Пристрій для навивання та одночасного калібрування на крок широкосмугових спіралей шнеків
Номер патенту: 51098
Опубліковано: 15.11.2002
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович, Пилипець Михайло Ількович
Формула / Реферат
1. Пристрій для навивання та одночасного калібрування на крок широкосмугових спіралей шнеків, що складається з механізму подачі смуги в зону вирубування, кінематичний ланцюг зв'язку якого з вузлом вирубування секторів у смузі, виконаним у вигляді штампа, містить рейкову шестірню, яка нерухомо закріплена у верхній плиті штампа з можливістю контактування з валом-шестірнею і упором, муфту обгону односторонньої дії, встановлену з можливістю передачі крутного моменту на подавальні валики, а також пристрій включає механізм навивання, що містить формуючий диск з утримуючими роликами та підтискним роликом, встановленими в державках, допоміжний диск, що насаджений на оправку, яка встановлена з можливістю обертання і кінематично зв'язана через конічну і циліндричну зубчасті пари, муфту обгону односторонньої дії, вал-шестірню і рейкову шестірню з верхньою плитою штампа аналогічно механізмові подачі, але протилежної дії завдяки муфтам обгону односторонньої дії, який відрізняється тим, що механізм навивання оснащений калібруючим елементом, розташованим над допоміжним диском в місці виходу смуги із зони згину, та формуючим роликом, а формуючий диск виконаний з отвором, діаметр якого більший діаметра оправки і встановлений щонайменше між трьома утримуючими роликами, розміщеними в державках.
2. Пристрій за п. 1, який відрізняється тим, що калібруючий елемент виконаний у вигляді клиноподібного сегмента, причому одна із сторін, яка розташована з боку заходу смуги, виконана радіально осі оправки.
3. Пристрій за пп. 1, 2, який відрізняється тим, що робоча поверхня клиноподібного сегмента встановлена з можливістю калібрування спіралі на крок і виконана гвинтовою.
4. Пристрій за пп. 1, 3, який відрізняється тим, що по зовнішньому краю гвинтової поверхні клиноподібного сегмента виконаний буртик із напрямною лискою з боку заходу смуги.
5. Пристрій за п. 1, який відрізняється тим, що формуючий ролик виконаний привідним і кінематично зв'язаний з допоміжним та формуючим дисками за допомогою зубчастого зачеплення.
6. Пристрій за п. 1, який відрізняється тим, що формуючий диск розташований ексцентрично відносно осі оправки, причому напрямок ексцентричного зміщення перпендикулярний напрямку подачі смуги в зону навивання, а його значення рівне різниці радіусів отвору формуючого диска та оправки.
7. Пристрій за пп. 1, 6, який відрізняється тим, що отвір в формуючому диску виконаний у вигляді конуса, причому умовна вершина його виконана нижче формуючого диска.
8. Пристрій за пп. 1, 6, який відрізняється тим, що на виступаючій циліндричній частині формуючого диска виконані кільцеві канавки трикутного профілю, причому їх переріз і крок відповідають аналогічним елементам утримуючих роликів.
9. Пристрій за п. 1, який відрізняється тим, що державка утримуючих роликів обладнана змінними вставними прокладками.
10. Пристрій за п. 1, який відрізняється тим, що на нижньому ребрі торцевої поверхні переднього краю смуги виконана західна фаска.
