Спосіб глибокого свердлення отворів
Номер патенту: 29745
Опубліковано: 15.11.2000
Автори: Носков Віталій Васильович, Копаньов Микола Миколаєвич, Єськов Олексій Леонтієвич
Текст
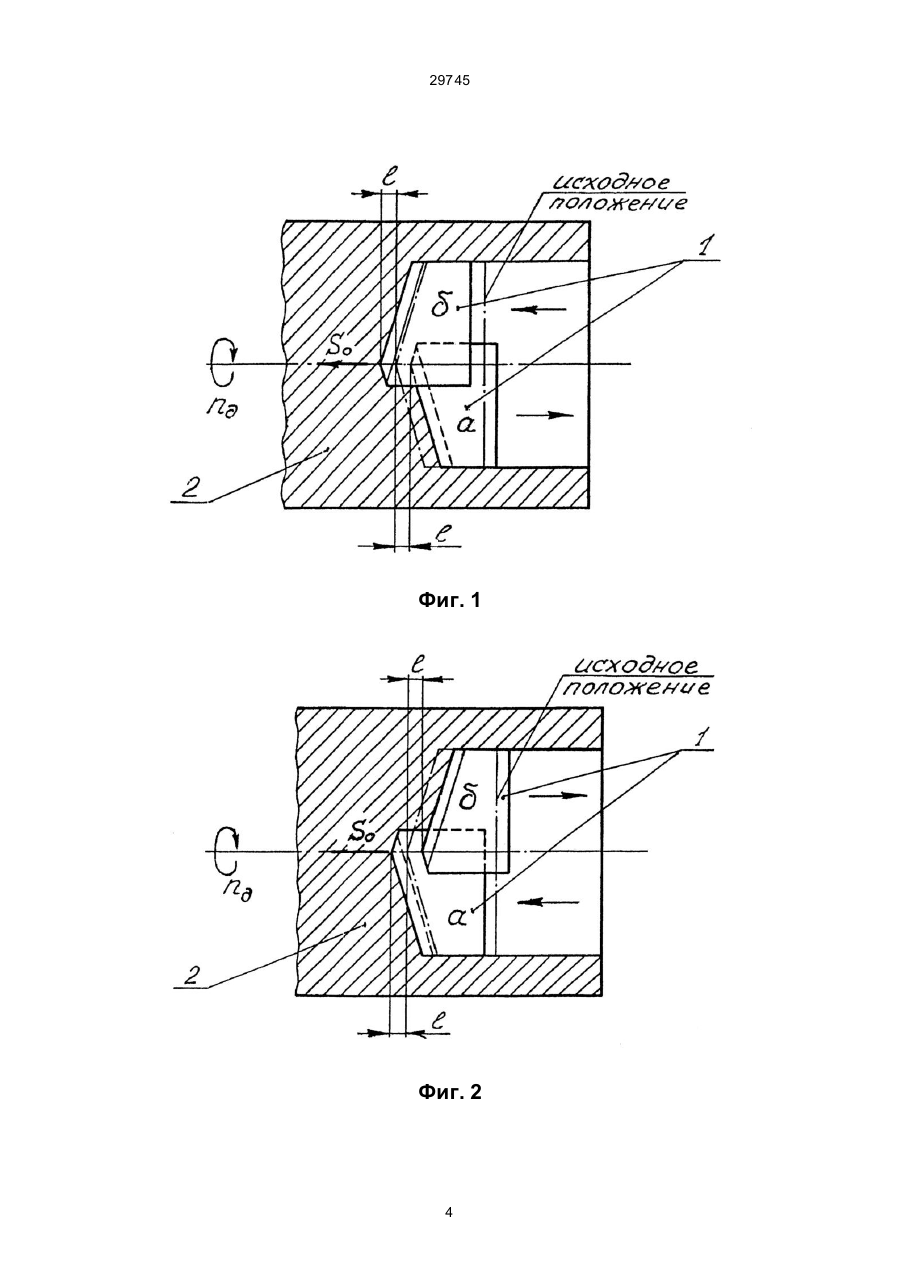
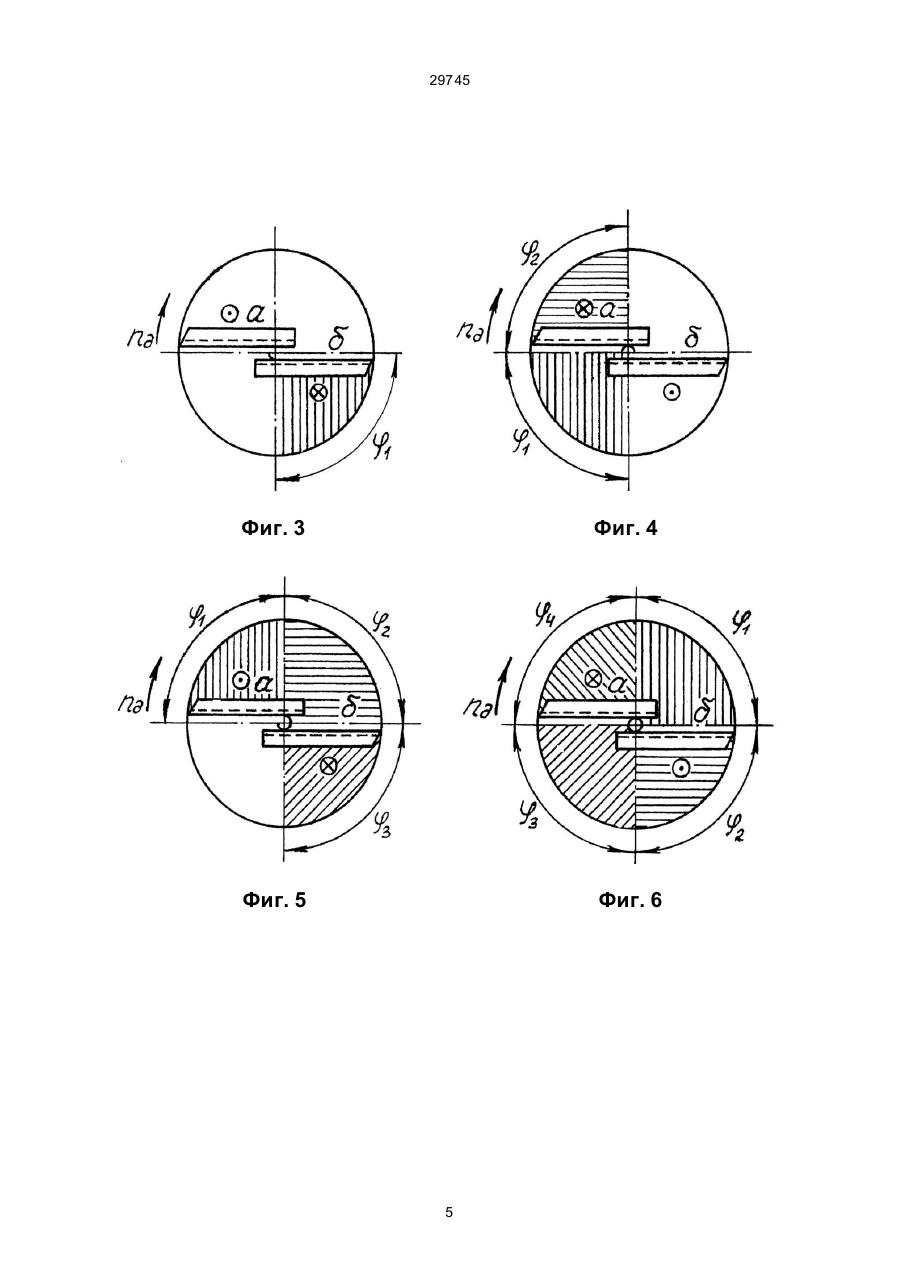
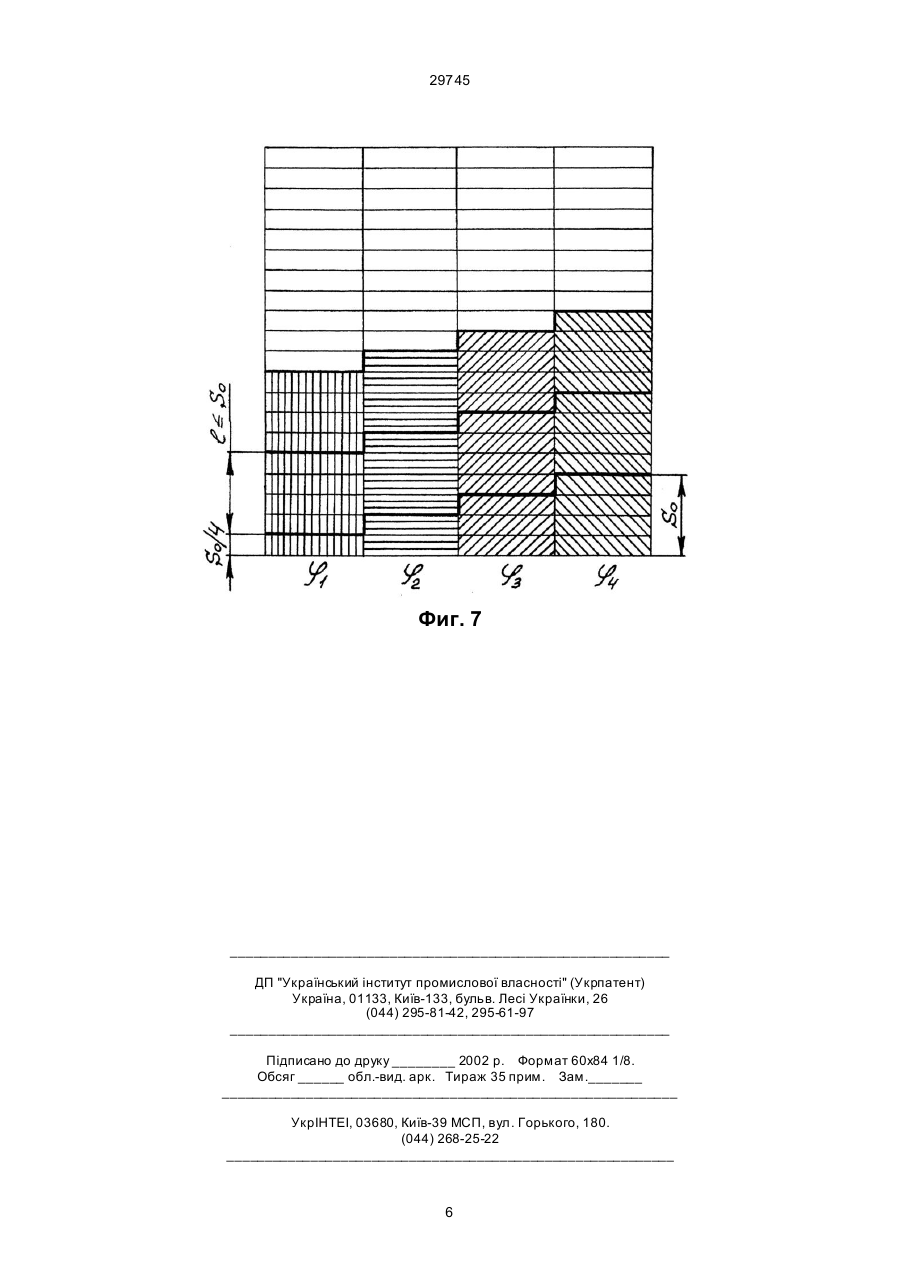
Способ глубокого сверления отверстий инструментом двухстороннего резания, при котором 29745 зоне сверла, снижающих эксплуатационную надежность инструмента. Для достижения этого технического результата в способе глубокого сверления отверстий инструментом двустороннего резания, при котором детали и закрепленному в оправе инструменту сообщают относительное вращательное движение и осуществляют подачу инстр умента с одновременным воздействием на него осевыми колебаниями, сверление производят инструментом, состоящим из двух диаметрально противоположных частей, которые предварительно устанавливают в оправе из условия расположения режущи х кромок ниже плоскости, проходящей через ось инструмента, при этом в процессе сверления осевые колебания прикладывают к каждой из частей инструмента попеременно. Между отличительными признаками изобретения и достигнутым техническим результатом имеется причинно-следственная связь. Конструкция инструмента, состоящего из двух диаметрально противоположных частей, установленных в оправке из условия расположения режущи х кромок ниже плоскости, проходящей через ось инструмента, обеспечила уход от "н улевой" скорости и зоны больших пластических деформаций, вызывающих сколы режущи х кромок в центральной зоне инструмента, что значительно повысило его эксплуатационную надежность. Осевые колебания режущи х частей инструмента обеспечивают прерывистое резание, при котором обеспечивается дробление стружки по длине и создаются благоприятные условия для работы режущего лезвия. При прерывистом резании режущая кромка периодически выводится из зоны резания и при этом охлаждается, СОЖ беспрепятственно проникает в зону резания, а