Хонінгувальна головка
Номер патенту: 34547
Опубліковано: 11.08.2008
Автори: Євтухов Віталій Геннадійович, Синяговська Вікторія Василівна
Формула / Реферат
Хонінгувальна головка, що виконана у вигляді корпусу з пазами, у яких установлені з можливістю тангенціального зміщення ведучий і ведений комплекти тримачів зі шліфувальними брусками, зв'язаних між собою за допомогою, розташованих на торцях корпусу, дисків з радіальними пазами і шипів, що входять у радіальні пази дисків, а також додатково зв'язаними за допомогою штовхачів з індивідуальними приводами радіальної подачі, виконаними у вигляді розтискних конусів і штоків з поршнем на кінці одного з них, що входить у циліндр привода ведених брусків, а в перерізі, перпендикулярному осі хона, тримачі і штовхачі ведучого комплекту брусків сполучені по дузі окружності, концентричної осі хона, а тримачі веденого комплекту брусків установлені з можливістю зміщення по хорді уздовж плоских поверхонь штовхачів, яка відрізняється тим, що сусідні ведучі і ведені бруски з'єднані між собою попарно в комплекти через окремі індивідуальні пари верхніх і нижніх дисків, кількість яких додатково введена відповідно кількості пар комплектів ведучих і ведених брусків, при цьому диски розташовані з можливістю незалежного провороту відносно один одного і виконані з додатковими відкритими трапецеїдальними пазами, ширина внутрішньої частини яких дорівнює діаметрам шипів, збільшеної на подвоєну відстань їхнього тангенціального зміщення, через які вільно проходять при тангенціальному зміщенні сусідніх дисків пари шипів цих сусідніх комплектів ведучих і ведених брусків, крім того, довжина шипів у торцях різних сусідніх пар ведучих і ведених комплектів брусків різна і дорівнює відстані від торця їх тримачів до відповідних дисків, що зв'язують їх між собою.
Текст
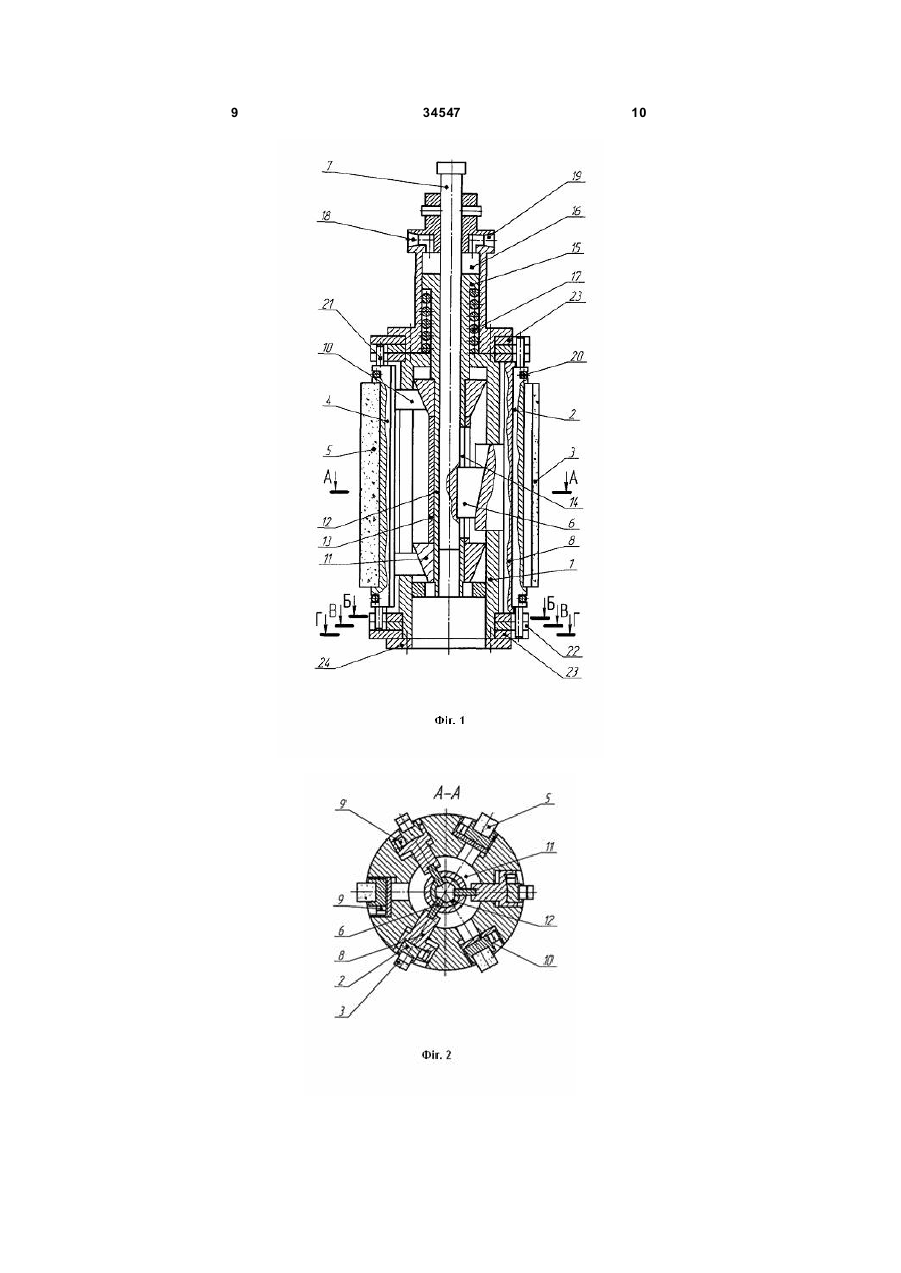
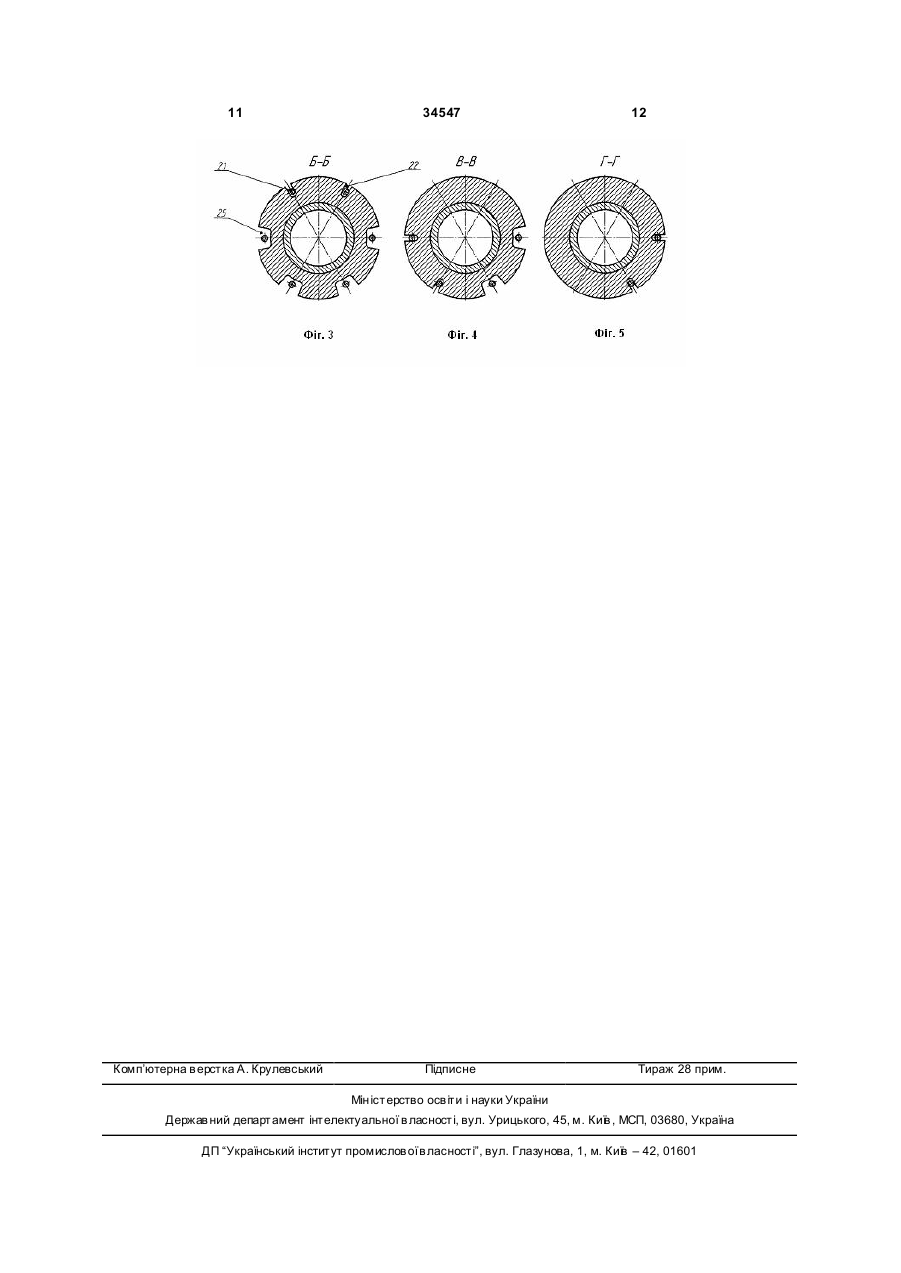
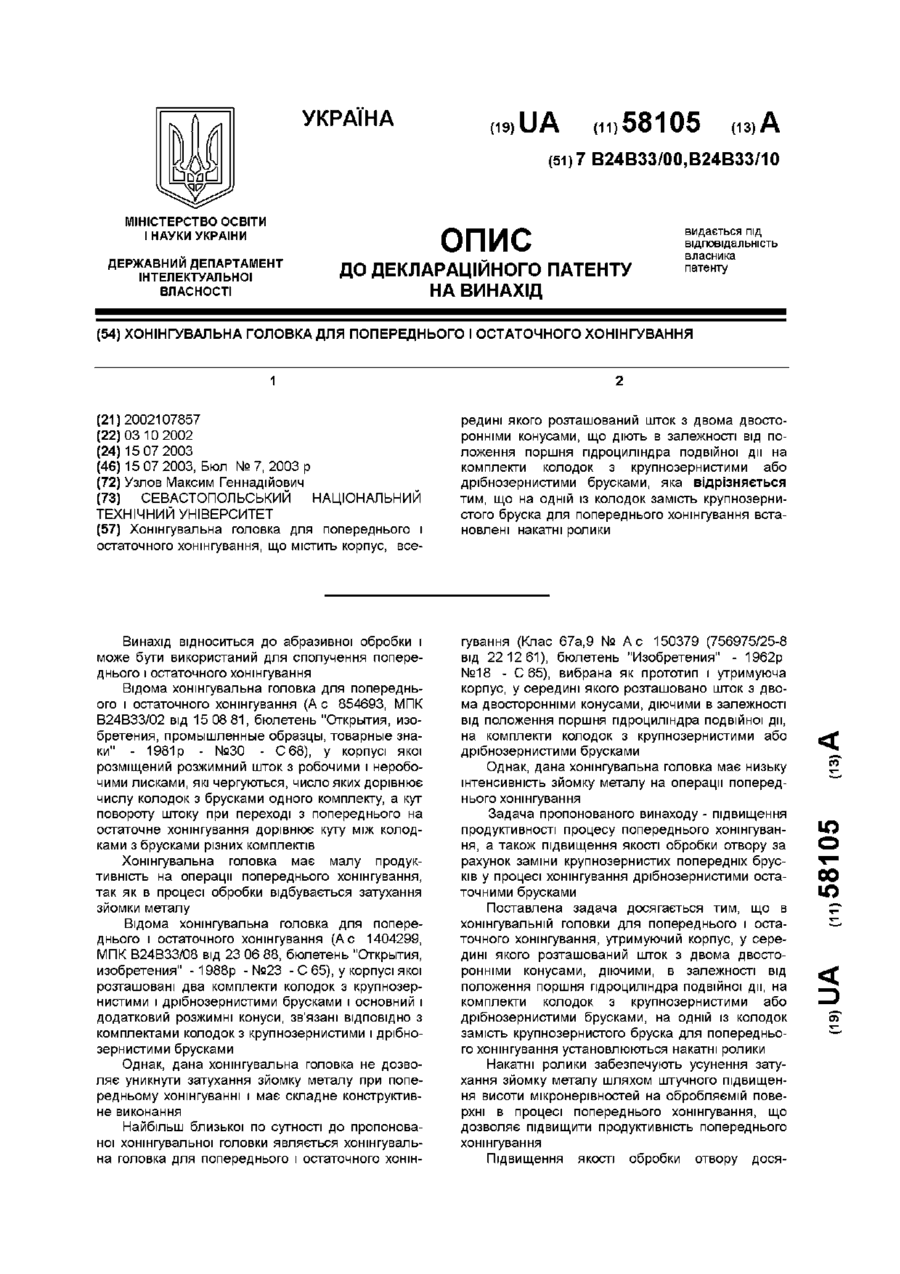
Хонінгувальна головка, що виконана у вигляді корпусу з пазами, у яких установлені з можливістю тангенціального зміщення ведучий і ведений комплекти тримачів зі шліфувальними брусками, зв'язаних між собою за допомогою, розташованих на торцях корпусу, дисків з радіальними пазами і шипів, що входять у радіальні пази дисків, а також додатково зв'язаними за допомогою штовхачів з індивідуальними приводами радіальної подачі, виконаними у вигляді розтискних конусів і штоків з поршнем на кінці одного з них, що входить у циліндр привода ведених брусків, а в перерізі, перпендикулярному осі хона, тримачі і штовхачі ведучого комплекту брусків сполучені по дузі U 1 3 34547 моделі по технічній сутності і результату, що досягається, є хонінгувальна головка, виконана у виді корпуса з пазами, у яких встановлені з можливістю тангенціального зміщення ведучий і ведений комплекти тримачів з абразивними