Машина для контактного стикового зварювання
Номер патенту: 3130
Опубліковано: 26.12.1994
Автори: Кучук-Яценко Сергій Іванович, Казимов Борис Іванович, Мірошниченко Олександр Петрович, Харченко Олександр Кирилович, Сахарнов Василь Олексійович, Галян Борис Опанасович
Формула / Реферат
Машина для контактной стыковой сварки труб, содержащая два разъемных корпуса, снабженных зажимными устройствами с зажимными и токоподводящими башмаками, а также гидроцилиндрами разведения корпусов и зажатия, отличающаяся тем, что, с целью повышения надежности машины в случае сварки труб малых и средних диаметров путем упрощения конструкции зажимных устройств, гидроцилиндры разведения корпусов выполнены раздельно с гидроцилиндрами зажатия и снабжены регулировочными винтами, установленными на их корпусах с возможностью взаимодействия со штоками, а каждый из корпусов выполнен в виде трех звеньев, одно из которых неподвижно, на нем закреплен шток гидроцилиндра разведения и в него встроен гидроцилиндр зажатия, а два других выполнены в виде двуплечих рычагов и шарнирно с возможностью поворота связаны с неподвижным звеном и корпусом гидроцилиндра разведения, при этом зажимные и токоподводящие башмаки на подвижных звеньях закреплены жестко, а на неподвижном звене — посредством штока гидроцилиндра зажатия.
Текст
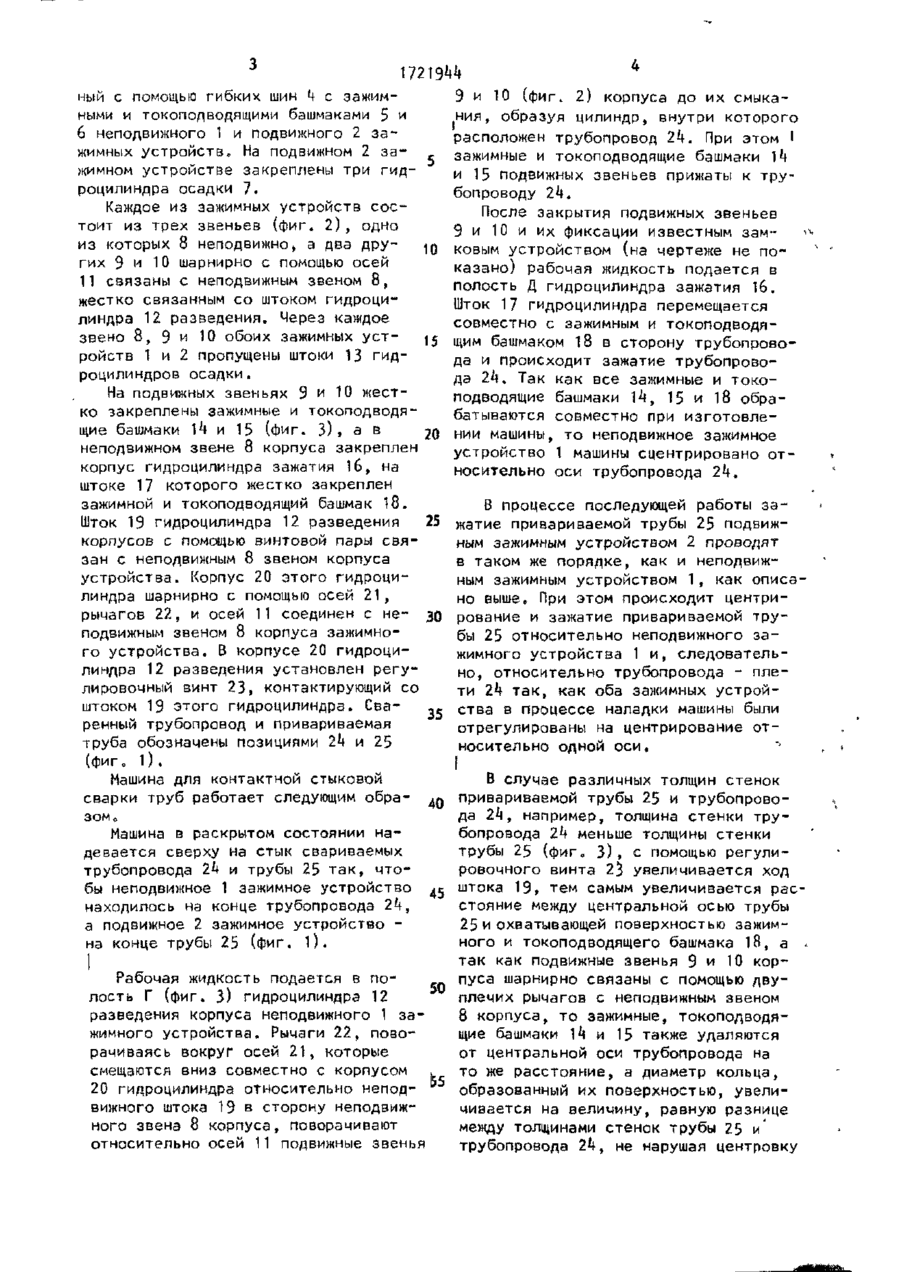
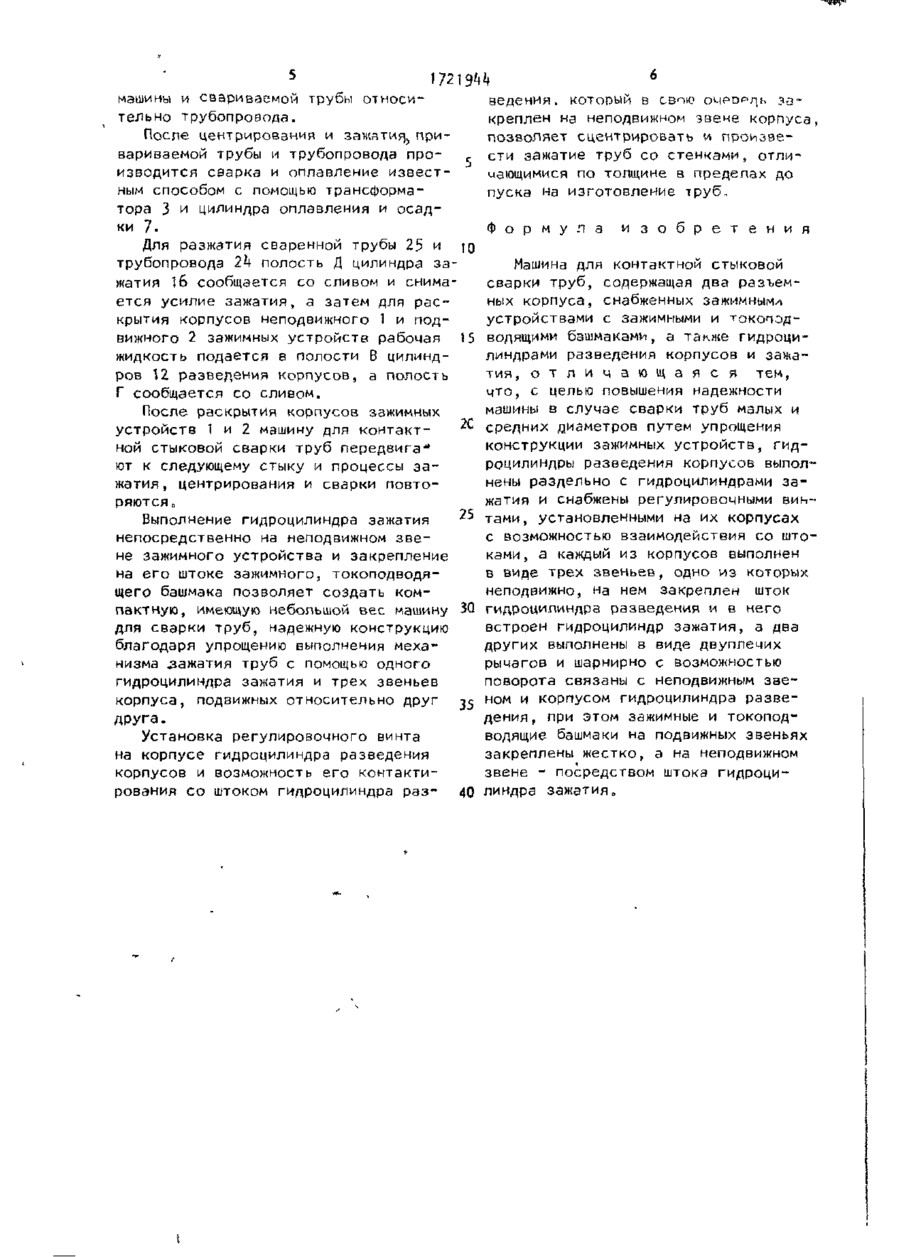
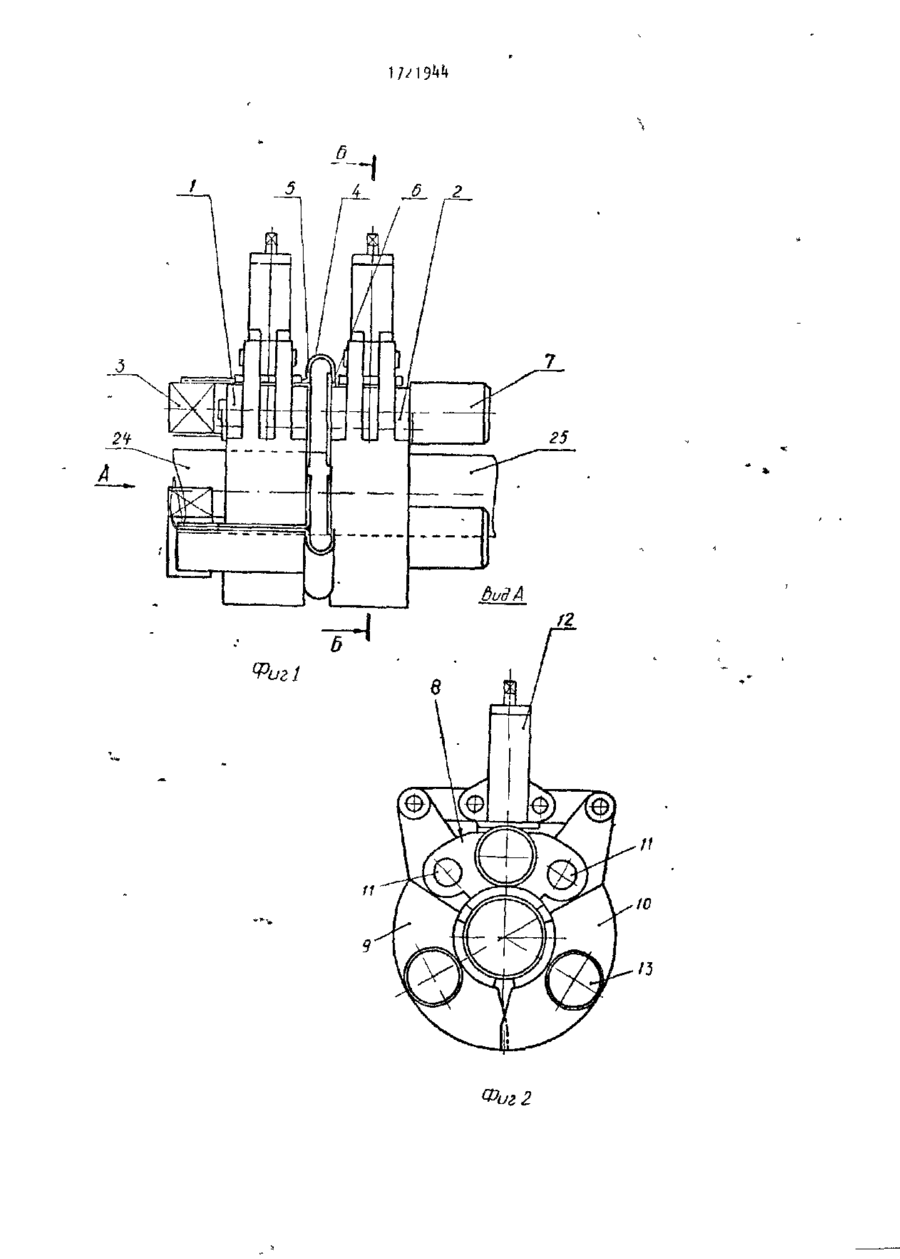
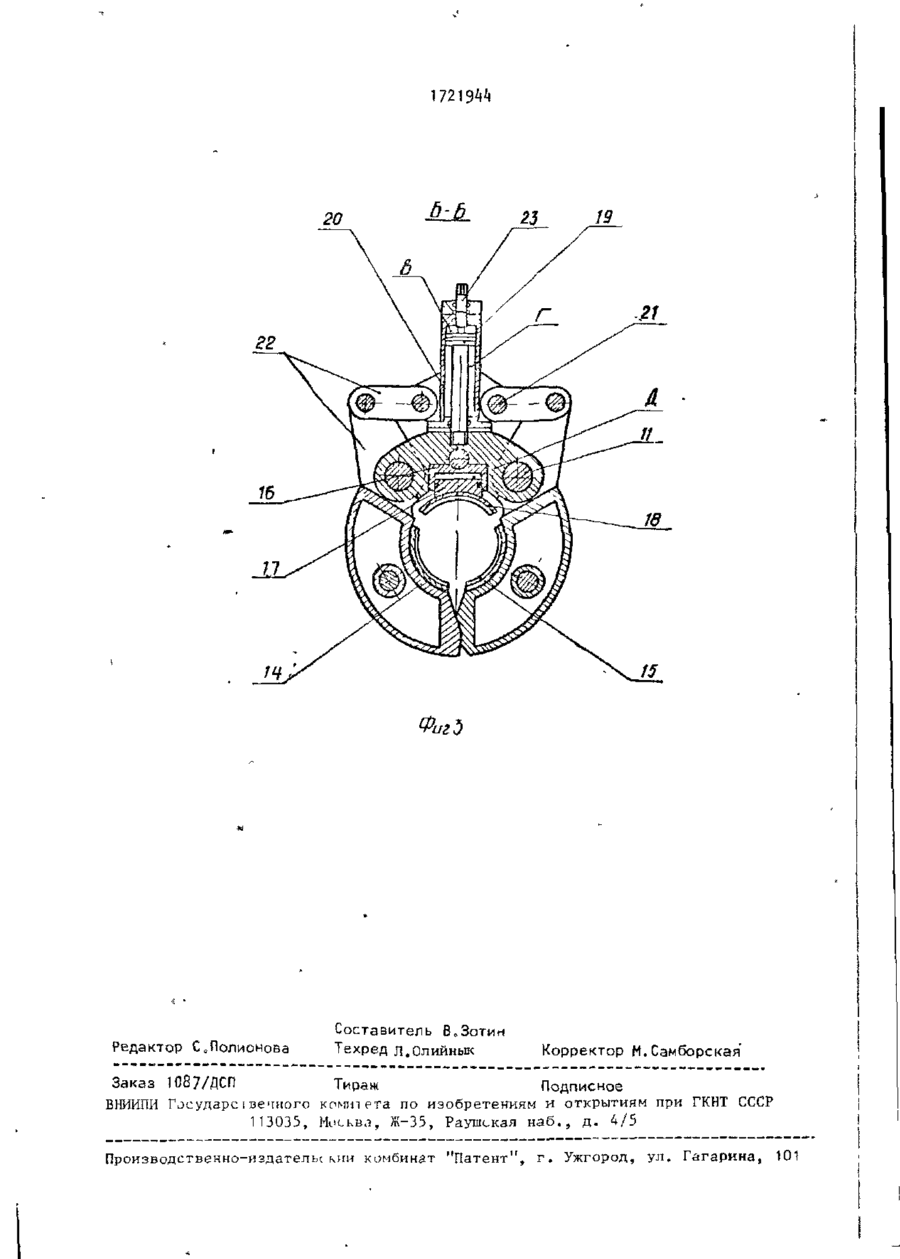
ЛПЯ Г Л У Ж І Ь М О І П ІЮЛЬЗОПМШЯ Ж СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСНИХ РЕСПУБЛИН и» з ап В 23 К 11/00 ГОСУДАРСТВЕННЫЙ НОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГННТ СССР НИЕ ИЗОБРЕТЕНИЯ К (21) (22) 21.07.87 (71) Институт электросварки им. Е о 0 о Патона (72) С.