Клапанний скидач прокату
Номер патенту: 36947
Опубліковано: 16.04.2001
Автори: Шрамко Микола Єгорович, Кокшаров Олександр Миколайович, Худик Валеріан Тарасович, Білоус Генадій Пилипович, Крускаль Леонід Маркусович, Костюченко Михайло Іванович, Довгаль Петро Григорович, Шеремет Володимир Олександрович



Текст
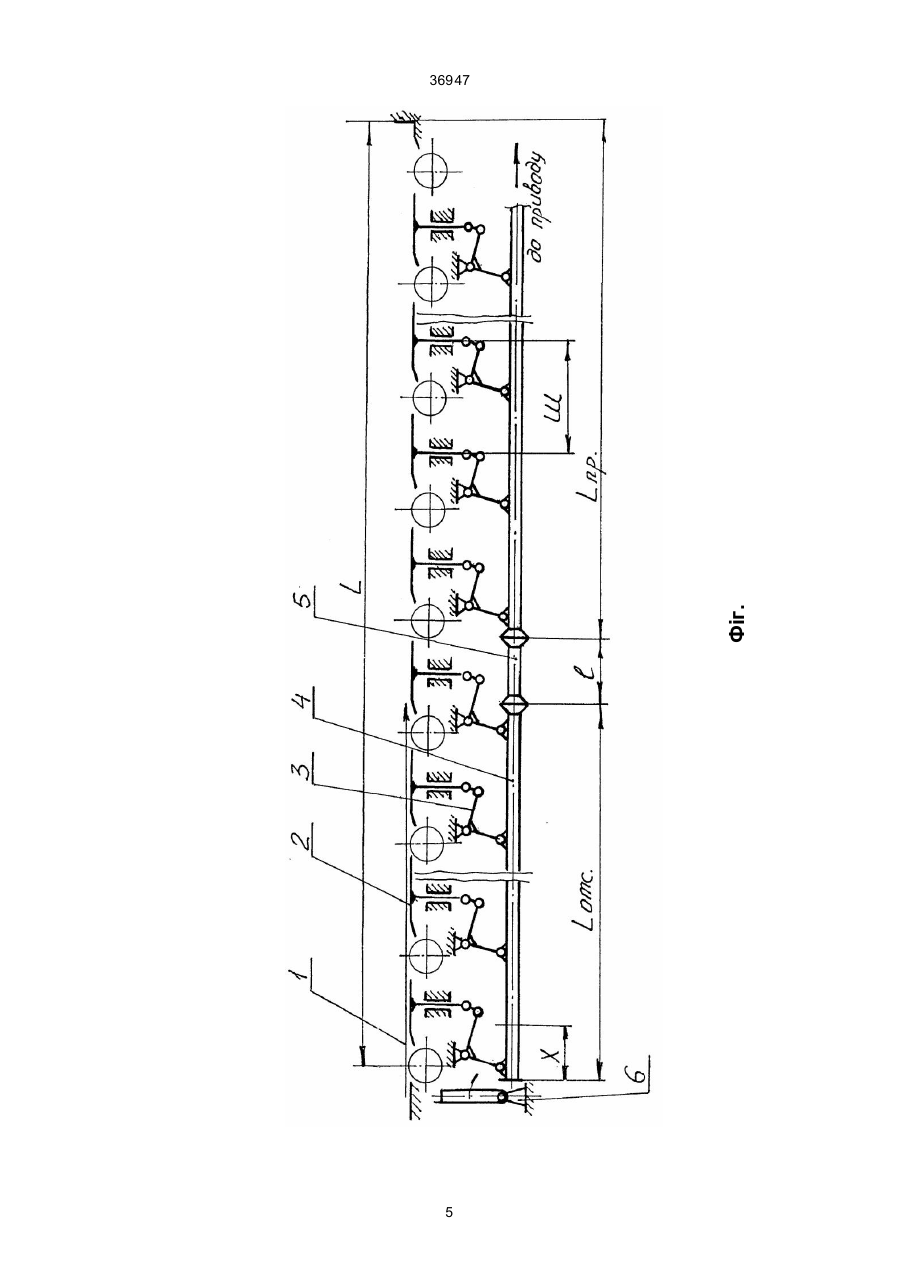
Клапанний скидач прокату, що має клапани і механізми їх підйому у вигляді важелів і зв'язаної з (24) 16.04.2001 ними зворотно-поступово переміщуваної приводом порожньої тяги, відрізняється тим, що тяга (33) UA обладнана принаймні однією порожньою знімною (46) 16.04.2001, Бюл. вставкою довжиною більшою довжини ходу тяги, але меншою довжини відстані клапанів, розміщеною на відстані від початку скидача, не перевищу№ 3, 2001 р. ючій 0,4 його довжини, а відокремлена від приводу обладнана що фіксує її в (72) Худік Валеріан Тарасович, Костюченко частина тягивідповідномустопором, мертвій точці положенні, верхній A ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС 36947 має клапани і механізми їх підйому у вигляді важелів і зв'язаною з ними зворотно-поступально переміщуваної тяги, обладнаний гідроциліндром, корпус якого з'єднаний з кінцем тяги, а шток зафіксовано від осьового зміщення, при цьому тяга виконана порожньою і її порожнина з'єднана з нагнітаючою порожниною гідроциліндра (див.: А.с. СРСР № 1186312 к. В21В43/00, Бюл. № 39, 1985 р.). Недоліками прототипу є: а) неоднорідність механічних властивостей по довжині штанг прокату, термічне зміцнення якого досягається при використанні охолоджуючих пристроїв, розташованих за летючими ножицями. У цьому випадку через суттєве скорочення інтервал часу між закінченням охолодження і початком підйому клапанів стає недостатнім для забезпечення необхідного технологічного розриву між штангами, тому їх розгін починають до закінчення прискореного охолодження, що і є причиною неоднорідності механічних властивостей по довжині штанги; б) зниження продуктивності стану, пов'язане з невиробничими витратами часу на транспортування до ножиць холодної порізки пакетів штанг, довжина яких суттєво менша за довжину холодильника, оскільки, щоб запобігти нагону передніх кінців штанг на клапани, що піднімаються, їх скидання роблять з самого початку холодильника, а тому пакети розташовуються на більшому віддаленні від ножиць холодної порізки. Метою винаходу є зниження розсіювання механічних властивостей по довжині штанг і підвищення продуктивності стану. Поставлена мета досягається тим, що у відомому клапанному скидачі, що має клапани і механізм їх підйому у вигляді важелів і зв'язаної з ними зворотно-поступально переміщуваної приводом порожньої тяги, вона забезпечена принаймні однією знімною порожньою вставкою довжиною, більшою за довжину ходу тяги, але меншою за довжину відстані клапанів, розташованою на віддалі від початку скидача, що не перевищує 0,4 його довжини, а від'єднана від приводу частина тяги обладнана стопором, який фіксує його в стані, який відповідає мертвій точці клапанів. Установка знімної порожньої вставки на тязі забезпечує зниження розсіювання механічних властивостей по довжині штанг і підвищення продуктивності стану, що досягається завдяки збільшенню інтервалу часу між закінченням прискореного охолодження та початком підйому клапанів шляхом від'єднання потрібної кількості клапанів на початку скидача. Це дає можливість вилучити розгін штанг у процесі їх прискореного охолодження, а також змістити штанги в кінець холодильника