Пристрій для керування стикозварювальної машини
Номер патенту: 341
Опубліковано: 30.04.1993
Автори: Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович, Лазебний Іван Леонтійович, Андрієнко Федор Олександрович, Лядов Володимир Васильович, Кривенко Валерій Георгійович
Формула / Реферат
(57) Устройство для управления стыкосварочной машиной, содержащее подвижную и неподвижную станины, электрический привод перемещения подвижной станины, состоящий из соединенных параллельно электромашинного усилителя и двигателя постоянного тока, к двигателю постоянного тока подключен через редуктор следящий золотник, к которому подключены силовые гидравлические цилиндры, к последним присоединен привод осадки и подвижная станина, а также блок управления и задающий блок, выход которого соединен с входом управляющей обмотки электромашинного усилителя, отличающееся тем, что, с целью повышения качества сварного соединения за счет обеспечения плавного перехода от оплавления к осадке, устройство снабжено пороговым элементом с нормально замкнутым и разомкнутым контактами, а блок управления выполнен в виде транзистора, между базой и эмиттером которого подключены параллельно соединенные конденсатор и через нормально замкнутый контакт порогового элемента резистор, коллектор транзистора соединен с обмоткой управления электромашинного усилителя, двигатель постоянного тока соединен с входом порогового элемента, а пороговый элемент через свой нормально разомкнутый контакт соединен с приводом осадки, при этом другой выход задающего блока соединен с входом блока управления.
Текст
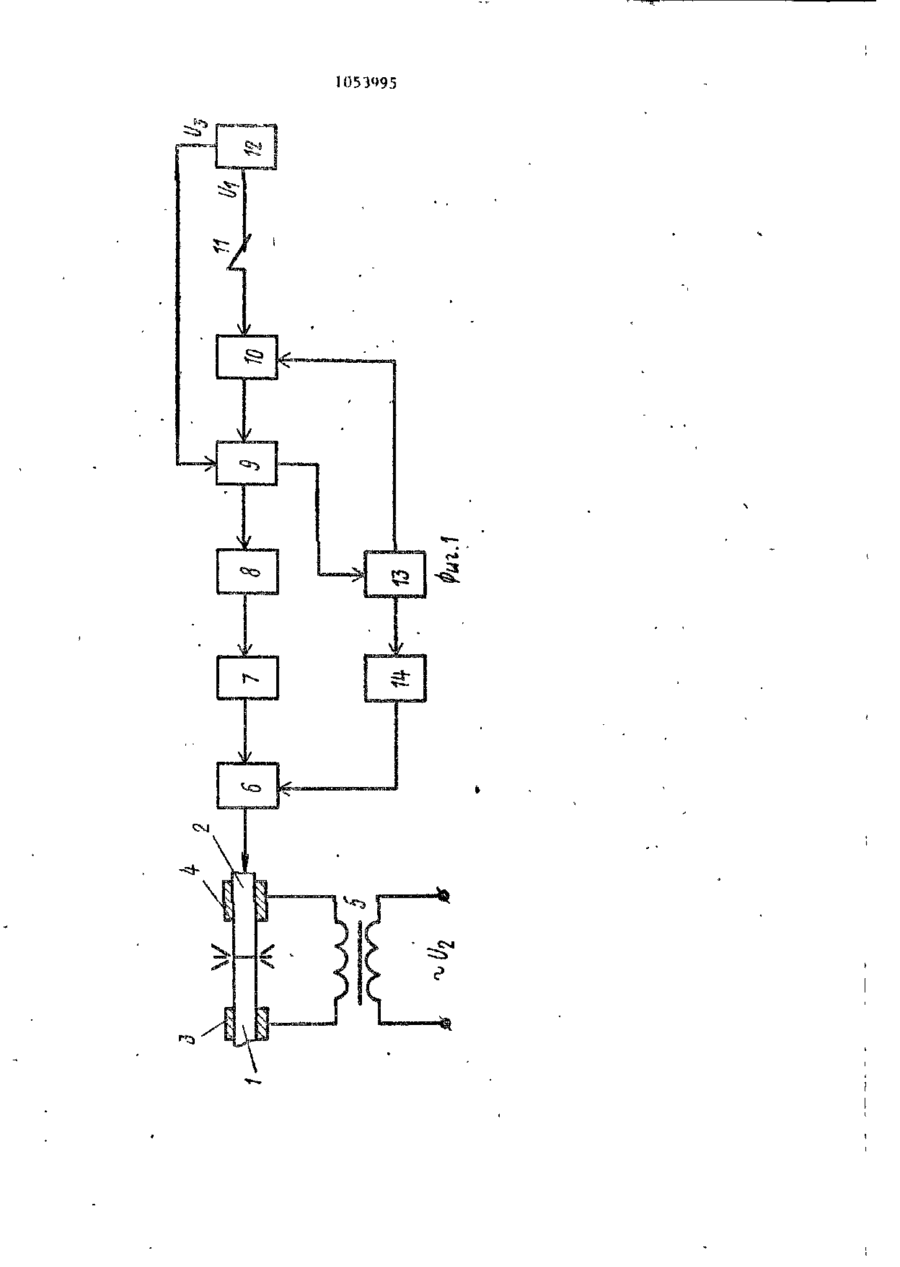
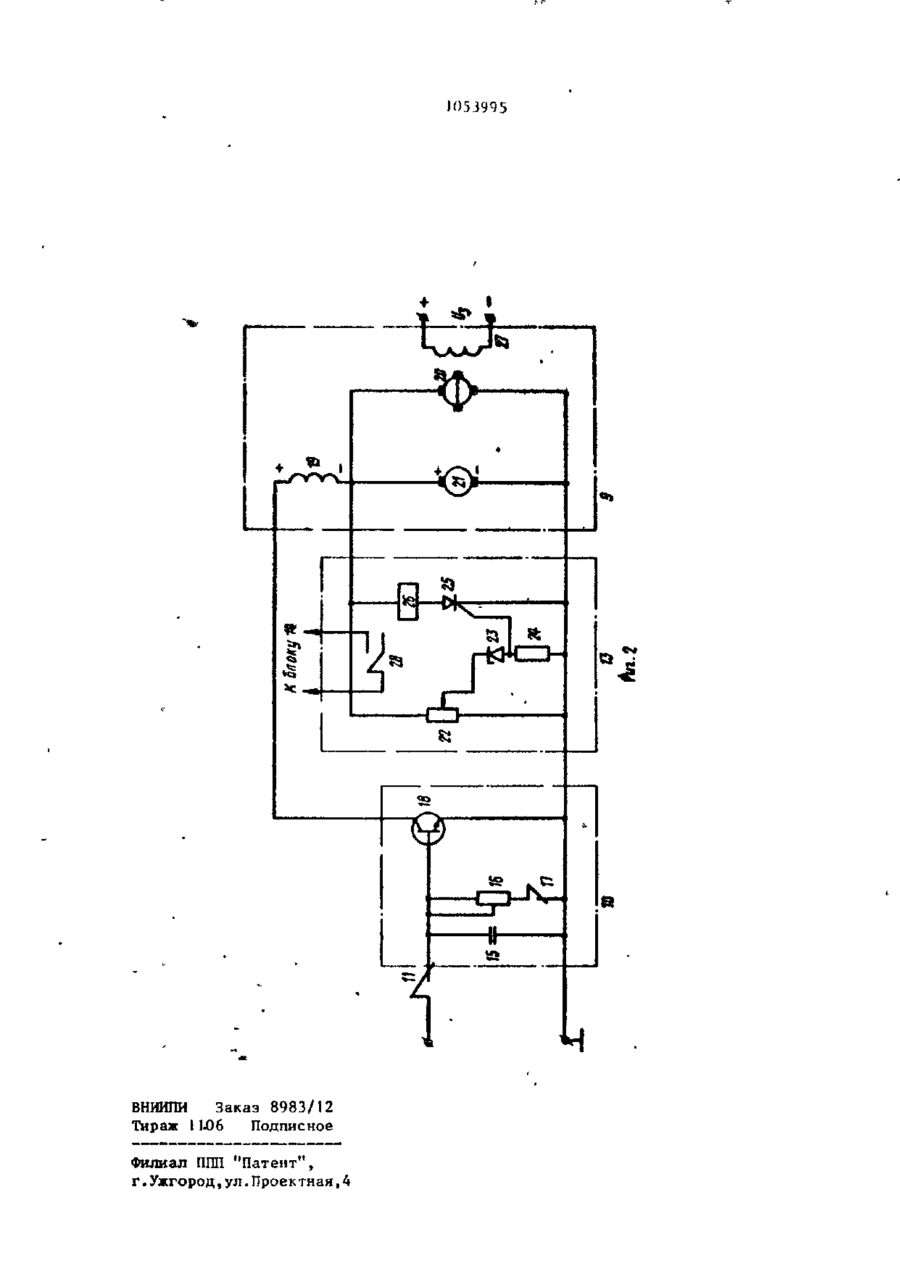
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТ ИЧЕШИХ РЕСПУБЛИК А 3(5» Н 2 3 К 11/24; В 23 К I 1/04 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ (21) 3468880/25-27 (22) 16.07.82 (46) 15.11.83. Бюл. № 42 (72) С И . Кучук-Яценко, Б.Г. Кривенко, А.И. Горишняков, И.Л. Лазебный, В.В. Лядов и Ф,А. Андриенко (71) Ордена Ленина и ордена Трудового Красного Знамени институт электросварки им, Е.О, Патона (53) 621.791.162(088.8) (56) 1. Патент ГДР К 61835, * кл. 21 h 29/13, 20,05.68. 2. Патон В.Е., Лебедев В.