Спосіб складання електронної гармати з металосплавним катодом
Номер патенту: 28133
Опубліковано: 16.10.2000
Автори: Шутовський Владіслав Володимирович, Осауленко Микола Федорович


Текст
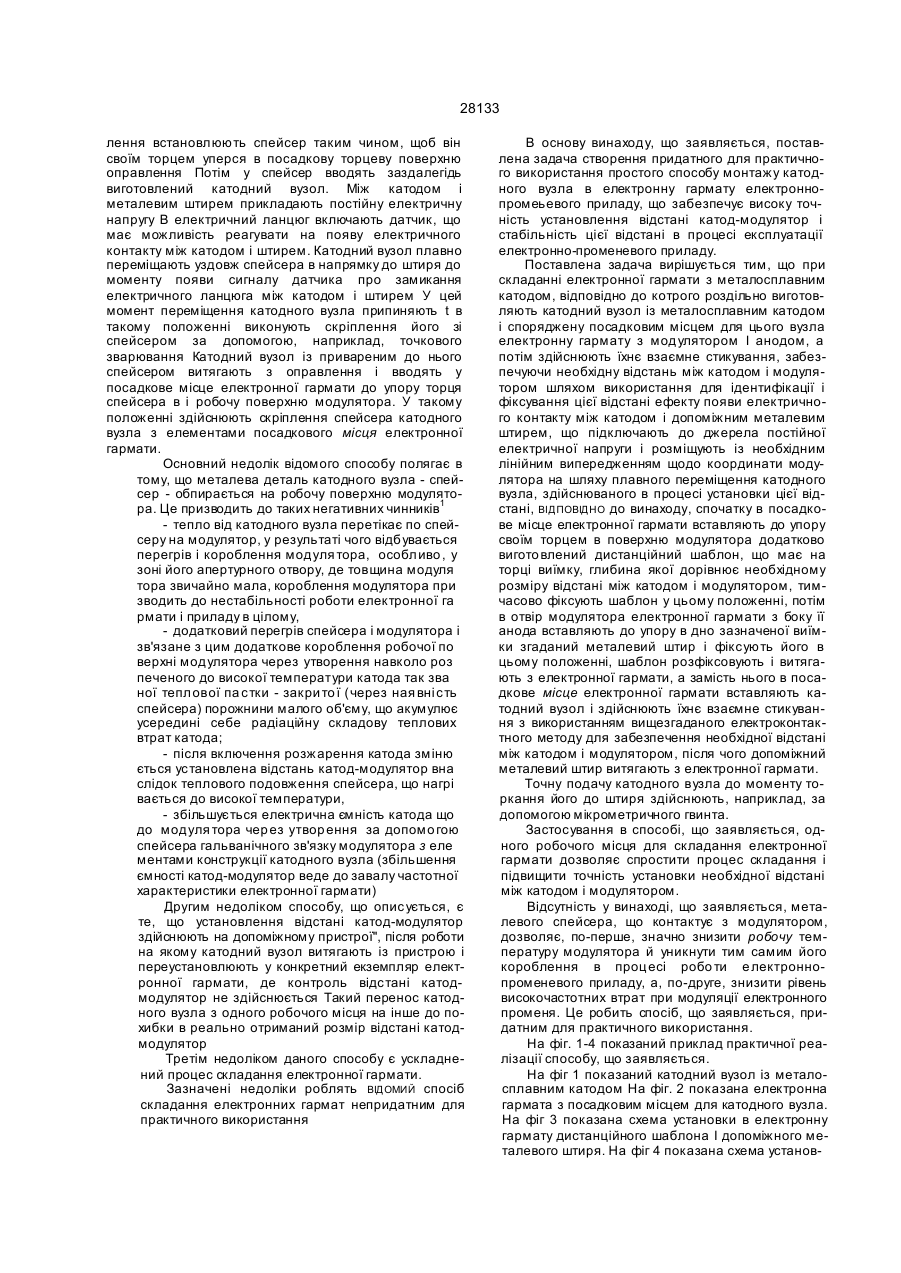
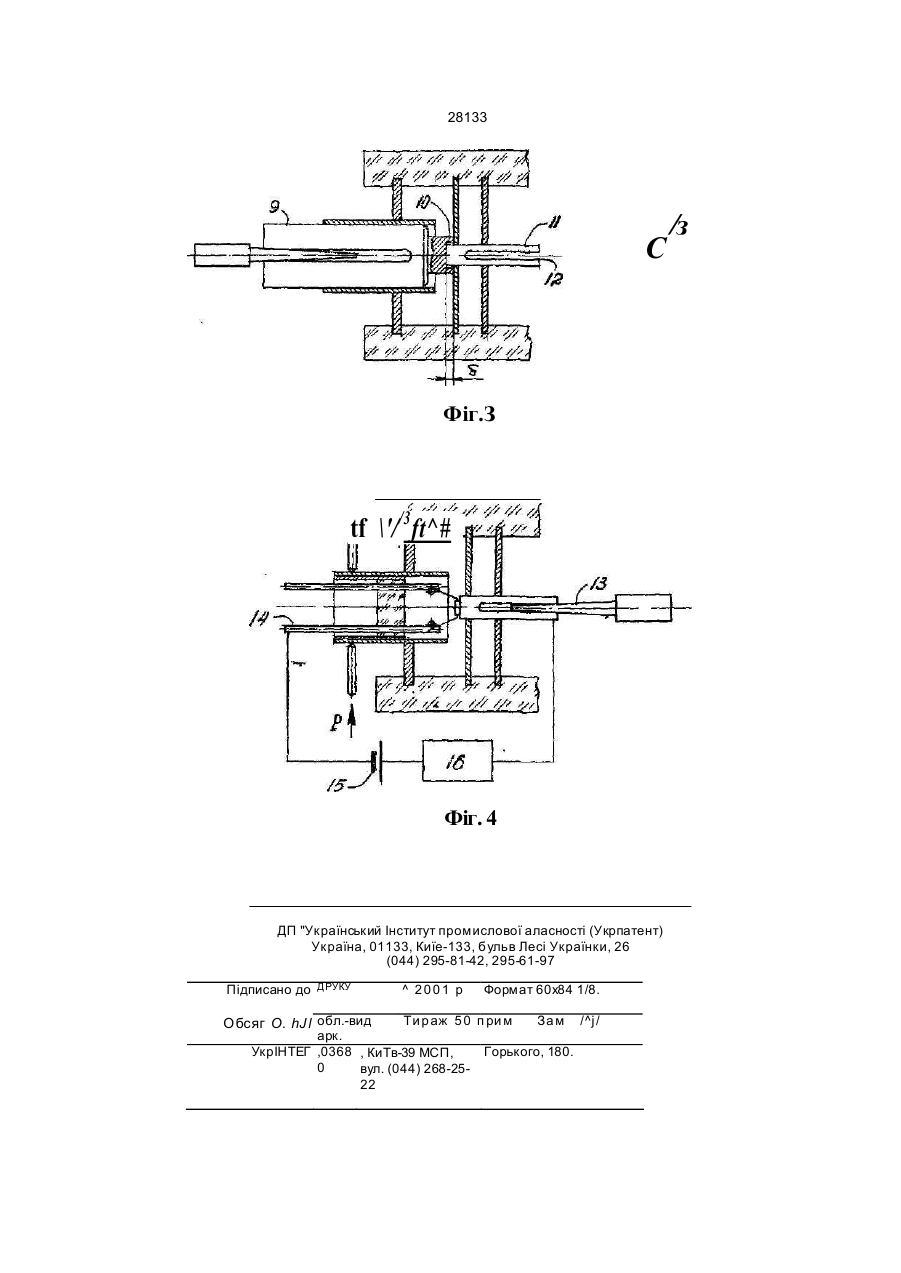
Спосіб складання електронної гармати з металосплавним катодом, за яким роздільно вигото вляють катодний вузол з металосплавним катодом і споряджену посадковим місцем для цього вузла електронн у гарма ту з модуля тором І анодом, а потім здійснюють їхнє взаємне стикування, забез печуючи необхідну відстань між катодом і модуля тором шля хом використання для іден ти фікаці ї і фіксування цієї відстані ефекту появи електрично го контакту між катодом і допоміжним металевим штирем, що пі дключа ють до джерела постійної електричної напр уги і розміщують із необхідним випередженням щодо координати модулятора на шляху плавного переміщення катодного вузла, здійснюваного в процесі установки цієї відстані, який відрізняється тим, що спочатку в посадкове місце електронної гармати вставляють до упору своїм торцем в поверхню модулятора додатково виготовлений дистанційний шаблон, що має на торці виїмку, глибина якої дорівнює необхідному розміру відстані між катодом і модулятором, тимчасово фіксують шаблон у цьому положенні, потім в отвір модулятора електронної гармати з боку її анода вставляють до упору в дно зазначеної ви їмки згаданий металевий штир і фіксують його в цьому положенні, шаблон розфіксовують і витягають з електронної гармати, а замість нього в посадкове місце електронної гармати вставляють катодний вузол і здійснюють їхнє взаємне стикування з використанням вищевказаного електроконтактного методу для забезпечення необхідної відстані між катодом і модулятором після чого допоміжний металевий штир витягають з електронної гармати ЛІНІЙНИМ CM О Цей винахід відноситься до електронної техніки, а більш точно, до способів посадки або монтажу катодних вузлів в електронну гармату електронно-променевої тр убки, наприклад, кінескопа, і може бути використаний при виготовленні і складанні електронних гармат електронно-променевих приладів При складанні електронних гармат електронно-променевих приладів необхідно забезпечувати високу точність установки відстаней між електродами, включаючи катод тому що цим визначається досягнення необхідних значень і розкид параметрів приладів Повторюваність електричних параметрів приладів необхідна для виключення індивідуального підстроювання електричних схем, з якими стикуються прилади Одним із найбільш важливих електричних параметрів електроннопроменевого приладу, що визначає характеристики його стикування з електричними ланцюгами модуляції підсилення керування і гасіння електронного променя, є величина запірно! напруги Теоретично й експериментальне показано, що величина запірної напруги залежить від усіх геометричних параметрів електронної гармати, а са ме, від, як зазначалося вище, зазорів між електродами, включаючи катод, від діаметрів отворів у модуляторі й аноді, від товщин електродів у зоні їх робочих отворів Звичайно електроди з отворами виготовляють з високою точністю заздалегідь, до складання електронної гармати Також заздалегідь вигото вляють і катодні вузли Тому проблема складання електронних гармат зводиться до установки точних відстаней між електродами Необхідну відстань