И,Кучук-Яценко, В,А,Сахарное Б.А.Галян, А.К.Харченко, А.П,Мирошниченко и Б.И.Казымов (53) 621.791.672.5(088.8) (56) Авторское свидетельство СССР * № 2310Д0, кл. В 23 К 11/04, 196А. Авторское свидетельство СССР № 251719, кл. В 23 К 11/02, 1968. МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ(57) Изобретение относится к оборудованию для контактной стыковой сварки труб малых и средних диаметров (317-530 мм) и может быть использовано в условиях строительства магистральных трубопроводов в нефтяной и газовой промышленности. Цель изобретения - повышение надежности машины пу тем упрощения конструкции зажимных устройств. Машина содержит два разъемных корпуса, снабженных зажимными устройствами с зажимными и токоподводящими башмаками, гидроцилиндрами разведения корпусов и зажатия. Гидроцилиндр разведения снабжен регулировочным винтом 23, установленным на его корпусе с возможностью взаимодействия со штоком. Каждый корпус выполнен в виде трех звеньев. Одно из звеньев неподвижно, на нем закреплен шток гидроцилиндра разведения и в нем смонтирован гидроцилиндр зажатия-, Два других звена выполнены в виде двуплечих рычагов шарнирно, с возможностью поворота связанных с неподвижным звеном и корпусом гидроцилиндра разведения. Зажимные токоподводящие башмаки на подвижных звеньях закреплены жестко. На неподвижном звене зажимной токоподводяїдий башмак 18 закреплен посредством штока 17 цилиндра зажатия. 3 ил. со Изобретение относится к оборудованию для контактной стыковой сварки труб, преимущественно труб малых и средних диаметров (377-530 мм) , в условиях строительства магистральных трубопроводов и может быть использовано в нефтяной и газовой промышленности. Целью изобретения является повышение надежности при сварке труб одного