Спосіб відокремлення заготовок обкатуванням
Номер патенту: 30822
Опубліковано: 11.03.2008
Автори: Гожій Сергій Петрович, Кривда Леонід Трохимович, Кривда Євгеній Олександрович
Формула / Реферат
1. Спосіб відокремлення заготовок обкатуванням, який полягає в тому, що пруток розташовують в отворах двох прилеглих по площині ножів, отвори яких відповідають зовнішньому контуру прутка і співпадають один з одним, та діють на пруток ножами, що відносно рухаються в площині прилягання, який відрізняється тим, що спочатку утворюють початкове пластичне зміщення в прутку за рахунок дії ножів, які виконують лінійне відносне переміщення від периферії до центра, а потім переміщують зміщення по колу без повороту прутка відносно ножів шляхом зміни лінійного переміщення на обкатувальні рухи одного з ножів відносно іншого, причому початкове зміщення в прутку не повинно викликати в прутку миттєвого утворення крізної тріщини і повинно забезпечити при переміщенні зміщення по колу напрям прикладання рівнодіючої від ножів на пруток в межах кута тертя.
2. Спосіб за п. 1, який відрізняється тим, що пластичне зміщення в прутку та переміщення зміщення по колу проводять одночасно шляхом сумарного відносного руху ножів.
3. Спосіб за пп. 1 та 2, який відрізняється тим, що пруток затискають в отворах ножів.
4. Спосіб за п. 2, який відрізняється тим, що при відокремленні заготовки від трубчастого прутка в ножі, який відокремлює заготовку, розміщують оправку, що відповідає контуру внутрішнього отвору трубчастого прутка, а по довжині оправка співпадає з площиною прилягання ножів.
Текст
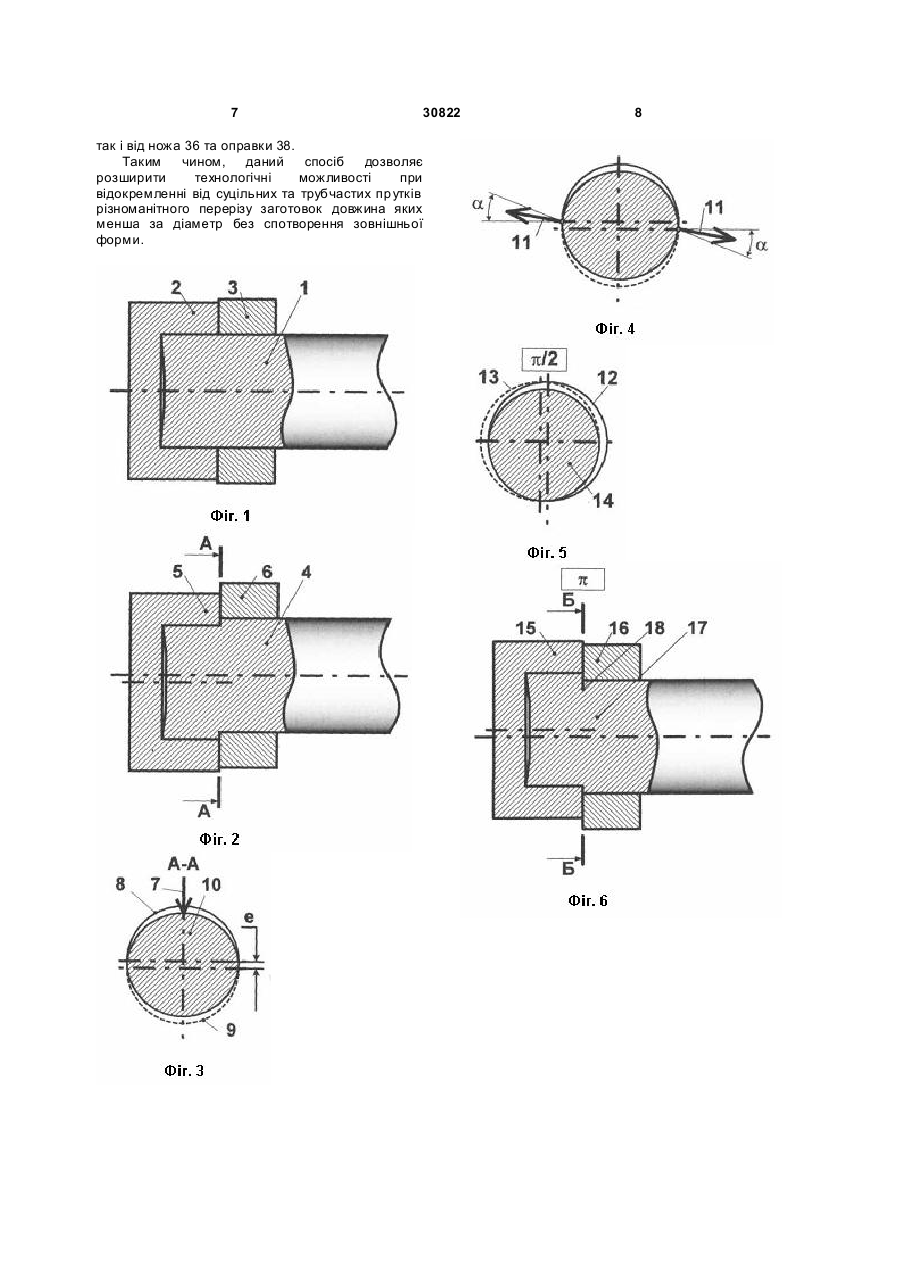
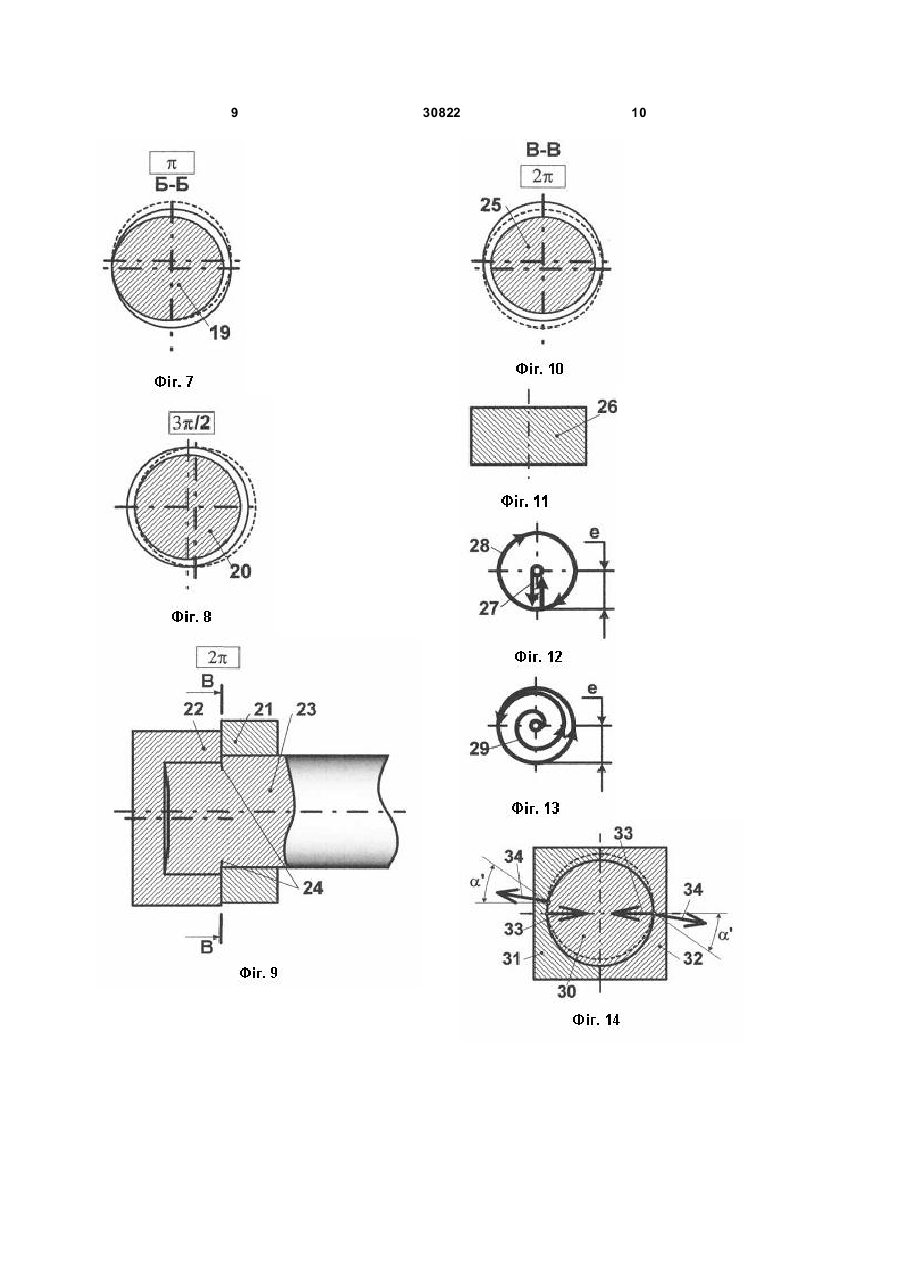
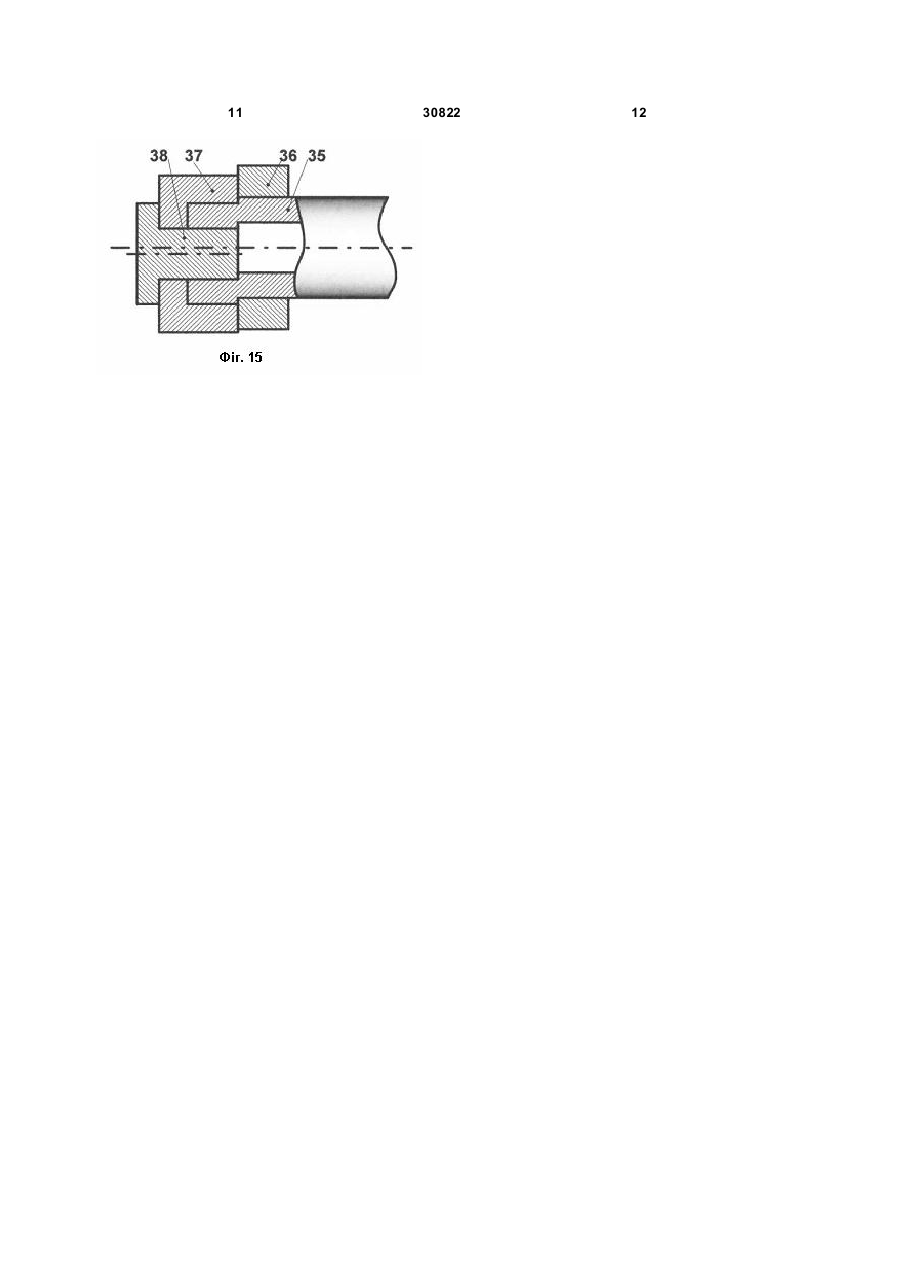
1. Спосіб відокремлення заготовок обкатуванням, який полягає в тому, що пруток розташовують в отворах дво х прилеглих по площині ножів, отвори яких відповідають зовнішньому контуру прутка і співпадають один з одним, та діють на пруток ножами, що відносно рухаються в площині прилягання, який відрізняє ться тим, що спочатку утворюють початкове пластичне зміщення в прутку за рахунок дії ножів, які виконують лінійне відносне переміщення від периферії до центра, а потім U 1 3 30822 Найбільш близьким за своєю технічною суттю до заявленого є "Способ обрезки сдвигом по Я.В. Боровинскому", за яким трубчасту деталь прямокутного перетину розміщують на оправці в прилеглих по площині ножах з відповідними прямокутними отворами і відносним поворотом ножів вздовж подовжньої осі відокремлюють частину деталі, причому довжина відокремленої частини мінімально практично не обмежена [Романовский В.П. Справочник по холодной штамповке. - 6 изд. - Л.: Машиностроение. Ленингр. отделение, 1979. - 520с.]