між модулятором і анодом звичайно забезпечують за допомогою установлення між ними, каліброваних за товщиною плоскопаралельних прокладок (спейсерів), що витягаються після скріплення електродів з ізолятором електронної гармати Цей спосіб досить простий і забезпечує високу точність відстані модулятор-анод Для установки точної відстані катод-модулятор метод плоско паралельних прокладок не підходить з дво х причин, 1) при використанні прокладки, особливо, при и витягуванні з зазору катод-модулятор виникає небезпека ушкодження робочої поверхні катода, 2) розміщенню прокладки і її витягуванню перешкоджає наявність у модуляторі виїмки (заглиблення) навпро ти като да, яку робля ть для макси О оо сч 5Г 28133 мально можливого зменшення товщини модулятора в зоні його апертурного отвору (це поліпшує модуляційні характеристики електронної гармати) Цими обставинами обумовлена та увага, що приділяється розробці і впровадженню спеціальних нетрадиційних способів установки точної відстані катод-модулятор при складанні електронних гармат Для цих цілей використовують різні методи і фізичні явища, метод механічних упорів (дистанційних виступів), оптичні методи (у тому числі, із використанням лазерного променя), методи виміру електричної ємності між катодом і модулятором, методи виміру опору повітряному потокові, що нагнітається в зазор катод-модулятор, метод електричного контакту між робочою поверхнею катода і поверхнею допоміжного шаблона, що з високою точністю "прив'яз ують" до координати робочої поверхні модулятора Усі ці методи практично реалізовані і використовуються при установці катодів в електронну гармату Кожному з них властиві свої переваги і недоліки Так, наприклад, досить поширений спосіб посадки катода в електронну гармату, за якого на торці керамічного ізолятора катодного вузла виготовляють дистанційні виступи (шипи), що виступають за поверхню катода на розмір, рівний необхідній відстані катодмодулятор Цими виступами катодний вузол впирають у робочу поверхню модулятора і фіксують Даний спосіб відрізняється простотою практичного використання, але не забезпечує високої точності, тому що керамічну деталь з дистанційними виступами з високою точністю виготовити не вдається у зв'язку з тим, що після спікання вона змінює свої початкові розміри, у той час як вимоги за точністю установлення зазору катод-модулятор складають десятки і навіть одиниці мікрон Особливо жорсткі вимоги з ідентичності розмірів зазорів катод-модулятор пред'являються в кольорових кінескопах, у яких використовуються три електронні гармати Для забезпечення балансу білого у всьому діапазоні використовуваних яскравостей розкид в розміра х відстаней ка то дмодулятор у триканальній електронній гарматі кольорового кінескопа повинен бути не більше 0,005 мм Це стимулювало розробку більш точних способів посадки катодів в електронну гармату кольорового кінескопа Одним із таких способів є спосіб повітряного потоку, заснований на вимірі тиску повітря в капілярі, за яким нагнітають повітря в зазор катодмодулятор (Заявка Японії № 57-31612, HOIJ 9/18, 29/48, 1982 р -аналог) Звичайно капіляр у вигляді голки з отвором вставляють з боку анода електронної гармати в отвір модулятора Торець голки (капіляра) встановлюють в одній площині з робочою поверхнею модулятора У процесі посадки катода, коли його робоча поверхня наближається