Пристрій для формування листових і блочних матеріалів із спінених термопластів
Номер патенту: 5334
Опубліковано: 15.03.2005
Автори: Лукашова Вікторія Володимирівна, Новицька Тамара Михайлівна, Хцинський Ростислав Ростиславович
Формула / Реферат
Пристрій для формування листових і блочних матеріалів із спінених термопластів, встановлений на виході з головки екструдера, що містить корпус та розміщені в ньому розсікачі розплаву, довжина яких зменшується від центру до країв, який відрізняється тим, що корпус пристрою виконаний збірним і бокові стінки його складаються з окремих елементів, між якими встановлені з'єднані з системою охолодження розсікачі розплаву, що мають форму пустотілих, клиноподібних на кінцях пластин з напрямними планками усередині, нерухомо закріпленими чи виконаними за одне ціле з бічними стінками та розташованими в порожнині пластин в шаховому порядку, довжина яких менша за відстань між бічними стінками пластин, а самі розсікачі розплаву з'єднані з системою охолодження отворами, з яких підвідний розміщений на вихідному кінці розсікача, а відвідний - на вхідному.
Текст
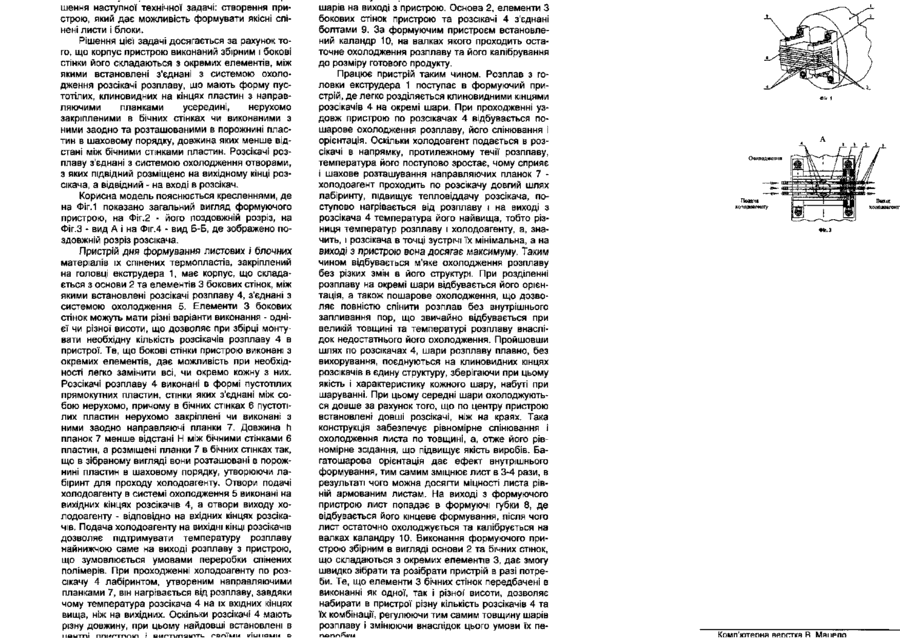
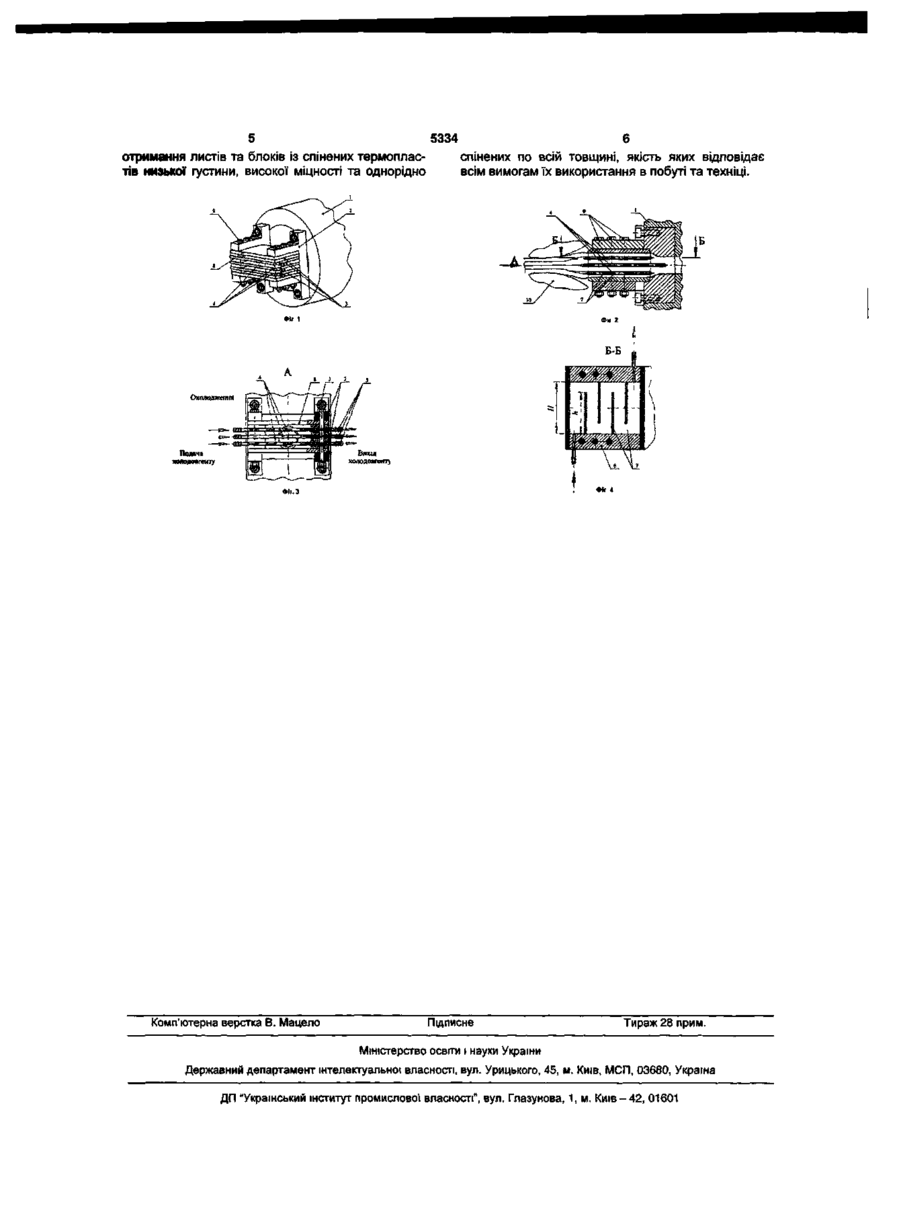
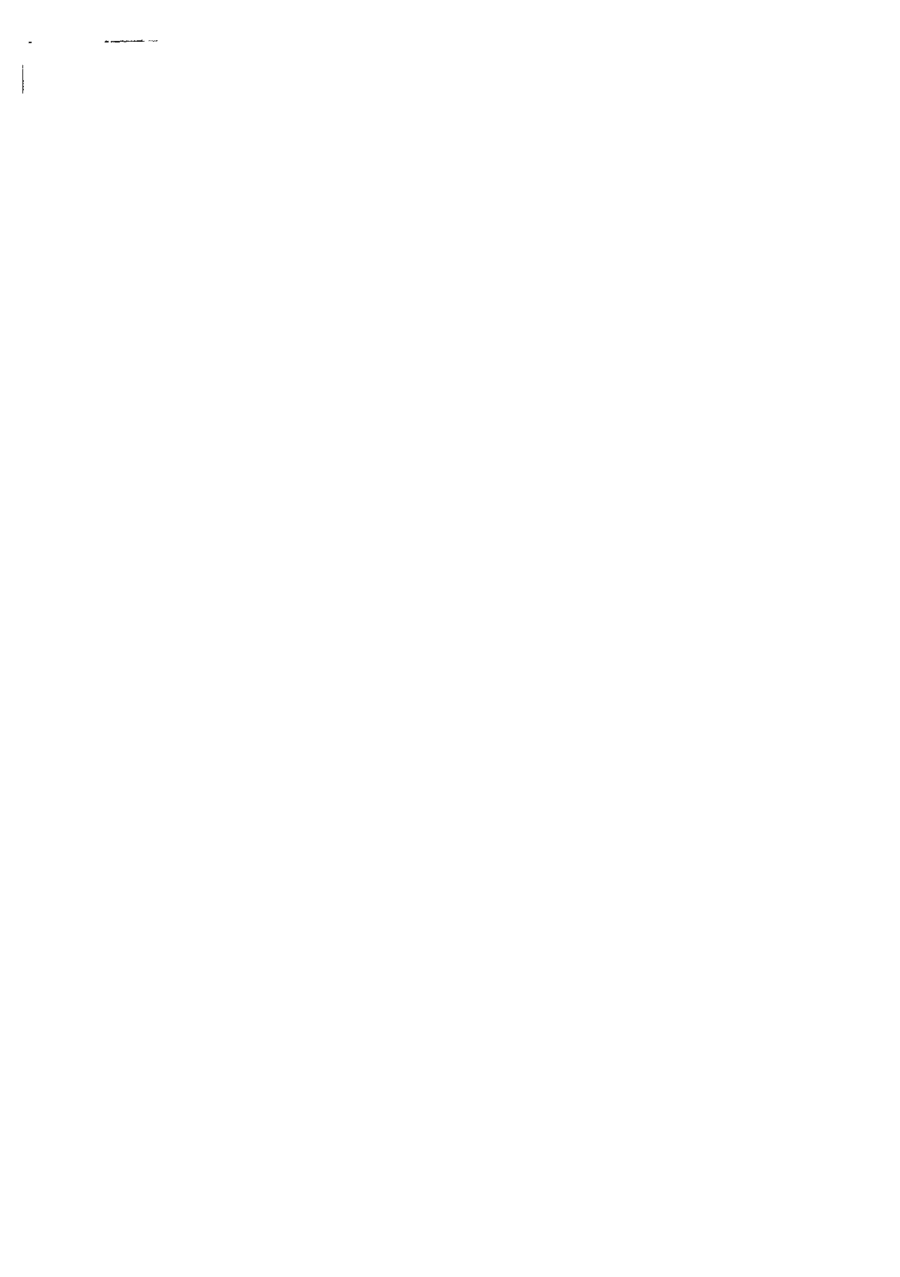
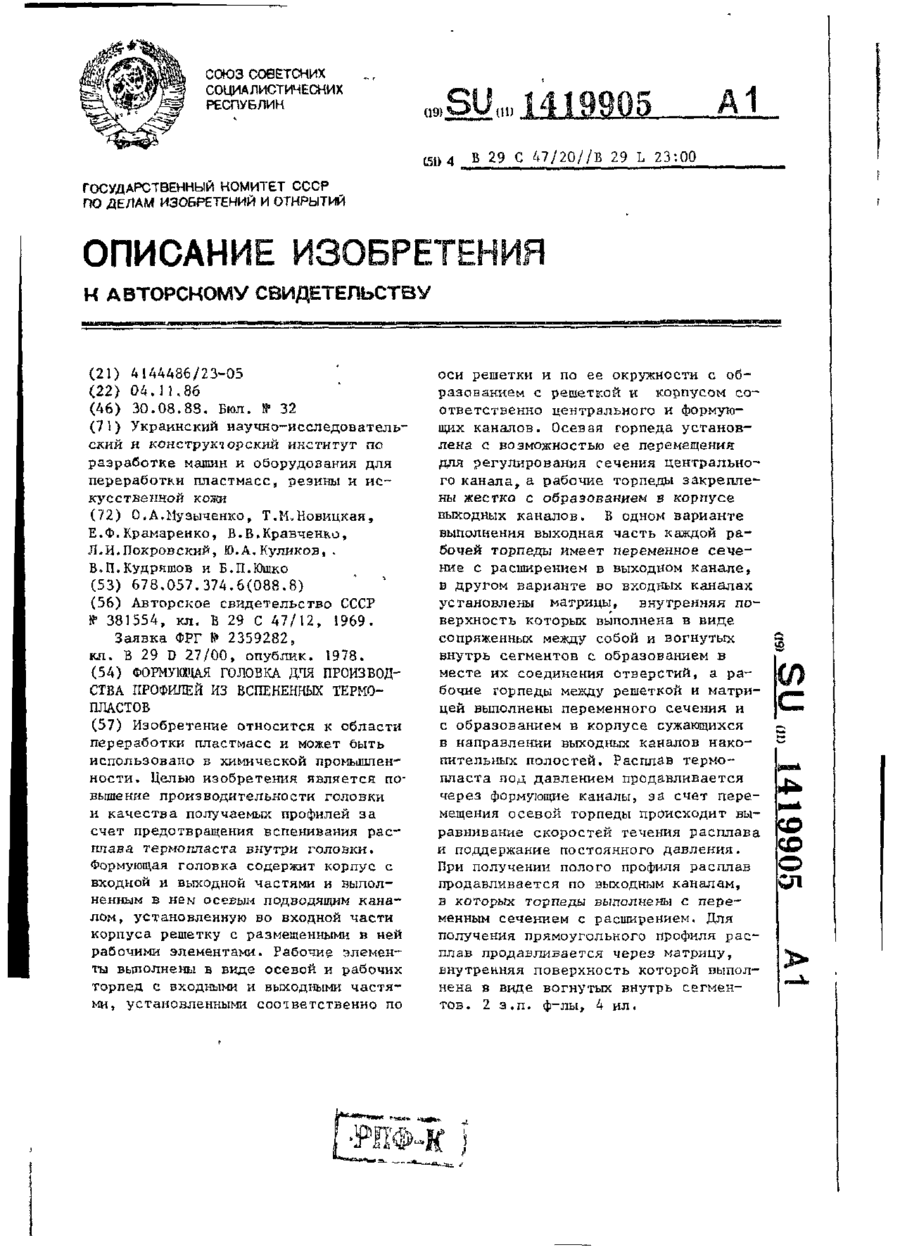
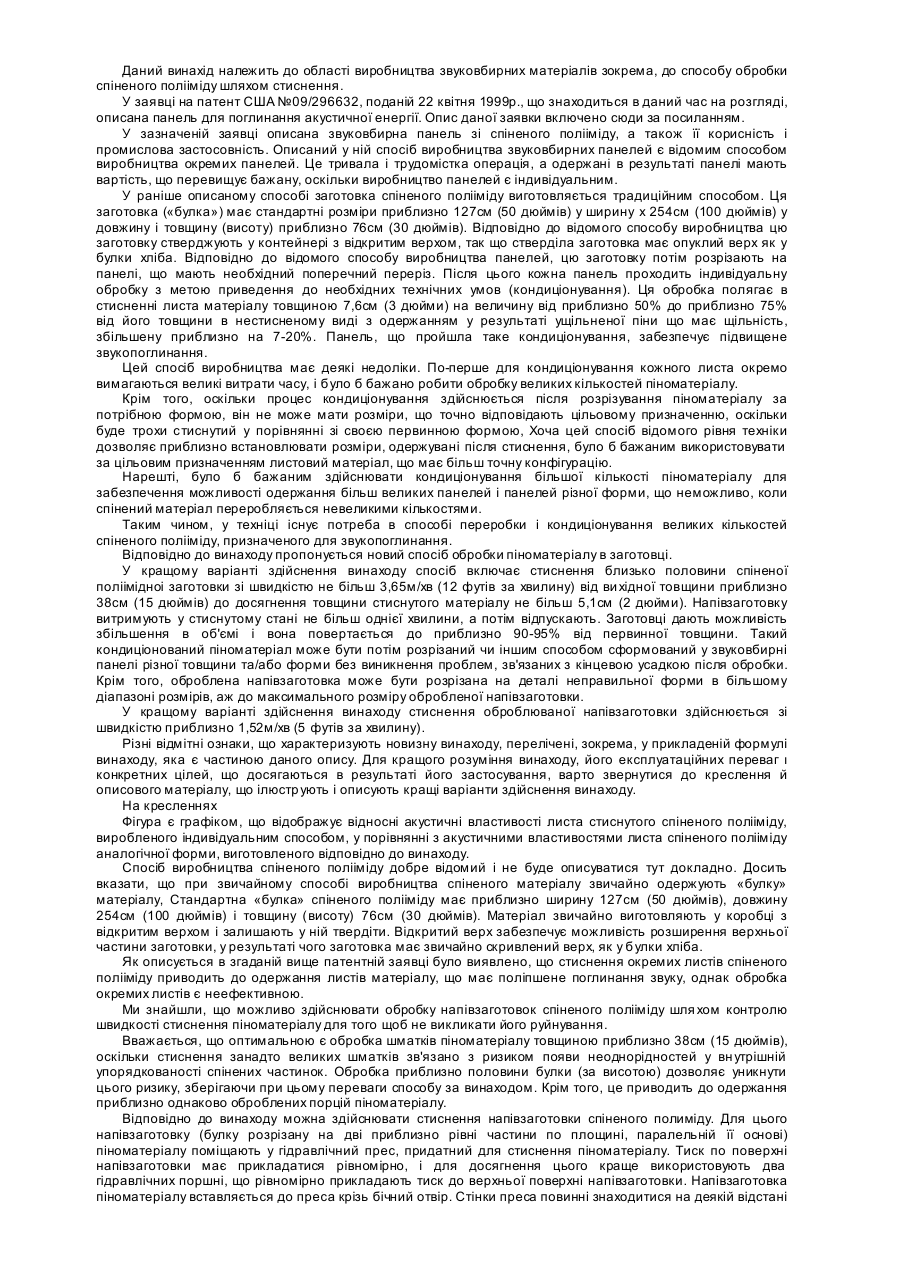
Пристрій для формування листових і блочних матеріалів із спінених термопластів, встановлений на виході з головки екструдера, що містить корпус та розміщені в ньому розсікачі розплаву, довжина яких зменшується від центру до країв, який відрізняється тим, що корпус пристрою виконаний збірним і бокові стінки його складаються з окремих елементів, між якими встановлені з'єднані з системою охолодження розсікачі розплаву, що мають форму пустотілих, клиноподібних на кінцях пластин з напрямними планками усередині, нерухомо закріпленими чи виконаними за одне ціле з бічними стінками та розташованими в порожнині пластин в шаховому порядку, довжина яких менша за відстань між бічними стінками пластин, а самі розсікачі розплаву з'єднані з системою охолодження отворами, з яких підвідний розміщений на вихідному кінці розсікача, а відвідний - на вхідному. Корисна модель відноситься до галузі обладнання дня переробки пластичних мас і може бути використаний для виготовлення листів і блоків із спінених термопластів. Переробка спінених термопластичних матеріалів потребує особливого підходу, а саме: рівномірного тиску розплаву в головці і особливої точності підтримування температури маси розплаву в різних точках головки. Для підтримування рівномірного тиску на виході з головки була в свій час створена головка екструдера, яка містить в собі розподільну решітку з виступаючою торцевою поверхнею, що поступово звужується в напрямку екструдування розплаву (з-ка Японії №52-26542, кл.