Спосіб гарячого пресування заготовок та машина для його здійснення
Номер патенту: 54590
Опубліковано: 17.03.2003
Автори: Шутер Міхаель, Матт Андреас, Шоненбергер Раймон
Формула / Реферат
1. Спосіб гарячого пресування заготовок, в якому заготовку, що нагріта до температури гарячого штампування, піддають очищенню за межами матриці за рахунок попередньої висадки за допомогою плунжера, а після цього піддають формуванню до набуття бажаної форми в одній або більше матриць, який відрізняється тим, що попередня висадка й пресування під тиском відбуваються в першій або єдиній матриці тим самим плунжером у тому ж самому циклі руху останнього.
2. Спосіб за п. 1, який відрізняється тим, що під час попередньої висадки заготовка утримується подовженим ежектором першої або єдиної матриці на межі останньої, і після попереднього виштовхування передається за допомогою тиску плунжера, що рухається вперед, в матрицю, де вона піддається формуванню під тиском внаслідок подальшого руху плунжера вперед.
3. Спосіб за п. 2, який відрізняється тим, що заготовка вже вводиться в матрицю під час попередньої висадки, але швидкість руху є низькою порівняно зі швидкістю руху після попередньої висадки.
4. Машина для гарячого пресування для здійснення способу за п.1 або п.2, або п.3, зі щонайменше однією матрицею, подовженим і висувним ежектором, а також рухомим плунжером, що встановлений з можливістю рухатися вперед і в зворотному напрямку, яка відрізняється тим, що містить засоби, за допомогою яких відштовхування подовженого ежектора за допомогою плунжера, що рухається вперед, через заготовку, розташовану між ежектором і плунжером, може відбуватися із затримкою таким чином, що заготовка може бути попередньо висаджена за межі матриці.
5. Машина для гарячого пресування за п. 4, яка відрізняється тим, що вищезгадані засоби затримки містять регулюючий поршень, розташований в герметичній камері й з'єднаний безпосередньо або опосередковано з ежектором, і засіб для подачі й відкачування рідини або газу в та з герметичної камери, де засіб відкачування рідини або газу розроблений таким чином, що відкачування рідини або газу з герметичної камери може відбувається частково із затримкою й затримує відштовхування регулюючого поршня та ежектора.
6. Машина для гарячого пресування за п. 5, яка відрізняється тим, що засіб відкачування рідини або газу містить трубу для відкачування рідини або газу, яка містить дросель.
7. Машина для гарячого пресування за п. 5, яка відрізняється тим, що засіб відкачування рідини або газу містить трубу для відкачування рідини або газу, яка містить запобіжний клапан, що встановлений з можливістю відкриватися лише за певного тиску рідини або газу.
8. Машина для гарячого пресування за п. 5, яка відрізняється тим, що засіб відкачування рідини або газу містить трубу для відкачування рідини або газу, яка виконана з можливістю відкриватися й закриватися за допомогою регулюючого штифта.
9. Машина для гарячого пресування за п. 8, яка відрізняється тим, що регулюючий штифт приєднаний до рухомого штоку ежектора, що встановлений з можливістю рухатися вперед і в зворотному напрямку, для висування ежектора, де вищезгадана машина містить засіб для пересування штоку ежектора в зворотному напрямку перед втягуванням ежектора.
10. Машина для гарячого пресування за п. 4, яка відрізняється тим, що містить кулачок для регулювання висування й втягування ежектора, де вищезгаданий кулачок має таку форму й встановлений з можливістю обертання, яке так узгоджено з рухами плунжера в напрямках вперед і назад, що відштовхування подовженого ежектора відбувається із затримкою.
11. Машина для гарячого пресування за п. 10, яка відрізняється тим, що положення кулачка, що встановлений з можливістю обертання, відносно положення плунжера є регульованим.