. Основним недоліком описаного Способу є те, що можливе відокремлення лише заготовок прямокутного перетину і лише трубчастих. Тобто відокремлення або заготовки від суцільного прутка, або від прутка круглого перетину неможливо. А значна більшість заготовок, які використовують в промисловості для подальшої обробки, відокремлюють саме від суцільного прутка круглого перетину - найбільш поширеного виду сортаменту. В основу корисної моделі покладено задачу вдосконалення способу відокремлення заготовок для розширення технологічних можливостей, що досягається можливістю відокремленням відносно тонких заготовок (довжиною меншою за діаметр) за рахунок складної дії на пруток, в тому числі і суцільних, і круглого перерізу, ножів, які спочатку викликають в прутку зміщення, а потім переміщують це зміщення по колу без повороту прутка відносно отворів ножів. За рахунок чого зберігається така особливості, як відокремлення заготовки, довжина якої менше її діаметра, тобто відокремлення відносно тонких заготовок, та додаються такі риси як відокремлення від суцільного прутка, так і від прутків різноманітного перерізу, в тому числі і круглого, а також відсутність спотворення зовнішньої форми заготовки. Для підвищення продуктивності протікання відокремлення пластичне зміщення в прутку та переміщення зміщення по колу проводять одночасно шляхом сумарного відносного руху ножів. Для забезпечення стабільності умов під час відокремлення заготовки з довжиною меншою за діаметр із-за спотворення зовнішньої форми та не перпендикулярність торців. Найбільш близьким за своєю технічною суттю до заявленого є "Способ обрезки сдвигом по Я.В.Боровинскому", за яким трубчасту деталь прямокутного перетину розміщують на оправці в прилеглих по площині ножах з відповідними прямокутними отворами і відносним поворотом ножів вздовж подовжньої осі відокремлюють частину деталі, причому довжина відокремленої частини мінімально практично не обмежена [Романовский В.П. Справочник по холодной штамповке. - 6 изд. - Л.: Машиностроение. Ленингр. отделение, 1979. 520с.]. Основним недоліком описаного способу є те, що можливе відокремлення лише заготовок прямокутного перетину і лише трубчастих. Тобто відокремлення або заготовки від суцільного прутка, або від прутка круглого перетину 4 неможливо. А значна більшість заготовок, які використовують в промисловості для подальшої обробки, відокремлюють саме від суцільного прутка круглого перетину - найбільш поширеного виду сортаменту. В основу корисної моделі покладено задачу вдосконалення способу відокремлення заготовок для розширення технологічних можливостей, що досягається можливістю відокремленням відносно тонких заготовок (довжиною меншою за діаметр) за рахунок складної дії на пруток, в тому числі і суцільних, і круглого перерізу, ножів, які спочатку викликають в прутку зміщення, а потім переміщують це зміщення по колу без повороту прутка відносно отворів ножів. За рахунок чого зберігається така особливості, як відокремлення заготовки, довжина якої менше її діаметра, тобто відокремлення відносно тонких заготовок, та додаються такі риси як відокремлення від суцільного прутка, так і від прутків різноманітного перерізу, в тому числі і круглого, а також відсутність спотворення зовнішньої форми заготовки. Для підвищення продуктивності протікання відокремлення пластичне зміщення в прутку та переміщення зміщення по колу проводять одночасно шляхом сумарного відносного руху ножів. Для забезпечення стабільності