і, таким чином, виключити паузи при порізці пакетів укорочених штанг, пов'язані з їх тривалим транспортуванням від початку холодильника до ножиць холодної порізки. Виконання знімної вставки порожньою забезпечує можливість охолодження від'єднаної частини порожньої тяги при включенні її в роботу. Виконання знімної вставки довжиною, більшою за довжину ходу тяги, виключає можливість заклинювання працюючої і від'єднаної частин тяги. Виконання знімної вставки довжиною, меншою за довжину відстані клапанів, забезпечує підйом всіх клапанів, розміщених за від'єднаною частиною скидача. При довжині вставки, більшій за довжину відстані клапанів, принаймні один клапан, розташований за від'єднаною частиною скидача, виявиться відключеним як від приводної, так і від'єднаної частини скидача, а тому буде постійно знаходитись у нижньому положенні, що буде створювати передумови для удару штанг у торець першого клапана, який піднімається. Розміщення знімної вставки на відстані, що не перевищує 0,4 загальної її довжини від початку скидача, забезпечує отримання оптимальних довжин відключаємої від приводу частини скидача при будь-якому розкрої розкатів різних профілів на летючих ножицях. При вилученні знімної ланки від початку скидача на відстані, більшій ніж 0,4 його довжини, у зв'язку з прослизанням металу на клапанах та рихтувальних плитах, виникає можливість удару в тупик холодильника штанг, що мають мінімальну довжину, близьку до 0,5 довжини холодильника. Обладнання частини тяги, яка від'єднана від приводу стопором, що фіксується в положенні, відповідному верхній мертвій точці клапанів, забезпечує виконання піднятими клапанами функції відбірників, які відвертають удари штанг у передній торець першого працюючого клапана. На фігурі, як приклад, наведено клапанний скидач, що містить штанги 1, клапани 2 і механізм їх підйому у вигляді важелів 3 і зв'язаної з ними зворотно-поступально переміщуваної приводом порожньої тяги 4, обладнаної однією порожньою знімною вставкою 5, довжина якої ''І'' більша за довжину ходу тяги ''Х'', але менша за довжину кроку клапанів ''Ш''. Знімна вставка 5 розміщена від початку скидача на відстані, яка не перевищує 0,4 загальної його довжини ''L''. Від'єднана частина тяги ''L''від. має стопор 6, який фіксує її в положенні, що відповідає верхній мертвій точці клапанів. Робота скидача здійснюється таким чином. При прокатці охолоджених до летючих ножиць профілів малого діаметру, які мають більшу довжину розкату, а тому і розрізувану на більше число штанг 1, які мають довжину, близьку до довжини робочої частини рейкового поля, підйом штанг здійснюється під час надходження заднього кінця штанги у зону першого клапану скидача всіма клапанами 2, які з'єднані за допомогою важелів 3 із зворотно-поступально переміщуваною приводом тягою 4, обладнаною знімною вставкою 5. Виконання знімної вставки 5 порожньою дозволяє охолоджувати водою відокремлену частину тяги Lвід. При переході до прокатки профілів більшого діаметру при роботі скидача у колишньому режимі, у зв'язку з необхідністю охолодження такого прокату за летючими ножицями, що суттєво скорочує інтервал часу між кінцем охолодження і початком скидача, і неминучим одержанням коротких штанг (при розкрої розкату на 2-3 штанги) складаються умови, що обумовлюють зміни механічних властивостей по довжині штанг, що спричинене розгоном штанг у процесі їх прискореного охолодження, а також втрату продуктивності стан у, пов'язану з транспортуванням до ножиць холодної