номинального диаметра путем у п рощения конструкции зажимных устройств, 11-92 На фиг,, 1 изображена машина для контактной стыковой сварки труб средних и малых диаметров, общий вид; на фиг. 2 - вид по стрелке А на фиг.1; на фиг. 3 ~ разрез по Б-Б на фиг. 1„ Машина для контактной стыковой сварки труб средних и малых диаметров содержит неподвижное 1 и подвижное 2 зажимные устройства (фиг. 1 ) , На неподвижном 1 зажимном устройстве устащщлен трансформатор 3, соединен 4 ный с помощью гибких шин Ц с зажимными и токоподводящими башмаками 5 и 6 неподвижного 1 и подвижного 2 зажимных устройств. На подвижном 2 зажимном устройстве закреплены три гидроцилиндра осадки 7. Каждое из зажимных устройств состоит из трех звеньев (фиг. 2), одно из которых 8 неподвижно, а два дру- JQ гих 9 и 10 шарнирно с помощью осей 11 связаны с неподвижным звеном 8, жестко связанный со штоком гидроцилиндра 12 разведения. Через каждое звено 8, 9 и 10 обоих зажимных уст- ]$ ройств 1 и 2 пропущены штоки 13 гидроцилиндров осадки. 9 и 10 (фиг. 2) корпуса до их смыкания , образуя цилиндр, внутри которого расположен трубопровод 2k. При этом I зажимные и токоподводящие башмаки 1f * и 15 подвижных звеньев прижаты к трубопроводу 2k. После закрытия подвижных звеньев 9 и 10 и их фиксации известным зам^ ковым устройством (на чертеже не показано) рабочая жидкость подается в полость Д гидроцилиндра зажатия 16. Шток 17 гидроцилиндра перемещается совместно с зажимным и токоподводящим башмаком 18 в сторону трубопровода и происходит зажатие трубопровода 2k. Так как все зажимные и токоНа подвижных звеньях 9 и 10 жестподводящие башмаки Й , 15 и 18 обрако закреплены зажимные и токоподводябатываются совместно при изготовлещие башмаки ]k и 15 (фиг. 3), а в 20 нии машины, то неподвижное