Спосіб безперервного отримання довгомірних вуглецевих виробів
Формула / Реферат
1. Спосіб безперервного отримання довгомірних вуглецевих виробів, зокрема вуглецевих електродів, які отримують безперервно у плавильній печі, в якій витрачаються ці електроди, в якому металеву оболонку, що містить неспечену вуглецеву електродну пасту, що складається з вуглецевого матеріалу з твердими частками і вуглецевої зв'язуючої речовини, безперервно або практично безперервно пропускають вниз через піч для сплавлення, яку нагрівають до температури від 500 до 1200°С, за рахунок чого неспечена електродна паста спікається в монолітний вуглецевий виріб, оболонку подовжують за допомогою приєднання нових секцій оболонки до верху оболонки, в міру того як оболонку опускають через піч для сплавлення, у яких нижня частина кожної секції оболонки має зовнішній діаметр, рівний або менший, ніж внутрішній діаметр верхньої частини кожної секції оболонки, який відрізняється тим, що кожну нову секцію оболонки встановлюють на розташовану нижче секцію оболонки таким чином, щоб нижня частина нової секції оболонки розташовувалася всередині оболонки верхньої частини секції оболонки, розташованої нижче нової секції оболонки, причому довжина нижньої частини кожної секції оболонки має таку протяжність, щоб нова секція оболонки в процесі сплавлення могла вільно ковзати вниз відносно секції оболонки, розташованої нижче нової секції оболонки, на відстань, яка щонайменше компенсує усадку електродної пасти, що знаходиться в оболонці, в процесі сплавлення вуглецевого виробу в печі для сплавлення.
2. Спосіб за п. 1, який відрізняється тим, що кожну секцію оболонки перед встановленням заповнюють неспеченою електродною пастою до такого рівня, щоб відстань від рівня електродної пасти до верху кожної секції оболонки була меншою, ніж довжина нижньої частини секцій оболонки, тим самим нижня частина секцій оболонки при установці буде спиратися на неспечену електродну пасту в секції оболонки, розташованій нижче.
3. Спосіб за п. 1, який відрізняється тим, що кожну секцію оболонки після встановлення заповнюють неспеченою електродною пастою до такого рівня, щоб відстань від рівня електродної пасти до верху кожної секції оболонки була меншою, ніж довжина нижньої частини секцій оболонки, тим самим нижня частина секцій оболонки при установці буде спиратися на неспечену електродну пасту в секції оболонки, розташованій нижче.
4. Спосіб за п. 1, який відрізняється тим, що використовують секції оболонки, що складаються з верхньої циліндричної частини і нижньої циліндричної частини, в яких зовнішній діаметр нижньої циліндричної частини рівний або менший внутрішнього діаметра верхньої циліндричної частини.
5. Спосіб за п. 1, який відрізняється тим, що використовують секції оболонки, у яких щонайменше нижня частина кожної секції оболонки має таку конічну форму, щоб зовнішній діаметр конічної частини секції оболонки був меншим, ніж діаметр верхньої частини оболонки.
6. Спосіб за п. 1, який відрізняється тим, що співвідношення між довжиною верхньої частини і нижньої частини секції оболонки складають від 1:1 до 1000:1.
7. Спосіб за п. 6, який відрізняється тим, що співвідношення між довжиною верхньої частини і нижньої частини секції оболонки складають від 3:1 до 12:1.