В29О27/00, публ. 14.07.77). Решітка встановлена напроти форми і поверхня її розміщена паралельно формі з утворенням каналу для переміщування розплаву, що пройшов через решітку. Решітка забезпечує рівномірне екструдування розплаву за рахунок розплаві, який забезпечив би його спінювання не раніше, ніж на виході з головки. Це позначається на якості виробів, зокрема, спінених листів і блоків. Найближчим до об'єкту, що заявляється, є відомий спосіб та пристрій для екструдування спіненого полімеру (з-ка Японії №61-30894, кл. В29С47/68, публ.16.07.86р.). Спінений полімер екструдують через головку з розсікачами розплаву, які встановлені в каналі течії розплаву і розділяють розплав на окремі шари. Розсікачі виступають за корпус головки зі збільшенням виступу по центру каналу. На виході шари полімеру з'єднуються, утворюючи єдину спінену структуру. Конструкція спричинює підвищення тиску розплаву в центрі каналу, де він найменший, розподіляючи його рівномірно на виході з головки і дозволяючи тим самим уникнути передчасного спінювання в центрі. Недоліки даного пристрою полягають в наступному: в конструкції не передбачені зміни та регу ~* J2 v ^ f СО СО \f) ^ С ^ f _ ^ ^ J ST ^ шення наступної технічної задачі: створення пристрою, який дає можливість формувати якісні спінені листи і блоки. Рішення цієї задачі досягається за рахунок того, що корпус пристрою виконаний збірним і бокові стінки його складаються з окремих елементів, між якими встановлені з'єднані з системою охолодження розсікачі розплаву, що мають форму пустотілих, клиновидних на кінцях пластин з направляючими планками усередині, нерухомо закріпленими в бічних стінках чи виконаними з ними заодно та розташованими в порожнині пластин в шаховому порядку, довжина яких менше відстані між бічними стінками пластин. Розсікачі розплаву з'єднані з системою охолодження отворами, з яких підвідний розміщено на вихідному кінці розсікача, а відвідний - на вході в розсікач. Корисна модель пояснюється кресленнями, де на Фіг. 1 показано загальний вигляд формуючого пристрою, на Фіг.2 - його поздовжній розріз, на Фіг.З - вид А і на Фіг.4 - вид Б-Б, де зображено поздовжній розріз розсікача. Пристрій дня формування листових і блочних матеріалів їх спінених термопластів, закріплений на головці екструдера 1, має корпус, що складається з основи 2 та елементів 3 бокових стінок, між якими встановлені розсікачі розплаву 4, з'єднані з системою охолодження 5. Елементи 3 бокових стінок можуть мати різні варіанти виконання - однієї чи різної висоти, що дозволяє при збірці монтувати необхідну кількість розсікачів розплаву 4 в пристрої. Те, що бокові стінки пристрою виконані з окремих елементів, дає можливість при необхідності легко замінити всі, чи окремо кожну з них. Розсікачі розплаву 4 виконані в формі пустотілих прямокутних пластин, стінки яких з'єднані між собою нерухомо, причому в бічних стінках 6 пустотілих пластин нерухомо закріплені чи виконані з ними заодно направляючі планки 7. Довжина h планок 7 менше відстані Н між бічними стінками 6 пластин, а розміщені планки 7 в бічних стінках так, що в зібраному вигляді вони розташовані в порожнині пластин в шаховому порядку, утворюючи лабіринт для проходу холодоагенту. Отвори подачі холодоагенту в системі охолодження 5 виконані на вихідних кінцях розсікачів 4, а отвори виходу холодоагенту - відповідно на вхідних кінцях розсікачів. Подача холодоагенту на вихідні кінці розсікачів дозволяє підтримувати температуру розплаву найнижчою саме на виході розплаву з пристрою, що зумовлюється умовами переробки спінених полімерів. При проходженні холодоагенту по розсікачу 4 лабіринтом, утвореним направляючими планками 7, він нагрівається від