12. Машина для гарячого пресування за п. 10 або 11, яка відрізняється тим, що важіль ежектора встановлений з можливістю рухатися назовні й всередину за допомогою кулачка, що дозволяє важелю ежектора витягуватись і втягуватись знову через шток ежектора, і, за необхідності, болта ежектора.
Текст
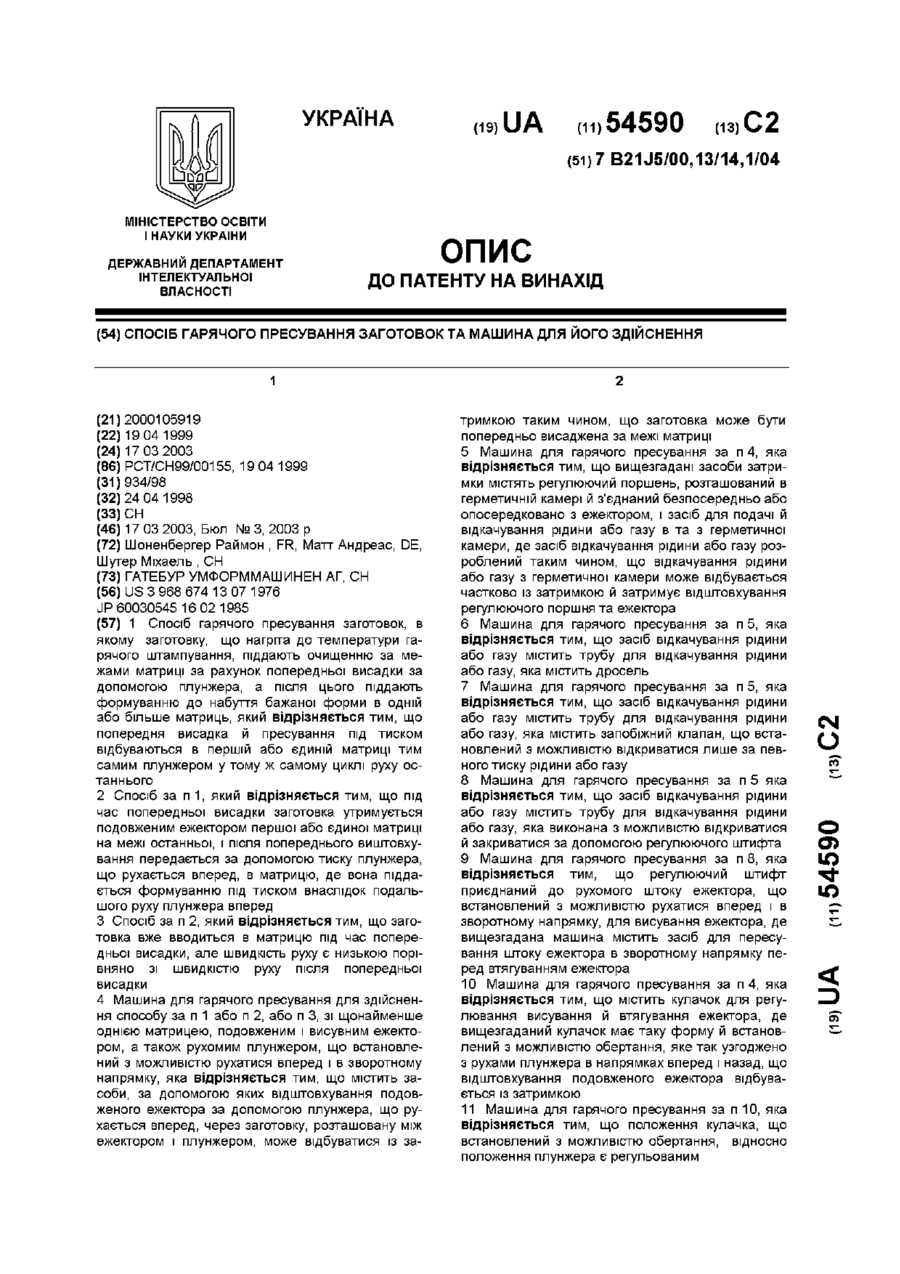
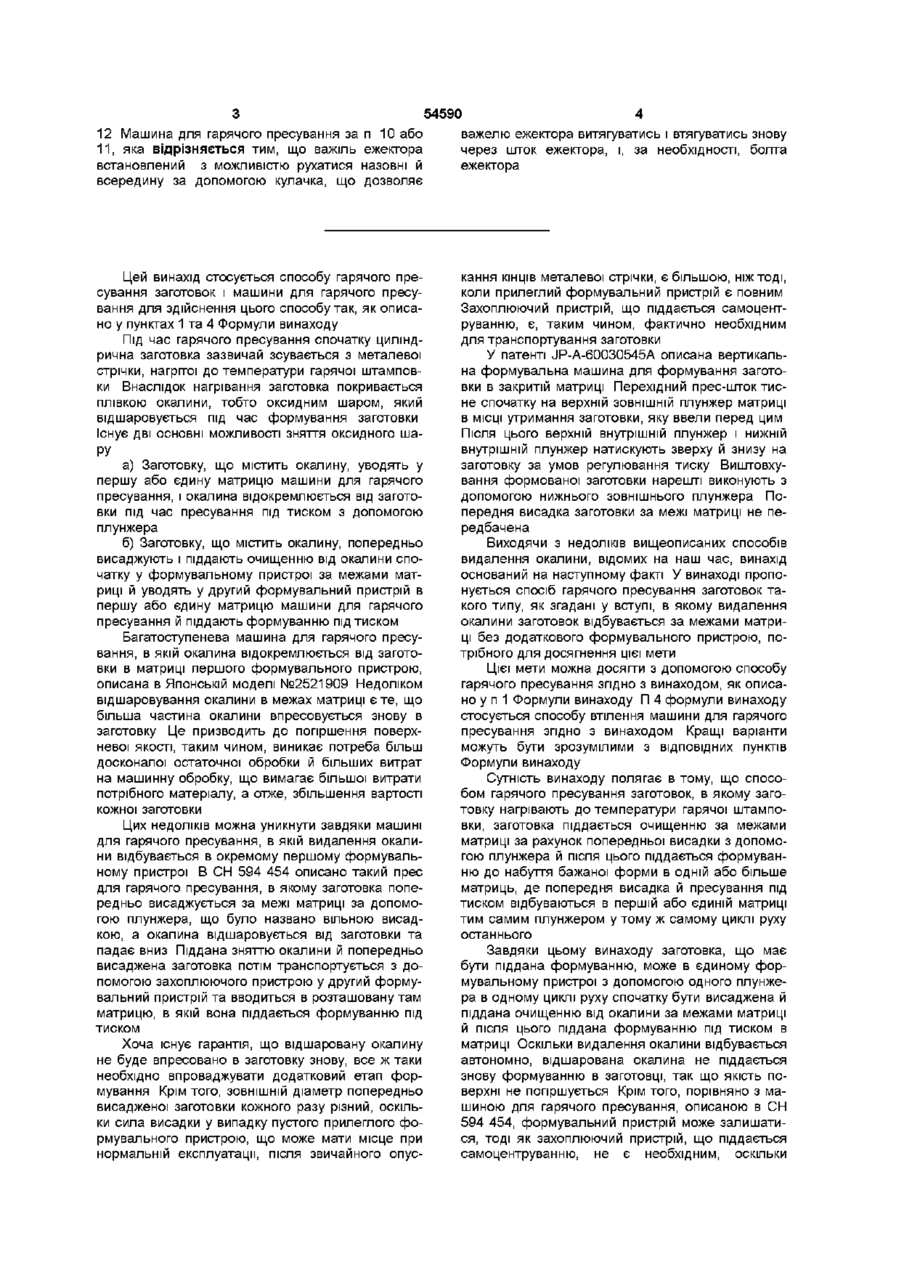
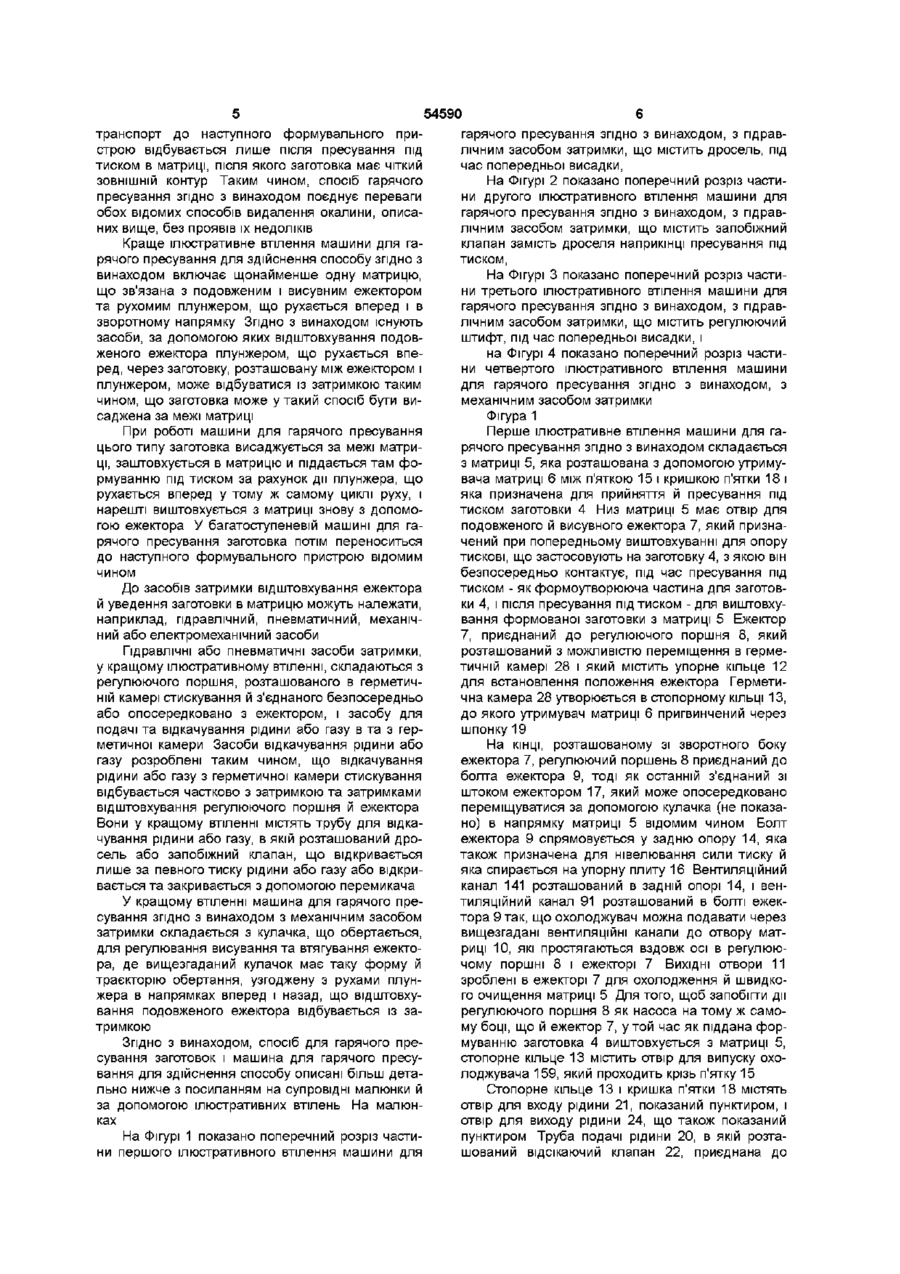
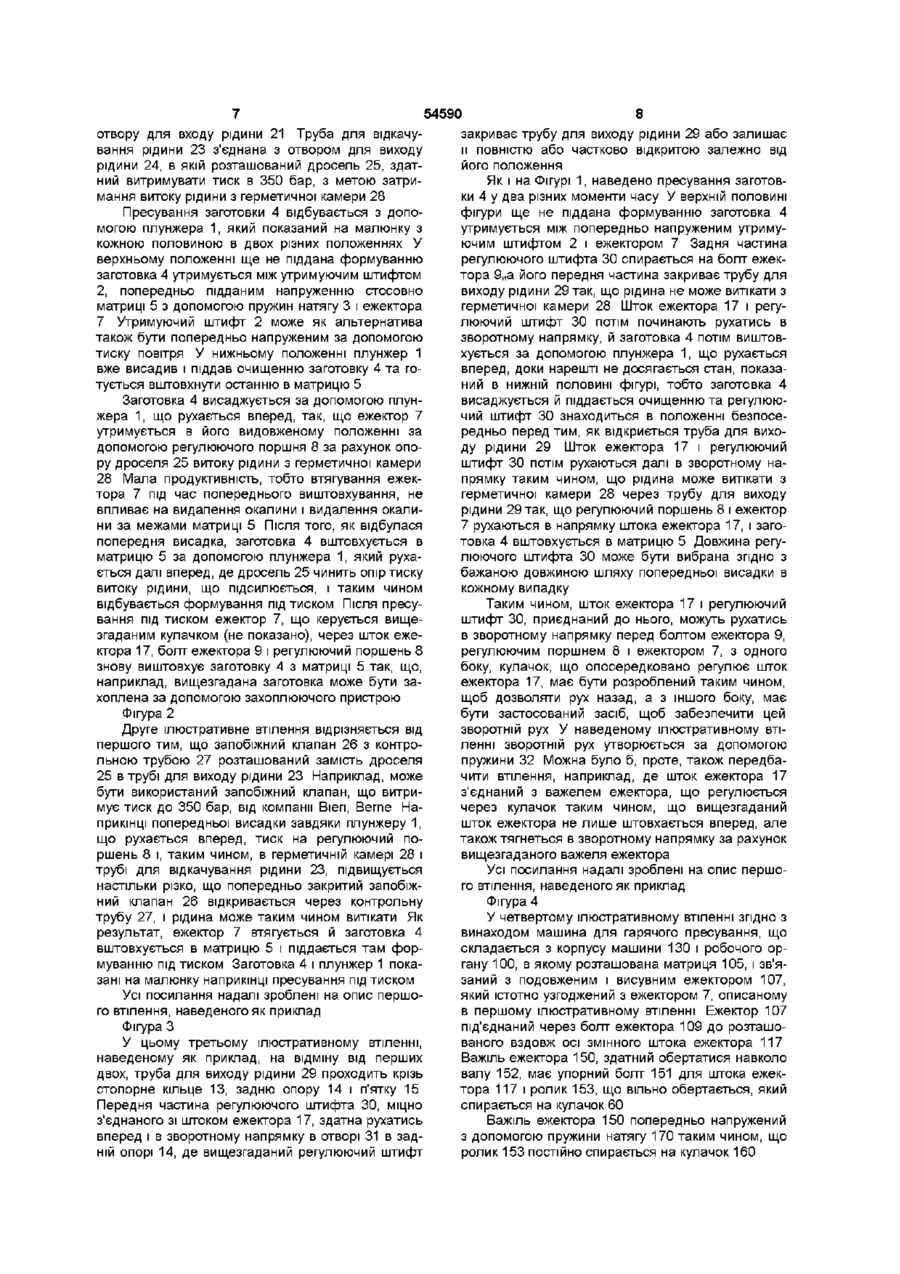
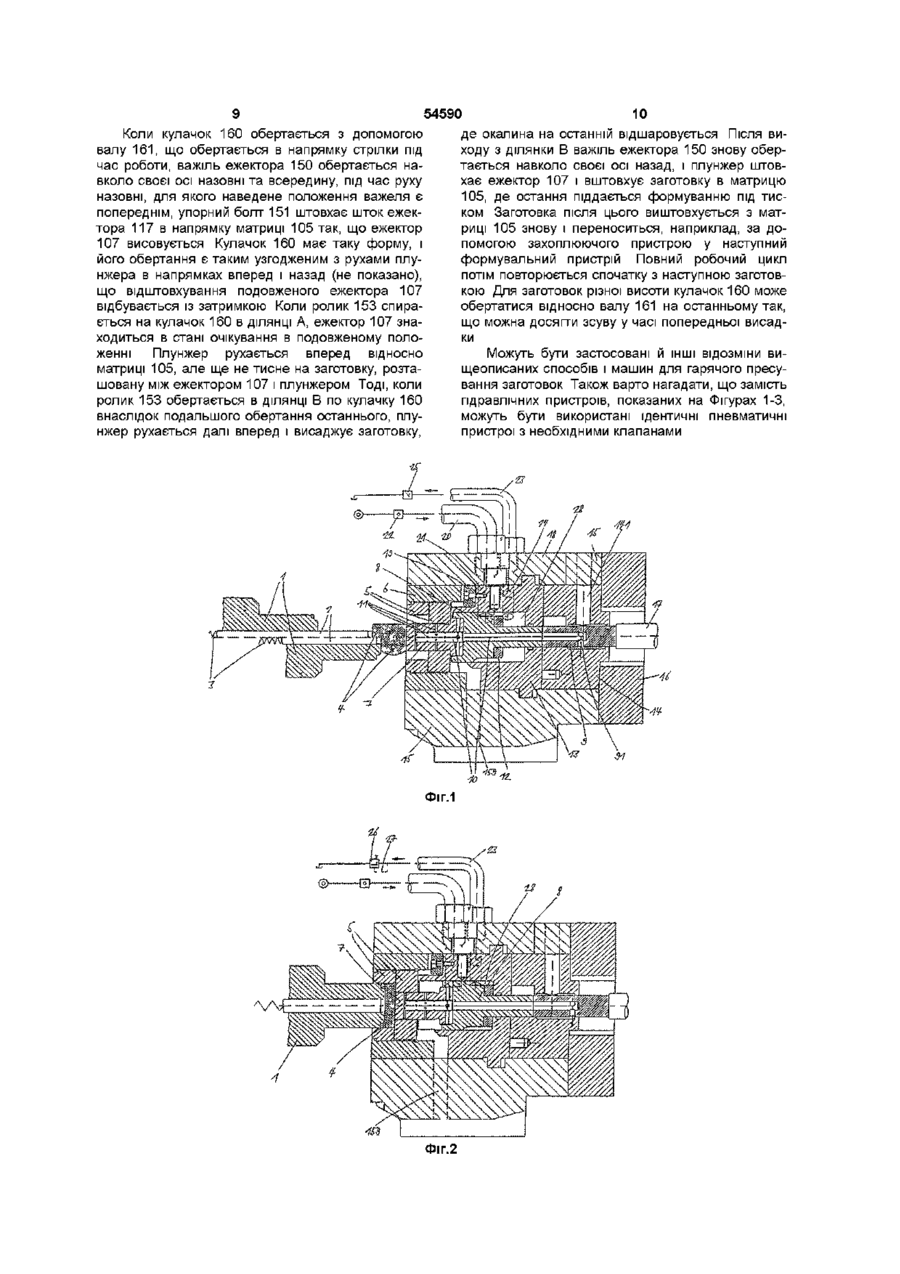
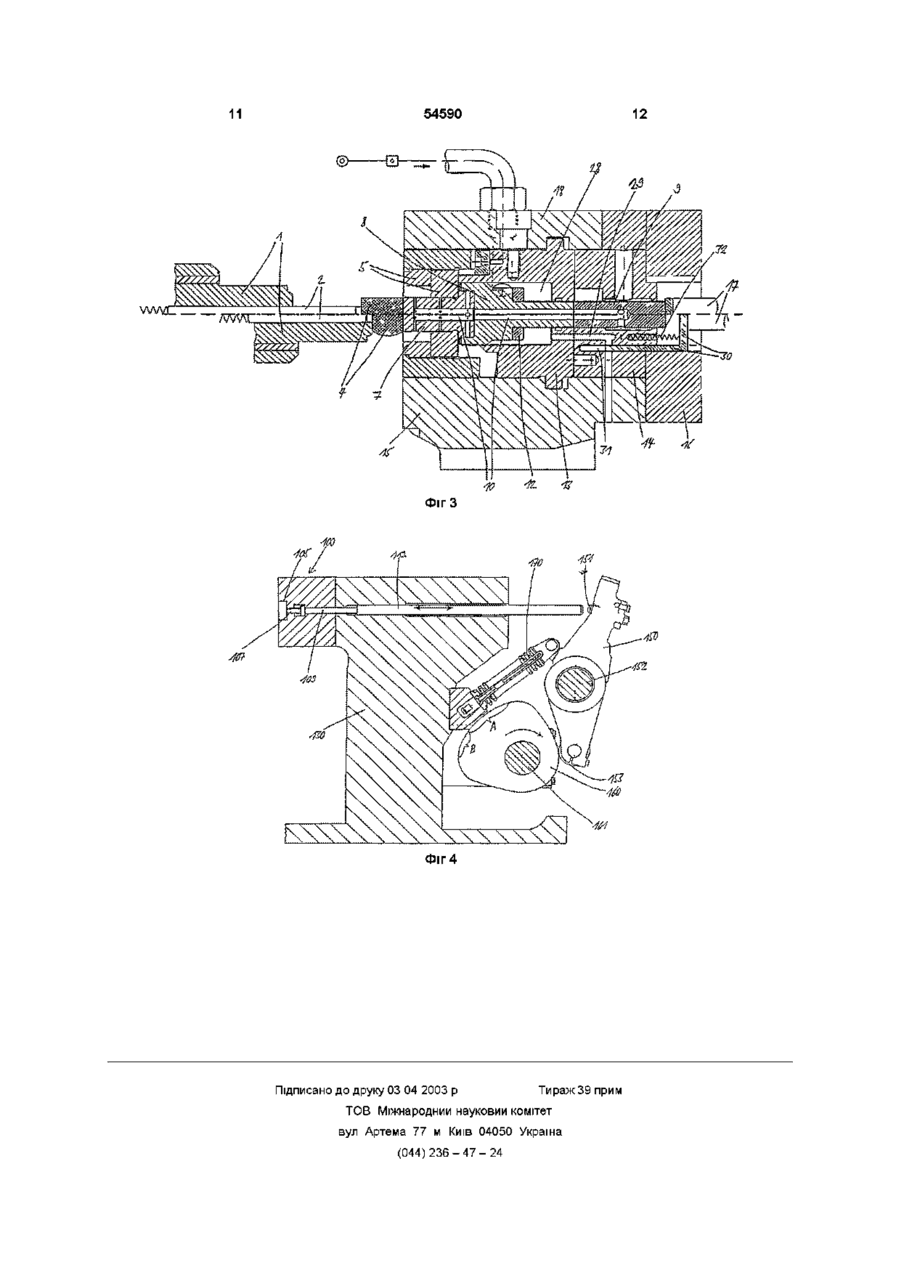
1 Спосіб гарячого пресування заготовок, в якому заготовку, що нагріта до температури гарячого штампування, піддають очищенню за межами матриці за рахунок попередньої висадки за допомогою плунжера, а після цього піддають формуванню до набуття бажаної форми в одній або більше матриць, який відрізняється тим, що попередня висадка й пресування під тиском відбуваються в першій або єдиній матриці тим самим плунжером у тому ж самому циклі руху останнього 2 Спосіб за п 1, який відрізняється тим, що під час попередньої висадки заготовка утримується подовженим ежектором першої або єдиної матриці на межі останньої, і після попереднього виштовхування передається за допомогою тиску плунжера, що рухається вперед, в матрицю, де вона піддається формуванню під тиском внаслідок подальшого руху плунжера вперед 3 Спосіб за п 2, який відрізняється тим, що заготовка вже вводиться в матрицю під час попередньої висадки, але швидкість руху є низькою порівняно зі швидкістю руху після попередньої висадки 4 Машина для гарячого пресування для здійснення способу за п 1 або п 2, або п 3, зі щонайменше однією матрицею, подовженим і висувним ежектором, а також рухомим плунжером, що встановлений з можливістю рухатися вперед і в зворотному напрямку, яка відрізняється тим, що містить засоби, за допомогою яких відштовхування подовженого ежектора за допомогою плунжера, що рухається вперед, через заготовку, розташовану між ежектором і плунжером, може відбуватися із за тримкою таким чином, що заготовка може бути попередньо висаджена за межі матриці 5 Машина для гарячого пресування за п 4, яка відрізняється тим, що вищезгадані засоби затримки містять регулюючий поршень, розташований в герметичній камері й з'єднаний безпосередньо або опосередковано з ежектором, і засіб для подачі й відкачування рідини або газу в та з герметичної камери, де засіб відкачування рідини або газу розроблений таким чином, що відкачування рідини або газу з герметичної камери може відбувається частково із затримкою й затримує відштовхування регулюючого поршня та ежектора 6 Машина для гарячого пресування за п 5, яка відрізняється тим, що засіб відкачування рідини або газу містить трубу для відкачування рідини або газу, яка містить дросель 7 Машина для гарячого пресування за п 5, яка відрізняється тим, що засіб відкачування рідини або газу містить трубу для відкачування рідини або газу, яка містить запобіжний клапан, що встановлений з можливістю відкриватися лише за певного тиску рідини або газу 8 Машина для гарячого пресування за п 5 яка відрізняється тим, що засіб відкачування рідини або газу містить трубу для відкачування рідини або газу, яка виконана з можливістю відкриватися й закриватися за допомогою регулюючого штифта 9 Машина для гарячого пресування за п 8, яка відрізняється тим, що регулюючий штифт приєднаний до рухомого штоку ежектора, що встановлений з можливістю рухатися вперед і в зворотному напрямку, для висування ежектора, де вищезгадана машина містить засіб для пересування штоку ежектора в зворотному напрямку перед втягуванням ежектора 10 Машина для гарячого пресування за п 4, яка відрізняється тим, що містить кулачок для регулювання висування й втягування ежектора, де вищезгаданий кулачок має таку форму й встановлений з можливістю обертання, яке так узгоджено з рухами плунжера в напрямках вперед і назад, що відштовхування подовженого ежектора відбувається із затримкою 11 Машина для гарячого пресування за п 10, яка відрізняється