К. Электрооборудование для контактной сварки. М., "Машиностроение", 1969, с. 117. 1. Оборудование для контактной сварки рельсов ч его эксплуатация. Под ред. С И . Кучук-Яценко. Киев, "Наукова думка н , 1974, с. 1 П , рис. 70а (прототип). (54)(57) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СТЫКОСВАРОЧНОЙ МАШИНОЙ, содержащее подвижную и неподвижную станины, электрический привод перемещения подвижной станины, состоящий из соединенных параллельно электромашинного усилителя и двигателя постоянного тока, к двигателю постоянного тока подключен через редуктор счедяций золотник, к которому подключены силовые гидравлические цилиндрыs к последним присоединен привод осадки и подвижная станина , а также блок управления и задающий бпок, выход которого соединен с входом управляющей обмотки электромашинного усилителя, о т л и ч а ю щ е е с я тем, что, с целью повышения качества сварного соединения за счет обеспечения плавного перехода от оплавления к осадке, устройство снабжено пороговым элементом с нормально замкнутым и ртэомкнутым контактами, а блок управления пополнен в виде транзистора, между базой н эмиттером которого подключены параплельно соединенные конденсатор и через нормально замкнутый контакт порогового элемента резистор, коллектор транзистора соединен с обмоті ой управления зл^ктромаиинного усилителя, двигатель постоянного тока соединен с входом порогового элемента, а пороговый элемент через спой нормально разомкнутый контакт соединен с приводом осадки, при этом другой выход задающего блока соединен с входом блока управления. 1053095 s Изобретение относится к спарочноЦелью изобретения является'повыму производству и может быть испольгаенне качества сварного соединения зопано в устройствах для управления за счет обеспечения плавного переперемещением подвижной станины П ри кода от оплавления к осадке* контактной стыковой сварке оппавле§ Поставленная цель достигается тем* ннем. что устройство для управления стыкосварочной машиной, содержащее подвижИзвестно устройство для програмную и неподвижную станины, электримного управления скоростью перемещеческий привод перемещения подвижной ния свариваемых деталей и включения 10 станины, состоящий