розплаву, завдяки чому температура розсікача 4 на їх вхідних кінцях вища, ніж на вихідних. Оскільки розсікачі 4 мають різну довжину, при цьому найдовші встановлені в чилм і/іuі шарів на виході з пристрою. Основа 2, елементи З бокових стінок пристрою та розсікачі 4 з'єднані болтами 9. За формуючим пристроєм встановлений каландр 10, на валках якого проходить остаточне охолодження розплаву та його калібрування до розміру готового продукту. Працює пристрій таким чином. Розплав з головки екструдера 1 поступає в формуючий пристрій, де легко розділяється клиновидними кінцями розсікачів 4 на окремі шари. При проходженні уздовж пристрою по розсікачах 4 відбувається пошарове охолодження розплаву, його спінювання і орієнтація. Оскільки холодоагент подається в розсікачі в напрямку, протилежному течії розплаву, температура його поступово зростає, чому сприяє і шахове розташування направляючих планок 7 холодоагент проходить по розсікачу довгий шлях лабіринту, підвищує тепловіддачу розсікача, поступово нагрівається від розплаву і на виході з розсікача 4 температура його найвища, тобто різниця температур розплаву і холодоагенту, а, значить, і розсікача в точці зустрічі їх мінімальна, а на виході з пристрою вона досягає максимуму. Таким чином відбувається м'яке охолодження розплаву без різких змін в його структурі. При розділенні розплаву на окремі шари відбувається його орієнтація, а також пошарове охолодження, що дозволяє повністю спінити розплав без внутрішнього запливання пор, що звичайно відбувається при великій товщині та температурі розплаву внаслідок недостатнього його охолодження. Пройшовши шлях по розсікачах 4, шари розплаву плавно, без вихорування, поєднуються на клиновидних кінцях розсікачів в єдину структуру, зберігаючи при цьому якість і характеристику кожного шару, набуті при шаруванні. При цьому середні шари охолоджуються довше за рахунок того, що по центру пристрою встановлені довші розсікачі, ніж на краях. Така конструкція забезпечує рівномірне спінювання і охолодження листа по товщині, а, отже його рівномірне зсідання, що підвищує якість виробів. Багатошарова орієнтація дає ефект внутрішнього формування, тим самим зміцнює лист в 3-4 рази, в результаті чого можна досягти міцності листа рівній армованим листам. На виході з формуючого пристрою лист попадає в формуючі губки 8, де відбувається його кінцеве формування, після чого лист остаточно охолоджується та калібрується на валках каландру 10. Виконання формуючого пристрою збірним в вигляді основи 2 та бічних стінок, що складаються з окремих елементів 3, дає змогу швидко зібрати та розібрати пристрій в разі потреби. Те, що елементи 3 бічних стінок передбачені в виконанні як одної, так і різної висоти, дозволяє набирати в пристрої різну кількість розсікачів 4 та їх комбінації, регулюючи тим самим товщину шарів розплаву і змінюючи внаслідок цього умови їх пеКомп'ютнпня RfinrrKa R Мапрпп УКРАЇНА (19) UA (11)5334 (із) U (51)7В29С47/00 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ видається під відповідальність власника патенту (54) ПРИСТРІЙ ДЛЯ ФОРМУВАННЯ ЛИСТОВИХ І БЛОЧНИХ МАТЕРІАЛІВ ІЗ СПІНЕНИХ ТЕРМОПЛАСТІВ 1 (21)2004010385 (22)19.01.2004 (24)15.03.2005 (46) 15.03.2005, Бюл. № 3, 2005 р. (72) Новицька Тамара