тим, що положення кулачка, що встановлений з можливістю обертання, відносно положення плунжера є регульованим О о о> ю ю З 54590 12 Машина для гарячого пресування за п 10 або важелю ежектора витягуватись і втягуватись знову 11, яка відрізняється тим, що важіль ежектора через шток ежектора, і, за необхідності, болта встановлений з можливістю рухатися назовні й ежектора всередину за допомогою кулачка, що дозволяє Цей винахід стосується способу гарячого пресування заготовок і машини для гарячого пресування для здійснення цього способу так, як описано у пунктах 1 та 4 Формули винаходу Під час гарячого пресування спочатку циліндрична заготовка зазвичай зсувається з металевої стрічки, нагрітої до температури гарячої штамповки Внаслідок нагрівання заготовка покривається плівкою окалини, тобто оксидним шаром, який відшаровується під час формування заготовки Існує дві основні можливості зняття оксидного шаРУ а) Заготовку, що містить окалину, уводять у першу або єдину матрицю машини для гарячого пресування, і окалина відокремлюється від заготовки під час пресування під тиском з допомогою плунжера б) Заготовку, що містить окалину, попередньо висаджують і піддають очищенню від окалини спочатку у формувальному пристрої за межами матриці й уводять у другий формувальний пристрій в першу або єдину матрицю машини для гарячого пресування й піддають формуванню під тиском Багатоступенева машина для гарячого пресування, в якій окалина відокремлюється від заготовки в матриці першого формувального пристрою, описана в Японській моделі №2521909 Недоліком відшаровування окалини в межах матриці є те, що більша частина окалини впресовується знову в заготовку Це призводить до погіршення поверхневої якості, таким чином, виникає потреба більш досконалої остаточної обробки й більших витрат на машинну обробку, що вимагає більшої витрати потрібного матеріалу, а отже, збільшення вартості кожної заготовки Цих недоліків можна уникнути завдяки машині для гарячого пресування, в якій видалення окалини відбувається в окремому першому формувальному пристрої В СН 594 454 описано такий прес для гарячого пресування, в якому заготовка попередньо висаджується за межі матриці за допомогою плунжера, що було названо вільною висадкою, а окалина відшаровується від заготовки та падає вниз Піддана зняттю окалини й попередньо висаджена заготовка потім транспортується з допомогою захоплюючого пристрою у другий формувальний пристрій та вводиться в розташовану там матрицю, в якій вона піддається формуванню під тиском Хоча існує гарантія, що відшаровану окалину не буде впресовано в заготовку знову, все ж таки необхідно впроваджувати додатковий етап формування Крім того, ЗОВНІШНІЙ діаметр попередньо висадженої заготовки кожного разу різний, оскільки сила висадки у випадку пустого прилеглого формувального пристрою, що може мати місце при нормальній експлуатації, після звичайного опус кання КІНЦІВ металевої стрічки, є більшою, ніж тоді, коли прилеглий формувальний пристрій є повним Захоплюючий пристрій, що піддається самоцентруванню, є, таким чином, фактично необхідним для транспортування заготовки У патенті JP-A-60030545A описана вертикальна формувальна машина для формування заготовки в закритій матриці Перехідний прес-шток тисне спочатку на верхній ЗОВНІШНІЙ плунжер матриці в МІСЦІ утримання заготовки, яку ввели перед цим Після ЦЬОГО верхній внутрішній плунжер і нижній внутрішній плунжер натискують зверху й знизу на заготовку за умов регулювання тиску Виштовхування формованої заготовки нарешті виконують з допомогою нижнього зовнішнього плунжера Попередня висадка заготовки за межі матриці не передбачена Виходячи з недоліків вищеописаних способів видалення окалини, відомих на наш час, винахід оснований на наступному факті У винаході пропонується спосіб гарячого пресування заготовок такого типу, як згадані у вступі, в якому видалення окалини заготовок відбувається за