порізки 2 36947 коротких пакетів, розміщених на початку холодильника. У цьому випадку підвищення однорідності механічних властивостей по довжині штанг і збільшення продуктивності стану за рахунок підвищення пропускної здатності ділянки холодної порізки забезпечується відключенням відповідної кількості клапанів на початку скидача шляхом зняття порожньої вставки 5, розміщеної на відстані від початку скидача, що не перевищує 0,4L, і фіксацією за допомогою стопору 6 відключеної від приводу частини тяги довжиною Lвід у положенні, що відповідає верхній мертвій точці клапанів 2. У такому стані відключені скидаючі клапани виключають удар переднього кінця штанги 1 в перший працюючий клапан приводної частини скидача, довжина яких становить Кпр. і перевищує довжину штанг, що надійшли, на величину, яка виключає їх удари об тупик приймального рольгангу. Скидання штанг 1, що надходять на холодильник, здійснюється при підході їх заднього кінця до першого клапана приводної частини скидача. Робота скидача в такому режимі виключає необхідність розгону штанг у процесі їх прискореного охолодження, тобто і причини виникнення неоднорідності властивостей по їх довжині, а також забезпечує складання штанг у кінці холодильника, що виключає непродуктивні витрати часу на подачу пакетів штанг до ножиць холодної порізки. Опробування скидача в умовах дрібно сортного стану ДС250-5, спеціалізованого на випуску термозміцненої арматурної сталі діаметром 14-28 мм, виявило можливість забезпечення поставлених те хнічною документацією вимог до однорідності механічних властивостей, а також підвищення продуктивності стану під час прокатки профілів діаметром 22-25 мм на 1,5-2,0%. 3 36947 4 Фіг. 36947 5 36947 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюFlap kicker of rolled metal
Автори англійськоюKhudik Valerian Tarasovych, Kostiuchenko Mykhailo Ivanovych, Sheremet Volodymyr Oleksandrovych, Shramko Mykola Yehorovych, Dovhal Petro Hryhorovych, Bilous Henadii Pylypovych, Koksharov Oleksandr Mykplaiovych, Kruskal Leonid Markusovych
Назва патенту російськоюКлапанный сбрасываель проката
Автори російськоюХудик Валерьян Тарасович, Костюченко Михаил Иванович, Шеремет Владимир Александрович, Шрамко Николай Егорович, Довгаль Петр Григорьевич, Билоус Геннадий Филиппович, Кокшаров Александр Николаевич, Крускаль Леонид Маркусович
МПК / Мітки
МПК: B21B 43/00
Мітки: скидач, прокату, клапанний
Код посилання
<a href="https://ua.patents.su/6-36947-klapannijj-skidach-prokatu.html" target="_blank" rel="follow" title="База патентів України">Клапанний скидач прокату</a>
Пристрій для термічного зміцнення і гідротранспортування прокату
Номер патенту: 33907
Опубліковано: 15.02.2001
Автори: Макаров Григорій Орестович, Худик Валеріан Тарасович, Омесь Микола Михайлович, Бабенко Михайло Антонович, Костюченко Михайло Іванович, Сміяненко Ігор Миколайович, Шеремет Володимир Олександрович, Нечепоренко Володимир Андрійович
МПК: C21D 1/02, B21B 45/02
Мітки: прокату, гідротранспортування, зміцнення, пристрій, термічного
Текст:
...камерою сумісного охолодження і вузлом скиду відпрацьованої води забезпечує організацію виробництва високоміцного арматурного прокату за рахунок збільшення загальної довжини зони активного охолодження без втрати гідротранспортуючої і охолоджуючої здібностей потоку охолоджувача в результаті падіння його швидкості. На малюнку (фігура) показаний запропонований пристрій для прискореного охолодження прокату, одержаного способом дворівчакової...