умов під час відокремлення, пруток в отворах ножів затискають, що додатково забезпечує умову забезпечення відсутності повороту прутка відносно ножів. Для розширення технологічних можливостей при відокремленні заготовок від трубчастого прутка (в тому числі від круглого трубчастого) в ножі, який відокремлює заготовку розміщують оправку, що відповідає контуру вн утрішнього отвору трубчасто го прутка, а по довжині оправка співпадає з площиною прилягання ножів Поставлена задача досягається тим, що, в способі відокремлення заготовок обкатуванням, який полягає в тому, що пруток розташовують в отворах дво х прилеглих по площині ножів, отвори яких відповідають зовнішньому контуру прутка і співпадають друг з другом, та діють на пруток ножами, що відносно рухаються в площині прилягання, новим є те, що спочатку утворюють початкове пластичне зміщення в прутку за рахунок ножів, які виконують лінійне відносне переміщення в напрямку від периферії до центру, а потім переміщують зміщення по колу без повороту прутка відносно отворів ножів шляхом зміни лінійного переміщення на обкатувальні рухи одного з ножів відносно другого, причому початкове зміщення в прутку не повинно викликати в прутку миттєвого утворення крізної тріщини і повинно забезпечити при переміщенні зміщення по колу напрям прикладання рівнодіючої від ножів на пруток в межах кута тертя, також, що пластичне зміщення в прутку та переміщення зміщення по колу проводять одночасно шляхом сумарного відносного руху ножів, а також, що пруток в отворах ножів затискають, а при відокремленні заготовки від трубчастого прутка в ножі, який відокремлює заготовку розміщують оправку, контур якої відповідає контуру внутрішнього 5 30822 отвору трубчастого прутка, і по довжині оправка співпадає з площиною прилягання ножів. Спосіб ілюструється кресленнями, де на Фіг.1 зображено заготовку розташовану в отворах двох прилеглих по площині ножів; на Фіг.2 зображено утворення початкового пластичного зміщення в прутку; на Фіг.3 - поперечний переріз утвореного зміщення по А-А; на Фіг.4 - поперечний переріз з зображенням схеми прикладання рівнодіючих від ножів на пруток при їх обкатувальних руха х (де a кут тертя); на Фіг.5 зображено поперечний переріз зміщення в прутку після відносного обкатування ножів на кут p/2; на Фіг.6 - зміщення в прутку після відносного обкатування ножів на кут p; на Фіг.7 поперечний переріз по Б-Б; на Фіг.8 - поперечний переріз зміщення в прутку після відносного обкатування ножів на кут 3p/2; на Фіг.9 - зміщення в прутку після відносного обкатування ножів на кут 2p; на Фіг.10 - поперечний переріз В-В; на Фіг.11 відокремлену заготовку; на Фіг.12 зображено траєкторію відносного переміщення ножів, що послідовно складається з лінійного переміщення та обкатування; на Фіг.13 - траєкторію сумарного одночасного переміщення ножів, на Фіг.14 зображено пруток затиснутий в отворі одного з ножів (де a - приведений кут тертя); Фіг. 15 зображено утворення зміщення в трубчастому прутку при сумарному одночасному переміщенні ножів, один з яких має оправку. Спосіб виготовлення кільцевих