зажимное неподвижном звене 8 корпуса закреплен устройство 1 машины сцентрировано откорпус гидроцилиндра зажатия 16, на носительно оси трубопровода 2k. штоке 17 которого жестко закреплен зажимной и токоподводящий башмак 18. В процессе последующей работы заШток 19 гидроцилиндра 12 разведения 25 жатие привариваемой трубы 25 подвижкорпусов с помощью винтовой пары свяным зажимным устройством 2 проводят зан с неподвижным 8 звеном корпуса в таком же порядке, как и неподвижустройства. Корпус 20 этого гидроциным зажимным устройством 1, как описалиндра шарнирно с помощью осей 21, но выше. При этом происходит центрирычагов 22, и осей 11 соединен с не- ЗО рование и зажатие привариваемой труподвижным звеном 8 корпуса зажимнобы 25 относительно неподвижного заго устройства. В корпусе 20 гидроцижимного устройства 1 и, следовательлиндра 12 разведенияустановлен регуно, относительно трубопровода - плелировочный винт 23, контактирующий со ти 2k так, как оба зажимных устройштоком 19 этого гидроцилиндрз. Сваренный трубопровод и привариваемая 35 ства в процессе наладки машины были отрегулированы на центрирование оттруба обозначены позициями 2k и 25 носительно одной оси. (фиг„ 1). Машина для контактной стыковой сварки труб работает следующим обра I В случае различных толщин стенок привариваемой трубы 25 и трубопровоЗОМо да 2k у например, толщина стенки труМашина в раскрытом состоянии набопровода 2k меньше толщины стенки девается сверху на стык свариваемых трубы 25 (фигР 3), с помощью регулитрубопровода 2h и трубы 25 так, чторовочного винта 23 увеличивается ход бы неподвижное 1 зажимное устройство 45 штока 19» тем самым увеличивается раснаходилось на конце трубопровода 2k, стояние между центральной осью трубы а подвижное 2 зажимное устройство 25 и