Текст
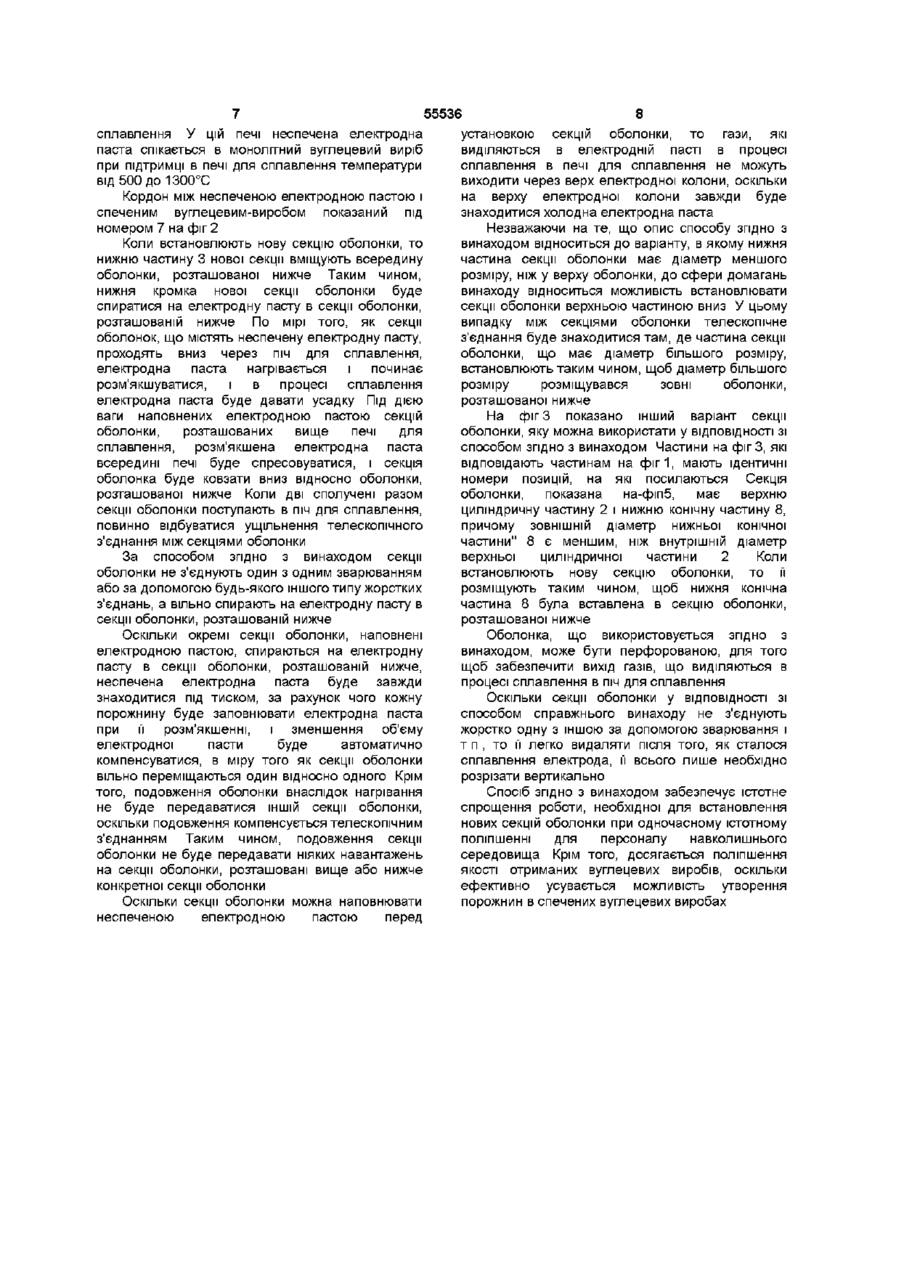
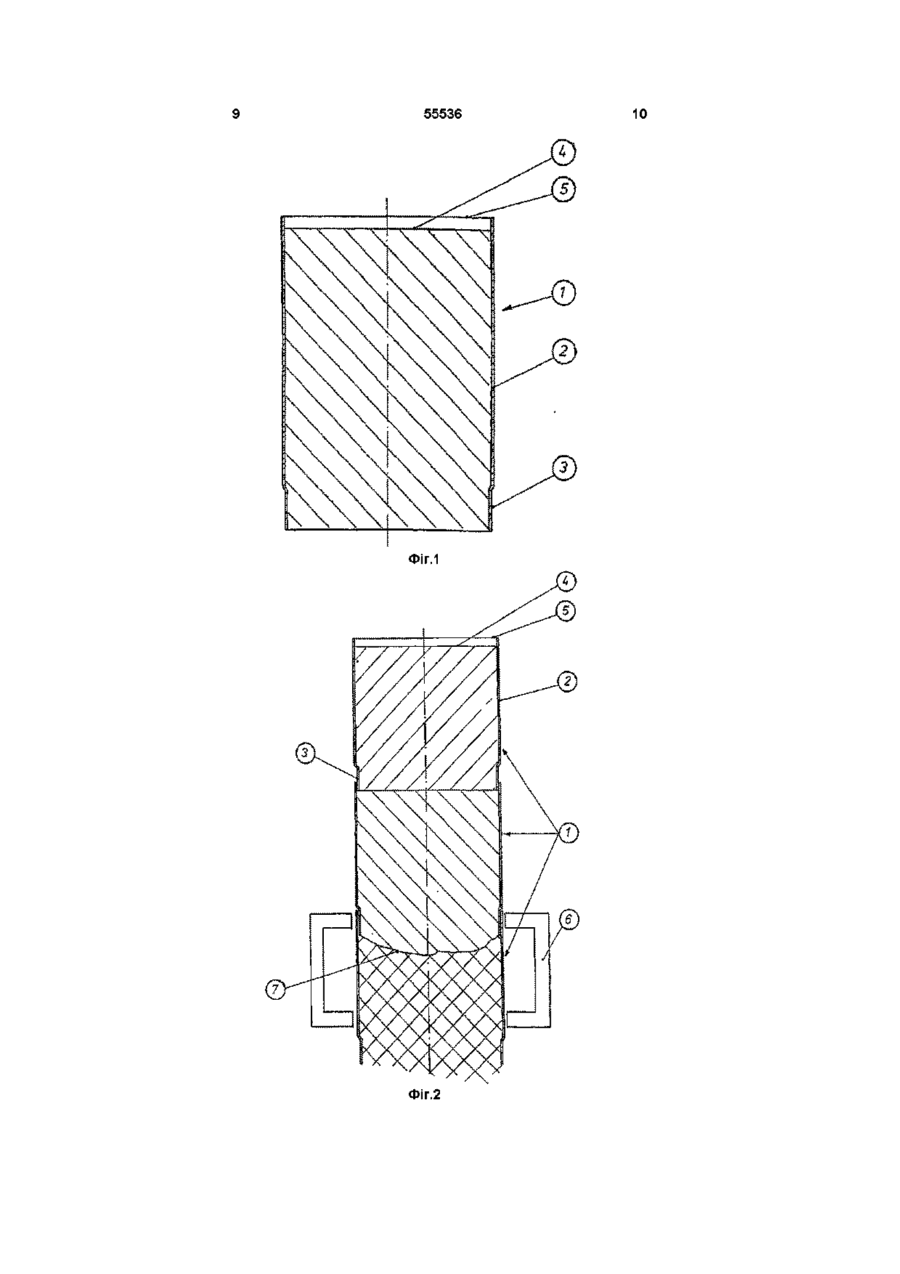
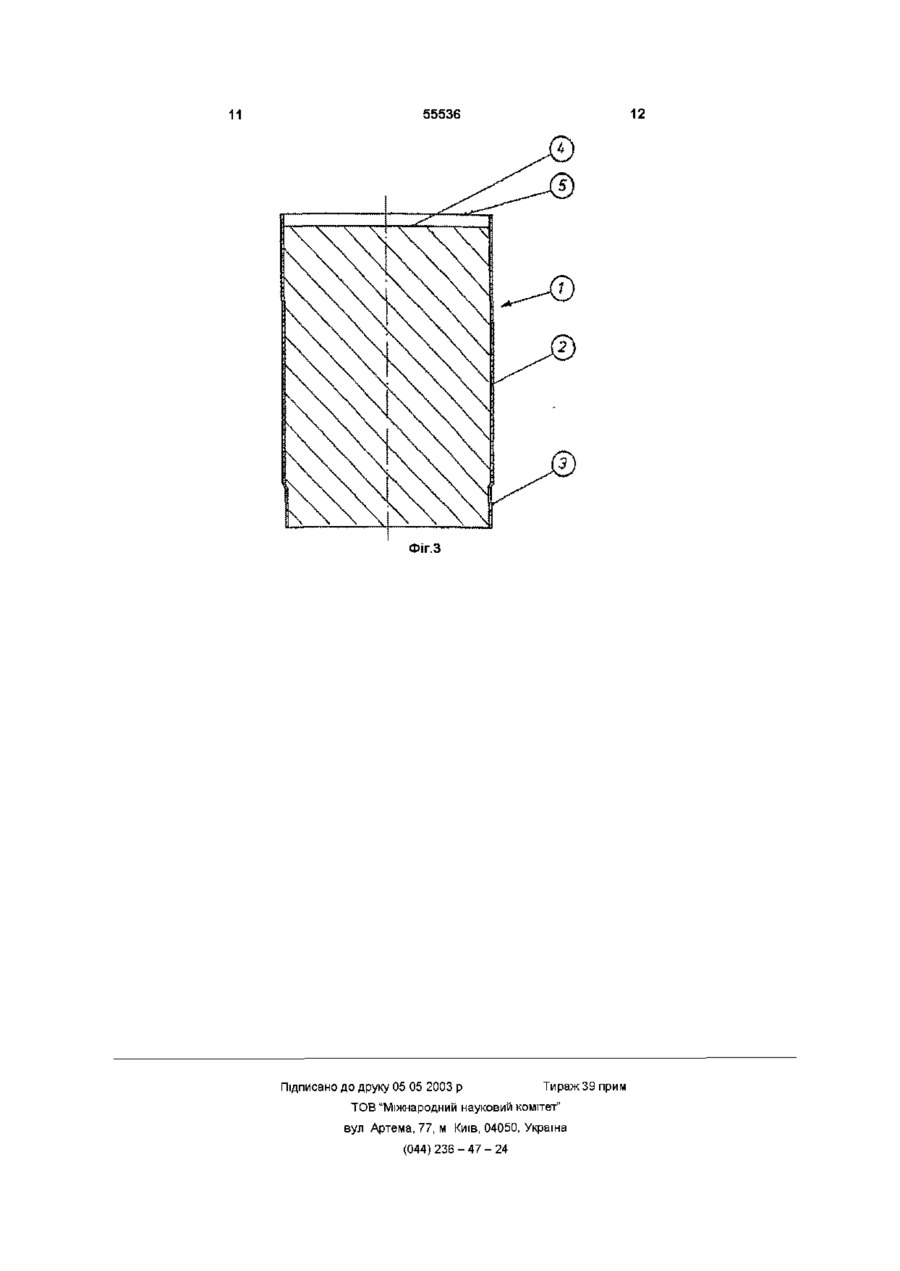
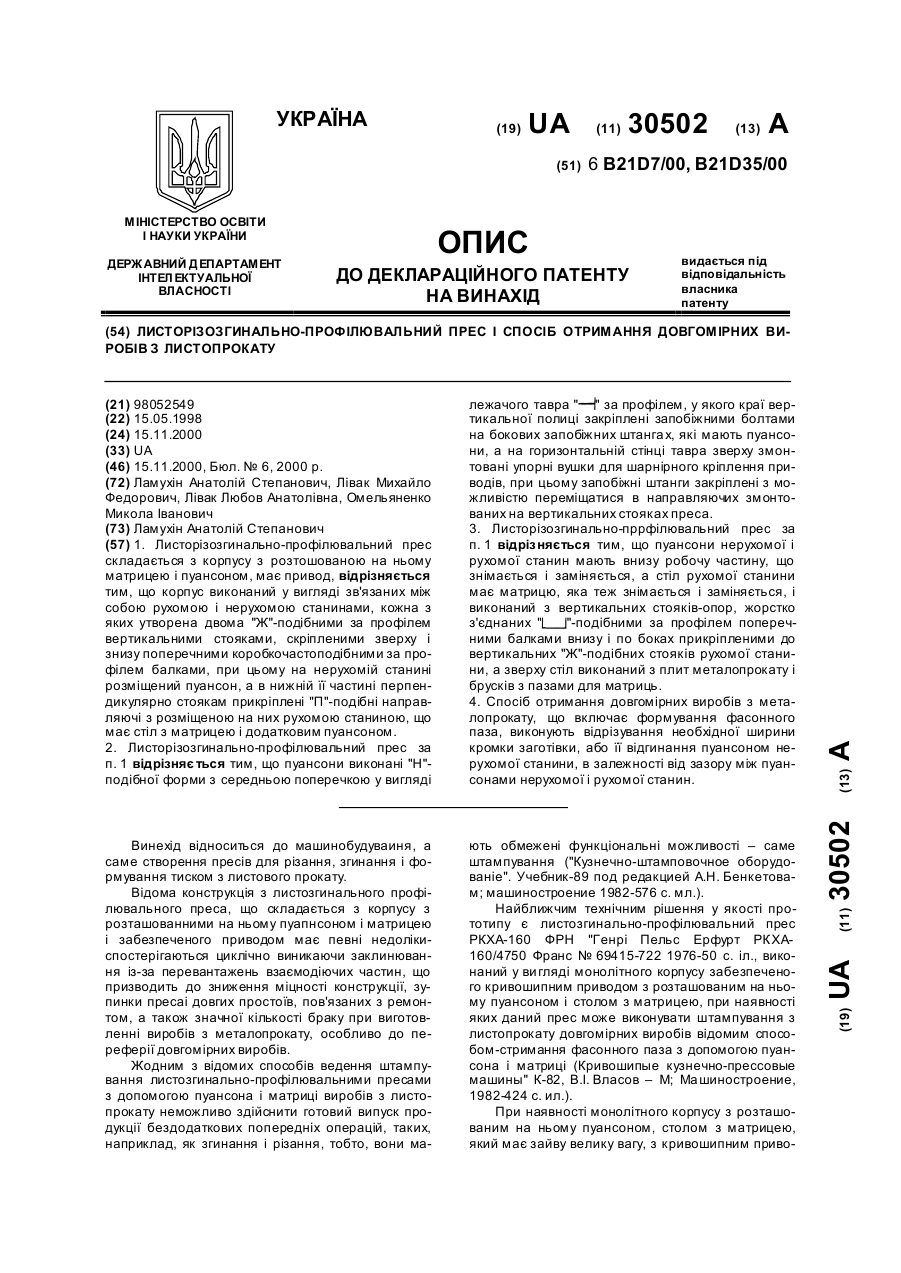
1 Спосіб безперервного отримання довгомірних вуглецевих виробів, зокрема вуглецевих електродів, які отримують безперервно у плавильній печі, в якій витрачаються ці електроди, в якому металеву оболонку, що містить неспечену вуглецеву електродну пасту, що складається з вуглецевого матеріалу з твердими частками і вуглецевої зв'язуючої речовини, безперервно або практично безперервно пропускають вниз через піч для сплавлення, яку нагрівають до температури від 500 до 1200°С, за рахунок чого неспечена електродна паста спікається в монолітний вуглецевий виріб, оболонку подовжують за допомогою приєднання нових секцій оболонки до верху оболонки, в міру того як оболонку опускають через піч для сплавлення, у яких нижня частина кожної секції оболонки має ЗОВНІШНІЙ діаметр, рівний або менший, ніж внутрішній діаметр верхньої частини кожної секції оболонки, який відрізняється тим, що кожну нову секцію оболонки встановлюють на