деталей полягає в наступному. При відокремленні заготовки від суцільного прутка. Пруток 1 (див. Фіг.1) розташовують в отворах дво х прилеглих по площині ножів 2 та 3, отвори яких відповідають зовнішньому контуру прутка 1 і співпадають друг з другом. Потім (див. Фіг.2) діють на пруток 4 ножами 5 та 6, що виконують в напрямку від периферії до центру по площині прилягання лінійне відносне переміщення за напрямом 7 (див. Фіг.3) на величину є , при цьому перетин отвору 8 (означений суцільною лінією) одного ножа з отвором 9 (означений пунктирною лінією) другого ножа визначає по площині А-А форму перерізу утвореного початкового пластичного зміщення 10 (заштрихована область). Причому величина є початкового зміщення в прутку обмежена тим, що не повинна викликати в прутку миттєвого утворення крізної тріщини. Далі шляхом зміни лінійного переміщення на обкатувальні рухи одного з ножів відносно другого починають переміщувати зміщення по колу (див. Фіг.4), при цьому величина є початкового зміщення в прутку також обмежена і тим, щоб напрям прикладання рівнодіючих 11 від ножів на пруток був в межах кута тертя а , що забезпечить відсутність сил або моментів достатніх, щоб провернути пруток в отворах ножів. Такий напрям прикладання рівнодіючої забезпечує переміщення зміщення по колу. Надалі площина перерізу зміщення в прутку поступово зменшується, після обкатування на кут p/2 (див. Фіг.5) при відносному положенні отворів ножів 12 та 13 утворюється відповідне зміщення 14 (заштрихована область). Після обкатування на кут ж (див. Фі г.6) при відносному положенні отворів ножів 15 та 16 в прутку 17 утворюється зона 18 6 відсутності щільності, яка має серповидну форму і зростає при подальших обкатувальних рухах ножів. На перерізі по площині Б-Б (див. Фіг.7) видно утворення відповідного зміщення 19 (заштрихована область). Після обкатування на кут 3л/2 (див. Фіг.8) утворюється відповідне зміщення 20 (заштрихована область). Після обкатування на кут 2л (див. Фіг.9) при відносному положенні отворів ножів 21 та 22 в прутку 23 розвивається зона 24 відсутності щільності, яка має кільцеву форму. На перерізі по площині В-В (див. Фіг.10) видно утворення відповідного зміщення 25 (заштрихована область). Поступове протікання такого механізму приводить до повного відділення заготовки від прутка. Відокремлена заготовка 26 з довжиною меншою за діаметр показана на Фіг.11. Характерною рисою відокремленої заготовки є її симетричність. Як вже зазначалось описане відокремлення заготовки проходило при послідовній зміні траєкторії відносного руху ножів (див. Фіг.12), яка включає лінійне переміщення 27 ножів на величину є , та обкатувальні рухи 28 по колу. Такого ж ефекту відокремлення заготовки досягають, якщо пластичне зміщення в прутку та переміщення зміщення по колу проводити одночасно (див. Фіг.13) шля хом сумарного відносного руху 29 ножів, але з таким же переміщенням є від початкового центру. Для реалізації способу важливим є забезпечення умови відсутності повороту прутка відносно отворів ножів при переміщенні зміщення, ця умова цілком залежить від