поверхностные пленки на плоскостях лезвия периодически восстанавливаются. Все это способствует повышению стойкости инструмента, что позволяет повышать режимы резания (в первую очередь, скорость резания) и производительность. Сущность изобретения поясняется чертежами, где: - на фиг. 1 изображена схема глубокого сверления отверстия в период участия в процессе резания правой "б" режущей части инструмента; - на фиг. 2 изображена схема глубокого сверления отверстия в период участия в процессе резания левой "а" режущей части инстр умента; - на фиг. 3 - схема обработки поверхности резания заготовки, охватываемой углом j1, правой "б" режущей частью инструмента; - на фиг. 4 - схема обработки поверхности резания заготовки, охватываемой углом j2, левой "а" режущей частью инструмента; - на фиг. 5 - схема обработки поверхности резания заготовки, охватываемой углом j3 , правой "б" режущей частью инструмента; - на фиг. 6 - схема обработки поверхности резания заготовки, охватываемой углом j4, левой "а" режущей частью инструмента; - на фиг. 7 - изображена циклограмма процесса резания. Способ глубокого сверления отверстий осуществляется в следующей последовательности действий: - для сверления используют инструмент двустороннего резания, состоящий из двух диаметрально противоположных частей; - каждую составную часть инструмента предварительно устанавливают в оправке из условия расположения режущи х кромок ниже плоскости, проходящей через ось инструмента; - детали и закрепленному в оправке инструменту сообщают относительное вращательное движение; - осуществляют подачу инструмента и одновременно воздействуют на его составные части осевыми колебаниями попеременно. Для полного понимания предлагаемого способа глубокого сверления отверстий зададимся исходным положением инструмента, когда обе режущие кромки равномерно участвуют в процессе резания. Перед началом работы, в зависимости от технологических факторов, задаются частотой вращения nд детали 2 и подачей