из соединенных паосадки при сварке оплавлением С 1І» раллельно электромашинного усилителя В этом устройстве для задания скои двигателя постоянного тока, к двирости сближения свариваемых деталей гателю постоянного тока подключен чеи момента осадки применяется вращаюрез редуктор следящий золотник, к кощийся кулачок. Для изменения режима ,сварки нужно менять профиль кулачка, 15 торому подключены силовые гидравлиа износ поверхности кулачка приводит ческие цилиндры, к последним присоек изменению программы. динен привод осадки и подвижная станина, а также блок управления, и заИзвестно также устройство, в кодающий блок, выход которого соединен тором скорость сближения и момент осадки задаются посредством много20 со входом управляющей обмотки элект,цеппых реле времени t2 1 ромашипного усилителя, снабжено пороговым элементом с нормально замкнуНаиболее близким по технической t тым и нормально разомкнутым контаксущности к. изобретению является усттами, а блок управления выполнен ройство для управления стыкосвароч25 в виде транзистора, между базой и ной машиной, содержащее подвижную эмиттером которого подключены парали неподвижную станины, электрический лельно соединенные конденсатор и привод, состоящий из электромашинночерез нормально замкнутый контакт го усилителл, в обратную связь котопорогового элемента резистор, колрого включены многоцепиые реле врелектор транзистора соединен с обмотмени, и двигателя постоянного тока,, кой управления электромашинного усик которому подсоединены последовалителя, двигатель постоянного тока тельно соединенные редуктор, следясоединен со входом порогового элещий полотнин и силовые гидравличесмента, а пороговый элемент через кие цилиндры, к последним подключен свой нормально разомкнутый контакт привод осадки. Многоценное реле времени изменяет сопротивление в цепи 35 sсоединен с приводом осадки, при этом отрицательной обратной связи электродругой выход задающего блока соедимашинного усилителя, что приводит^ нен со входом блока управления. к изменению напряжения на его выходе На фиг. 1 показана блок-схема и к т м е л е ш ш скорости перемещения устройстваj па фиг* 2 - схема блока подвижной плиты сварочной машины. ^° управления, порогового блока и Устройства такого типа широко испольэлектропривода„ зуются в релъсос1?