брусками, зв'язані за допомогою штовхачів з індивідуальними приводами радіальної подачі, виконаними у виді розтискних конусів і штоків з поршнем на кінці одного з них, що входить у циліндр привода радіального розтиснення, сполучений з нагнітальною порожниною. Крім цього, головка додатково обладнана встановленими на торцях корпуса з можливістю проворота щодо нього дисками з радіальними пазами, встановленим на штоці веденого комплекту брусків фланцем, що утворює з торцем штока замкнуту кільцеву порожнину, а також пружними елементами, встановленими між тримачами абразивних брусків і їх штовхачами, при цьому тримачі ведучого і веденого комплектів брусків виконані з розміщеними на їхніх торцях шипами, встановленими в радіальних пазах диска, а на фланці виконані осьові отвори, які служать для сполучення зазначеної кільцевої порожнини з нагнітальною, причому на розтискному конусі веденого комплекту брусків виконані подовжні пази, за допомогою яких зазначені диски кінематично зв'язані з фланцем, а в перерізі, перпендикулярному осі хона, тримачі і штовхачі ведучого комплекту брусків сполучені по дузі окружності, концентричної осі хона [див. авт. св. СРСР №1472229, М. кл. В24В 33/08, 1989]. У процесі обробки отворів зазначена хонінгувальна головка за допомогою ведучого комплекту брусків відслідковує появу по хибок форми і за рахунок тангенціального зміщення їхніх тримачів через шипи на їх торцях і диски тангенціально зміщує ведені комплекти брусків, включаючи їх у процес обробки. У результаті зростає продуктивність хонінгувальної головки й інтенсифікується процес виправлення похибок форми отворів у їхньому поздовжньому перерізі. Разом з тим, як і в попередній конструкції хонінгувальної головки, основним недоліком є те, що при відстеженні похибок форми усі ведучі і ведені бруски по колишньому зміщуються в тангенціальному напрямку одночасно, що приводить до однакового підвищення продуктивності обробки усіх ведених брусків, а, ви ходить, і до однакового знімання метала в поперечному перерізі отворів, що не дозволяє виправляти похибки форми в поперечному перерізі оброблюваних отворів, а приводить лише до їх копіювання. При цьому, незалежно від величини тангенціального зміщення ведених брусків, їхня продуктивність не змінюється, а, виходить, не відбувається і додаткової інтенсифікації знімання металу в часі і не підвищується можливість виправляючої обробки. Крім того, розглянута конструкція хонінгувальної головки має і низьку продуктивність обробки, тому що ведений комплект брусків при відсутності похибок форми в процесі різання не бере участі. Крім того, додатковий кінематичний зв'язок між веденим комплектом брусків і фланцем штока привода їхнього розтискного конуса, а також наявність секторних пазів у корпусі хона для проворота штовхачів веденого 4 комплекту брусків і секторних