S0 инструмента 1 за один оборот детали. В процессе сверления левой "а" и правой "б" частям инструмента 1 сообщают осевые колебания, закон, амплитуда и частота которых обеспечивается соответствующим устройством. Амплитуда осевых колебаний определяется величиной осевого перемещения ℓ режущи х кромок частей "а" и "б" инструмента 1, относительно их исходного положения. Величина осевого перемещения ℓ выбирается таким образом, чтобы она не превышала величину подачи инструмента 1 за оборот детали 2. Формирование отверстия в случае, когда за один оборот детали 2 обе части инструмента совершают по два полных периода осевых колебаний, происходит следующим образом. Сначала правая часть "б" инструмента 1 быстро смещается относительно своего исходного положения в направлении подачи на величину ℓ, а левая часть "а" инструмента 1 быстро смещается в противоположную сторону на величину ℓ относительно своего исходного положения (фиг. 1). При этом режущая кромка правой части "б" инструмента 1 врезается в материал обрабатываемой детаS ли 2 и снимает утолщенную стружку t = S0 + 0 , а 4 режущая кромка левой детали части "а" инструмента полностью выходит из зоны резания. Данное рабочее положение режущий инструмент 1 будет занимать до тех пор, пока режущая кромка правой части "б" не обработает сектор, охватываемый углом j1, поверхности резания обрабатываемой детали (фиг. 3). Затем инструмент 1 меняет свое рабочее положение. Левая часть "а" инструмента быстро смещается в направлении подачи, относительно своего исходного положения, на величину ℓ, а правая часть "б" инструмента быстро смещается в противоположную сторону на величину ℓ, относительно своего исходного положения (фиг. 2). При этом режущая кромка левой части "а" инструмента 1 врезается в материал обрабатываемой детаS ли 2 и снимает утолщенную стружку t = S0 + 0 , а 2 режущая кромка правой части "б" инструмента 2 29745 полностью выходит из зоны резания. Данное рабочее положение режущий инструмент 