Михайлівна, Хцинський Ростислав Ростиславович, Лукашова Вікторія Володимирівна (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "УКРАЇНСЬКИЙ НАУКОВО-ДОСЛІДНИЙ І КОНСТРУКТОРСЬКИЙ ІНСТИТУТ ПО РОЗРОБЦІ МАШИН І УСТАТКУВАННЯ ДЛЯ ПЕРЕРОБКИ ПЛАСТИЧНИХ МАС, ГУМИ І ШТУЧНОЇ ШКІРИ" (57) Пристрій для формування листових і блочних матеріалів із спінених термопластів, встановлений на виході з головки екструдера, що містить корпус та розміщені в ньому розсікачі розплаву, довжина яких зменшується від центру до країв, який відрізняється тим, що корпус пристрою виконаний збірним і бокові стінки його складаються з окремих елементів, між якими встановлені з'єднані з системою охолодження розсікачі розплаву, що мають форму пустотілих, клиноподібних на кінцях пластин з напрямними планками усередині, нерухомо закріпленими чи виконаними за одне ціле з бічними стінками та розташованими в порожнині пластин в шаховому порядку, довжина яких менша за відстань між бічними стінками пластин, а самі розсікачі розплаву з'єднані з системою охолодження отворами, з яких підвідний розміщений на вихідному кінці розсікача, а відвідний - на вхідному. Корисна модель відноситься до галузі обладнання дня переробки пластичних мас і може бути використаний для виготовлення листів і блоків із спінених термопластів. Переробка спінених термопластичних матеріалів потребує особливого підходу, а саме: рівномірного тиску розплаву в головці і особливої точності підтримування температури маси розплаву в різних точках головки. Для підтримування рівномірного тиску на виході з головки була в свій час створена головка екструдера, яка містить в собі розподільну решітку з виступаючою торцевою поверхнею, що поступово звужується в напрямку екструдування розплаву (з-ка Японії №52-26542, wi.B29D27/00, публ. 14.07.77). Решітка встановлена напроти форми і поверхня її розміщена паралельно формі з утворенням каналу для переміщування розплаву, що пройшов через решітку. Решітка забезпечує рівномірне екструдування розплаву за рахунок прохідних отворів, ям мають мінімальну довжину в зоні найбільшого опору (по краях) і максимальну в зоні найменшого (в центрі). Недоліки даної головки полягають в недосконалій термостатичності розплаву і неможливості підтримування рівномірного потрібного тиску в розплаві, який забезпечив би його спінювання не раніше, ніж на виході з головки. Це позначається на якості виробів, зокрема, спінених листів і блоків. Найближчим до об'єкту, що заявляється, є відомий спосіб та пристрій для екструдування спіненого полімеру (з-ка Японії №61-30894, кл. В29С47/68, публ. 16.07.86р.). Спінений полімер екструдують через головку з розсікачами розплаву, які встановлені в каналі течії розплаву і розділяють розплав на окремі шари. Розсікачі виступають за корпус головки зі збільшенням виступу по центру каналу. На виході шари полімеру з'єднуються, утворюючи єдину спінену структуру. Конструкція спричинює підвищення тиску розплаву в центрі каналу, де він найменший, розподіляючи його рівномірно на виході з головки і дозволяючи тим самим уникнути передчасного спінювання в центрі. Недоліки даного пристрою полягають в наступному: в конструкції не передбачені зміни та регулювання конструктивних і температурних режимів, тобто, при досить великій