обмеження, яке полягає в тому, щоб напрям прикладання рівнодіючих від ножів на пруток був в межах кута тертя a. Практичне забезпечення оптимальних умов тертя (в даному випадку з максимальним коефіцієнтом тертя) є не постійним, тому для підвищення роботоспроможності способу пруток 30 (див. Фіг.14) затискають складовими одного з ножів 31 та 32 в його отворі силами 33, таке ж затискання відбувається і в другому ножі. Затискання прутка викликає додаткові сили тертя і, відповідно, інші граничні умови відсутності повороту прутка в отворах ножів при окатувальних рухах. Кут тертя a збільшується до приведеного кута тертя a', що гарантує потрапляння напряму прикладання рівнодіючих 34 від ножів на пруток в межах приведеного кута тертя a'. Необхідно підкреслити, що затискання прута в отворах ножах проводять з метою відсутності повороту прутка в отворах ножів. При відокремленні заготовки від трубчастого прутка. Пруток 35 (див. Фіг.15) розміщують в відповідних отворах ножів 36 та 37, а потім одночасно виконують пластичне зміщення в прутку та переміщення зміщення по колу шляхом сумарного відносного руху ножів 36 та 37. Для цього в ножі 37, який відокремлює заготовку розміщують оправку 38,' контур якої відповідає контуру вн утрішнього отвору тр убчастого пр утка. Довжина оправки 38 повинна бути такою, щоб торець оправки 38 та поверхня прилягання ножів 36 і 37 співпадали, тоді утворення зміщення в прутку 35 буде проходити як від дії ножів 36 та 37 7 30822 так і від ножа 36 та оправки 38. Таким чином, даний спосіб дозволяє розширити технологічні можливості при відокремленні від суцільних та трубчастих пр утків різноманітного перерізу заготовок довжина яких менша за діаметр без спотворення зовнішньої форми. 8 9 30822 10 11 30822 12
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of separation of billets by rolling
Автори англійськоюKryvda Leonid Trokhymovych, Hozhii Serhii Petrovych, Kryvda Yevhenii Oleksandrovych
Назва патенту російськоюСпособ отделения заготовок обкаткой
Автори російськоюКривда Леонид Трофимович, Гожий Сергей Петрович, Кривда Евгений Александрович
МПК / Мітки
МПК: B23D 23/00, B21D 37/00
Мітки: заготовок, спосіб, обкатуванням, відокремлення
Код посилання
<a href="https://ua.patents.su/6-30822-sposib-vidokremlennya-zagotovok-obkatuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб відокремлення заготовок обкатуванням</a>
Спосіб одержання заготовок з загостреним кінцем
Номер патенту: 18568
Опубліковано: 15.11.2006
Автори: Діамантопуло Юлія Костянтинівна, Сердюк Олексій Іванович, Діамантопуло Костянтин Костянтинович
МПК: B21J 5/00
Мітки: кінцем, загостреним, одержання, заготовок, спосіб
Формула / Реферат:
Спосіб одержання заготовок з загостреним кінцем, що включає виготовлення похідної заготовки та формоутворення загостреної частини заготовки, який відрізняється тим, що середину подвоєної похідної заготовки диференційовано розігрівають до температури гарячої обробки металів тиском і розтягують за холодні кінці подвоєної заготовки з одночасним утворенням загострених кінців і відділенням однієї заготовки від іншої.