пазів у самому штоці привода радіального розтиснення брусків, знижує жорсткість хона, що також зменшує виправляючі можливості і ускладнює його конструкцію при виготовленні. В основу корисної моделі поставлена задача удосконалення конструкції хонінгувальної головки, у якій шляхом постійного придання радіальних коливань веденим комплектам брусків, зв'язаних кінематично через шипи в торцях їхніх тримачів і індивідуальні пари дисків з ведучими комплектами брусків, при відстеженні похибок форми, що виправляються, дозволяє робити послідовну індивідуальну попарну роботу окремо зв'язаних один з одним сусідніх пар ведучих і ведених брусків, що самостійно відслідковують похибки форми, як у подовжньому, так і в поперечних перерізах оброблюваних отворів, і за рахунок різного тангенціального зміщення індивідуально змінюють величину радіального зазору і продуктивність обробки радіально-коливних ведених брусків, що і дозволяє підвищувати інтенсивність знімання металу в місцях лише з підвищеними припусками (похибками форми), а, виходить, забезпечує підвищення інтенсивності виправлення похибок форми, скорочує припуски під обробку і час хонінгування, знижує його собівартість. Спрощується і конструкція хона, що скорочує ви трати на його виготовлення, підвищується його жорсткість, що також сприяє підвищенню його виправляючих можливостей. Поставлена задача вирішується за рахунок того, що в хонінгувальній головці, що виконана у вигляді корпуса з пазами, у яких установлені з можливістю тангенціального зміщення ведучий і ведений комплекти тримачів зі шліфувальними брусками, зв'язаних між собою за допомогою, розташованих на торцях корпуса, дисків з радіальними пазами і шипів, що входять у радіальні пази дисків, а також додатково зв'язаними за допомогою штовхачів з індивідуальними приводами радіальної подачі, виконаними у виді розтискних конусів і штоків з поршнем на кінці одного з них, що входить у циліндр привода ведених брусків, а в перерізі, перпендикулярному осі хона, тримачі і штовхачі ведучого комплекту брусків сполучені по дузі окружності, концентричної осі хона, а тримачі веденого комплекту брусків установлені з можливістю зміщення по хорді уздовж плоских поверхонь штовхачів, відповідно до корисної моделі, сусідні ведучі і ведені бруски з'єднані між собою попарно в комплекти через окремі індивідуальні пари верхніх і нижніх дисків, кількість яких додатково введена відповідно кількості пар комплектів ведучих і ведених брусків, при цьому диски розташовані з можливістю незалежного проворота відносно один одного і виконані з додатковими відкритими трапецеїдальними пазами, ширина внутрішньої частини яких дорівнює діаметрам шипів, збільшеної на подвоєну відстань їхнього тангенціального зміщення, через які вільно проходять при тангенціальному зміщенні сусідніх дисків пари шипів цих сусідніх комплектів