до модулятора, виникає опір вільному виходові повітря із капіляра, в результаті чого тиск в ньому починає збільшуватися За ступенем збільшення повітряного тиску в капілярі можна робити висновок з високою точністю про відстань, на якій від поверхні торця капіляра (тобто, від робочої поверхні модулятора) знаходиться робоча поверхня катода За шкалою манометра, що вимірює тиск в капілярі і прокаліброваного в одиницях довжини, контролюють і фіксують необхідний розмір зазору катод-модулятор При досягненні цього розміру спрацьовує датчик точної відстані, і в цей момент робиться миттєва приварка катодного вузла до елементів арматури електронної гармати Однак спосіб, що описується, виявляється непридатним для роботи з катодами малих розмірів, тенденція до переходу до яких намітилася останнім часом у зв'язку з необхідністю зменшення споживаної потужності розжарення, часу готовності й електричної ємності стосовно модулятора У зв'язку з розробкою високоемісійних металосплавних і метал о пористих катодних матеріалів необхідність виготовляти катоди великих розмірів відпала Непридатність способу повітряного потоку для посадки катодів малих розмірів обумовлюється тим, що зазначений спосіб надзвичайно чутливий до цен тр ування ка то да щодо осі капі ляра Н айменший відхід катода малого розміру убік від осі посадки призводить до появи помилки у вимірі і контролі опору повітряному потоку і, отже, у вимірі і фіксації відстані катод-модулятор Іншим недоліком способу, що описується, є громіздкість пристрою, що його реалізує Відомий спосіб виготовлення катодномодуляторного вузла електронно-оптичної системи електронно-променевої трубки (авторське свідоцтво СРСР № 1367764 Al, MKB4 HOU 1/20 прототип) Даний спосіб дозволяє підвищити точність установки відстані між металосплавним катодом і модулятором, при цьому рівень точності, що досягається, не залежить від розмірів катода Висока точність установки відстані між катодом і модулятором забезпечується за рахунок використання в даному способі ефекту стрибкоподібної появи електричного контакту при зближенні і наступному зіткненні двох електропровідних деталей, підключених до різних полюсів джерела постійної електричної напруги Момент появи електричного контакту при торканні деталлю, що рухається, іншої нерухомої деталі свідчить про досягнення першою деталлю координати поверхні іншої деталі Ця обставина використана у винаході, що описується, для забезпечення заданого розташування катода в електронній гарматі Спосіб виготовлення катодно-модуляторного вузла, що описується, припускає застосування при установці катода додаткової металевої деталі (спейсера), що грає роль дистанційного шаблона установлюваного між катодним вузлом і модулятором електронної гармати Попереднє складання катодного вузла зі спейсером, що забезпечує відстань між робочою поверхнею катода і виступаючим торцем спейсера, рівною необхідній відстані катод-модулятор, виконують на допоміжному пристрої з використанням в ньому описаного вище ефекту появи електричного контакту між двома металевими деталями в момент їхнього взаємного торкання ДОПОМІЖНИЙ пристрій являє собою циліндричне оправлення з електроізоляційного матеріалу з посадковим місцем для спейсера Оправлення має посадкову торцеву поверхню для упора в неї спейсера В оправлення з боку, протилежного посадковому місцю, аксіально