Текст
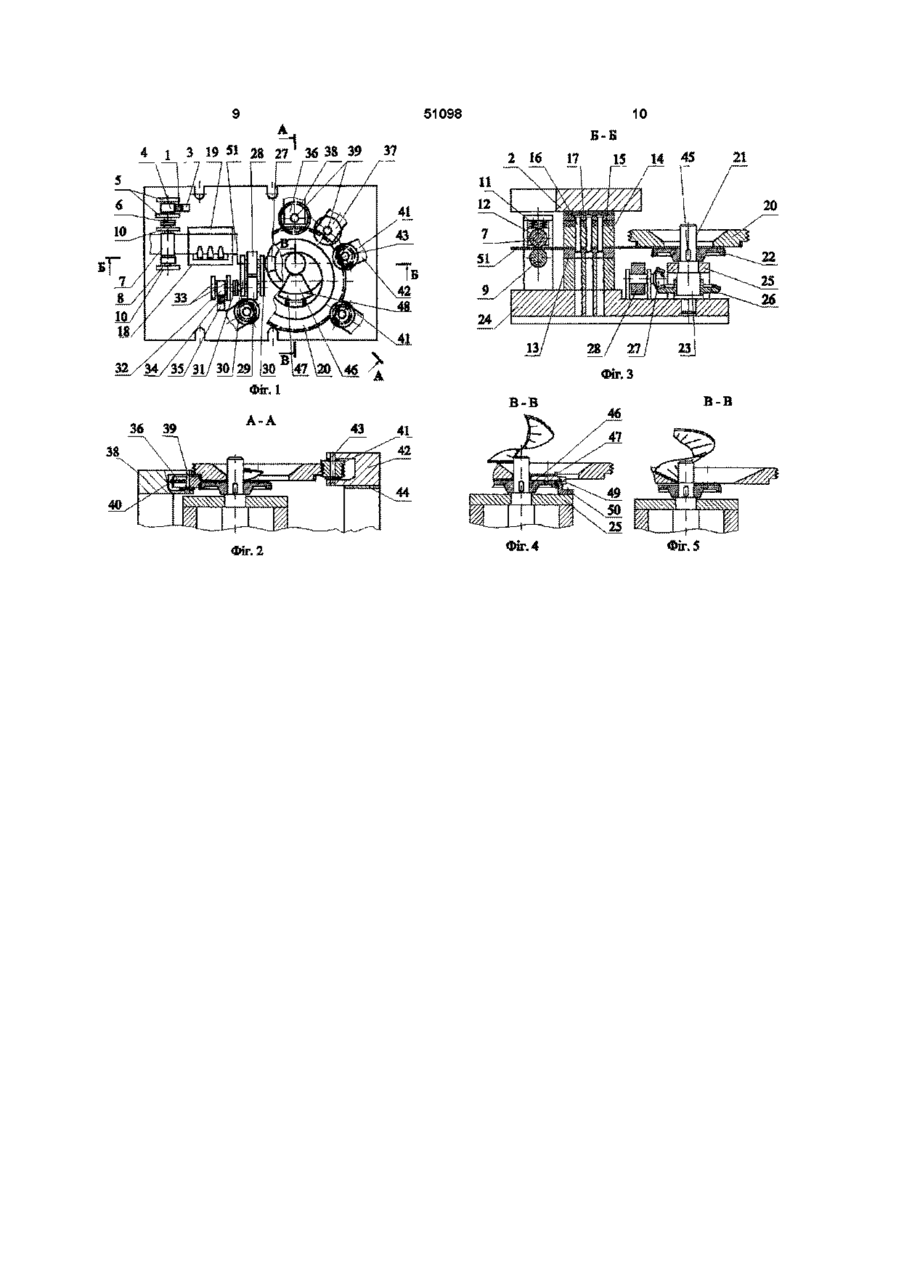
1 Пристрій для навивання та одночасного калібрування на крок широкосмугових спіралей шнеків, що складається з механізму подачі смуги в зону вирубування, кінематичний ланцюг зв'язку якого з вузлом вирубування секторів у смузі, виконаним у вигляді штампа, містить рейкову шестірню, яка нерухомо закріплена у верхній плиті штампа з можливістю контактування з валомшестірнею і упором, муфту обгону односторонньої дії, встановлену з можливістю передачі крутного моменту на подавальні валики, а також пристрій включає механізм навивання, що містить формуючий диск з утримуючими роликами та підтискним роликом, встановленими в державках, допоміжний диск, що насаджений на оправку, яка встановлена з можливістю обертання і кінематично зв'язана через конічну і циліндричну зубчасті пари, муфту обгону односторонньої дії, вал-шестірню і рейкову шестірню з верхньою плитою штампа аналогічно механізмові подачі, але протилежної дії завдяки муфтам обгону односторонньої дії, який відрізняється тим, що механізм навивання оснащений калібруючим елементом, розташованим над допоміжним диском в МІСЦІ виходу смуги із зони згину, та формуючим роликом, а формуючий диск виконаний з отвором, діаметр якого більший діаметра оправки і встановлений щонайменше між трьома утримуючими роликами, розміщеними в державках 2 Пристрій за п 1 , який відрізняється тим, що калібруючий елемент виконаний у вигляді клино Винахід відноситься до обробки металів тиском і зокрема до оснащення по листовому штампуванні та може бути застосований для виготов подібного сегмента, причому одна із сторін, яка розташована з боку заходу смуги, виконана радіально осі оправки 3 Пристрій за пп 1, 2, який відрізняється тим, що робоча поверхня клиноподібного сегмента встановлена з можливістю калібрування спіралі на крок і виконана гвинтовою 4 Пристрій за пп 1, 3, який відрізняється тим, що по зовнішньому краю гвинтової поверхні клиноподібного сегмента виконаний буртик із напрямною лискою з боку заходу смуги 5 Пристрій за п 1 , який відрізняється тим, що формуючий ролик виконаний привідним і кінематично зв'язаний з допоміжним та формуючим дисками за допомогою зубчастого зачеплення 6 Пристрій за п 1 , який відрізняється тим, що формуючий диск розташований ексцентрично відносно осі оправки, причому напрямок ексцентричного зміщення перпендикулярний напрямку подачі смуги в зону навивання, а його значення рівне різниці радіусів отвору формуючого диска та оправки 7 Пристрій за пп 1, 6, який відрізняється тим, що отвір в формуючому диску виконаний у вигляді конуса, причому умовна вершина його виконана нижче формуючого диска 8 Пристрій за пп 1, 6, який відрізняється тим, що на виступаючій циліндричній частині формуючого диска виконані кільцеві канавки трикутного профілю, причому їх переріз і крок відповідають аналогічним елементам утримуючих роликів 9 Пристрій за п 1, який відрізняється тим, що державка утримуючих роликів обладнана змінними вставними прокладками 10 Пристрій за п 1, який відрізняється тим, що на нижньому ребрі торцевої поверхні переднього краю смуги виконана західна фаска лення широкосмугових спіралей шнекових робочих органів різноманітних машин і механізмів Відомий пристрій для навивання спіралей 00 о ю 51098 шнека (А С СРСР №1247118, кл B21D11/06, 1986р , Бюл №28), що містить оправку з приводом обертання, змонтовану на основі плиту з згинаючими та подаючими роликами, кінематично