Машина для вимірювання геометричних параметрів залізничних суцільнокатаних коліс у потоці виробництва
Номер патенту: 28080
Опубліковано: 16.10.2000
Автори: Черніхов Юрій Веніамінович, Скрипниченко Анатолій Іванович, Ободан Володимир Якович, Пахомов Генадій Юхимович, Ганжа Валерій Володимирович, Морозов Павло Едуардович, Крашевич Віктор Наумович, Староселецький Михайло Іліч, Бердянський Юхим Натан-Анатолійович, Шифрін Євген Ісайович, Козловський Альфред Іванович, Сологуб Борис Васильович, Мирошниченко Микола Григорович, Буряк Анатолій Вікторович, Сідорін Генадій Миколайович, Новосадов Валерій Олександрович, Кузьменко Володимир Олексійович

Текст
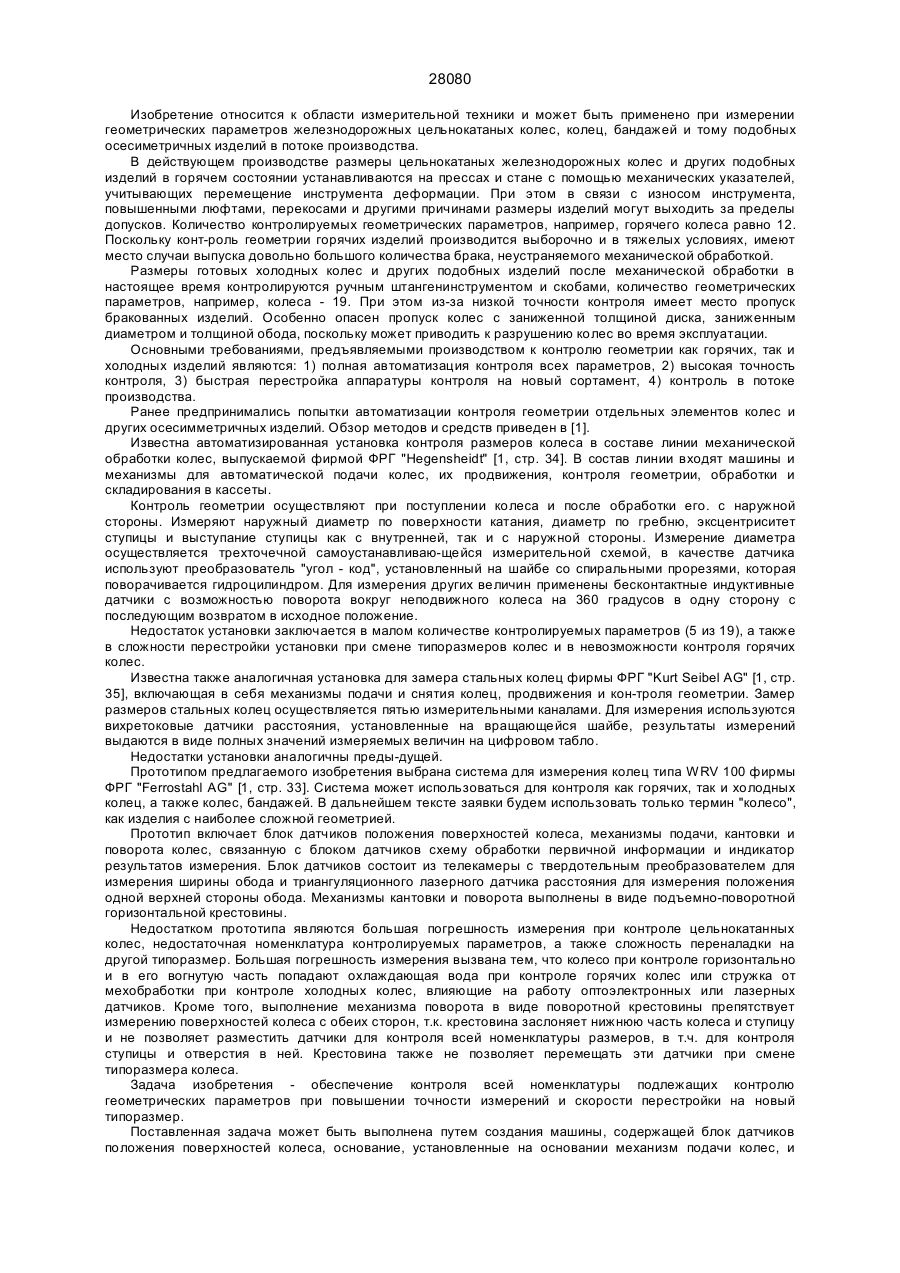
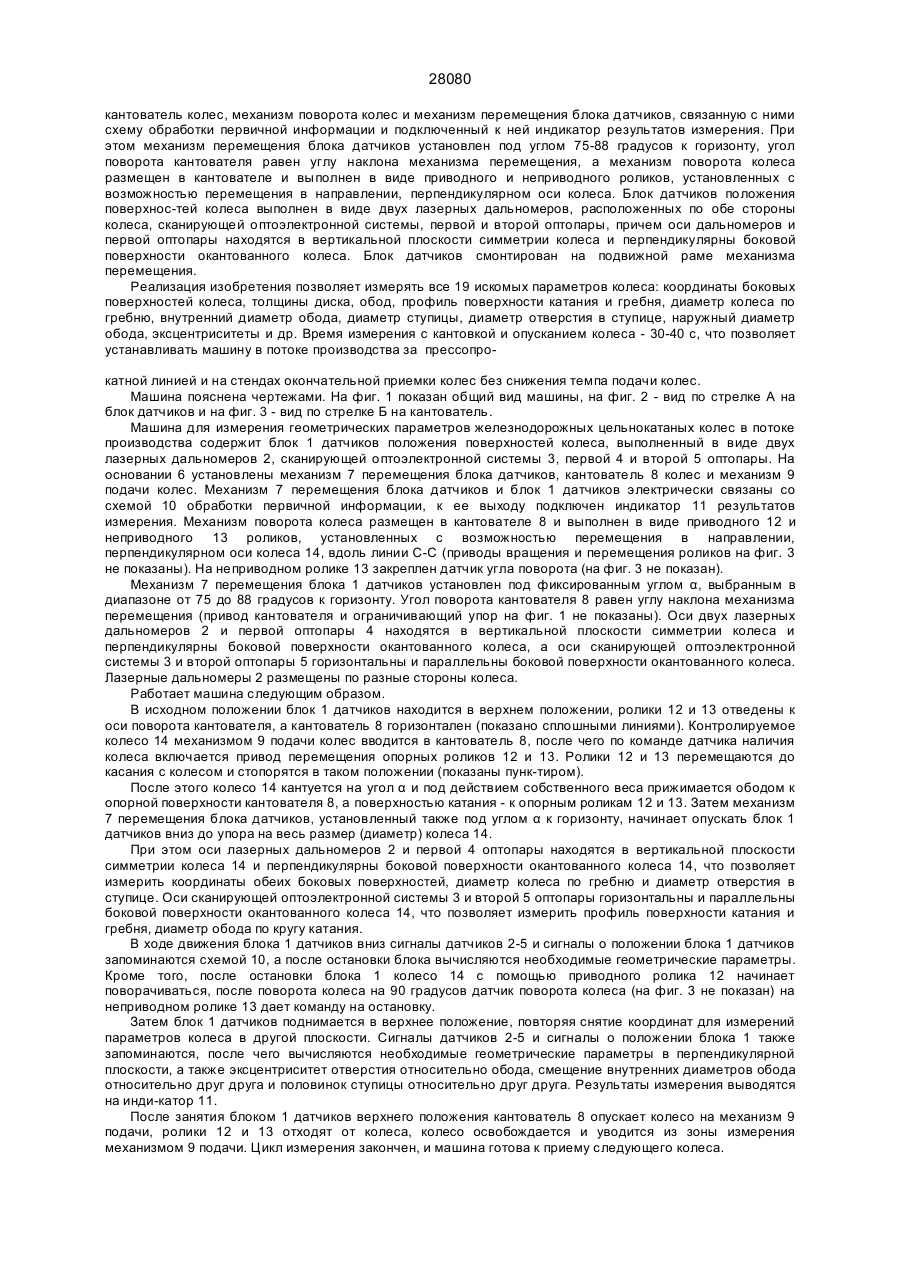
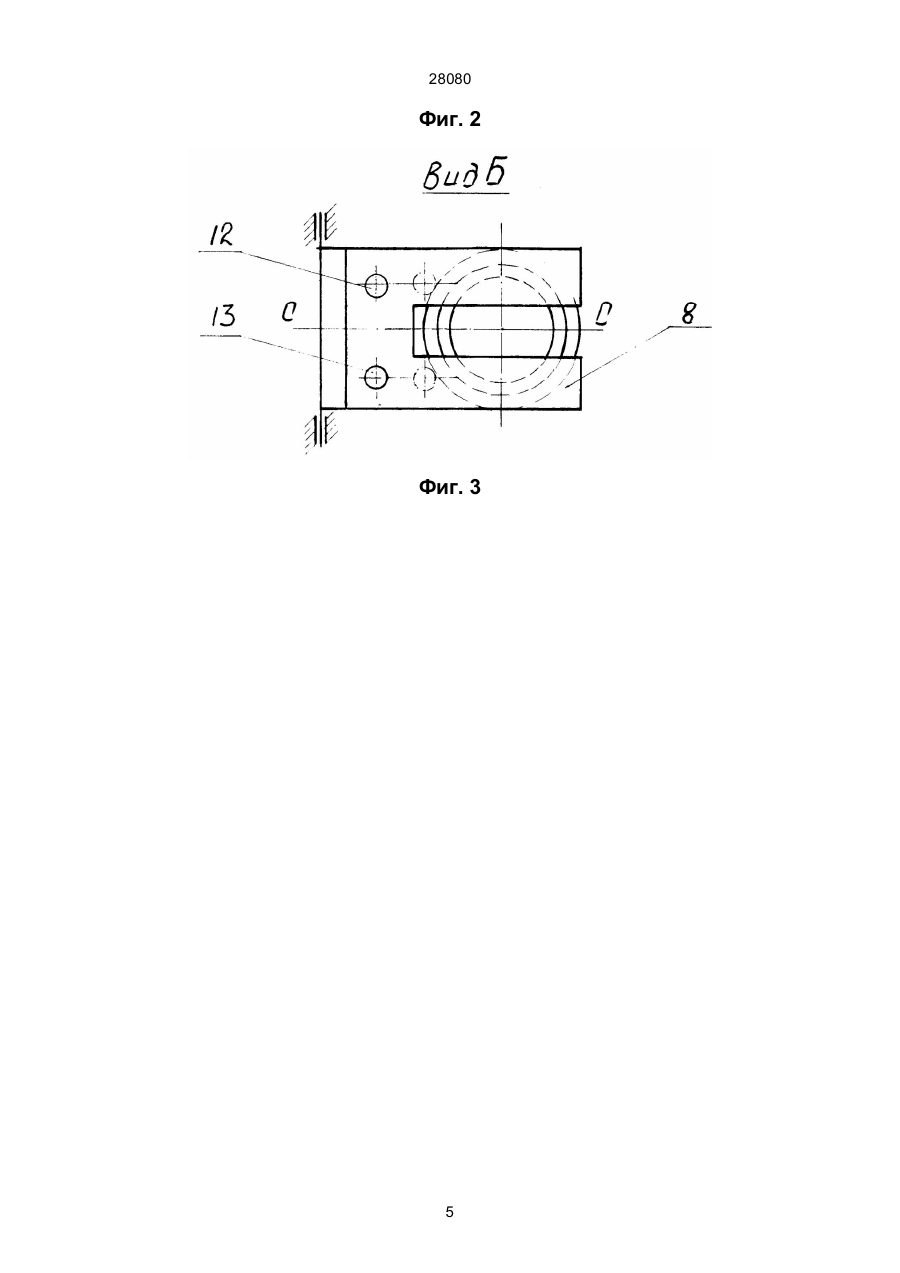
28080 Изобретение относится к области измерительной техники и может быть применено при измерении геометрических параметров железнодорожных цельнокатаных колес, колец, бандажей и тому подобных осесиметричных изделий в потоке производства. В действующем производстве размеры цельнокатаных железнодорожных колес и других подобных изделий в горячем состоянии устанавливаются на прессах и стане с помощью механических указателей, учитывающих перемещение инструмента деформации. При этом в связи с износом инструмента, повышенными люфтами, перекосами и другими причинами размеры изделий могут выходить за пределы допусков. Количество контролируемых геометрических параметров, например, горячего колеса равно 12. Поскольку конт-роль геометрии горячих изделий производится выборочно и в тяжелых условиях, имеют место случаи выпуска довольно большого количества брака, неустраняемого механической обработкой. Размеры готовых холодных колес и других подобных изделий после механической обработки в настоящее время контролируются ручным штангенинструментом и скобами, количество геометрических параметров, например, колеса - 19. При этом из-за низкой точности контроля имеет место пропуск бракованных изделий. Особенно опасен пропуск колес с заниженной толщиной диска, заниженным диаметром и толщиной обода, поскольку может приводить к разрушению колес во время эксплуатации. Основными требованиями, предъявляемыми производством к контролю геометрии как горячих, так и холодных изделий являются: 1) полная автоматизация контроля всех параметров, 2) высокая точность контроля, 3) быстрая перестройка аппаратуры контроля на новый сортамент, 4) контроль в потоке производства. Ранее предпринимались попытки автоматизации контроля геометрии отдельных