1 будет занимать до тех пор, пока режущая кромка левой части "а" не обработает сектор, охватываемый углом j2, поверхности резания обрабатываемой детали (фиг. 4). После этого инструмент 1 снова меняет свое рабочее положение. Правая часть "б" инструмента быстро смещается в направлении подачи относительно своего исходного положения на величину ℓ, а левая часть "а" инструмента быстро смещается в противоположную сторону на величину ℓ, относительно своего исходного положения. При этом режущая кромка правой части "б" инструмента врезается в материал обрабатываемой детали и 3 снимает утолщенную стружку t = S0 + S0 , а ре4 жущая кромка левой части "а" инструмента полностью выходит из зоны резания. В этом рабочем положении режущий инструмент будет находиться до тех пор, пока режущая кромка правой части "б" не обработает сектор, охватываемый углом j3, поверхности резания обрабатываемой детали (фиг. 5). Затем инструмент меняет свое рабочее положение. Левая часть "а" инструмента быстро смещается в направлении подачи, относительно своего исходного положения, на величину ℓ, а правая часть "б" инструмента быстро смещается в противоположную сторону на величину ℓ о тносительно своего исходного положения. При этом режущая кромка левой части "а" инструмента врезается в материал обрабатываемой детали и снимает утолщенную стр ужку t=S0+S 0, а режущая кромка правой части "б" инструмента полностью выходит из зоны резания. Данное рабочее положение режущий инструмент будет занимать до тех пор, пока режущая кромка левой части "а" не обработает сектор, охватываемый углом j4, поверхности резания обрабатываемой детали (фиг. 6). Левая "а" и правая "б" части инструмента 1 совершили два полных периода осевых колебаний, при этом обрабатываемая деталь 2 сделала один оборот. Таким образом, процесс резания в предлагаемом способе, имеет периодический характер, и действия инструмента 1, описанные вы ше будут повторяться до полной обработки отверстия. В центре