зв'язаними з приводом оправки, а також вузол вирубування пазів у смузі, виконаний у вигляді підпружинених пуансонів, розміщених в одному із подаючих роликів, розміщених в цьому ролику ексцентрика, кінематично зв'язаного з приводом подаючих роликів, встановлених з можливістю взаємодії з пуансонами і ВІДПОВІДНИХ матриць, розміщених в другому подаючому ролику Недоліком відомого пристрою є нестійкість смуги при навиванні, а також неможливість забезпечення значних зусиль вирубування пазів, при навиванні широкосмугових спіралей шнеків Відомий також пристрій для навивання широкосмугових спіралей шнеків (А С СРСР №1532128, кл B21D11/06, 1989р , Бюл №48), що складається з механізму подачі смуги в зону вирубування, кінематичний ланцюг зв'язку, якого, з вузлом вирубування секторів у смузі, виконаного у вигляді штампа, містить рейкову шестерню, яка нерухомо закріплена у верхній плиті штампа, з можливістю контактування з вал-шестернею і упором, муфту обгону односторонньої дії, встановленої з можливістю передачі крутного моменту на подаючі валики, а також пристрій включає механізм навивання, що містить формуючий диск з утримуючими роликами та підтискним роликом, встановленими в державках, допоміжний диск, що насаджений на оправку, яка встановлена з можливістю обертання і кінематично зв'язана через конічну і циліндричну зубчасті пари, муфту обгону односторонньої дм, вал-шестерню і рейкову шестерню з верхньою плитою штампа, аналогічно механізмові подачі, однак протилежної дії, завдяки муфтам обгону односторонньої дії Недоліком відомого пристрою є обмежені функціональні можливості, тобто неможливість навивання з одночасним калібруванням спіралі на крок, а також погані умови заходу смуги з вирубаними секторами в зону формоутворення при навиванні щільного пакету витків В основу винаходу закладена задача вдосконалення пристрою для навивання та одночасного калібрування на крок широкосмугових спіралей шнеків з метою розширення технологічних можливостей пристрою та покращення умов роботи, шляхом виконання пристрою, який складається з механізму подачі смуги в зону вирубування, кінематичний ланцюг зв'язку, якого, з вузлом вирубування секторів у смузі, виконаного у вигляді штампа, містить рейкову шестерню, яка нерухомо закріплена у верхній плиті штампа, з можливістю контактування з вал-шестернею і упором, муфту обгону односторонньої дії, встановленої з можливістю передачі крутного моменту на подаючі валики, а також пристрій включає механізм навивання, що містить формуючий диск з утримуючими роликами та підтискним роликом, встановленими в державках, допоміжний диск, що насаджений на оправку, яка встановлена з можливістю обертання і кінематично зв'язана через конічну і циліндричну зубчасті пари, муфту обгону односторонньої дії, вал-шестерню і рейкову шестерню з верхньою плитою штампа, аналогічно механізмові подачі, однак протилежної дії, завдяки муфтам обгону односторонньої дії, таким чином, що механізм навивання споряджений калібруючим елементом, розташованим над допоміжним диском в МІСЦІ виходу смуги із зони згину та формуючим роликом, а формуючий диск виконаний з отвором, діаметр якого більший діаметру оправки і встановлений щонайменше між трьома утримуючими роликами, розміщеними в державках, калібруючий елемент виконаний у вигляді клиновидного сегмента, причому одна із сторін, що розташована зі сторони заходу смуги, виконана радіально осі оправки, робоча поверхня клиновидного