Спосіб нагріву заготовок перед штампуванням
Номер патенту: 18627
Опубліковано: 25.12.1997
Автор: Пряхін Віктор Яковлевич
МПК: B21C 29/00
Мітки: штампуванням, нагріву, заготовок, спосіб
Формула / Реферат:
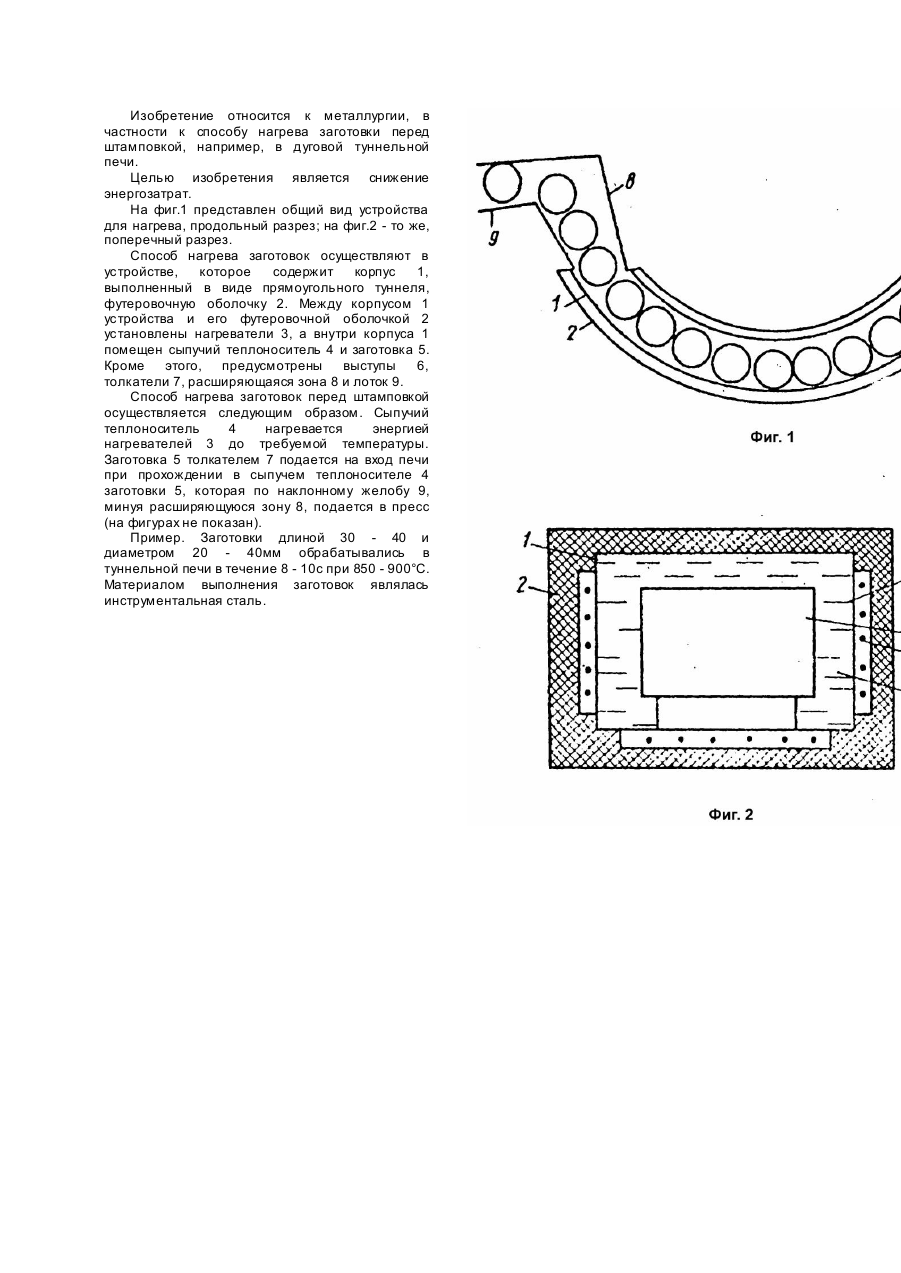
Способ нагрева заготовок перед штамповкой, заключающийся в перемещении заготовки в среде нагрева и термической обработке заготовки, отличающийся тем, что в качестве среды нагрева используют сыпучий теплоноситель, нагретый до за-данной температуры, а перемещение заготовки осуществляется при ее постоянном контакте с сыпучим теплоносителем.