арочных машинах Свариваемые детали {фиг. 1) 1 и 2 типа К-19011, К-355А, трубосварочных зажаты в токоподводящих губках 3 и К~58А6 К-700, в ряде универсальных 4 подвижной п неподвижной станины, 45 маиин С которые подключены ко вторичной обмотке сварочного трансформатора 5, первичная обмотка которого подключеНедостатком этих устройств являн а к питающей сети ^Uj . Свариваемые ется ступенчатый режим повышения детали 1 и 2 приводятся с движение скорости, что в ряде случаев приво50 силовыми гидравлическими цилиндрадит к резкому броску тока и коротми 6, которые управляются следящим кому замыканию свариваемых деталей, гидравлическим золотником 7. а п итоге к браку. Для получения досВход следящего гидравлического таточно" плавного- нарастания с"кброс-'_ золотника 7 связан через редуктор 8 ти необходимо иметь большое количест55 с одним из выходов электропривода 9, во ступеней (8-12), а -это делает один вход которого подктпчен к выустройство неудобным и сложным в находу блока І0 управления. Один из стройке", перенастройке и требует входов блока 10 управления через кондля этого большой затраты времени. 1053095 такт 11 программирующего блока {,иа. нию тока через неї о, соответственно фиг. [ не показано) подключен к зачерез обмотку управления 19 электродаюцену блоку 12 вырабатывающего магнитного усилителя 20, а это экнапряжения Ц. і напряжение U^ от бловивалентно увеличению сопротивления ка 12 подано на второй вход электроо цепи обратной связи электромашиннопривода 9= Второй вход блока 10 упго усилителя 20. Следовательно, равления связан с одним из выходов уменьшение глубины отрицательной порогового элемента 13, который друобратной связи приводит к увеличеГ Ї Ш своим выходом через привод 14 нию напряжения на выходе электромаосадки воздействует на цилиндры 6. шинного усилителя 20 и повышению Вход порогового элемента 13 связан скорости электродвигателя 21. Лисо вторым выходом электропривода 9. нейность повышения скорости достиЧерез контакт 11 напряжения у погается суперпозицией уменьшающегося ступает на конденсатор І5 (фиг, 2 ) , по экспоненциональному