межами матриці без додаткового формувального пристрою, потрібного для досягнення цієї мети Цієї мети можна досягти з допомогою способу гарячого пресування згідно з винаходом, як описано у п 1 Формули винаходу П 4 формули винаходу стосується способу втілення машини для гарячого пресування згідно з винаходом Кращі варіанти можуть бути зрозумілими з ВІДПОВІДНИХ пунктів Формули винаходу Сутність винаходу полягає в тому, що способом гарячого пресування заготовок, в якому заготовку нагрівають до температури гарячої штамповки, заготовка піддається очищенню за межами матриці за рахунок попередньої висадки з допомогою плунжера й після цього піддається формуванню до набуття бажаної форми в одній або більше матриць, де попередня висадка й пресування під тиском відбуваються в першій або єдиній матриці тим самим плунжером у тому ж самому циклі руху останнього Завдяки цьому винаходу заготовка, що має бути піддана формуванню, може в єдиному формувальному пристрої з допомогою одного плунжера в одному циклі руху спочатку бути висаджена й піддана очищенню від окалини за межами матриці й після цього піддана формуванню під тиском в матриці Оскільки видалення окалини відбувається автономно, відшарована окалина не піддається знову формуванню в заготовці, так що якість поверхні не погіршується Крім того, порівняно з машиною для гарячого пресування, описаною в СН 594 454, формувальний пристрій може залишатися, тоді як захоплюючий пристрій, що піддається самоцентруванню, не є необхідним, оскільки 54590 транспорт до наступного формувального пристрою відбувається лише після пресування під тиском в матриці, після якого заготовка має чіткий ЗОВНІШНІЙ контур Таким чином, спосіб гарячого пресування згідно з винаходом поєднує переваги обох відомих способів видалення окалини, описаних вище, без проявів їх недоліків Краще ілюстративне втілення машини для гарячого пресування для здійснення способу згідно з винаходом включає щонайменше одну матрицю, що зв'язана з подовженим і висувним ежектором та рухомим плунжером, що рухається вперед і в зворотному напрямку Згідно з винаходом існують засоби, за допомогою яких відштовхування подовженого ежектора плунжером, що рухається вперед, через заготовку, розташовану між ежектором і плунжером, може відбуватися із затримкою таким чином, що заготовка може у такий спосіб бути висаджена за межі матриці При роботі машини для гарячого пресування цього типу заготовка висаджується за межі матриці, заштовхується в матрицю и піддається там формуванню під тиском за рахунок дії плунжера, що рухається вперед у тому ж самому циклі руху, і нарешті виштовхується з матриці знову з допомогою ежектора У багатоступеневій машині для гарячого пресування заготовка потім переноситься до наступного формувального пристрою відомим чином До засобів затримки відштовхування ежектора й уведення заготовки в матрицю можуть належати, наприклад, гідравлічний, пневматичний, механічний або електромеханічний засоби Гідравлічні або пневматичні засоби затримки, у кращому ілюстративному втіленні, складаються з регулюючого поршня, розташованого в герметичній камері стискування й з'єднаного безпосередньо або опосередковано з ежектором, і засобу для подачі та відкачування рідини або газу в та з герметичної камери Засоби відкачування рідини або газу розроблені таким чином, що відкачування рідини або газу з герметичної камери стискування відбувається частково з затримкою та затримками відштовхування регулюючого поршня й ежектора Вони у кращому втіленні містять трубу для відкачування рідини або газу, в якій розташований дросель або запобіжний клапан, що відкривається лише за певного тиску рідини або газу або відкривається та закривається з допомогою перемикача У кращому втіленні машина для гарячого пресування згідно з винаходом з механічним засобом затримки складається з кулачка, що обертається, для регулювання висування та втягування ежектора, де