сегмента, встановленого з можливістю калібрування спіралі на крок, виконана гвинтовою, по зовнішньому краї гвинтової поверхні клиновидного сегменту виконаний буртик із напрямною лискою зі сторони заходу смуги, формуючий ролик виконаний привідним і кінематично зв'язаний з допоміжним та формуючим дисками за допомогою зубчастого зачеплення, формуючий диск розташований ексцентрично відносно осі оправки, причому напрям ексцентричного зміщення перпендикулярний напрямку подачі смуги в зону навивання, а його значення рівне різниці радіусів отвору формуючого диска та оправки, отвір в формуючому диску виконаний у вигляді конуса, причому умовна вершина його виконана нижче формуючого диска, на виступаючій циліндричній частині формуючого диска виконані кільцеві канавки трикутного профілю, причому їх січення і крок відповідають аналогічним елементам утримуючих роликів, державка утримуючих роликів споряджена змінними вставними прокладками, на нижньому ребрі торцевої поверхні переднього краю смуги виконана західна фаска, за рахунок чого забезпечуються процес безперервного навивання та одночасного калібрування спіралей шнеків на заданий крок з прямими або нахиленими витками, і кращі умови заходу смуги з вирубаними секторами в зону формоутворення Суттєві ознаки, викладені в пункті 1 формули винаходу направлені на забезпечення процесу калібрування спіралі Суттєві ознаки, викладені в пункті 2 формули винаходу, направлені на забезпечення процесу калібрування спіралей з прямими витками Суттєві ознаки, викладені в пункті 3 формули винаходу, направлені на забезпечення процесу калібрування спіралі на заданий крок Суттєві ознаки, викладені в пункті 4 формули винаходу, направлені на забезпечення заходу смуги на клиновидний сегмент і спровадження смуги по гвинтовій поверхні під час калібрування Суттєві ознаки, викладені в пункті 5 формули винаходу, направлені на забезпечення синхронного обертання допоміжного та формуючого дисків, а також передачу крутного моменту від допоміжного диску до формуючого Суттєві ознаки, викладені в пункті 6 формули винаходу, направлені на забезпечення вільного виходусмуги із зони згину і поступлення її на клиновидний сегмент або конічну поверхню отвору формуючого диску Суттєві ознаки, викладені в пункті 7 формули винаходу, направлені на забезпечення процесу калібрування спіралей з нахиленими витками Суттєві ознаки, викладені в пункті 8 формули винаходу, направлені на забезпечення надійного утримання формуючого диска і забезпечення постійного зазору між допоміжним і формуючим дисками, рівною товщині смугової заготовки Суттєві ознаки, викладені в пункті 9 формули винаходу, направлені на забезпечення встановлення необхідного зазору між допоміжним і формуючим дисками Суттєві ознаки, викладені в пункті 10 формули винаходу, направлені на забезпечення надійного і безперешкодного заходу переднього краю смуги на гвинтову поверхню клиновидного сегменту, при калібруванні спіралей з прямими витками, або на конічну поверхню отвору в формуючому диску, при калібруванні спіралей з нахиленими витками Пристрій для навивання та одночасного калібрування на крок широкосмугових спіралей шнеків зображений на фіг1, на фіг 2 - січення А-А на фіг 1, на фіг 3 - січення Б-Б на фіг 1, на фіг 4 - схема калібрування спіралей з прямими витками (січення В-В на фіг 1), на фіг 5 - схема калібрування спіралей з нахиленими витками Пристрій для навивання та одночасного калібрування на крок