элементов колес и других осесимметричных изделий. Обзор методов и средств приведен в [1]. Известна автоматизированная установка контроля размеров колеса в составе линии механической обработки колес, выпускаемой фирмой ФРГ "Hegensheidt" [1, стр. 34]. В состав линии входят машины и механизмы для автоматической подачи колес, их продвижения, контроля геометрии, обработки и складирования в кассеты. Контроль геометрии осуществляют при поступлении колеса и после обработки его. с наружной стороны. Измеряют наружный диаметр по поверхности катания, диаметр по гребню, эксцентриситет ступицы и выступание ступицы как с внутренней, так и с наружной стороны. Измерение диаметра осуществляется трехточечной самоустанавливаю-щейся измерительной схемой, в качестве датчика используют преобразователь "угол - код", установленный на шайбе со спиральными прорезями, которая поворачивается гидроцилиндром. Для измерения других величин применены бесконтактные индуктивные датчики с возможностью поворота вокруг неподвижного колеса на 360 градусов в одну сторону с последующим возвратом в исходное положение. Недостаток установки заключается в малом количестве контролируемых параметров (5 из 19), а также в сложности перестройки установки при смене типоразмеров колес и в невозможности контроля горячих колес. Известна также аналогичная установка для замера стальных колец фирмы ФРГ "Kurt Seibel AG" [1, стр. 35], включающая в себя механизмы подачи и снятия колец, продвижения и кон-троля геометрии. Замер размеров стальных колец осуществляется пятью измерительными каналами. Для измерения используются вихретоковые датчики расстояния, установленные на вращающейся шайбе, результаты измерений выдаются в виде полных значений измеряемых величин на цифровом табло. Недостатки установки аналогичны преды-дущей. Прототипом предлагаемого изобретения выбрана система для измерения колец типа WRV 100 фирмы ФРГ "Ferrostahl AG" [1, стр. 33]. Система может использоваться для контроля как горячих, так и холодных колец, а также колес, бандажей. В дальнейшем тексте заявки будем использовать только термин "колесо", как изделия с наиболее сложной геометрией. Прототип включает блок датчиков положения поверхностей колеса, механизмы подачи, кантовки и поворота колес, связанную с блоком датчиков схему обработки первичной информации и индикатор результатов измерения. Блок датчиков состоит из телекамеры с твердотельным преобразователем для измерения ширины обода и триангуляционного лазерного датчика расстояния для измерения положения одной