вищезгаданий кулачок має таку форму й траєкторію обертання, узгоджену з рухами плунжера в напрямках вперед і назад, що відштовхування подовженого ежектора відбувається із затримкою Згідно З винаходом, спосіб для гарячого пресування заготовок і машина для гарячого пресування для здійснення способу описані більш детально нижче з посиланням на супровідні малюнки й за допомогою ілюстративних втілень На малюнках На Фігурі 1 показано поперечний розріз частини першого ілюстративного втілення машини для гарячого пресування згідно з винаходом, з гідравлічним засобом затримки, що містить дросель, під час попередньої висадки, На Фігурі 2 показано поперечний розріз частини другого ілюстративного втілення машини для гарячого пресування згідно з винаходом, з гідравлічним засобом затримки, що містить запобіжний клапан замість дроселя наприкінці пресування під тиском, На Фігурі 3 показано поперечний розріз частини третього ілюстративного втілення машини для гарячого пресування згідно з винаходом, з гідравлічним засобом затримки, що містить регулюючий штифт, під час попередньої висадки, і на Фігурі 4 показано поперечний розріз частини четвертого ілюстративного втілення машини для гарячого пресування згідно з винаходом, з механічним засобом затримки Фігура 1 Перше ілюстративне втілення машини для гарячого пресування згідно з винаходом складається з матриці 5, яка розташована з допомогою утримувача матриці 6 між п'яткою 15 і кришкою п'ятки 18 і яка призначена для прийняття й пресування під тиском заготовки 4 Низ матриці 5 має отвір для подовженого й висувного ежектора 7, який призначений при попередньому виштовхуванні для опору тискові, що застосовують на заготовку 4, з якою він безпосередньо контактує, під час пресування під тиском - як формоутворююча частина для заготовки 4, і після пресування під тиском - для виштовхування формованої заготовки з матриці 5 Ежектор 7, приєднаний до регулюючого поршня 8, який розташований з можливістю переміщення в герметичній камері 28 і який містить упорне кільце 12 для встановлення положення ежектора Герметична камера 28 утворюється в стопорному КІЛЬЦІ 13, до якого утримувач матриці 6 пригвинчений через шпонку 19 На КІНЦІ, розташованому зі зворотного боку ежектора 7, регулюючий поршень 8 приєднаний до болта ежектора 9, тоді як останній з'єднаний зі штоком ежектором 17, який може опосередковано переміщуватися за допомогою кулачка (не показано) в напрямку матриці 5 відомим чином Болт ежектора 9 спрямовується у задню опору 14, яка також призначена для нівелювання сили тиску й яка спирається на упорну плиту 16 Вентиляційний канал 141 розташований в задній опорі 14, і вентиляційний канал 91 розташований в болті ежектора 9 так, що охолоджувач можна подавати через вищезгадані вентиляційні канали до отвору матриці 10, які простягаються вздовж осі в регулюючому поршні 8 і ежекторі 7 ВИХІДНІ отвори 11 зроблені в ежекторі 7 для охолодження й швидкого очищення матриці 5 Для того, щоб запобігти дії регулюючого поршня 8 як насоса на тому ж самому боці, що й ежектор 7, у той час як піддана формуванню заготовка 4 виштовхується з матриці 5, стопорне кільце 13 містить отвір для випуску охолоджувача 159, який проходить крізь п'ятку 15 Стопорне кільце 13 і кришка п'ятки 18 містять отвір для входу рідини 21, показаний пунктиром, і отвір для виходу рідини 24, що також показаний пунктиром Труба подачі рідини 20, в якій розташований відсікаючий клапан 22, приєднана до 54590 отвору для входу рідини 21 Труба для відкачування рідини 23 з'єднана з отвором для виходу рідини 24, в якій розташований дросель 25, здатний витримувати тиск в 350 бар, з метою затримання витоку рідини з герметичної камери 28 Пресування заготовки 4 відбувається з допомогою плунжера 1, який показаний на малюнку з кожною половиною в двох різних положеннях У верхньому положенні ще не піддана формуванню заготовка 4 утримується між утримуючим