широкосмугових спіралей шнеків складається з механізму подачі смуги в зону вирубування, який містить рейкову шестерню 1, нерухомо закріплену в верхній плиті 2 штампа Рейкова шестерня 1, ковзаючи по упорі 3, одночасно входить в зачеплення з вал-шестернею 4, яка встановлена в стояках 5 Через муфту обгону односторонньої дії 6, яка запобігає зворотні оберти валшестерні 4, остання з'єднана з верхнім подаючим валиком 7, який через пару зубчастих колеса 8 кінематично зв'язаний з нижнім подаючим валиком 9 Обидва подаючих валики 7 і 9, разом із закріпленими на них зубчастими колесами 8, встановлений в стояках 10, причому верхній подаючий валик 7 підпружинений з допомогою пружин 11 через вставку 12 Пристрій для навивання та одночасного калібрування на крок широкосмугових спіралей шнеків містить також вузол вирубування секторів у смузі по внутрішньому діаметрі спіралі, виконаний у вигляді штампа, який складається з матриці 13, плити знімання 14, демпфера 15, пуасонів 16, які закріплені в плиті 17 і зв'язані з верхньою плитою 2, а також направляючих планок 18 і 19 Механізм навивання смуги на оправку складається із формуючого диска 20 з внутрішнім отвором діаметр якого більший діаметру оправки 21 і розташований ексцентрично відносно осі оправки 21, причому напрям ексцентричного зміщення перпендикулярний напрямку подачі смуги в зону навивання, а також допоміжного диска 22, насадженого на оправку 21, яка виконана як одне ціле з валом 23, котрий, протилежним до оправки 21 кінцем, встановлений в нижню плиту 24 пристрою, а середньою шийкою утримується плитою 25 На валі 23 встановлена конічна шестерня 26, яка входить в кінематичний ланцюг, що охоплює валшестерню 27, шестерні 28 і 29, встановлені в стояках ЗО, муфту обгону односторонньої дії 31, яка 51098 6 запобігає зворотні оберти вала 23, вал-шестерню 32, встановлену в стояках 33, рейкову шестерню 34, закріплену в верхній плиті 2 штампа і ковзаючу по упорі 35 Упори 3 і 35 служать для компенсації радіальних зусиль, що виникають в зубчастих зачепленнях рейкової шестерні 1 та шестерні 4, а також рейкової шестерні 34 та шестерні 32 До механізму навивання входять також формуючий ролик 36 і підтискний ролик 37, встановлені в державках 38 з допомогою осей 39, причому на циліндричній поверхні формуючого ролика 36 виконаний кільцевий виступ 40, по обидві сторони від якого нарізані зубчасті ВІНЦІ, утримуючі ролики 41 встановлені в державках 42, з допомогою осей 43 Державки 42 кріпляться до нижньої плити 24 пристрою з використанням змінних вставних прокладок 44 Для надійного утримання формуючого диска 20 використовується щонайменше три утримуючих ролики 41, які контактують своїми циліндричними поверхнями з виступаючою циліндричною частиною формуючого диска 20 з допомогою кільцевих канавок трикутного профілю, січення і крок яких співпадають на формуючому диску та утримуючих роликах Допоміжний диск 22 встановлений на валі 23 з допомогою шпонки 45 Для покращення заходу смуги в зону навивання, а саме в зазор між допоміжним диском 22 і формуючим диском 20, на їх циліндричних поверхнях виконані західні фаски зі сторони зазору Калібруючий елемент складається з клиновидного сегмента 46, з гвинтовою поверхнею, по зовнішньому краї якої виконаний буртик 47 із напрямною лискою 48 Клиновидний сегмент 46 кріпиться до плити 25 з допомогою державки 49 та підкладки 50 Заготовкою для навивання спіралі служить смуга 51, вирубана із листового прокату, або