верхней стороны обода. Механизмы кантовки и поворота выполнены в виде подъемно-поворотной горизонтальной крестовины. Недостатком прототипа являются большая погрешность измерения при контроле цельнокатанных колес, недостаточная номенклатура контролируемых параметров, а также сложность переналадки на другой типоразмер. Большая погрешность измерения вызвана тем, что колесо при контроле горизонтально и в его вогнутую часть попадают охлаждающая вода при контроле горячих колес или стружка от мехобработки при контроле холодных колес, влияющие на работу оптоэлектронных или лазерных датчиков. Кроме того, выполнение механизма поворота в виде поворотной крестовины препятствует измерению поверхностей колеса с обеих сторон, т.к. крестовина заслоняет нижнюю часть колеса и ступицу и не позволяет разместить датчики для контроля всей номенклатуры размеров, в т.ч. для контроля ступицы и отверстия в ней. Крестовина также не позволяет перемещать эти датчики при смене типоразмера колеса. Задача изобретения - обеспечение контроля всей номенклатуры подлежащих контролю геометрических параметров при повышении точности измерений и скорости перестройки на новый типоразмер. Поставленная задача может быть выполнена путем создания машины, содержащей блок датчиков положения поверхностей колеса, основание, установленные на основании механизм подачи колес, и 28080 кантователь колес, механизм поворота колес и механизм перемещения блока датчиков, связанную с ними схему обработки первичной информации и подключенный к ней индикатор результатов измерения. При этом механизм перемещения блока датчиков установлен под углом 75-88 градусов к горизонту, угол поворота кантователя равен углу наклона механизма перемещения, а механизм поворота колеса размещен в кантователе и выполнен в виде приводного и неприводного роликов, установленных с возможностью перемещения в направлении, перпендикулярном оси колеса. Блок датчиков положения поверхнос-тей колеса выполнен в виде двух лазерных дальномеров, расположенных по обе стороны колеса, сканирующей оптоэлектронной системы, первой и второй оптопары, причем оси дальномеров и первой оптопары находятся в вертикальной плоскости симметрии колеса и перпендикулярны боковой поверхности окантованного колеса. Блок датчиков смонтирован на подвижной раме механизма перемещения. Реализация изобретения позволяет измерять все 19 искомых параметров колеса: координаты боковых поверхностей колеса, толщины диска, обод, профиль поверхности катания и гребня, диаметр колеса по гребню, внутренний