штифтом 2, попередньо підданим напруженню стосовно матриці 5 з допомогою пружин натягу 3 і ежектора 7 Утримуючий штифт 2 може як альтернатива також бути попередньо напруженим за допомогою тиску повітря У нижньому положенні плунжер 1 вже висадив і піддав очищенню заготовку 4 та готується вштовхнути останню в матрицю 5 Заготовка 4 висаджується за допомогою плунжера 1, що рухається вперед, так, що ежектор 7 утримується в його видовженому положенні за допомогою регулюючого поршня 8 за рахунок опору дроселя 25 витоку рідини з герметичної камери 28 Мала продуктивність, тобто втягування ежектора 7 під час попереднього виштовхування, не впливає на видалення окалини і видалення окалини за межами матриці 5 Після того, як відбулася попередня висадка, заготовка 4 вштовхується в матрицю 5 за допомогою плунжера 1, який рухається далі вперед, де дросель 25 чинить опір тиску витоку рідини, що підсилюється, і таким чином відбувається формування під тиском Після пресування під тиском ежектор 7, що керується вищезгаданим кулачком (не показано), через шток ежектора 17, болт ежектора 9 і регулюючий поршень 8 знову виштовхує заготовку 4 з матриці 5 так, що, наприклад, вищезгадана заготовка може бути захоплена за допомогою захоплюючого пристрою Фігура 2 Друге ілюстративне втілення відрізняється від першого тим, що запобіжний клапан 26 з контрольною трубою 27 розташований замість дроселя 25 в трубі для виходу рідини 23 Наприклад, може бути використаний запобіжний клапан, що витримує тиск до 350 бар, від компанії Віеп, Berne Наприкінці попередньої висадки завдяки плунжеру 1, що рухається вперед, тиск на регулюючий поршень 8 і, таким чином, в герметичній камері 28 і трубі для відкачування рідини 23, підвищується настільки різко, що попередньо закритий запобіжний клапан 26 відкривається через контрольну трубу 27, і рідина може таким чином витікати Як результат, ежектор 7 втягується й заготовка 4 вштовхується в матрицю 5 і піддається там формуванню під тиском Заготовка 4 і плунжер 1 показані на малюнку наприкінці пресування під тиском Усі посилання надалі зроблені на опис першого втілення, наведеного як приклад Фігура З У цьому третьому ілюстративному втіленні, наведеному як приклад, на відміну від перших двох, труба для виходу рідини 29 проходить крізь стопорне кільце 13, задню опору 14 і п'ятку 15 Передня частина регулюючого штифта ЗО, міцно з'єднаного зі штоком ежектора 17, здатна рухатись вперед і в зворотному напрямку в отворі 31 в задній опорі 14, де вищезгаданий регулюючий штифт 8 закриває трубу для виходу рідини 29 або залишає и повністю або частково відкритою залежно від його положення Як і на Фігурі 1, наведено пресування заготовки 4 у два різних моменти часу У верхній половині фігури ще не піддана формуванню заготовка 4 утримується між попередньо напруженим утримуючим штифтом 2 і ежектором 7 Задня частина регулюючого штифта ЗО спирається на болт ежектора 9иа його передня частина закриває трубу для виходу рідини 29 так, що рідина не може витікати з герметичної камери 28 Шток ежектора 17 і регулюючий штифт ЗО потім починають рухатись в зворотному напрямку, й заготовка 4 потім виштовхується за допомогою плунжера 1, що рухається вперед, доки нарешті не досягається стан, показаний в нижній половині фігурі, тобто заготовка 4 висаджується й піддається очищенню та регулюючий штифт ЗО знаходиться в положенні безпосередньо перед тим, як відкриється труба для виходу рідини 29 Шток ежектора 17 і регулюючий штифт ЗО потім рухаються далі в зворотному напрямку таким чином, що рідина може витікати з герметичної камери 28 через трубу для виходу рідини 29 так, що регулюючий поршень 8 і ежектор 7 рухаються в напрямку штока ежектора 17, і заготовка 4 вштовхується в матрицю 5 Довжина регулюючого штифта ЗО може бути вибрана згідно з бажаною довжиною шляху попередньої висадки в кожному випадку Таким чином, шток ежектора 17 і регулюючий штифт