стрічка необхідної ширини та товщини з попередньо виконаною західною фаскою, як технологічний конструктивний елемент, на нижньому ребрі торцевої поверхні її переднього краю Пристрій для навивання та одночасного калібрування на крок широкосмугових спіралей шнеків працює наступним чином Пристрій встановлюється на гідропрес Нижньою плитою 24 кріпиться до стола преса, а верхньою плитою 2 до штока гідропреса Пристрій приводиться в рух при зворотно-поступальному русі штока гідропреса При поступальному переміщенні штока гідропреса вверх - піднімається прикріплена до нього верхня плита 2 штампа і переміщує рейкову шестерню 1, яка приводить в рух шестерню 4 При цьому русі спрацьовує муфта обгону односторонньої дії 6 і обертовий рух передається на верхній подаючий валок 7 і через пару зубчастих коліс 8 - на нижній подаючий валок 9 Подаючі валки 7 і 9, обертаючись синхронно, подають попередньо встановлену між ними смугу 51 в зону вирубування на заданий крок, рівний ДІЛЯНЦІ вирубування смуги за один хід штока гідропреса Для забезпечення фрикційного зчеплення подаючих валків 7 і 9 зі смугою 51, для надання останній поступально переміщення, верхній подаючий валок 7 підпружинений з допомогою пружин 11 через вставку 12 При зворотному ході штока гідропреса вниз, муфта обгону односторонньої дії 6 обертається вхоло 51098 сту, попереджуючи зворотне обертання подаючих валків 7 і 9, смуга 51 при цьому стоїть нерухомо Через декілька ходів штока гідропреса, коли передній край смугової заготовки досягне зони вирубування, в КІНЦІ зворотного хода штока гідропреса вниз, з допомогою матриці 13 і пуансонів 16, здійснюється вирубування секторів у смузі 51 по внутрішньому діаметрі спіралі Цей процес здійснюється до тих пір, поки смуга 51 з вирубаними секторами, кроковим переміщенням, своїм переднім краєм не наблизиться до механізму навивання, а саме до оправки 21 Потім її затискають між допоміжним диском 22 і формуючим диском 20, з допомогою останнього, який закріплюється в утримуючих роликах 41, для забезпечення фрикційного контакту дисків 20 і 22 зі смуговою заготовкою 51 Далі підводять формуючий ролик 36 до зубчастого зачеплення з дисками 20 і 22, а також підтискний ролик 37 Після цього починається процес навивання, а за ним - калібрування Ці процеси здійснюються при ході штока гідропреса вверх синхронно механізмові подачі смуги 51 При цьому привід від рейкової шестерні 34, що рухається разом з верхньою плитою 2 штампа, передається на вал-шестерню 32, спрацьовує муфта обгону односторонньої дії 31 і крутний момент через шестерні 29 і 28, вал-шестерню 27 і конічну шестерню 26 передається на вал 23, який приводить в рух допоміжний диск 22, з допомогою шпонки 45, а відтак через зубчасті зачеплення між допоміжним диском 22 і нижнім зубчастим вінцем формуючого ролика 36 та верхнім зубчастим вінцем формуючого ролика 36 і формуючого диска 20, обертається останній Коли в зоні навивання відбувся згин смуги на ребро, и передній край одночасно поступає в зону калібрування, де контактуючи з гвинтовою поверхнею клиновидного сегмента 46, відбувається формоутворення гвинтової спіралі з прямими витками на заданий крок (фіг 4) Для формоутворення гвинтових спіралей з нахиленими витками, калібрування здійснюється з допомогою формуючого диска 20, завдяки конусної поверхні отвору, виконаного в ньому (фіг 5) При зворотному ході штока гідропреса вниз, аналогічно механізмові 8 подачі смуги, муфта обгону