закону напрякоторый подключен к резистору 16 челения на конденсаторе 15 и нелиней15 рез нормально замкнутый контакт 17 ности входной характеристики трани ко входу транзистора 18 (база-эмитзистопа 18. По мере повышения напрятер) , в коллекторную цепь і оторого пенил на выходе электромашинного усивключена обготка управления 19 злектлителя 20 напряжение, снимаемое с ромашшного усилителя 20о К выходу двіїкка потенциометра 22» достигает последнего подключены параллельно напряжения пробоя стабилитрона 23, двигатель 21 и потенциометр 22, что приводит к открыванию тиристодвижок которого через стабилитрон 23 ра 25 и срабатыванию реле 26, котоподключен к резистору 24 и управляюрое размыкает контакт 17 и прекрадему электроду тиристора 25, в анодщает; разряд конденсатора 15, фикси25 рует достигнутую скорость сближения ную цепь которого включено реле 26. Обмотка 27 (управляющая) эпектромасвариваемых деталей 1 и 2. Б то же пиниого усилителя 20 подключена к ис время реле 26 контактом 28 включает точнику постоянного напряжения U~f привод 14 осадки (например злектроопределяющего начальную скорость гндравлический золоткше) ( который перемещения. Нормально разомкнутый обеспечивает через цилиндры 6 осадконтакт 28 реле 26 связан с привоку деталей I и 2. • дом 14 осадки. Устройство мо^ет быть использовано в схемах управления стыковых сваУстройство работает следующим оброчных машин, в которых применяется разом. 1 С подачей команды от программирую •-35 электрогидравлический следящий привод по схеме: электромашинный усиш,его блока на повышение скорости оплитель - двигатель, взамен схемы лавления размыкается контакт !1 и управления с многоцепными реле времеконденсатор 15 начинает разряжаться ни. через резистор 16 с постоянной вреВ качестве базового объекта принямени т = к с. 40 та маинна К-355. Испытания данного Таким образом^ изменяя резистор устройства на указанных машинах при 16, можно изменять время повышения сварке репьсов покачали, что при скбрости. Уменьшение напряжения на конденсаторе 15 за счет разряда этом удается снизить процент брака уменьиает напряжение на базе тран45 за счет обеспечения плавного перезистора 18, что приводит к умеиьшехода от оплавлення к осадке. 053495 1053995 ВНИИПИ Заказ 8983/12 Тираж 1L06 Подписное Филиал ППП "Патент", г.Ужгород,ул.Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюControl device for butt welding machine