ЗО, приєднаний до нього, можуть рухатись в зворотному напрямку перед болтом ежектора 9, регулюючим поршнем 8 і ежектором 7, з одного боку, кулачок, що опосередковано регулює шток ежектора 17, має бути розроблений таким чином, щоб дозволяти рух назад, а з іншого боку, має бути застосований засіб, щоб забезпечити цей зворотній рух У наведеному ілюстративному втіленні зворотній рух утворюється за допомогою пружини 32 Можна було б, проте, також передбачити втілення, наприклад, де шток ежектора 17 з'єднаний з важелем ежектора, що регулюється через кулачок таким чином, що вищезгаданий шток ежектора не лише штовхається вперед, але також тягнеться в зворотному напрямку за рахунок вищезгаданого важеля ежектора Усі посилання надалі зроблені на опис першого втілення, наведеного як приклад Фігура 4 У четвертому ілюстративному втіленні згідно з винаходом машина для гарячого пресування, що складається з корпусу машини 130 і робочого органу 100, в якому розташована матриця 105, і зв'язаний з подовженим і висувним ежектором 107, який істотно узгоджений з ежектором 7, описаному в першому ілюстративному втіленні Ежектор 107 під'єднаний через болт ежектора 109 до розташованого вздовж осі змінного штока ежектора 117 Важіль ежектора 150, здатний обертатися навколо валу 152, має упорний болт 151 для штока ежектора 117 і ролик 153, що вільно обертається, який спирається на кулачок 60 Важіль ежектора 150 попередньо напружений з допомогою пружини натягу 170 таким чином, що ролик 153 постійно спирається на кулачок 160 54590 10 де окалина на останній відшаровується Після виходу з ділянки В важіль ежектора 150 знову обертається навколо своєї осі назад, і плунжер штовхає ежектор 107 і вштовхує заготовку в матрицю 105, де остання піддається формуванню під тиском Заготовка після цього виштовхується з матриці 105 знову і переноситься, наприклад, за допомогою захоплюючого пристрою у наступний формувальний пристрій Повний робочий цикл потім повторюється спочатку з наступною заготовкою Для заготовок різної висоти кулачок 160 може обертатися відносно валу 161 на останньому так, що можна досягти зсуву у часі попередньої висадки Коли кулачок 160 обертається з допомогою валу 161, що обертається в напрямку стрілки під час роботи, важіль ежектора 150 обертається навколо своєї осі назовні та всередину, під час руху назовні, для якого наведене положення важеля є попереднім, упорний болт 151 штовхає шток ежектора 117 в напрямку матриці 105 так, що ежектор 107 висовується Кулачок 160 має таку форму, і його обертання є таким узгодженим з рухами плунжера в напрямках вперед і назад (не показано), що відштовхування подовженого ежектора 107 відбувається із затримкою Коли ролик 153 спирається на кулачок 160 в ДІЛЯНЦІ А, ежектор 107 знаходиться в стані очікування в подовженому положенні Плунжер рухається вперед відносно матриці 105, але ще не тисне на заготовку, розташовану між ежектором 107 і плунжером Тоді, КОЛИ ролик 153 обертається в ДІЛЯНЦІ В по кулачку 160 внаслідок подальшого обертання останнього, плунжер рухається далі вперед і висаджує заготовку, Можуть бути застосовані й ІНШІ ВІДОЗМІНИ вищеописаних способів і машин для гарячого пресування заготовок Також варто нагадати, що замість гідравлічних пристроїв, показаних на Фігурах 1-3, можуть бути використані ідентичні пневматичні пристрої з необхідними клапанами Фіг.1 •яга Фіг.2 11 12 54590 vwvCtzr Фіг З Фіг 4 Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ Міжнародний науковий комітет вул Артема 77 м Київ 04050 Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hot pressing workpieces
Назва патенту російськоюСпособ горячего прессования заготовок
Автори російськоюMatt, Andreas
МПК / Мітки
МПК: B21J 13/00, B21J 5/00, B21J 1/04
Мітки: здійснення, заготовок, гарячого, машина, пресування, спосіб
Код посилання