Спосіб обробки заготовок у центрах
Номер патенту: 49701
Опубліковано: 16.09.2002
Автори: Петровський Валерій Петрович, Петровський Андрій Валерійович, Вдовиченко Олексій Володимирович
МПК: B23B 23/00
Мітки: центрах, спосіб, обробки, заготовок
Формула / Реферат:
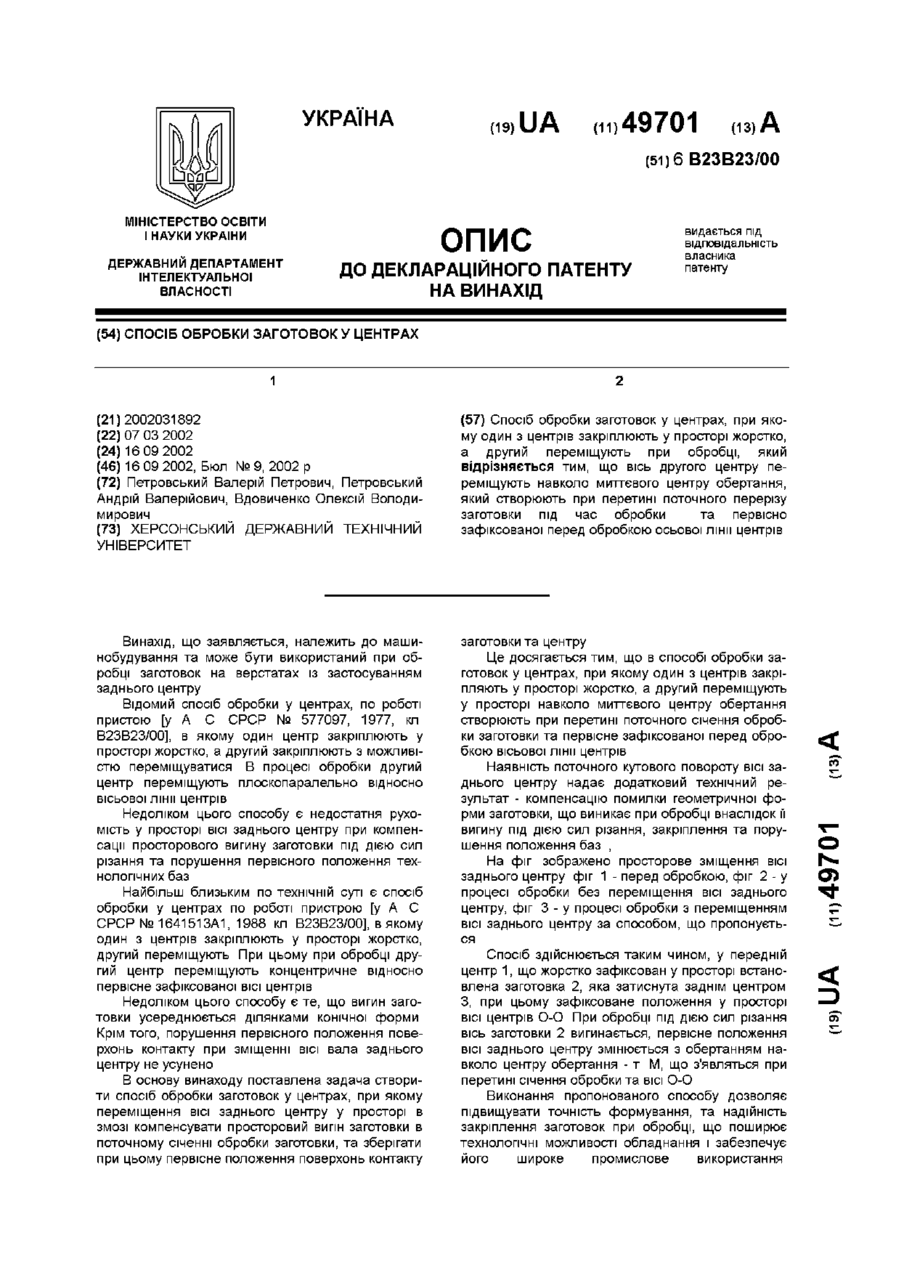
Спосіб обробки заготовок у центрах, при якому один з центрів закріплюють у просторі жорстко, а другий переміщують при обробці, який відрізняється тим, що вісь другого центру переміщують навколо миттєвого центру обертання, який створюють при перетині поточного перерізу заготовки під час обробки та первісно зафіксованої перед обробкою осьової лінії центрів.