диаметр обода, диаметр ступицы, диаметр отверстия в ступице, наружный диаметр обода, эксцентриситеты и др. Время измерения с кантовкой и опусканием колеса - 30-40 с, что позволяет устанавливать машину в потоке производства за прессопрокатной линией и на стендах окончательной приемки колес без снижения темпа подачи колес. Машина пояснена чертежами. На фиг. 1 показан общий вид машины, на фиг. 2 - вид по стрелке А на блок датчиков и на фиг. 3 - вид по стрелке Б на кантователь. Машина для измерения геометрических параметров железнодорожных цельнокатаных колес в потоке производства содержит блок 1 датчиков положения поверхностей колеса, выполненный в виде двух лазерных дальномеров 2, сканирующей оптоэлектронной системы 3, первой 4 и второй 5 оптопары. На основании 6 установлены механизм 7 перемещения блока датчиков, кантователь 8 колес и механизм 9 подачи колес. Механизм 7 перемещения блока датчиков и блок 1 датчиков электрически связаны со схемой 10 обработки первичной информации, к ее выходу подключен индикатор 11 результатов измерения. Механизм поворота колеса размещен в кантователе 8 и выполнен в виде приводного 12 и неприводного 13 роликов, установленных с возможностью перемещения в направлении, перпендикулярном оси колеса 14, вдоль линии С-С (приводы вращения и перемещения роликов на фиг. 3 не показаны). На неприводном ролике 13 закреплен датчик угла поворота (на фиг. 3 не показан). Механизм 7 перемещения блока 1 датчиков установлен под фиксированным углом α, выбранным в диапазоне от 75 до 88 градусов к горизонту. Угол поворота кантователя 8 равен углу наклона механизма перемещения (привод кантователя и ограничивающий упор на фиг. 1 не показаны). Оси двух лазерных дальномеров 2 и первой оптопары 4 находятся в вертикальной плоскости симметрии колеса и перпендикулярны боковой поверхности окантованного колеса, а оси сканирующей оптоэлектронной системы 3 и второй оптопары 5 горизонтальны и параллельны боковой поверхности окантованного колеса. Лазерные дальномеры 2 размещены по разные стороны колеса. Работает машина следующим образом. В исходном положении блок 1 датчиков находится в верхнем положении, ролики 12 и 13 отведены к оси поворота кантователя, а кантователь 8 горизонтален (показано сплошными линиями). Контролируемое колесо 14 механизмом 9 подачи колес вводится в кантователь 8, после чего по команде датчика наличия колеса включается привод перемещения опорных роликов 12 и 13. Ролики 12 и 13 перемещаются до касания с колесом и стопорятся в таком положении (показаны