незмінній довжині каналів охолодження розплаву в головці не забезпечується, а при будь-яких змінах параметрів розплаву в ній також стає неможливим і регулювання тиску, що означає - одержати якісний блок, наприклад, із со со LO f 5334 спіненого полістиролу малої щільності і густини, складного в переробці, практично неможливо. В основу корисної моделі поставлене вирішення наступної технічної задачі: створення пристрою, який дає можливість формувати якісні спінені листи і блоки. Рішення цієї задачі досягається за рахунок того, що корпус пристрою виконаний збірним і бокові стінки його складаються з окремих елементів, між якими встановлені з'єднані з системою охолодження розсікачі розплаву, що мають форму пустотілих, клиновидних на кінцях пластин з направляючими планками усередині, нерухомо закріпленими в бічних стінках чи виконаними з ними заодно та розташованими в порожнині пластин в шаховому порядку, довжина яких менше відстані між бічними стінками пластин. Розсікачі розплаву з'єднані з системою охолодження отворами, з яких підвідний розміщено на вихідному кінці розсікача, а відвідний - на вході в розсікач. Корисна модель пояснюється кресленнями, де на Фіг. 1 показано загальний вигляд формуючого пристрою, на Фіг.2 - його поздовжній розріз, на Фіг.З - вид А і на Фіг.4 - вид Б-Б, де зображено поздовжній розріз розсікача. Пристрій дня формування листових і блочних матеріалів їх спінених термопластів, закріплений на головці екструдера 1, має корпус, що складається з основи 2 та елементів 3 бокових стінок, між якими встановлені розсікачі розплаву 4, з'єднані з системою охолодження 5. Елементи 3 бокових стінок можуть мати різні варіанти виконання - однієї чи різної висоти, що дозволяє при збірці монтувати необхідну кількість розсікачів розплаву 4 в пристрої. Те, що бокові стінки пристрою виконані з окремих елементів, дає можливість при необхідності легко замінити всі, чи окремо кожну з них. Розсікачі розплаву 4 виконані в формі пустотілих прямокутних пластин, стінки яких з'єднані між собою нерухомо, причому в бічних стінках 6 пустотілих пластин нерухомо закріплені чи виконані з ними заодно направляючі планки 7. Довжина h планок 7 менше відстані Н між бічними стінками 6 пластин, а розміщені планки 7 в бічних стінках так, що в зібраному вигляді вони розташовані в порожнині пластин в шаховому порядку, утворюючи лабіринт для проходу холодоагенту. Отвори подачі холодоагенту в системі охолодження 5 виконані на вихідних кінцях розсікачів 4, а отвори виходу холодоагенту - відповідно на вхідних кінцях розсікачів. Подача холодоагенту на вихідні кінці розсікачів дозволяє підтримувати температуру розплаву найнижчою саме на виході розплаву з пристрою, що зумовлюється умовами переробки спінених полімерів. При проходженні холодоагенту по розсікачу 4 лабіринтом, утвореним направляючими планками 7, він нагрівається від розплаву, завдяки чому температура розсікача 4 на їх вхідних кінцях вища, ніж на вихідних. Оскільки розсікачі 4 мають різну довжину, при цьому найдовші встановлені в центрі пристрою і виступають своїми кінцями в головку екструдера 1 і за формуючі губки 8 пристрою, а найкоротші розміщені по його краях - таке виконання і розміщення забезпечує поступове нарощування тиску в розплаві, що