ведучих і ведених бр усків, крім того довжина шипів у торцях різних сусідніх пар ведучи х і ведених комплектів брусків різна і дорівнює відстані від торця їх тримачів до відповідних 5 34547 дисків, що зв'язують їх між собою. Сукупність усі х перерахованих ви ще ознак хонінгувальної головки, включаючи відмінні, дозволяє при хонінгуванні отворів кожному з ведучих брусків в індивідуальному порядку відслідковувати появу похибок форми, як у подовжньому, так і в поперечному перерізі, зміщуючись під впливом збільшених припусків і сил різання в тангенціальному напрямку по дузі кола, концентричної осі хона. У результаті, зазначене зміщення індивідуально від кожного тримача ведучого бруска через їхні торцеві шипи, що входять у радіальні пази відповідних (своїх) дисків, провертає їх навколо своєї осі і передає тангенціальне зміщення на ведені радіально-коливні абразивні бруски. При тангенціальному зсуві ведених брусків по хорді уздовж плоских поверхонь штовхачів зазор між робочою поверхнею радіально-коливних брусків і оброблюваною поверхнею зменшується до оптимальних значень, підвищуючи продуктивність знімання металу в місцях виявленої похибки форми. Таким чином, у результаті попарного індивідуального з'єднання ведучих брусків зі своїми сусідніми веденими брусками за допомогою своїх індивідуальних пар дисків, що мають можливість незалежного проворота навколо своєї осі відносно один одного, для чого в них виконані відкриті трапецеїдальні пази, ширина внутрішньої частини яких дорівнює діаметрам шипів, збільшеної на подвоєну відстань їхнього тангенціального зміщення, і через які вільно проходять при тангенціальному зміщенні сусідніх дисків пари різних по довжині шипів цих сусідніх комплектів ведучих і ведених брусків, кожна пара ведучого і веденого брусків індивідуально, по окремості, відслідковує появу по хибок форми й у цих місцях інтенсифікує знімання металу, ефективно усуваючи виявлені похибки, у тому числі й у поперечному перерізі оброблюваних отворів. При цьому знижуються і припуски на хонінгувальну операцію, скорочується час на її виконання, знижується собівартість обробки. Крім того, ведені радіально-коливні бруски постійно беруть участь у процесі різання, що також підвищує продуктивність хонінгувальної головки і скорочує час фінішної операції, а, з іншого боку, безупинна робота ведених брусків усуває необхідність керування їх періодичним включенням у процес різання, а, виходить, у конструкції хона скорочується кількість ланок у кінематичному ланцюзі між розтискним конусом і штоком з поршнем, що входить у циліндр привода радіальних коливань ведених брусків, відпадає необхідність і в секторних пазах у корпусі хона для проворота штовхачів веденого комплекту брусків і секторних пазів у самому штоку привода радіального розтиснення брусків, що, в остаточному підсумку, підніме жорсткість хона і його виправляючі можливості, а також спростить його конструкцію і знизить витрати на виготовлення. Сутність запропонованої корисної моделі пояснюється кресленнями, де на Фіг.1 поданий поздовжній розріз описуваної хонінгувальної голівки, на Фіг.2 - розріз А-А на Фіг.1, на Фіг.3 - розріз Б-Б на Фіг.1, на Фіг.4 - розріз В-В на Фіг.1, на Фіг.5 розріз Г-Г на Фіг.1. 