пунк-тиром). После этого колесо 14 кантуется на угол α и под действием собственного веса прижимается ободом к опорной поверхности кантователя 8, а поверхностью катания - к опорным роликам 12 и 13. Затем механизм 7 перемещения блока датчиков, установленный также под углом α к горизонту, начинает опускать блок 1 датчиков вниз до упора на весь размер (диаметр) колеса 14. При этом оси лазерных дальномеров 2 и первой 4 оптопары находятся в вертикальной плоскости симметрии колеса 14 и перпендикулярны боковой поверхности окантованного колеса 14, что позволяет измерить координаты обеих боковых поверхностей, диаметр колеса по гребню и диаметр отверстия в ступице. Оси сканирующей оптоэлектронной системы 3 и второй 5 оптопары горизонтальны и параллельны боковой поверхности окантованного колеса 14, что позволяет измерить профиль поверхности катания и гребня, диаметр обода по кругу катания. В ходе движения блока 1 датчиков вниз сигналы датчиков 2-5 и сигналы о положении блока 1 датчиков запоминаются схемой 10, а после остановки блока вычисляются необходимые геометрические параметры. Кроме того, после остановки блока 1 колесо 14 с помощью приводного ролика 12 начинает поворачиваться, после поворота колеса на 90 градусов датчик поворота колеса (на фиг. 3 не показан) на неприводном ролике 13 дает команду на остановку. Затем блок 1 датчиков поднимается в верхнее положение, повторяя снятие координат для измерений параметров колеса в другой плоскости. Сигналы датчиков 2-5 и сигналы о положении блока 1 также запоминаются, после чего вычисляются необходимые геометрические параметры в перпендикулярной плоскости, а также эксцентриситет отверстия относительно обода, смещение внутренних диаметров обода относительно друг друга и половинок ступицы относительно друг друга. Результаты измерения выводятся на инди-катор 11. После занятия блоком 1 датчиков верхнего положения кантователь 8 опускает колесо на механизм 9 подачи, ролики 12 и 13 отходят от колеса, колесо освобождается и уводится из зоны измерения механизмом 9 подачи. Цикл измерения закончен, и машина готова к приему следующего колеса. 28080 В качестве лазерных дальномеров 2 могут быть использованы известные дальномеры триангуляционного типа, импульсные или с модуляцией. Оптоэлектронная система 3 для контроля поверхности катания выполняется с использованием фотодиодных линеек или матриц и состоит из оптоэлектронного преобразователя и коллимированного источника света; поле зрения системы охватывает всю ширину обода. Оптопары 3 и 4 собраны