<a href="https://ua.patents.su/6-54590-sposib-garyachogo-presuvannya-zagotovok-ta-mashina-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячого пресування заготовок та машина для його здійснення</a>
Спосіб кування металевих заготовок на обтискній кувальній машині,гідравлічна обтискна кувальна машина для його здійснення та насосна установка для гідравлічної обтискної кувальної машини
Номер патенту: 27251
Опубліковано: 15.08.2000
Автор: Дурі Антоніо
Мітки: обтискна, машині,гідравлічна, здійснення, машини, кувальної, обтискної, насосна, установка, спосіб, кування, обтискній, гідравлічної, кувальна, металевих, машина, кувальний, заготовок
Формула / Реферат:
(57) 1. Способ ковки металлических заготовок на обжимной ковочной машине, включающий деформацию заготовки бойками в двух режимах ковки, на одном из которых обжатие осуществляют с длинным ходом бойков при малой частоте их ходов, а на втором - с коротким ходом бойков при большой частоте их ходов, отличающийся тем, что длинный боковой ход бойков при малой частоте их ходов используют в режиме черновой обработки заготовки, а короткий ход бойков...
Спосіб виготовлення абразивного інструменту, переважно з надтвердих матеріалів, та пристрій для гарячого пресування при його виготовленні
Номер патенту: 29119
Опубліковано: 16.10.2000
Автори: Петренко Анатолій Петрович, Ігнатенко Валерій Іванович, Муровський Валерій Олександрович, Шепелєв Анатолій Олександрович
Мітки: виготовлення, виготовленні, абразивного, пресування, інструменту, спосіб, переважно, матеріалів, гарячого, надтвердих, пристрій
Формула / Реферат:
1. Спосіб виготовлення абразивного інструменту, переважно з надтвердих матеріалів, що включає змішування компонентів шихти, холодне формування заготовки, загрузку її в пресову камеру з наступним гарячим пресуванням шляхом нагрівання заготовки і докладання до неї тиску, який відрізняється тим, що нагрівання здійснюють локально безпосередньо пресової камери або периферійної частини поверхні, яка еквідистантно охоплює пресову камеру разом з...
Пристрій для пресування порошкових заготовок
Номер патенту: 39448
Опубліковано: 15.06.2001
Автори: Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Бедросова Лариса Василівна, Терновий Юрій Федорович, Безкровний Михайло Григорович
МПК: B22F 3/02
Мітки: порошкових, заготовок, пресування, пристрій
Формула / Реферат:
Пристрій для пресування порошкових заготовок, що складається з двох утримувачів, верхнього та нижнього інструменту, кінематично поєднаних між собою, який відрізняється тим, що утримувачі верхнього та нижнього інструменту кінематично пов'язані між собою через утримувачі бічних інструментів, виконані з похилими поверхнями та спряжені з похилими поверхнями утримувачів верхнього та нижнього інструменту, кут нахилу спряжених похилих поверхонь...
Мастило для гарячого пресування труб
Номер патенту: 34836
Опубліковано: 15.03.2001
Автори: Македонов Сергій Іванович, Карасик Тетяна Леонідівна, Крихта Валерій Петрович, Довгополюк Тетяна Петрівна
МПК: C10M 125/10
Мітки: гарячого, пресування, труб, мастило
Формула / Реферат:
Мастило для - гарячого пресування труб, яке вміщує оксиди кремнія, алюмінія, бора, магнія, кальція та калія, відрізняється тим, що воно додатково вміщує оксиди Марганця (IV), заліза (III) і заліза (II) при слідуючому співвідношенні компонентів, мас. %:
Мастило для гарячого пресування труб
Номер патенту: 34837
Опубліковано: 15.03.2001
Автори: Крихта Валерій Петрович, Карасик Тетяна Леонідівна, Македонов Сергій Іванович
МПК: C10M 125/10
Мітки: гарячого, пресування, труб, мастило
Формула / Реферат:
Мастило для гарячого пресування труб, яке вміщує, оксиди кремнія, кальція, алюмінія, бора, відрізняється тим, що воно додатково вміщує оксиди магнія, Марганця (IV), заліза (III) при слідуючому співвідношенні компонентів, мас.%:
Попередній патент: Керамічний реактор повного згоряння
Наступний патент: Спосіб вирощування гороху
Випадковий патент: Перетворювач постійного струму з множенням напруги