отверстия высверливается стержень потому, что инструмент выполнен составным и состоит из двух диаметрально противоположных частей, режущие кромки которых расположены ниже плоскости, проходящей через ось инструмента. Диаметр высверливаемого стержня dв должен быть не более 0,02 dc. Такие размеры стержня обеспечивают уход от "нулевой" скорости и зоны больших пластических деформаций, вызывающих сколы в центральной зоне сверла. Применение предлагаемого способа позволит повысить стойкость инструмента, а также обеспечит гарантированное деление стружки при обработке деталей из вязких высоколегированных сталей. Это подтверждается нижеприводимым конкретным примером осуществления способа. Пример. При сверлении глубокого отверстия ф 150 мм, L=6000 мм, обрабатываемую деталь 2 вращаем с частотой n=29 об/мин, а инструмент 1 подаем с подачей S0=0,21 мм/об. В процессе сверления левой "а" и правой "б" частям инструмента сообщаем осевые колебания, закон, амплитуда и частота которых обеспечивается соответствующим устройством. Амплитуда осевых колебаний определяется величиной осевого перемещения ℓ режущи х кромок частей "а" и "б" инструмента, относительно их исходного положения. Для обеспечения гарантированного деления стружки при сверлении детали 2 из стали 34ХНЗМ величину осевого перемещения выбираем, равной 0,2 мм. При сверлении отверстия обе части инструмента совершают по два полных периода осевых колебаний. В процессе сверления детали предлагаемым способом фактическая стойкость инструмента, при допустимом износе по задней поверхности 2 мм, составила 300 мин, причем нормативная стойкость инструмента при обычном сверлении составляет 180 мин. Таким образом, предлагаемый способ сверления глубоких отверстий позволяет повысить стойкость инструмента, а также обеспечивает гарантированное деление стружки при обработке деталей из вязких сталей. 3 29745 Фиг. 1 Фиг. 2 4 29745 Фиг. 3 Фиг. 4 Фиг. 5 Фиг. 6 5 29745 Фиг. 7 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of deep drilling of holes