на основе свето- и фотодиодов. В кантователе 8 имеются окна по обеим узким сторонам кармана для ввода и вывода колеса 14 и просмотра поверхности катания оптопарой 5 и оптоэлектронной системой 3. Кроме того, имеются окна вдоль оси С-С с обеих широких сторон кармана для просмотра всего вертикального диаметра колеса в кантователе лазерными дальномерами 2 и оптопарой 4. Предложенная машина обеспечивает автоматический бесконтактный контроль всех необходимых геометрических параметров колес с высокой точностью во всем диапазоне типоразмеров выпускаемых колес в потоке производства без перестройки ее механических узлов. Точность в потоке производства обеспечивается тем, что: 1) при кантовке колеса на 75-88 градусов из него выливается охлаждающая вода и высыпается стружка и окалина (значение угла определяется окончательно в процессе опытной эксплуатации); 2) колесо после кантовки независимо от его типоразмера занимает всегда однозначное положение, т.к. его ось совпадает с осью симметрии С-С кантователя; поэтому линия измерения лазер-ных дальномеров 2 и первой оптопары 4 всег-да проходит через центр колеса, т.е. по его диаметру, а не хорде. Кроме того, поскольку колесо всегда опирается на стенку кантователя, то и плоскости контроля второй оптопарой 5 и оптоэлектронной системой 3 всегда находятся на постоянном расстоянии от опорной стороны колеса. Время перестройки машины при переходе с одного типоразмера на другой определяется только временем замены программы работы схемы 10 обработки первичной информации на основе ЭВМ (не превышающему 1 минуты при использовании дискет для записи программ или долей секундыпри хранении программ в энергонезависимом запоминающем устройстве). Никаких механических или юстировочных работ выполнять не нужно, т.к. блок датчиков в своем верхнем положении обеспечивает кантовку колеса максимального диаметра, а при движении вниз он доходит до нижней кромки колеса любого размера. Надежность контроля обеспечивается применением бесконтактных лазерных и оптоэлектронных датчиков. Полная автоматизация контроля обеспечивается использованием ЭВМ в составе схемы 10 обработки первичной информации, наличием необходимых датчиков положения и схем управления приводами. Предлагаемая машина может быть использована для контроля геометрических параметров цельнокатаных колес, колец, бандажей и других тому подобных осесимметричных изделий. 28080 Фиг. 1 4 28080 Фиг. 2 Фиг. 3 5 28080 __________________________________________________________ ДП “Український інститут промислової власності” (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for measurement of geometric parameters of railroad rolled wheels in production flow