Пристрій для підрівнювання штаб прокату на холодильнику дрібносортового стану
Номер патенту: 31045
Опубліковано: 15.12.2000
Автори: Шеремет Володимир Олександрович, Севернюк Володимир Васильович, Нечепоренко Володимир Андрійович, Педь Валерій Вікторович
МПК: B21B 43/00
Мітки: підрівнювання, дрібносортового, прокату, холодильнику, стану, штаб, пристрій
Текст:
...підрівнювання штаб та забезпечує збільшення виходу прокату. Наявність кінематичного зв'язку МІРНОГО ПРИВОДОМ РУХОМОЇ ПРИСТРОЮ З рейкової системи забезпечує надійну синхронізацію з роботою холодильника, усуває необхідність застосування додаткових електроприводів, підвищує надійність роботи ПРИСТРОЮ в цілому. На приведенному кресленні на Фіг і зображена загальна схема . пристрою для підрівнювання штаб прокату, на Фіг.2 - кінематична схема...
Пристрій для прискореного охолодження прокату
Номер патенту: 33901
Опубліковано: 15.02.2001
Автори: Бабенко Михайло Антонович, Макаров Григорій Орестович, Шеремет Володимир Олександрович, Нечепоренко Володимир Андрійович, Худик Валеріан Тарасович, Сміяненко Ігор Миколайович, Костюченко Михайло Іванович, Омесь Микола Михайлович
МПК: B21B 45/02, C21D 1/02
Мітки: прискореного, прокату, охолодження, пристрій
Текст:
...4, насадку, що звужується 5, відсікаючі сопла 6, з'єднані з розподільною камерою і направляючі воронки 7. Насадка, що звужується 5 і направляючі воронки 7 установлені вихідними отворами в бік форсунки 1. Наведений на фігурі пристрій використовується для протиточного охолодження, при якому потік охолоджувача і прокат рухаються в протилежних напрямках. Прокат через направляючі воронки 7 і насадку, що звужується 5, які установлені вихідними...
Клапанний кран побутовий універсальний
Номер патенту: 67
Опубліковано: 29.08.1997
Автор: Ларіонов Володимир Олексійович
МПК: F16K 5/00
Мітки: кран, побутовий, клапанний, універсальний
Формула / Реферат:
Клапанный кран бытовой универсальный, содержащий клапан с принудительно-подвижным подпружиненным штоком, установленный в корпусе с возможностью взаимодействия с механизмом привода, отличающийся тем, что механизм привода включает шарнирно соединенные между собой рычаг, тягу и коромысло, свободный конец которого соединен с корпусом, а на выходном отверстии корпуса выполнена резьба под соединительную муфту.
Змінний клапанний вузол

Номер патенту: 170
Опубліковано: 30.06.1998
Автор: Рахманов Микола Миколайович
Мітки: змінній, вузол, клапанний
Формула / Реферат:
1. Сменный клапанный узел, содержащий размещенный в гнезде арматуры корпус с затвором в виде керамических шайб со сквозными отверстиями - подвижной, взаимодействующей с поворотным штоком, и неподвижной, опирающейся на упругую прокладку, а также соединенный со штоком упор для ограничения угла поворота штока, отличающийся тем, что подвижная шайба снабжена сферической поверхностью, а расточка в осевом отверстии штока выполнена ответной...
Попередній патент: Спосіб виробництва фруктових консервів
Наступний патент: Напівпровідникове кисневе скло
Випадковий патент: Спосіб визначення хлорогенової кислоти