вводять підпружинений металевий штир таким чином, щоб його торець виступав над торцевою посадковою поверхнею оправлення на розмір, рівний необхідній відстані катод-модуля тор У посадкове місце оправ 28133 лення встановлюють спейсер таким чином, щоб він своїм торцем уперся в посадкову торцеву поверхню оправлення Потім у спейсер вводять заздалегідь виготовлений катодний вузол. Між катодом і металевим штирем прикладають постійну електричну напругу В електричний ланцюг включають датчик, що має можливість реагувати на появу електричного контакту між катодом і штирем. Катодний вузол плавно переміщають уздовж спейсера в напрямку до штиря до моменту появи сигналу датчика про замикання електричного ланцюга між катодом і штирем У цей момент переміщення катодного вузла припиняють t в такому положенні виконують скріплення його зі спейсером за допомогою, наприклад, точкового зварювання Катодний вузол із привареним до нього спейсером витягають з оправлення і вводять у посадкове місце електронної гармати до упору торця спейсера в і робочу поверхню модулятора. У такому положенні здійснюють скріплення спейсера катодного вузла з елементами посадкового місця електронної гармати. Основний недолік відомого способу полягає в тому, що металева деталь катодного вузла - спейсер - обпирається на робочу поверхню модулятора. Це призводить до таких негативних чинників1 - тепло від катодного вузла перетікає по спейсеру на модулятор, у результаті чого відбувається перегрів і короблення модуля тора, особливо , у зоні його апертурного отвору, де товщина модуля тора звичайно мала, короблення модулятора при зводить до нестабільності роботи електронної га рмати і приладу в цілому, - додатковий перегрів спейсера і модулятора і зв'язане з цим додаткове короблення робочої по верхні модулятора через утворення навколо роз печеного до високої температури катода так зва ної теплової па стки - закри то ї (через ная вні сть спейсера) порожнини малого об'єму, що акумулює усередині себе радіаційну складову теплових втрат катода; - після включення розжарення катода зміню ється установлена відстань катод-модулятор вна слідок теплового подовження спейсера, що нагрі вається до високої температури, - збільшується електрична ємність катода що до модуля тора чер ез утвор ення за допомо гою спейсера гальванічного зв'язку модулятора з еле ментами конструкції катодного вузла (збільшення ємності катод-модулятор веде до завалу частотної характеристики електронної гармати) Другим недоліком способу, що описується, є те, що установлення відстані катод-модулятор здійснюють на допоміжному пристрої", після роботи на якому катодний вузол витягають із пристрою і переустановлюють у конкретний екземпляр електронної гармати, де контроль відстані катодмодулятор не здійснюється Такий перенос катодного вузла з одного робочого місця на інше до похибки в реально отриманий розмір відстані катодмодулятор Третім недоліком даного способу є ускладнений процес складання електронної гармати. Зазначені недоліки роблять ВІДОМИЙ спосіб складання електронних гармат непридатним для практичного використання В основу винаходу, що заявляється, поставлена задача створення придатного для практичного використання простого способу монтажу катодного вузла в електронну гармату електроннопромеьевого приладу, що забезпечує високу точність установлення