6 Хонінгувальна головка містить корпус 1, у радіальних пазах якого розміщені два комплекти тримачів, з яких один комплект - ведучий, із тримачами 2 і шліфувальними брусками 3, наприклад алмазними, а другий комплект - ведений, із тримачами 4 і абразивними брусками 5. Тримачі 2 з'єднані з розтискними клинами 6 штока 7 за допомогою што вхачів 8. Прилягаючі поверхні штовхачів 8 і тримачів 2 виконані по радіусу з центром, що лежить на осі хона, причому ширина робочої зони штовхачів 8 у поперечному перерізі більше ширини підвалин тримачів 2, у бічному зазорі між якими встановлені пружні елементи 9. Тримачі 4 також розташовані в радіальних пазах корпуса 1, як і тримачі 2, і встановлені на штовхача х 10 і двох розтискних конусах 11 порожнистого штока 12, з'єднаних втулкою 13. Прилягаючі поверхні штовхачів 10 і тримачів 4 виконані плоскими, забезпечуючи їхнє відносне переміщення по хорді, причому ширина робочої зони штовхачів 10 у поперечному перерізі більша ширини основи тримачів 4, у бічному зазорі між якими встановлені пружні елементи 9. При цьому, ширина робочої зони штовхачів 10 у поперечному перерізі дорівнює ширині робочої зони штовхачів 8. Шток 12 охоплює шток 7 і має подовжні пази 14, через які проходять розтискні клини 6. Шток 12 закінчується поршнем 15, що входить у циліндр 16 привода радіальних коливань брусків 5, і взаємодіє з корпусом 1 за допомогою пружини 17. Циліндр 16 закріплюється у верхній частині корпуса 1 і має отвір 18 нагнітання й отвір 19 - зливу. Тримачі 2 ведучи х бр усків 3 і тримачі 4 ведених брусків 5 утримуються в радіальних пазах корпуса 1 за допомогою двох кільцевих пружин 20. При цьому, кожен ведучий брусок 3 з'єднаний зі своїм веденим бруском 5 за допомогою пар шипів 21, встановлених у радіальних пазах 22 своїх індивідуальних дисків 23, закріплених попарно на торцях корпуса 1 хонінгувальної головки, що закінчується кришкою 24. Кожен комплект дисків 23 з'єднує між собою одну пару сусідніх ведучи х і ведених брусків 3 і 5, і має можливість відносного проворота відносно один одного. У зв'язку з цим, для з'єднання кожної пари тримачів 2 і 4 ведучого і веденого комплектів брусків 3 і 5 через свої індивідуальні пари дисків 23, на їхніх торцях встановлені шипи 21 різної довжини, обумовленої відстанню від торця тримача до відповідного диска. Для забезпечення незалежного відносного проворота кожної пари дисків 23 відносно один одного в них виконані відкриті трапецеїдальні пази 25, ширина