охватывающей поверхностью зажимна конце трубы 25 (фиг. 1). ного и токоподводящего башмака 18, а * так как подвижные звенья 9 и 10 корРабочая жидкость подается в попуса шарнирно связаны с помощью двулость Г (фиг. 3) гидроцилиндра 12 плечих рычагов с неподвижным звеном разведения корпуса неподвижного 1 за8 корпуса, то зажимные, токоподводяжимного устройства. Рычаги 22, повощие башмаки Й и 15 также удаляются рачиваясь вокруг осей 21, которые от центральной оси трубопровода на смещаются вниз совместно с корпусом . то же расстояние, а диаметр кольца, 20 гидроцилиндра относительно неподобразованный их поверхностью, увеливижного штока 19 в сторону неподвижчивается на величину, равную разнице ного звена 8 корпуса, поворачивают между толщинами стенок трубы 25 и' относительно осей 11 подвижные звенья трубопровода 2^, не нарушая центровку 4 о 5 172 машины vt свариваемой трубы относительно трубопровода. После центрирования и зажати^ привариваемой трубы и трубопровода производится сварка и оплавление известным способом с помощью трансформатора 3 и цилиндра оплавления и осадки 7. Для разжатия сваренной трубы 25 и 10 трубопровода 2h полость Д цилиндра зажатия 16 сообщается со сливом и снимается усилие зажатия, а затем для раскрытия корпусов неподвижного 1 и подвижного 2 зажимных устройств рабочая 15 жидкость подается в полости В цилиндров 12 разведения корпусов, а полость Г сообщается со сливом. После раскрытия корпусов зажимных 2C устройств 1 и 2 машину для контакт1 ной стыковой сварки труб передвига- * ют к следующему стыку и процессы зажатия, центрирования и сварки повторяются. 25 Выполнение гидроцилиндра зажатия непосредственно на неподвижном звене зажимного устройства и закрепление на его штоке зажимного, токоподводящего башмака позволяет создать компактную, имеющую небольшой вес машину 3Q для сварки труб, надежную конструкцию благодаря упрощению выполнения механизма .