відстані катод-модулятор і стабільність цієї відстані в процесі експлуатації електронно-променевого приладу. Поставлена задача вирішується тим, що при складанні електронної гармати з металосплавним катодом, відповідно до котрого роздільно виготовляють катодний вузол із металосплавним катодом і споряджену посадковим місцем для цього вузла електронну гармату з модулятором І анодом, а потім здійснюють їхнє взаємне стикування, забезпечуючи необхідну відстань між катодом і модулятором шляхом використання для ідентифікації і фіксування цієї відстані ефекту появи електричного контакту між катодом і допоміжним металевим штирем, що підключають до джерела постійної електричної напруги і розміщують із необхідним лінійним випередженням щодо координати модулятора на шляху плавного переміщення катодного вузла, здійснюваного в процесі установки цієї відстані, ВІДПОВІДНО до винаходу, спочатку в посадкове місце електронної гармати вставляють до упору своїм торцем в поверхню модулятора додатково вигото влений дистанційний шаблон, що має на торці виїмку, глибина якої дорівнює необхідному розміру відстані між катодом і модулятором, тимчасово фіксують шаблон у цьому положенні, потім в отвір модулятора електронної гармати з боку її анода вставляють до упору в дно зазначеної виїмки згаданий металевий штир і фіксують його в цьому положенні, шаблон розфіксовують і витягають з електронної гармати, а замість нього в посадкове місце електронної гармати вставляють катодний вузол і здійснюють їхнє взаємне стикування з використанням вищезгаданого електроконтактного методу для забезпечення необхідної відстані між катодом і модулятором, після чого допоміжний металевий штир витягають з електронної гармати. Точну подачу катодного вузла до моменту торкання його до штиря здійснюють, наприклад, за допомогою мікрометричного гвинта. Застосування в способі, що заявляється, одного робочого місця для складання електронної гармати дозволяє спростити процес складання і підвищити точність установки необхідної відстані між катодом і модулятором. Відсутність у винаході, що заявляється, металевого спейсера, що контактує з модулятором, дозволяє, по-перше, значно знизити робочу температуру модулятора й уникнути тим самим його короблення в проц есі робо ти е лектроннопроменевого приладу, а, по-друге, знизити рівень високочастотних втрат при модуляції електронного променя. Це робить спосіб, що заявляється, придатним для практичного використання. На фіг. 1-4 показаний приклад практичної реалізації способу, що заявляється. На фіг 1 показаний катодний вузол із металосплавним катодом На фіг. 2 показана електронна гармата з посадковим місцем для катодного вузла. На фіг 3 показана схема установки в електронну гармату дистанційного шаблона І допоміжного металевого штиря. На фіг 4 показана схема установ 28133 ки і закріплення катодного вуз ла в електронній гармати Спосіб, що заявляється, практично реалізують так Виго то вляють роздільно катодний вузо л 1 (фіг 1) із металосплавним катодом 2 і споряджену посадковим місцем 3 для катодного вузла 1 електронну гармату 4 із модулятором 5 і анодом б (фіг 2). Планка 7, що утримує посадкове місце З катодного вузла 1, модулятор 5 і анод 6 скріплені між собою ізолятором 8. Потім ВИГОТОВЛЯЮТЬ ДВІ ДОПОМІЖНІ деталі, що служать технологічним інструментом для складання електронної гармати, а