внутрішньої частини яких дорівнює діаметру шипів 21, збільшеної на подвоєну величину бічного зазору між тримачами і штовхачами брусків. Через ці пази проходять різної довжини шипи 21 відповідних пар тримачів 2 і 4 ведучого і веденого комплектів брусків 3 і 5, що фіксуються в радіальних пазах 22 своїх пар дисків 23, забезпечуючи при їхньому розвороті незалежне індивідуальне тангенціальне зміщення від кожного ведучого бруска 3 до веденого бруска 5. Хонінгувальна головка працює в такий спосіб. При фінішній обробці хонінгувальна головка вводиться в отвір і їй забезпечується зворотно 7 34547 поступальне переміщення зі швидкістю Vвп, обертання з окружною швидкістю Voк, радіальне розтиснення Sp - ведучому комплекту бр усків 3 і радіально-коливальні переміщення з частотою f і амплітудою А в попередньо встановленому зазорі В - веденому комплекту брусків 5. У випадку відсутності похибок форми усі ведучі шліфувальні бруски 3, які встановлені у тримачах 2, працюють у режимі звичайного хонінгування, причому пружні елементи 9 у бічному зазорі підібрані таким чином, щоб під дією сил різання тримачі 2 тангенціально не зміщалися щодо штовхачів 8. У свою чергу, радіально-коливальні ведені бруски 5, зв'язані з ведучими брусками 3, також тангенціально не зміщаються на своїх штовхачах 10 і між їхніми робочими поверхнями й оброблюваною поверхнею отвору зберігається незмінним раніше встановлений зазор В, що забезпечує мінімальну продуктивність знімання металу веденими брусками 5. При цьому, бруски 3 одержують необхідний радіальний розтиск через шток 7, клини 6 і тримачі 2, а ведені бруски 5 одержують радіальні коливання від вібруючого в циліндрі 16 поршня 15, порожнистого штока 12, двох розтискних конусів 11, штовхачів 10 і тримачів 4. Вібрація забезпечується пульсуючим потоком робочої рідини, що перепускається через циліндр 16 за допомогою напірного отвору 18 і зливального отвору 19 і впливає на поршневу частину 15 штока 12, підпружиненого пружиною 17. Таким чином, при обробці отворів без похибок форми хонінгувальна головка забезпечує по всіх брусках однакову продуктивність, а, ви ходить, і однакове знімання металу по всій оброблюваній поверхні. При хонінгуванні отворів з похибками форми під впливом збільшених припусків перший (один) ведучий брусок 3, що знайшов їх, разом із тримачем 2 починає індивідуально пружно зміщатися щодо свого штовхача 8 у межах бічного зазору, деформуючи пружний елемент 9. При цьому кожен ведучий брусок 3 для індивідуального автоматич 8 ного відстеження за появою похибок форми повинний завжди бути в контакті з оброблюваною поверхнею. Тому прилягаючі поверхні штовханів 8 і тримачів 2 повинні бути еквідистантні оброблюваній поверхні отвору, зокрема, окружності. У результаті пружного зсуву ведучого бруска 3, через його шипи 21 і свою пару (верхній і нижній) індивідуальних