зажатия труб с помощью одного гидроцилиндра зажатия и трех звеньев корпуса, подвижных относительно друг Друга. Установка регулировочного винта на корпусе гидроцилиндра разведения корпусов и возможность его контактирования со штоком гидроцилиндра раз- 40 ведения, который в свою ОЧРОРЛІ, закреплен на неподвижном звене корпуса, позволяет сцентрировать w произвести зажатие труб со стенками, отлииающимися по толщине в пределах до пуска i-ia изготовление труб. Ф о р м у л а и з о б р е т е н и я Машина для контактной стыковой сварки труб, содержащая два разъемных корпуса, снабженных зажимным* устройствами с зажимными и токоподводящими башмаками, а также гидроцилиндрами разведения корпусов и зажатия, о т л и ч а ю щ а я с я теи, что, с целью повышения надежности машины в случае сварки труб малых и средних диаметров путем упрощения конструкции зажимных устройств, гидроцилиндры разведения корпусов выполнены раздельно с гидроцилиндрами зажатия и снабжены регулировочными виьтами, установленными на их корпусах с возможностью взаимодействия со штоками, а каждый из корпусов выполнен в виде трех звеньевf одно из которых неподвижно, на нем закреплен шток гидроцилиндра разведения и в него встроен гидроцилиндр зажатия, а два других выполнены в виде двуплечих рычагов и шарнирно с возможностью поворота связаны с неподвижным звеном и корпусом гидроцилиндра разведения, при этом зажимные и токоподводящие башмаки на подвижных звеньях закреплены жестко, а на неподвижном звене - посредством штока гидроцилиндра зажатияD ФигЭ Редактор СоПолионова Составитель В.Зотин Техред л.Олийнык Корректор М.