саме" дистанційний шаблон 9 (фіг 3), що має на торці виїмку 10, глибина якої дорівнює необхідному розміру відстані між катодом 2 і модулятором 5, і металевий штир 11, діаметр якого дорівнює діаметру отвору в модуляторі 5 електронної гармати 4. Дистанційний шаблон 9 має діаметр, рівний діаметру посадкового місця 3 електронної гармати 4. Шаблон 9 і штир 11 мають кожний із неробочого боку вузький паз 12, що простигається майже до робочого торця кожної деталі Пази 12 призначені для фіксації шаблона 9 і штиря 11 в електронній гарматі 4 за допомогою розпірних клинів 13, що вста вляються в ці пази Можливі Й ІНШІ варіанти фіксації шаблона і штиря в електронній гарматі. Процес складання катодного вузла 1 з електронною гарматою 4 здійснюється у такий спосіб. Спочатку в посадкове місце 3 електронної гармати 4 вста вляють дистанційний шаблон 9 до упор у своїм робочим торцем, спорядженим виїмкою 10, у робочу поверхню модулятора 5 і фіксують його в такому положенні за допомогою розпірного клина 13, що вставляється в паз 12 шаблона 9. Потім в отвір модулятора 5 електронної гармати 4 з боку Ті анода 6 вставляють металевий штир 11 своїм плоским робочим торцем (не маючим паза) і фіксують його в такому положенні за допомогою розпірного клина 13, що вста вляється в паз штиря (фіг. 3) Після ЦЬОГО шаблон 9 розфіксовують (для чого клин 13 виймають із паза шаблона) і витягують з електронної гармати, а замість нього в посадкове місце 3 електронної гармати 4 вставляють катодний вузол 1, під'єднують до його накапьних виводів 14 один із полюсів джерела постійної електричної напруги 15 інший полюс джерела 15 під'єднують до металевого штиря 11 через індикатор електричного контакту 16 Потім продовжують переміщення катодного вузла 1 уздовж посадкового місця 3 електронної гармати 4 у напрямку металевого штиря 11. При наближенні катода 2 до робочого торця штиря 11 переходять на плавне переміщення катодного вузла і продовжують його до моменту торкання катода 2 штиря 11, що визначають за сигналом індикатора 16 електричного контакту, що спрацьовує в момент замикання електричного ланцюга. Тільки з'явиться сигнал індикатора 16 плавне переміщення катодного вузла припиняють і здійснюють його закріплення в посадковому місці електронної гармати. Закріплення здійснюють, наприклад, за допомогою точкового електрозварювання Після цього штир 11 витягують з електронної гармати, попередньо розфіксувавши його. Цією операцією завершується процес складання електронної гармати. При складанні великої кількості електронних гармат використовують один і той же шаблон Це дозволяє забезпечити високу повторюваність розміру зазору між катодом і модулятором. ФІГ, 1 Фіг. 2 28133 С Фіг.З tf \'//3 ft^# Фіг. 4 ДП "Український Інститут промислової аласності (Укрпатент) Україна, 01133, Киїе-133, бульв Лесі Українки, 26 (044) 295-81-42, 295-61-97 Підписано до ДРУКУ Обсяг О. hJ l обл.-вид ^ 2001 р Формат 60x84 1/8. Ти р аж 5 0 п ри м За м /^j / арк. УкрІНТЕГ ,0368 , КиТв-39 МСП, Горького, 180. 0 вул. (044) 268-2522 /з
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for assembly of electron gun with metaloalloy cathode
Автори англійськоюOsaulenko Mykola Fedorovych, Shutovskyi Vladyslav Volodymyrovych
Назва патенту російськоюСпособ сборки электронной пушки с металлосплавным катодом
Автори російськоюОсауленко Николай Федорович, Шутовской Владислав Владимирович