Автори англійськоюKopaniov Mykola Mykolaievych, Yeskov Oleksii Leontiievych, Noskov Vitalii Vasyliovych
Назва патенту російськоюСпособ глубокого сверления отверстий
Автори російськоюКопанев Николай Николаевич, Еськов Алексей Леонтьевич, Носков Виталий Васильевич
МПК / Мітки
МПК: B23B 35/00
Мітки: свердлення, спосіб, отворів, глибокого
Код посилання
<a href="https://ua.patents.su/6-29745-sposib-glibokogo-sverdlennya-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб глибокого свердлення отворів</a>
Спосіб кільцевого свердління отворів і свердло для його здійснення
Номер патенту: 9194
Опубліковано: 30.09.1996
Автори: Маслов Володимир Петрович, Примак Леонтій Павлович, Гречка Григорій Петрович, Сергієнко Евгеній Андрійович, Беловол Валерій Степанович
МПК: B23B 51/04, B23B 35/00
Мітки: кільцевого, отворів, спосіб, здійснення, свердло, свердління
Формула / Реферат:
1. Способ кольцевого сверления отверстий в деталях издиэлектрических материалов, согласно которому алмазному трубчатому сверлу сообщают вращательное и поступательное движения относительно детали, отличающимся тем, что, с целью получения отверстий переменного вдоль его образующей диаметра, в процессе сверления на инструмент воздействуют переменным магнитным полем, индуцирующим вихревые токи с нагревом рабочей части инструмента до достижения...
Спосіб заточки свердла одностороннього різання

Номер патенту: 416
Опубліковано: 30.04.1993
Автор: Кірсанов Сергій Михайлович
МПК: B24B 3/00
Мітки: свердла, різання, заточки, спосіб, одностороннього
Формула / Реферат:
Способ заточки сверла одностороннего резания, при котором абразивный круг подводят к обрабатываемому сверлу и формообразуют его заднюю и переднюю поверхности, причем формообразование последней производят при смещении сверла относительно оси абразивного круга, о т-личающийся тем, что величину смещения оси сверла выбирают по формулегде h - величина смещения относительно оси сверла, - величина угла в плане центральной...