виключає можливість його передчасного спінювання. Розсікачі 4 на своїх кінцях мають клиновидну форму, що полегшує спочатку розсікання розплаву пошарове на вході і наступне прилягання частково охолоджених шарів на виході з пристрою. Основа 2, елементи З бокових стінок пристрою та розсікачі 4 з'єднані болтами 9. За формуючим пристроєм встановлений каландр 10, на валках якого проходить остаточне охолодження розплаву та його калібрування до розміру готового продукту. Працює пристрій таким чином. Розплав з головки екструдера 1 поступає в формуючий пристрій, де легко розділяється клиновидними кінцями розсікачів 4 на окремі шари. При проходженні уздовж пристрою по розсікачах 4 відбувається пошарове охолодження розплаву, його спінювання і орієнтація. Оскільки холодоагент подається в розсікачі в напрямку, протилежному течії розплаву, температура його поступово зростає, чому сприяє і шахове розташування направляючих планок 7 холодоагент проходить по розсікачу довгий шлях лабіринту, підвищує тепловіддачу розсікача, поступово нагрівається від розплаву і на виході з розсікача 4 температура його найвища, тобто різниця температур розплаву і холодоагенту, а, значить, і розсікача в точці зустрічі їх мінімальна, а на виході з пристрою вона досягає максимуму. Таким чином відбувається м'яке охолодження розплаву без різких змін в його структурі. При розділенні розплаву на окремі шари відбувається його орієнтація, а також пошарове охолодження, що дозволяє повністю спінити розплав без внутрішнього запливання пор, що звичайно відбувається при великій товщині та температурі розплаву внаслідок недостатнього його охолодження. Пройшовши шлях по розсікачах 4, шари розплаву плавно, без вихорування, поєднуються на клиновидних кінцях розсікачів в єдину структуру, зберігаючи при цьому якість і характеристику кожного шару, набуті при шаруванні. При цьому середні шари охолоджуються довше за рахунок того, що по центру пристрою встановлені довші розсікачі, ніж на краях. Така конструкція забезпечує рівномірне спінювання і охолодження листа по товщині, а, отже його рівномірне зсідання, що підвищує якість виробів. Багатошарова орієнтація дає ефект внутрішнього формування, тим самим зміцнює лист в 3-4 рази, в результаті чого можна досягти міцності листа рівній армованим листам. На виході з формуючого пристрою лист попадає в формуючі губки 8, де відбувається його кінцеве формування, після чого лист остаточно охолоджується та калібрується на валках каландру 10. Виконання формуючого пристрою збірним в вигляді основи 2 та бічних стінок, що складаються з окремих елементів 3, дає змогу швидко зібрати та розібрати пристрій в разі потреби. Те, що елементи 3 бічних стінок передбачені в виконанні як одної, так і різної висоти, дозволяє набирати в пристрої різну кількість розсікачів 4 та їх комбінації, регулюючи тим самим товщину шарів розплаву і змінюючи внаслідок цього умови їх переробки. Запропонована конструкція дозволяє, на відміну від існуючих, удосконалити якість переробки спінених термопластів і, як наслідок, якісні характеристики кінцевого продукту, рівномірне спізнення, його густину та міцність. Пристрій забезпечує 5 5334 6 отримання листів та блоків із спінених термопласспінених по всій товщині, якість яких відповідає тів низької густини, високої міцності та однорідно всім вимогам їх використання в побуті та техніці. Отюдже/Ш: Комп'ютерна верстка В. Мацело Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for molding sheet and block materials of expanded thermoplastics