Автори англійськоюKozlovskyi Alfred Ivanovych, Pakhomov Henadii Yukhymovych, Staroseletskyi Mykhailo Illich, Buriak Anatolii Viktorovych, Shyfrin Yevhen Isaiovych, Myroshnychenko Mykola Hryhorovych, Krashevych Viktor Naumovych, Kuzmenko Volodymyr Oleksiiovych, Hanzha Valerii Volodymyrovych, Sydorin Hennadii Mykolaiovych, Obodan Volodymyr Yakovych, Chernikhov Yurii Veniaminovych, Skrypnychenko Anatolii Ivanovych, Solohub Borys Vasyliovych, Berdianskyi Yukhym Natan-Anatoliiovych, Morozov Pavlo Eduardovych, Novosadov Valerii Oleksandrovych
Назва патенту російськоюМашина для измерения геометрических параметров железнодорожных цельнокатаных колес в потоке производства
Автори російськоюКозловский Альфред Иванович, Пахомов Геннадий Ефимович, Староселецкий Михаил Ильич, Буряк Анатолий Викторович, Шифрин Евгений Исаевич, Мирошниченко Николай Григорьевич, Крашевич Виктор Наумович, Кузьменко Владимир Алексеевич, Ганжа Валерий Владимирович, Сидорин Геннадий Николаевич, Ободан Владимир Яковлевич, Чернихов Юрий Вениаминович, Скрипниченко Анатолий Иванович, Сологуб Борис Васильевич, Бердянсьий Ефим Натан-Анатольевич, Морозов Павел Эдуардович, Новосадов Валерий Александрович
МПК / Мітки
МПК: G01B 7/28, G01B 11/24, G01B 5/20
Мітки: суцільнокатаних, геометричних, параметрів, виробництва, вимірювання, коліс, потоці, залізничних, машина
Код посилання
<a href="https://ua.patents.su/6-28080-mashina-dlya-vimiryuvannya-geometrichnikh-parametriv-zaliznichnikh-sucilnokatanikh-kolis-u-potoci-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Машина для вимірювання геометричних параметрів залізничних суцільнокатаних коліс у потоці виробництва</a>
Пристрій для вимірювання геометричних параметрів діамантів
Номер патенту: 12051
Опубліковано: 25.12.1996
Автори: Житницький Олександр Піневич, Срочинський Анатолій Йосипович
МПК: G01B 9/08
Мітки: геометричних, діамантів, вимірювання, параметрів, пристрій
Формула / Реферат:
Устройство для измерения геометрических параметров бриллиантов, содержащее объектив, окуляр, визирную сетку, направленную измерительную сетку, установленную на направляющей с возможностью линейного перемещения относительно визирной сетки, и отсчетное приспособление линейного перемещения измерительной сетки, образующие микроскоп, основание и кристаллодержатель, установленный на основании с возможностью линейного перемещения и поворота...