МПК / Мітки
МПК: H01J 29/48
Мітки: металосплавним, спосіб, електронної, складання, катодом, гармати
Код посилання
<a href="https://ua.patents.su/6-28133-sposib-skladannya-elektronno-garmati-z-metalosplavnim-katodom.html" target="_blank" rel="follow" title="База патентів України">Спосіб складання електронної гармати з металосплавним катодом</a>
Катодний вузол електронно-променевої пушки
Номер патенту: 6654
Опубліковано: 29.12.1994
Автори: Кацько Мілитина Феодосіївна, Безсалий Всеволод Григорович
МПК: B23K 15/00
Мітки: вузол, електронно-променевої, катодний, пушки
Формула / Реферат:
(57) Катодный узел электронно-лучевой пушки с электронным подогревом, содержащий металлический дисковый катод, закрепленный в держателе, выполненном в виде полого усеченного конуса, отличающийся тем, что держатель катода изготовлен из проволоки со сваренными между собой витками, навитыми по контуру полого усеченного конуса, при этом концы проволок у меньшего основания отогнуты и образуют стойки, приваренные к диску катода по прорезям,...
Спосіб виготовлення електронної кераміки для потужних електродів
Номер патенту: 19630
Опубліковано: 25.12.1997
Автори: Мандич Генадій Іванович, Товстюк Корній Денисович, Данилевич-Товстюк Корнелія Корніївна, Кочетов Георгій Петрович
МПК: H01M 4/04
Мітки: кераміки, електронної, виготовлення, електродів, спосіб, потужних
Формула / Реферат:
Спосіб виготовлення електронної кераміки для потужних електродів, що включає запресовування субмікронного порошку нікелю та кадмію з обох сторін на основу і його спікання в атмосфері водню, який відрізняється тим, що за основу використовують залізну нікельовану сітку з періодичними властивостями, порошок використовують високої чистоти порядку 99,99%, а кадмій окислюють у керамічному стані.
Сцинтиляційний детектор, спосіб його збирання та пристрій для здійснення збирання сцинтиляційного детектора складання та пристрій для здійснення складання
Номер патенту: 9914
Опубліковано: 30.09.1996
Автори: Гриньов Борис Вікторович, Мельник Віктор Іванович
МПК: G01T 1/202
Мітки: спосіб, сцинтиляційний, детектора, сцинтиляційного, збирання, складання, здійснення, пристрій, детектор
Формула / Реферат:
(57) 1. Сцинтилляционный детектор, содержащий монокристалл цилиндрической формы с нормальными к оси симметрии плоскими торцами, контейнер, охватывающий монокристалл с зазором, порошковую насыпную светоотражающую оболочку, расположенную в зазоре между монокристаллом и контейнером, два центрирующих кольца и окно из оптического стекла, расположенное на одном из торцов монокристалла, отличающийся тем, что контейнер выполнен двухслойным в...
Замикаючий механізм стрілецької зброї або артилерійської гармати
Номер патенту: 5538
Опубліковано: 28.12.1994
Автор: Баришев Анатолій Пилипович
МПК: F41A 3/00
Мітки: механізм, замикаючий, зброї, стрілецької, гармати, артилерійської
Формула / Реферат:
1. Запирающий механизм стрелкового оружия или артиллерийского орудия, устанавливаемый в ствольной коробке перед стволом стрелкового оружия или артиллерийского орудия и содержащий затворную раму с выполненными в ней параллельно оси ствола каналом, в котором размещена возвратная пружина, и обращенный опорной площадкой к стволу скользящий затвор, имеющие фиксированное положение при запирании ствола и выполненные с возможностью...