Автори англійськоюNovytska Tamara Mykhailivna, Lukashova Viktoria Volodymyrivna
Назва патенту російськоюУстройство для формования листовых и блочных материалов из вспененных термопластов
Автори російськоюНовицкая Тамара Михайловна, Лукашова Виктория Владимировна
МПК / Мітки
МПК: B29C 47/00
Мітки: листових, формування, блочних, спінених, пристрій, матеріалів, термопластів
Код посилання
<a href="https://ua.patents.su/6-5334-pristrijj-dlya-formuvannya-listovikh-i-blochnikh-materialiv-iz-spinenikh-termoplastiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для формування листових і блочних матеріалів із спінених термопластів</a>
Формуюча головка для виробництва профілів зі спінених термопластів
Номер патенту: 2664
Опубліковано: 26.12.1994
Автори: Крамаренко Євген Федорович, Кравченко Вілен Васильович, Музиченко Олег Олександрович, Новицька Тамара Михайлівна, Юшко Бернард Петрович, Кудряшов Володимир Петрович, Куликов Юрій Андрійович, Покровський Лев Іванович
МПК: B29C 47/20, B29L 23/00
Мітки: головка, виробництва, спінених, формуюча, профілів, термопластів
Формула / Реферат:
1. Формующая головка для производства профилей из вспененных термопластов, содержащая корпус с входной и выходной частями и выполненным в нем осевым подводящим каналом, установленную во входной части корпуса решетку с размещенными в ней рабочими элементами, отличающаяся тем, что, с целью повышения производительности головки и качества получаемого профиля за счет предотвращения вспенивания расплава термопласта внутри головки, рабочие...
Полімерна композиція для еластичних спінених матеріалів

Номер патенту: 47116
Опубліковано: 17.06.2002
Автори: Мельник Людмила Олексіївна, Пупкова Наталія Генадіївна, Піднебесний Андрій Петрович
МПК: C08J 9/10, C08L 9/02, C08L 27/06, C08K 5/14, C07C 409/00
Мітки: композиція, спінених, полімерна, матеріалів, еластичних
Формула / Реферат:
Полімерна композиція для еластичних спінених матеріалів, яка містить полівінілхлорид, бутадієн-нітрильний каучук, стеарат кальцію, стеарат цинку, білило цинкове, дифенілгуанідин, сірку, азодикарбонамід та пластифікатор, яка відрізняється тим, що вона містить додатково органічний перекис та аеросил при такому співвідношенні компонентів /мас.ч./: Полівінілхлорид 100 Бутадієн-нітрильний ...
Спосіб кондиціонування спінених матеріалів стисненням
Номер патенту: 72052
Опубліковано: 17.01.2005
Автори: Сімпсон Клей, Лавсон Ріск Д.
МПК: B29C 67/20, B29C 43/02
Мітки: кондиціонування, матеріалів, спінених, спосіб, стисненням
Формула / Реферат:
1. Спосіб кондиціонування спінених матеріалів стисненням шматка отвердженого спіненого матеріалу, що має верх, низ і бічні краї, висота (товщина) якого вимірюється як відстань між його верхом і низом, який відрізняється тим, що включає: стиснення зазначеного шматка зі швидкістю не більше 3,65 м/хв, припинення зазначеного стиснення, коли зазначений шматок стиснутий до товщини, що складає не більше 15% від зазначеної, підтримання тиску,...