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kryvenko Valerii Heorhiiovych, Horyshniakov Oleksii Ivanovych, Lazebnyi Ivan Leontiioyvch, Liadov Volodymyr Vasyliovych, Andriienko Fedor Oleksandrovych
Назва патенту російськоюУстройство для управления стыкосварочной машиной
Автори російськоюКучук-Яценко Сергей Иванович, Кривенко Валерий Георгиевич, Горишняков Алексей Иванович, Лазебный Иван Леонтьевич, Лядов Владимир Васильевич, Андриенко Федор Александрович
МПК / Мітки
МПК: B23K 11/04, B23K 11/25
Мітки: пристрій, стикозварювальної, керування, машини
Код посилання
<a href="https://ua.patents.su/6-341-pristrijj-dlya-keruvannya-stikozvaryuvalno-mashini.html" target="_blank" rel="follow" title="База патентів України">Пристрій для керування стикозварювальної машини</a>
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Добровольський Станіслав Дмитрович, Семенов Леонід Олександрович
МПК: B23K 11/04, B23K 11/25
Мітки: процесом, контактного, оплавленням, управління, пристрій, стикового, зварювання
Формула / Реферат:
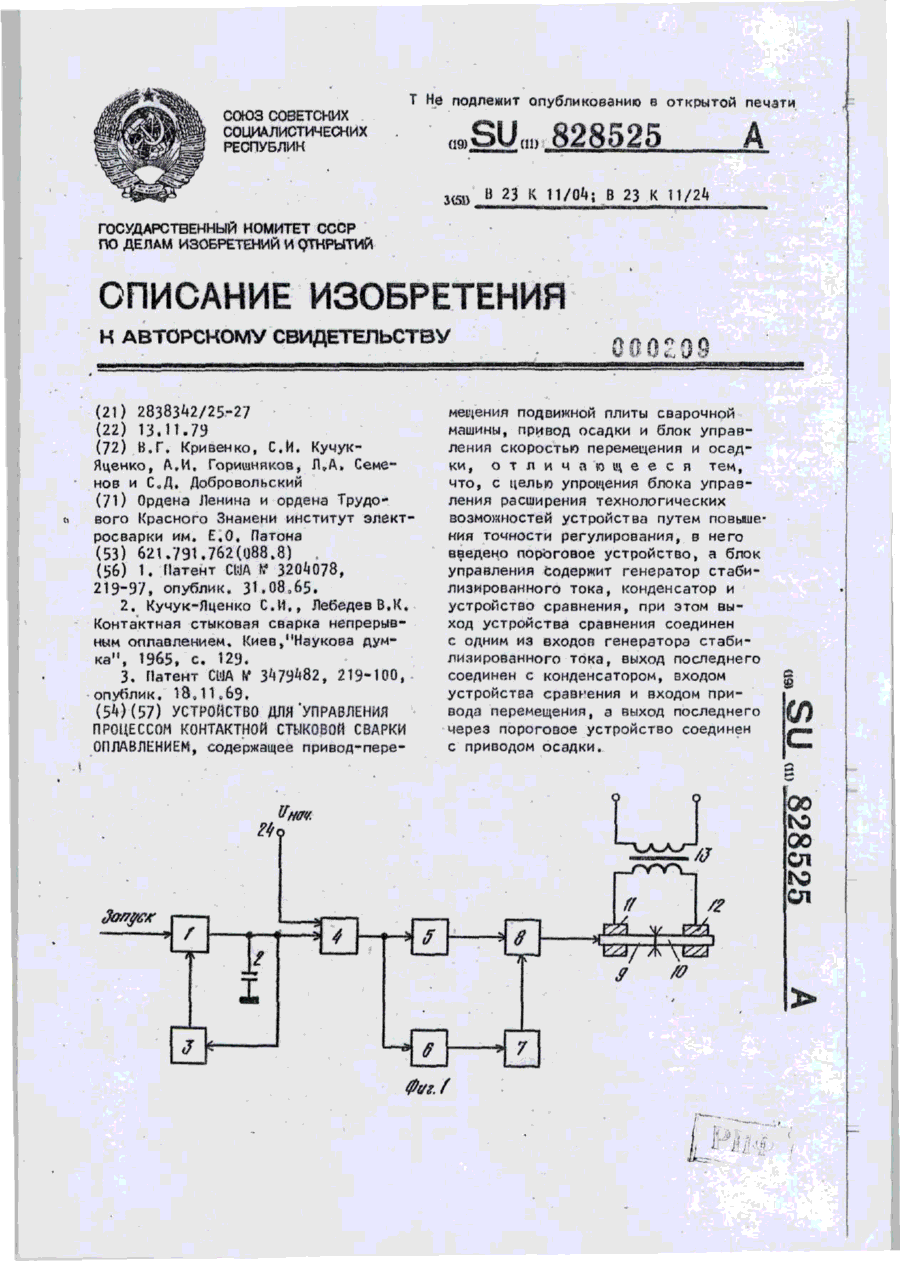
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного...
Пристрій управління машиною для контактного стикового зварювання оплавленням

Номер патенту: 314
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Лазебний Іван Леонтійович, Горишняков Олексій Іванович, Богорський Михайло Володимирович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: зварювання, управління, стикового, контактного, пристрій, машиною, оплавленням
Формула / Реферат:
(57) Устройство управления машиной для контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет...
Пристрій для запуску однофазного електродвигуна

Номер патенту: 273
Опубліковано: 30.04.1993
Автор: Фісюн Микола Анатолійович
МПК: H02P 1/16
Мітки: запуску, електродвигуна, однофазного, пристрій
Формула / Реферат:
Устройство для запуска однофазного электродвигателя с пусковой и рабочей обмотками, содержащее коммутатор, один вывод которого подключен к одному выводу пусковой обмотки, другой вывод которой соединен с одним выводом рабочей обмотки двигателя и с первым зажимом для подключения к источнику питания, другой вывод коммутатора соединен со вторым зажимом для подключения к источнику питания, и устройство управления коммутатором, отличающееся тем,...
Пристрій для вимірювання вібропереміщень ротора
Номер патенту: 355
Опубліковано: 30.04.1993
Автори: Квашин Михайло Федорович, Барков Олександр Степанович, Красюк Володимир Якович, Іванов Сергій Григорович, Серга Валерій Борисович, Мирошниченко Микола Васильович
МПК: H03B 1/00, G01M 1/22, G01H 1/00
Мітки: пристрій, вимірювання, ротора, вібропереміщень
Формула / Реферат:
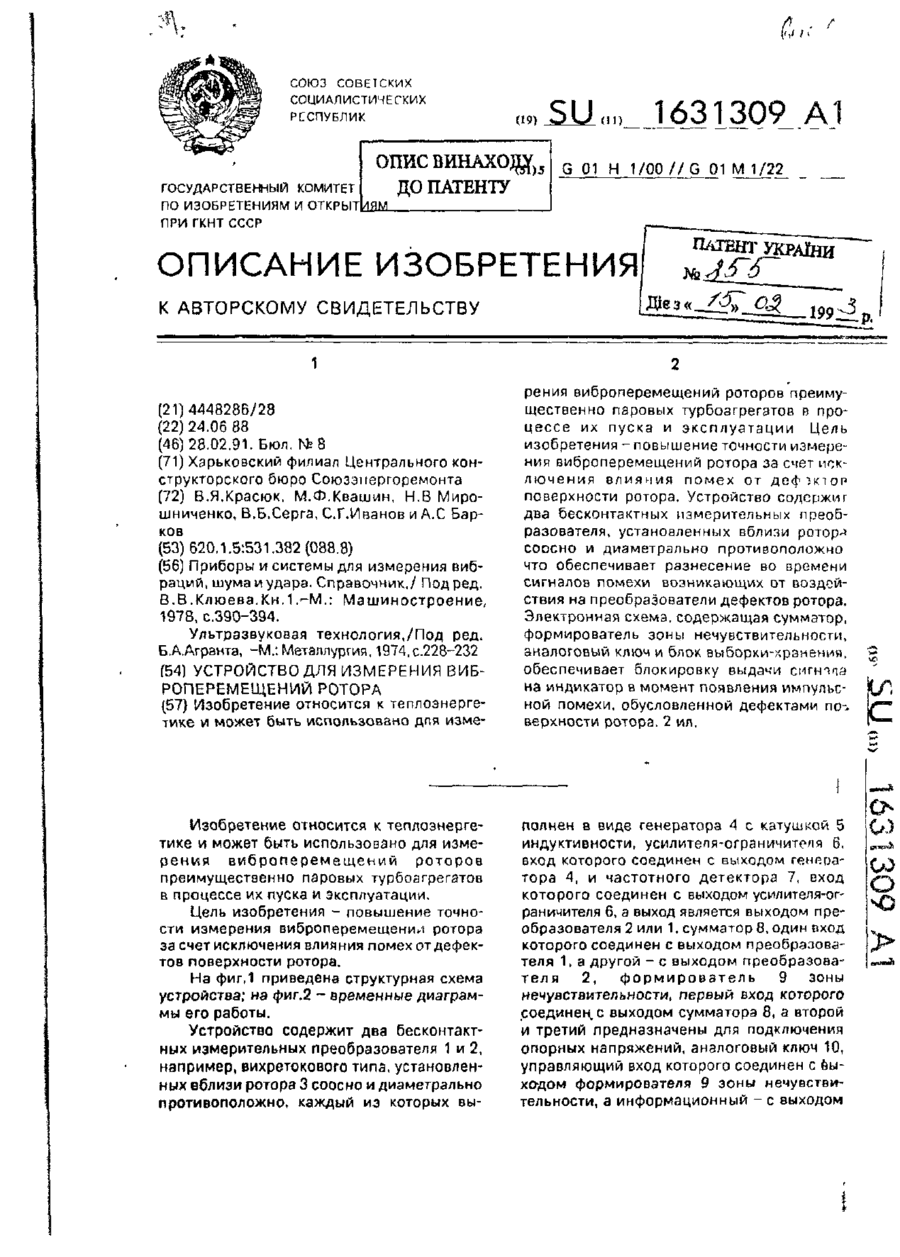
(57) Изобретение относится к теплоэнергетике и может быть использовано для измерения виброперемещений роторов преимущественно паровых турбоагрегатов в процессе их пуска и эксплуатации. Цель изобретения - повышение точности измерения виброперемещений ротора за счет исключения влияния помех от дефектов поверхности ротора. Устройство содержит два бесконтактных измерительных преобразователя, установленных вблизи ротора соосно и диаметрально...
Пристрій для контролю максимального відхилення ротора від осі турбомашини
Номер патенту: 360
Опубліковано: 30.04.1993
Автори: Барков Олександр Степанович, Цибулько Вадим Йосипович, Морозов Микола Ібрагимович, Метельов Леонід Дмитрович
МПК: F01D 21/00
Мітки: ротора, осі, контролю, максимального, турбомашині, пристрій, відхілення
Формула / Реферат:
Формула изобретения Устройство для контроля максимального отклонения ротора от оси турбомашины, содержащее первый и второй первичные преобразователи, установленные вблизи ротора в одной плоскости по двум взаимно перпендикулярным осям и подключенные каждый своим выходом на вход соответственно первого и второго квадраторов, соединенных с входами первого сумматора, выход которого подключен через последовательно соединенные блоки...
Попередній патент: Копіювальна паста
Наступний патент: Чотирикулачковий самоцентруючий патрон
Випадковий патент: Електричний екрануючий пристрій для конструкцій біля високовольтних частин електростатичних осаджувачів