Пристрій для гальмування відкатних частин артилерійської гармати
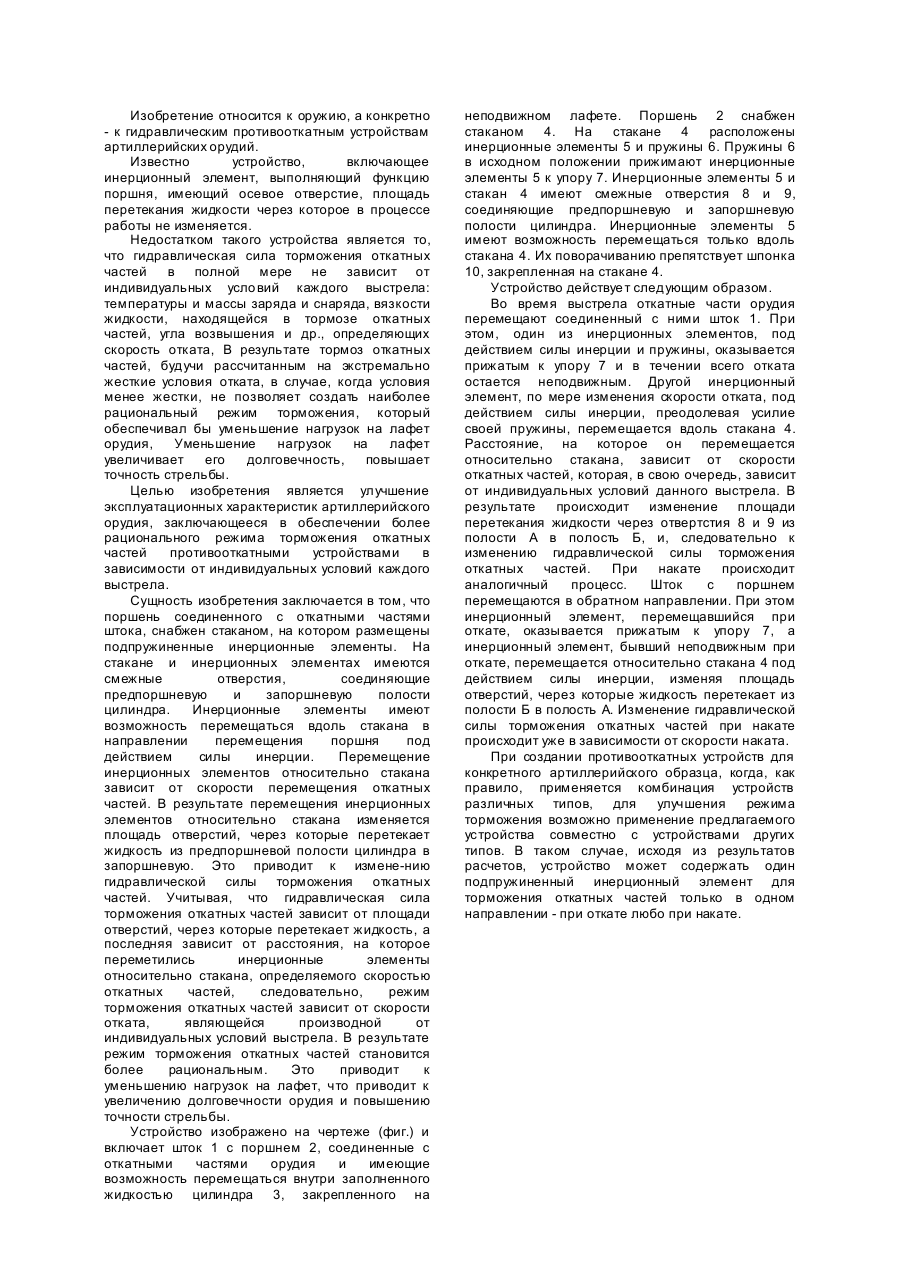
Номер патенту: 24709
Опубліковано: 30.10.1998
Автор: Сергєєв Юрій Федорович
МПК: F41A 25/00
Мітки: відкатних, артилерійської, пристрій, гальмування, частин, гармати
Формула / Реферат:
Устройство для торможения откатных частей артиллерийского орудия, включающее закрепленный на лафете цилиндр» заполненный гидравлической жидкостью, соединенный соткатными частями шток с поршнем и один или несколько инерционных элементов с отверстиями, отличающееся тем, что поршень снабжен стаканом, на котором размещены подпружиненные инерционные элементы, имеющие возможность перемещения вдоль стакана, при этом на стакане и инерционных...
Попередній патент: Спосіб диференційної діагностики аменореї у дівчатпідлітків
Наступний патент: Композиція інгредієнтів до горілки “стремська криниця”
Випадковий патент: Мікроелектронний детекторний пристрій швидких нейтронів