односторонньої дії 31 обертається вхолосту, попереджуючи зворотне обертання механізму навивання Отже механізм подачі смуги, штамп вирубування секторів і механізм навивання кінематично зв'язані між собою з допомогою верхньої плити 2 штампа таким чином, що при ході штока гідропреса вверх відбувається одночасно процес подачі смуги в зону вирубування і процеси навивання та калібрування, причому величина подачі смуги, її навивання і калібрування рівна довжині зони вирубування смуги в штампі за один зворотнопоступальний хід штока гідропреса ВІДПОВІДНІСТЬ величини подачі, навивання та калібрування смуги довжині зони вирубування смуги в штампі за один зворотно-поступальний хід штока гідропреса досягається з допомогою регулювання висоти ходу штока гідропреса Максимальна величина подачі не повинна перевищувати довжини зони вирубування смуги, або бути кратною відстані між пуансонами При ході штока гідропреса вниз смуга 51 стоїть нерухомо і в цей період здійснюється вирубування Навивання може здійснюватися перервним способом, якщо заготовкою служать поштучні смуги, отримані розкроєм листового прокату, або безперервним, коли заготовкою є стрічка Другий метод є більш продуктивним Енергосилова умова процесу навивання полягає в тому, що фрикційний контакт між смугою 51 і формуючим диском 20, допоміжним диском 22, оправкою 21 та формуючим роликом 36, що мають взаємопов'язане, вимушене обертання, повинен бути достатнім для подолання зусиль згину смуги з вирубаними секторами на ребро та и калібрування на крок Таким чином, запропонований пристрій забезпечує навивання та одночасне калібрування спіралей шнеків на заданий крок з прямими або нахиленими витками, що одночасно покращує умови заходу смуги з вирубаними секторами в зону формоутворення, оскільки навивання відбувається лише одного витка, а не щільного пакету 51098 4 і 3 19 51 28 27 36 38 39 37 10 Б-Е 2 16 17 15 14 45 В-В В-В Фіг. 2 Фіг. 4 21 Фіг. 5
ДивитисяДодаткова інформація
Назва патенту англійськоюAppliance for winding and simultaneous calibration in lead for wide-band screw spirals
Автори англійськоюRadyk Dmytro Leonidovych, Vasylkiv Vasyl Vasyliovych, Pylypets Mykhailo Ilkovych
Назва патенту російськоюУстройство для навивки и одновременной калибровки на шаг широкополосных спиралей шнеков
Автори російськоюРадик Дмитрий Леонидович, Василькив Василий Васильевич, Пилипец Михаил Илькович
МПК / Мітки
МПК: B21D 11/06
Мітки: калібрування, спіралей, широкосмугових, одночасного, навивання, шнеків, крок, пристрій
Код посилання
<a href="https://ua.patents.su/5-51098-pristrijj-dlya-navivannya-ta-odnochasnogo-kalibruvannya-na-krok-shirokosmugovikh-spiralejj-shnekiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для навивання та одночасного калібрування на крок широкосмугових спіралей шнеків</a>
Пристрій для калібрування спіралей шнеків по кроку
Номер патенту: 32017
Опубліковано: 15.12.2000
Автор: Геник Ігор Степанович
МПК: B21D 11/06
Мітки: спіралей, кроку, шнеків, калібрування, пристрій
Текст:
...пристрою для калібрування спіралей шнеків по кроку, шляхом здійснення регулювання кроку спіралі, що забезпечує зменшення часу на переналадку пристрою і підвищує продуктивність праці. , ' Покладене завдання досягається за рахунок того, що в пристрої для калібрування спіралей шнеків по кроку, що містить нерухомий корпус в шліцевій втулці якого розміщений шліцевий вал з нерухомим клином, згідно винаходу вводиться те, що на основі...