Різальний інструмент для обробки отворів
Номер патенту: 19628
Опубліковано: 25.12.1997
Автори: Крепак Сергій Олександрович, Чайковська Валерія Едуардівна, Крепак Олександр Сергійович
МПК: B23F 21/00
Мітки: різальний, отворів, інструмент, обробки
Формула / Реферат:
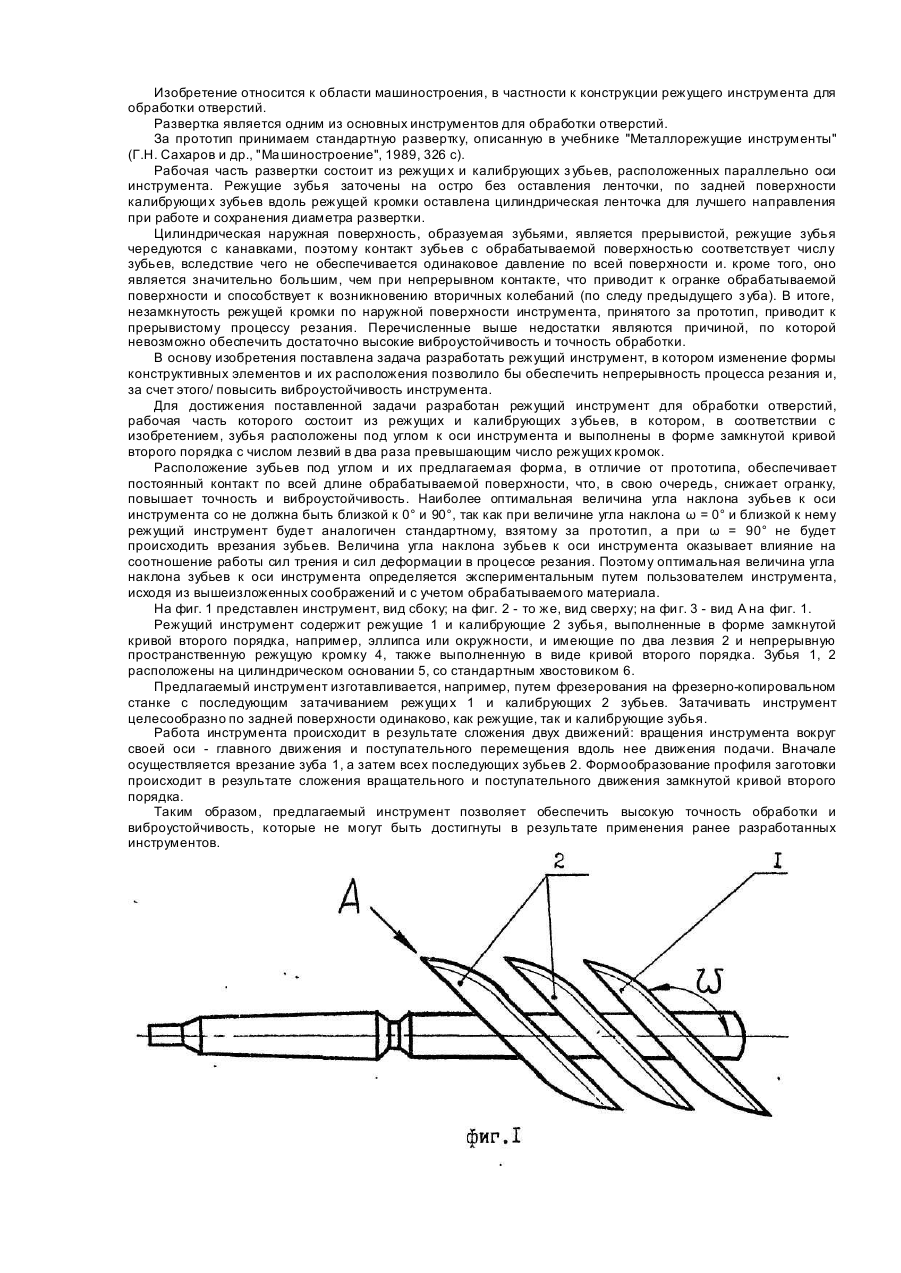
Режущий инструмент для обработки отверстий, содержащий рабочую часть, образованную режущими и калибрующими зубьями с лезвиями и режущими кромками, отличающийся тем, что зубья расположены подуглом к оси инструмента и выполнены в форме замкнутой кривой второго порядка с числом лезвий в два раза превышающим число режущих кромок.
Різальна пластина

Номер патенту: 21393
Опубліковано: 02.12.1997
Автор: Пожидаєв Олександр Валентинович
МПК: B23B 27/00
Формула / Реферат:
Режущая пластина, призматической формы, содержащая режущий клин, отличающаяся тем, что выполнена из двух жестко соединенных частей с различными температурными коэффициентами линейного расширения, причем опорная часть выполнена из материала с большим температурным коэффициентом линейного расширения.
Спосіб фрезування багатограних отворів
Номер патенту: 2923
Опубліковано: 26.12.1994
Автор: Гришин Микола Савелійович
МПК: B23C 3/00
Мітки: фрезування, спосіб, багатограних, отворів
Формула / Реферат:
1. Способ фрезерования многогранных отверстий, при котором трехгранному инструменту сообщают вращение вокруг собственной оси и осевую подачу, а в детали предварительносверлят отверстие по центру и сообщают ей перемещение относительно инструмента, отличающийся тем, что грани инструмента выполняют в виде сторон равностороннего треугольника длиной, равной длине грани обрабатываемого отверстия, а направление вращения инструмента и угол его...
Попередній патент: Поживне середовище для оновлення колекції штамів грибів роду глива
Наступний патент: Композиція на покрівельних та гідроізолюючих мастик
Випадковий патент: Спосіб готування енергетичної приправи