дисків 23, тангенціально зміщається сусідній (один) ведений брусок 5. Останній зміщається тангенціально по хорді уздовж плоскої поверхні штовхача 10 на ту ж відстань, що і зв'язаний з ним ведучий брусок 3, у межах бічного зазору між тримачем 4 і штовхачем 10, деформуючи пружний елемент 9. При цьому зазор В між робочою поверхнею веденого бруска 5 і оброблюваною поверхнею отвору зменшується, підвищуючи продуктивність знімання металу зазначеним веденим бруском 5. Таким чином, у місці появи похибки форми ведучий брусок 3 індивідуально в автоматичному режимі її відслідковує і підвищує продуктивність знімання металу сусіднього, зв'язаного з ним, веденого бруска 5, тобто відбувається інтенсивне виправлення виявленої похибки форми. У цей же час, при відсутності похибок форми в районі інших ведучи х бр усків 3, що характерно, наприклад, при виправленні похибок форми в поперечному перерізі отворів, вони працюють у режимі звичайного хонінгування без тангенціальних зміщень доти, поки і перед ними не з'являться ділянки оброблюваної поверхні з похибкою форми. Тоді і вони індивідуально через свої пари верхніх і нижніх дисків 23 і різної довжини шипи 21, що вільно проходять через трапецеїдальні пази 25 сусідніх дисків 23, тангенціально зміщають свої ведені бруски 5, підвищуючи їхню продуктивність. У підсумку підвищується інтенсивність знімання металу в місцях похибок форми, скорочуються припуски під хонінгування і час на обробку. Після усунення похибок форми під впливом пружних елементів 9 і кільцевих пружин 20 бруски 3 і 5 повертаються у ви хідне положення. 9 34547 10 11 Комп’ютерна в ерстка А. Крулевський 34547 Підписне 12 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюHoning sleeve
Автори англійськоюYevtukhov Vitalii Hennadiiovych, Syniahovska Viktoria Vasylivna
Назва патенту російськоюХонинговальная головка
Автори російськоюЕвтухов Виталий Геннадиевич, Синяговская Виктория Васильевна
МПК / Мітки
МПК: B24B 33/00
Мітки: хонінгувальна, головка
Код посилання
<a href="https://ua.patents.su/6-34547-khoninguvalna-golovka.html" target="_blank" rel="follow" title="База патентів України">Хонінгувальна головка</a>
Хонінгувальна головка для попереднього і остаточного хонінгування
Номер патенту: 58105
Опубліковано: 15.07.2003
Автор: Узлов Максим Геннадійович
МПК: B24B 33/00
Мітки: остаточного, хонінгування, попереднього, головка, хонінгувальна
Формула / Реферат:
Хонінгувальна головка для попереднього і остаточного хонінгування, що містить корпус, всередині якого розташований шток з двома двосторонніми конусами, що діють в залежності від положення поршня гідроциліндра подвійної дії на комплекти колодок з крупнозернистими або дрібнозернистими брусками, яка відрізняється тим, що на одній із колодок замість крупнозернистого бруска для попереднього хонінгування встановлені накатні ролики.
