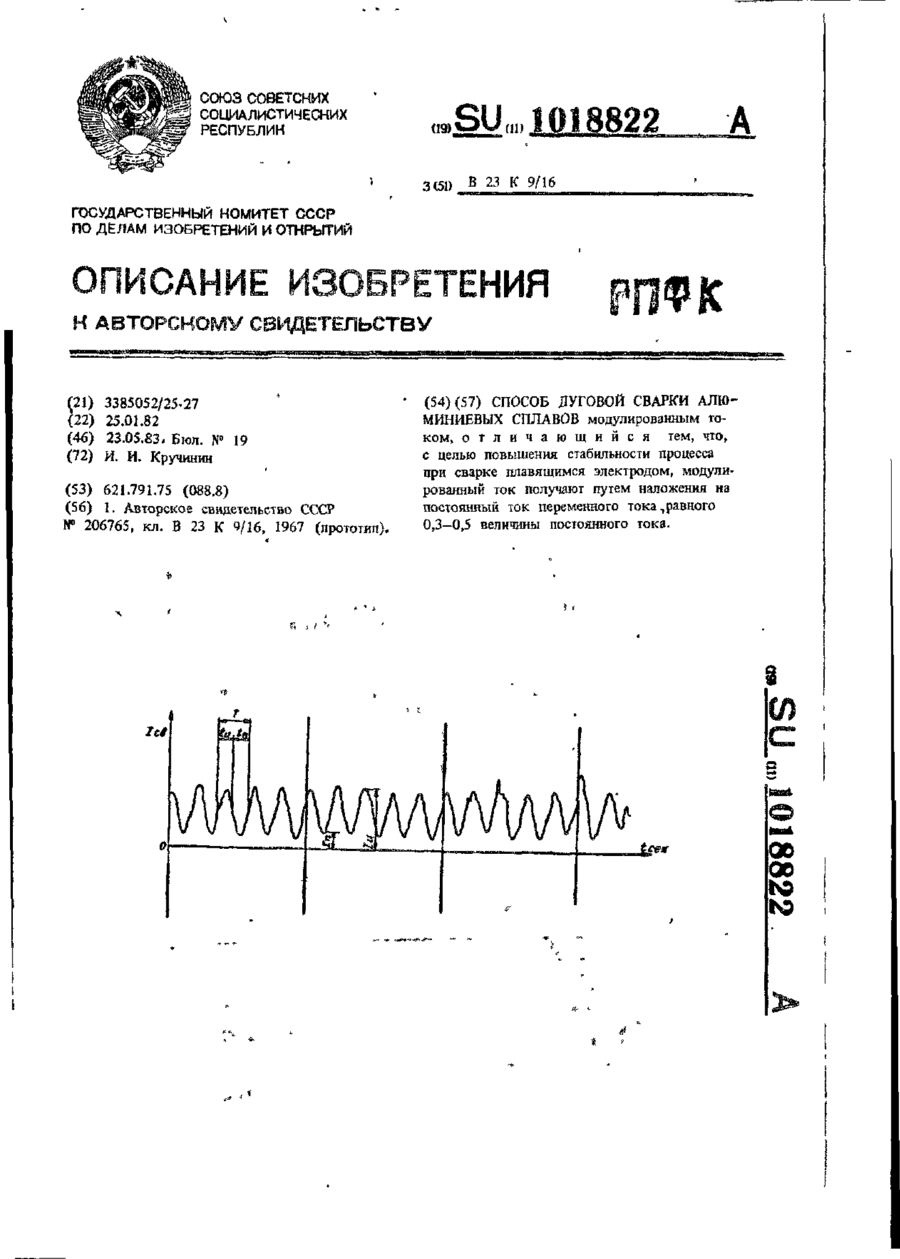
Способ дуговой сварки алюминиевых сплавов модулированным током, отличающийся тем, что, с целью повышения стабильности процесса при сварке плавящимся электродом, модулированный ток получают путем наложения на постоянный ток переменного тока, равного 0,3-0,5 величины постоянного тока.
Попередній патент: Розподільник газу або рідини
Наступний патент: Пристрій для розвантаження ємностей з в’язкими рідинами, що застигли
Випадковий патент: Піридо(3,2-е)піразинони, способи їх одержання, лікарський препарат та спосіб його одержання