Самборская Заказ 1087/ДСП Тираж Подписное ВНИИПИ Государе і вечного комитета по изобретениям и открытиям при ГКНТ СССР 1 13035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-издательский комбинат " П а т е н т " , г . Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for contact butt welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Sakharnov Vasyl Oleksiiovych, Halian Borys Opanasovych, Kharchenko Oleksandr Kyrylovych, Myroshnychenko Oleksandr Petrovych, Kazymov Borys Ivanovych
Назва патенту російськоюМашина для контактной стыковой сварки
Автори російськоюКучук-Яценко Сергей Иванович, Сахарнов Василий Алексеевич, Галян Борис Афанасьевич, Харченко Александр Кириллович, Мирошниченко Александр Петрович, Казимов Борис Иванович
МПК / Мітки
МПК: B23K 11/00
Мітки: контактного, зварювання, стикового, машина
Код посилання
<a href="https://ua.patents.su/6-3130-mashina-dlya-kontaktnogo-stikovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Машина для контактного стикового зварювання</a>
Машина для контактного стикового зварювання труб
Номер патенту: 492
Опубліковано: 30.04.1993
Автори: Лебедєв Володимир Костянтинович, Галян Борис Опанасович, Сахарнов Василь Олексійович, Патон Борис Євгенович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: контактного, стикового, зварювання, машина, труб
Формула / Реферат:
1. Машина для контактной стыковой сварки труб, содержащая укрепленные в корпусе неподвижный и подвижный зажимные центрирующие механизмы, выполненные в виде силовых цилиндров, на штоках которых смонтированы обоймы, сварочный трансформатор, соединенный шинами с токоподводящими башмаками, закрепленными на плоских рессорах зажимных центрирующих механизмов и механизм оплавления и осадки, состоящий из силового цилиндра, шток которого соединен...