Пристрій для маркірування листових матеріалів
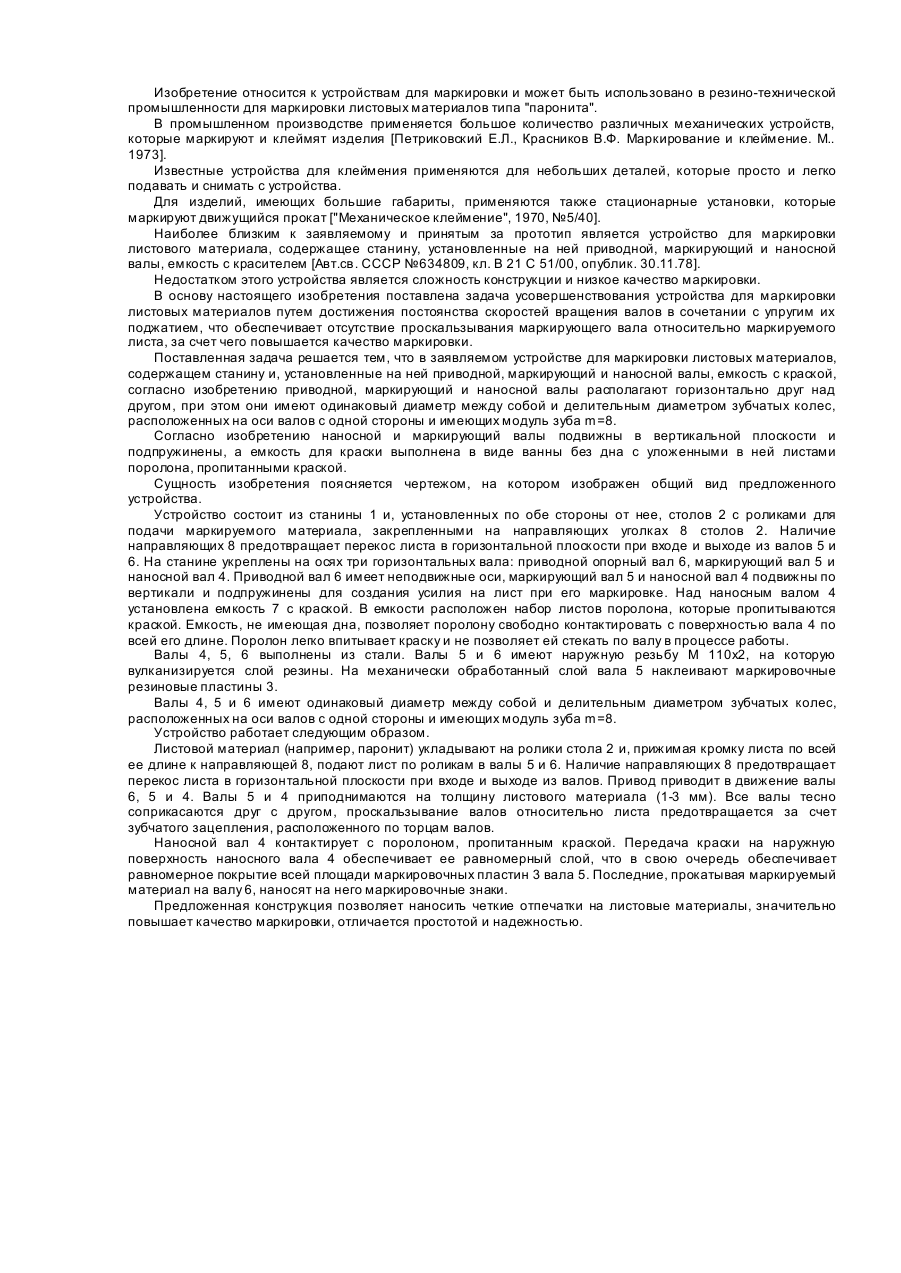
Номер патенту: 22950
Опубліковано: 05.05.1998
Автори: Литовченко Петро Григорович, Ломанов Юрій Іванович, Конопляста Тамара Ігнатівна
МПК: B25H 7/00
Мітки: маркірування, матеріалів, листових, пристрій
Формула / Реферат:
1. Устройство для маркировки листовых материалов, содержащее станину и установленные на ней приводной, маркирующий и наносной валы, емкость с краской, отличающееся тем, что приводной, маркирующий и наносной валы расположены на осях горизонтально друг над другом, при этом они имеют одинаковый диаметр между собой и делительным диаметром зубчатых колес, расположенных на оси валов с одной стороны и имеющих модуль зуба m=8.2. Устройство по...
Пристрій для безперервного виготовлення листових виробів з полімерних матеріалів
Номер патенту: 70922
Опубліковано: 15.11.2004
Автори: Кузяєв Іван Михайлович, Домущєй Генадій Тимофійович, Оберемок Дмитро Миколайович
МПК: B29D 7/00
Мітки: полімерних, листових, виготовлення, пристрій, безперервного, матеріалів, виробів
Формула / Реферат:
Пристрій для безперервного виготовлення листових виробів з полімерних матеріалів з армувальною основою, який містить спряжені валки і клиновий пристрій, який складається з двох основ і двох наконечників, при цьому основи з валками утворюють нагнітальні зазори, а наконечники з валками утворюють розділювальні зазори, крім того, між основами і наконечниками утворені канали клинчастої форми для подачі матеріалу в центральну щілину, утворену...
Попередній патент: Контактна щока електродотримача
Наступний патент: Вібраційний насос
Випадковий патент: Спосіб ультразвукового кавітаційного очищення еластичних поверхонь