Установка автоматичного контролю геометричних параметрів труб
Номер патенту: 24589
Опубліковано: 04.08.1998
Автори: Стоян Володимир Трофимович, Боровиков Олексій Вікторович, Лях Юрій Іванович, Бердянський Юхим Натан-Анатолійович, Новосадов Валерій Олександрович, Танічев Олексій Григорович, Скрипниченко Анатолій Іванович, Ободан Володимир Якович, Осаченко Іван Моісейович, Закіров Констянтин Євгенович
МПК: G01B 21/20
Мітки: труб, геометричних, установка, контролю, автоматичного, параметрів
Формула / Реферат:
1. Установка автоматического контроля геометрических параметров труб большого диаметра, содержащая подающий рольганг, подъемно-поворотные ролики, связанные с блоком управления, блоки оптоэлектронных датчиков положения поверхностей краев трубы, оптоэлектронный датчик положения нижней образующей трубы, связанный с ними блок обработки первичной информации, к которому подключен индикатор, механизмы ввода образцов диаметра каждого конца трубы,...
Спосіб виготовлення суцільнокатаних коліс із вигнутим диском
Номер патенту: 12802
Опубліковано: 28.02.1997
Автори: Іллюкович-Страковський Олександр Будимирович, Крашевич Віктор Наумович, Корж Дмитро Васильович, Буряк Анатолій Вікторович, Белущенко Олександр Вячеславович, Валетов Михайло Серафимович, Пахомов Геннадій Юхимович, Староселецький Михайло Ілліч
МПК: B21H 1/00
Мітки: виготовлення, диском, вигнутим, суцільнокатаних, спосіб, коліс
Формула / Реферат:
(57) Способ изготовления цельнокатаных колес с изогнутым диском, включающий осадку заготовки, формовку ступицы сприлегающей к ней частью диска изогнутой формы в виде гофра, прокатку обода с прилегающей к нему частью диска, выгибку диска, калибровку колеса и прошивку отверстия в ступице, отличающийся тем, что в процессе формовки ступицы формовку прилегающей к ней части диска осуществляют на длину не менее чем до вершины гофра и не далее точки,...
Спосіб термічної обробки заготовок суцільнокатаних коліс
Номер патенту: 5223
Опубліковано: 28.12.1994
Автори: Узлов Іван Герасимович, Озиміна Валентина Василівна, Буряк Анатолій Вікторович, Староселецький Михайло Ілліч, Кузьмичов Михайло Васильович, Козловський Альфред Іванович, Пахомов Генадій Юхимович, Мирошниченко Микола Григорович, Школа Владлен Іванович
МПК: C21D 9/34
Мітки: спосіб, заготовок, коліс, обробки, термічної, суцільнокатаних
Формула / Реферат:
(57) Способ термической обработки заготовок цельнокатаных колес, включающий нагрев под прокатку с изотермической выдержкой в процессе нагрева в течение 3...6ч., отличающийся тем, что выдержку производят при 850-890°С.
Пристрій для вимірювання зубчастих коліс
Номер патенту: 18513
Опубліковано: 25.12.1997
Автор: Руденко Станіслав Дорофійович
МПК: G01B 5/20
Мітки: зубчастих, вимірювання, пристрій, коліс
Формула / Реферат:
1. Устройство для измерения зубчатых колес, содержащее основание с базой для установки контролируемого зубчатого колеса, подвижную вдоль основания каретку с базой для установки измерительного зубчатого колеса, пружину для поджатия измерительного колеса к контролируемому колесу и закрепленный на основании измеритель, взаимодействующий с кареткой, отличающееся тем, что каретка выполнена с возможностью проворота вокруг оси, расположенной в...
Попередній патент: Струмовий канал для вимірювання потоку нейтронів
Наступний патент: Збалансований стріляючий модуль
Випадковий патент: Спосіб вирощування рослин за володимиром розумом