Машина для контактного стикового зварювання труб
Номер патенту: 398
Опубліковано: 30.04.1993
Автори: Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович, Галян Борис Опанасович, Мірошниченко Олександр Петрович, Патон Борис Євгенович
МПК: B23K 31/02, B23K 11/04
Мітки: стикового, труб, машина, зварювання, контактного
Формула / Реферат:
Формула изобретенияМашина для контаткной стыковой сварки труб, содержащая центральную штангу, смонтированные на ней с возможностью радиального перемещения разжимные элементы механизмы их разжатия и привод оплавления и осадки, отличающаяся тем, что, с целью улучшения условий центрирования и сварки труб с большим допуском на диаметр и конусность, разжимные элементы выполнены в виде рычагов, имеющих на концах скосы, а механизм разжатия...
Машина для контактного стикового зварювання труб
Номер патенту: 736
Опубліковано: 15.12.1993
Автори: Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Патон Борис Євгенович, Лебедєв Володимир Костянтинович, Галян Борис Опанасович
МПК: B23K 11/04
Мітки: контактного, машина, труб, зварювання, стикового
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную полую штангу, на которой смонтированы подвижный и неподвижный опорные диски механизмов для зажима свариваемых труб, выполненных в виде силовых цилиндров, взаимодействующих посредством распорных элементов и серег с центрирующими рычагами, и привод оплавлення и осадки, связанный с подвижным опорным диском, отличающаяся тем, что, с целью повышения надежности конструкции путем...
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Галян Борис Опанасович, Кучук-Яценко Сергій Іванович, Череднічок Віталій Тимофійович, Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Добровольський Станіслав Дмитрович
МПК: B23K 11/04
Мітки: машина, зварювання, контактного, оплавленням, стикового
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Пристрій для контактного стикового зварювання рейок

Номер патенту: 312
Опубліковано: 30.04.1993
Автори: Грідін Олександр Петрович, Лядов Володимир Васильович, Порхун Федір Костянтинович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Кривенко Валерій Георгійович, Лазебний Іван Леонтійович, Череднічок Віталій Тимофійович, Сахарнов Василь Олексійович
МПК: B23K 11/04
Мітки: стикового, зварювання, контактного, пристрій, рейок
Формула / Реферат:
Формула изобретения1. Устройство для контактной стыковой сварки рельсов, содержащее корпус, выполненный в виде пары клещевых зажимов, каждый из которых состоит из двух щек, соединенных между собой цилиндрами зажатия, верхний и два шарнирно связанных с верхним симметричных боковых резца, две тяги, соединенные с верхним резцом и через коромысло с корпусом, отличающееся тем, что, с целью повышения качества снятия грата по всему периметру...
Попередній патент: Порошковий дріт для підводного різання
Наступний патент: Машина для контактного стикового зварювання труб
Випадковий патент: Спосіб фронтально-прив'язного організованого випасу великої рогатої худоби