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Ларіонов Олександр Олексійович, Акулов Валєрій Володимирович, Кац Григорій Аронович, Каплан Володимир Нусійович
МПК: B22D 11/16
Мітки: безперервного, кратних, однострумковій, спосіб, машини, мірних, отримання, лиття, заготовок
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Спосіб виготовлення гофрованих гвинтових заготовок
Номер патенту: 28466
Опубліковано: 10.12.2007
Автор: Дячун Андрій Євгенович
МПК: B21H 3/00
Мітки: гофрованих, виготовлення, заготовок, гвинтових, спосіб
Формула / Реферат:
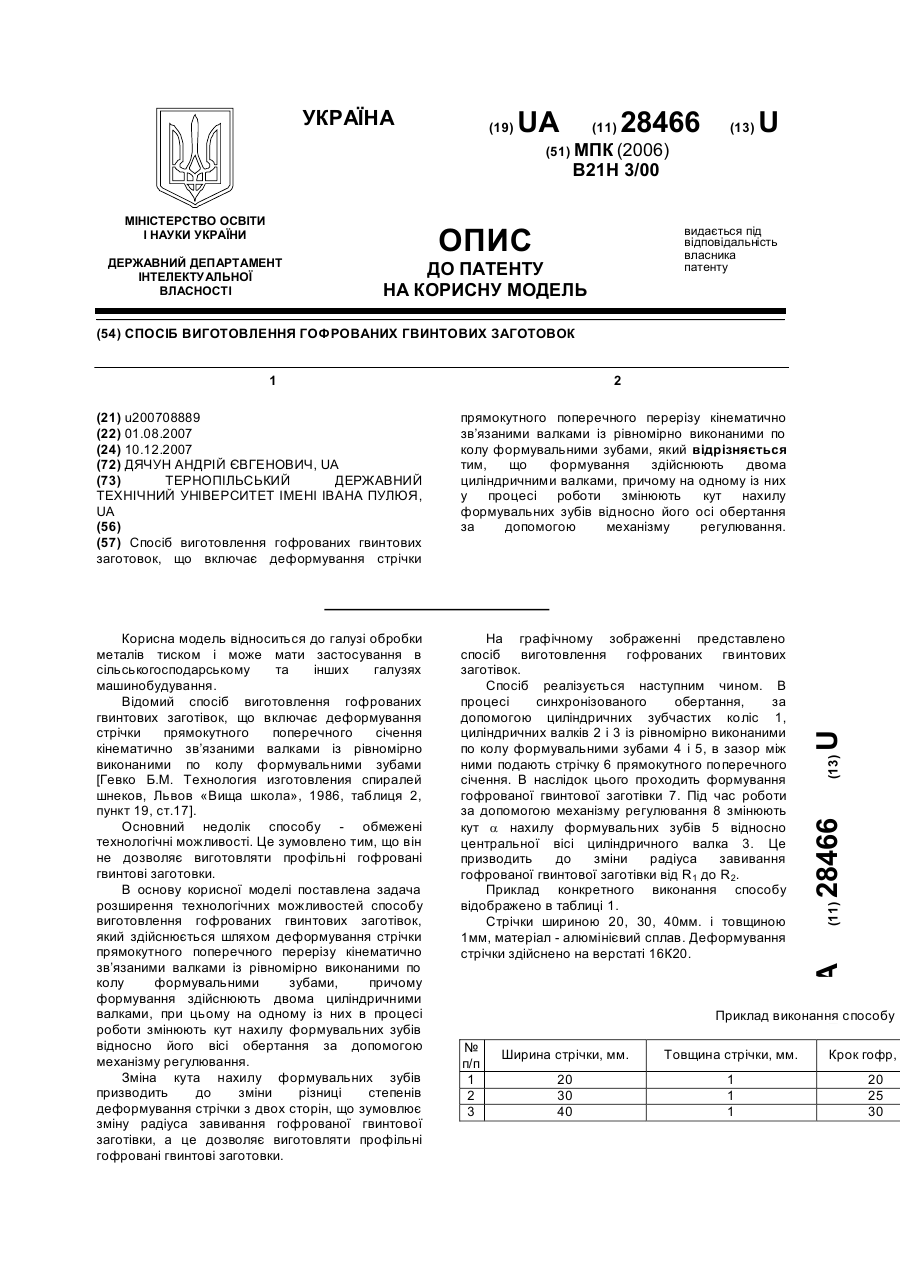
Спосіб виготовлення гофрованих гвинтових заготовок, що включає деформування стрічки прямокутного поперечного перерізу кінематично зв’язаними валками із рівномірно виконаними по колу формувальними зубами, який відрізняється тим, що формування здійснюють двома циліндричними валками, причому на одному із них у процесі роботи змінюють кут нахилу формувальних зубів відносно його осі обертання за допомогою механізму регулювання.
Попередній патент: Електрохімічний сенсор для визначення концентрації розчиненого кисню
Наступний патент: Кулька для відновлення латунних теплообмінних трубок
Випадковий патент: Верстат для термообробки кінців довгих виробів