Головка струмознімача для безрейкового електротранспорту
Номер патенту: 61978
Опубліковано: 15.12.2003
Автор: Кубай Роман Іванович
МПК: B60L 5/00
Мітки: електротранспорту, безрейкового, струмознімача, головка
Формула / Реферат:
Головка струмознімача для безрейкового електротранспорту, яка містить два тримачі струмознімальних елементів, дві тяги, шарнірно з’єднані в нижній частині з основою із наконечником, і пружину, яка відрізняється тим, що дві тяги верхньою частиною безпосередньо з’єднані двома шарнірами з двома тримачами струмознімальних елементів, причому тяги в середній частині підпружинені між собою в горизонтальній площині.
Пристрій для вібраційного хонінгування
Номер патенту: 40773
Опубліковано: 15.08.2001
Автори: Євтухов Артем Віталійович, Євтухов Віталій Геннадійович
МПК: B24B 33/00
Мітки: хонінгування, вібраційного, пристрій
Формула / Реферат:
Пристрій для вібраційного хонінгування, що містить хонголовку з корпусом і розтискним конусом, штовхані і вібратор, виконаний у вигляді сполученого зі шпинделем стакана, установленого з можливістю взаємодії за допомогою пальця з втулкою, у вікнах якої розташовані з можливістю тангенціального зміщення підпружинені Т-подібної форми тримачі абразивних брусків, який відрізняється тим, що в вікнах втулки з можливістю радіального розтиснення...
Радіометрична головка
Номер патенту: 70724
Опубліковано: 15.10.2004
Автори: Дунаєнко Олександр Харлампійович, Бутенко Василь Кирилович, Ащеулов Анатолій Анатолійович, Фотій Василь Давидович, Докторович Ірина Василівна
Мітки: головка, радіометрична
Формула / Реферат:
Радіометрична головка на спектральний діапазон 300-400 нм, що складається з корпусу з електровиводами, напівпровідникового фотоприймача та оптичного фільтра, розташованих співвісно, яка відрізняється тим, що діодна структура фотоприймача виконується з арсеніду галію, а оптичний фільтр складається з п'яти скляних дисків з марок ПС-11, ЖС-20, УФС-5, ЖСЗ-12 та органічного скла товщинами
Суперфінішна головка
Номер патенту: 81162
Опубліковано: 10.12.2007
Автори: Савчук Володимир Іванович, Іванов Віталій Олександрович, Тєлєтов Михайло Олександрович
МПК: B24B 35/00
Мітки: суперфінішна, головка
Формула / Реферат:
1. Суперфінішна головка, що містить корпус, у верхній частині якого розташований вібратор, з'єднаний з компенсатором зносу брусків, розміщеним у нижній частині корпуса, напрямну опору кочення, з'єднану з поршнем компенсатора, шток вібратора, зв'язаний з компенсатором зносу за допомогою муфти та золотника, та з брускотримачем, яка відрізняється тим, що вібратор виконаний у вигляді конічного диференціалу, оснащеного зворотним механізмом, який...
Попередній патент: Пристрій для кріплення натяжної стелі “професіонал”
Наступний патент: Будівельна плита
Випадковий патент: Пристрій для захисту від негативного випромінювання мобільного телефону