Пристрій для навивання каліброваних спіралей шнеків
Номер патенту: 30625
Опубліковано: 15.12.2000
Автор: Данильченко Лариса Миколаївна
МПК: B21D 11/06
Мітки: навивання, шнеків, каліброваних, пристрій, спіралей
Формула / Реферат:
1. Пристрій для навивання каліброваних спіралей шнеків, що містить привідний механізм, зв'язаний з формоутворювальною оправкою, вузол подання та направлення смуги, який відрізняється тим, що формоутворювальна оправка встановлена з можливістю осьового переміщення на напрямному привідному валу і з протилежної сторони від привідного механізму формоутворювальна оправка розташована в опорі, а на формоутворювальній оправці встановлений механізм...
Пристрій для виготовлення спіралей шнеків
Номер патенту: 38108
Опубліковано: 15.05.2001
Автори: Пилипець Михайло Ількович, Гевко Ігор Богданович, Комар Роман Васильович, Геник Ігор Степанович
МПК: B21D 11/06
Мітки: спіралей, пристрій, шнеків, виготовлення
Текст:
...в одній площині перпендикулярно осі, з величиною вільного заходу і пе реміщення нижніх поличок Г-подібного профілю, причому висота кільцевої канавки більша ширини смуги. Для полегшення цієї операції напрямний ролик 18 знімається, а після встановлення монтується на місце. Формуючий ролик 7 підводиться таким чином, щоб його поверхня 8 притискувала заготовку 4 до торцевої поверхні 2 оправки 1. Після цього вмикається привід обертання, і в...
Пристрій для калібрування витка спіралі на крок

Номер патенту: 49377
Опубліковано: 16.09.2002
Автори: Васильків Василь Васильович, Пилипець Михайло Ількович, Гевко Ігор Богданович, Радик Дмитро Леонидович
МПК: B21C 37/06
Мітки: калібрування, спіралі, витка, крок, пристрій
Формула / Реферат:
Пристрій для калібрування витка спіралі на крок, який складається з корпусу, привідної втулки та оправи, яка виконана у вигляді клина з циліндричною зовнішньою поверхнею та із співвісними цій поверхні циліндричними хвостовиками, який відрізняється тим, що один із хвостовиків оправи додатково оснащений принаймні двома зміщеними один відносно одного по осі оправи та радіально розміщеними на осях конічними роликами з можливістю обертання навколо...
Пристрій для виготовлення спіралей шнеків
Номер патенту: 50280
Опубліковано: 15.10.2002
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: виготовлення, спіралей, пристрій, шнеків
Формула / Реферат:
1. Пристрій для виготовлення спіралей шнеків, який складається з механізму формоутворення спіралі, механізмів подачі та відгинання, який відрізняється тим, що механізм формоутворення спіралі виконаний у вигляді пристрою для торцевого розкатування коченням, який містить розміщений в корпусі валок та закріплений на його торці обкатний пуансон, а також плиту, на якій розміщені нерухомий упор, з можливістю здійснення обкатного руху пуансона, і...
Попередній патент: Спосіб лікування емпіеми плеври після пневмонектомії
Наступний патент: Спосіб формоутворення профільних гвинтових заготовок та верстат для його реалізації
Випадковий патент: Пристрій для закупорювання пляшок