розташовану нижче секцію оболонки таким чином, щоб нижня частина нової секції оболонки розташовувалася всередині оболонки верхньої частини секції оболонки, розташованої нижче нової секції оболонки, причому довжина нижньої частини кожної секції оболонки має таку протяжність, щоб нова секція оболонки в процесі сплавлення могла вільно ковзати вниз відносно секції оболонки, розташованої нижче нової секції оболонки, на відстань, яка щонайменше компенсує усадку електродної пасти, що знаходиться в оболонці, в процесі сплавлення вуглецевого виробу в печі для сплавлення 2 Спосіб за п 1, який відрізняється тим, що кожну секцію оболонки перед встановленням заповнюють неспеченою електродною пастою до такого рівня, щоб відстань від рівня електродної пасти до верху кожної секції оболонки була меншою, ніж довжина нижньої частини секцій оболонки, тим самим нижня частина секцій оболонки при установці буде спиратися на неспечену електродну пасту в секції оболонки, розташованій нижче 3 Спосіб за п 1, який відрізняється тим, що кожну секцію оболонки після встановлення заповнюють неспеченою електродною пастою до такого рівня, щоб відстань від рівня електродної пасти до верху кожної секції оболонки була меншою, ніж довжина нижньої частини секцій оболонки, тим самим нижня частина секцій оболонки при установці буде спиратися на неспечену електродну пасту в секції оболонки, розташованій нижче 4 Спосіб за п 1, який відрізняється тим, що використовують секції оболонки, що складаються з верхньої циліндричної частини і нижньої циліндричної частини, в яких ЗОВНІШНІЙ діаметр нижньої циліндричної частини рівний або менший внутрішнього діаметра верхньої циліндричної частини 5 Спосіб за п 1, який відрізняється тим, що використовують секції оболонки, у яких щонайменше нижня частина кожної секції оболонки має таку конічну форму, щоб ЗОВНІШНІЙ діаметр конічної частини секції оболонки був меншим, ніж діаметр верхньої частини оболонки 6 Спосіб за п 1, який відрізняється тим, що співвідношення між довжиною верхньої частини і нижньої частини секції оболонки складають від 1 1 до 1000 1 7 Спосіб за п 6, який відрізняється тим, що співвідношення між довжиною верхньої частини і нижньої частини секції оболонки складають від 3 1 до 12 1 О (О со Ю ю ю 55536 Даний винахід стосується способу безперервного отримання довгомірних вуглецевих виробів, більш конкретно, вуглецевих електродів, які отримують безпосередньо у плавильній печі, в якій використовують електроди, в якому сплавляють металеву оболонку, що містить неспечену вуглецеву електродну пасту з порошкового вуглецевого матеріалу і вуглецевої зв'язуючої речовини з отриманням монолітного вуглецевого виробу шляхом опускання вниз через піч для сплавлення металевої оболонки, що містить неспечену вуглецеву електродну пасту З патенту Норвегії № 154860 відомий спосіб безперервного отримання довгомірних вуглецевих виробів, в якому перфоровану металеву оболонку, що містить неспечену вуглецеву пасту, що складається з вуглецевого матеріалу з твердими частками і вуглецевої зв'язуючої речовини, безперервно або практично безперервно пропускають вниз через піч для сплавлення, яку нагрівають до температури від 500 до 1300°С При цій температурі відбувається сплавлення неспеченої вуглецевої електродної пасти з утворенням монолітного вуглецевого виробу По мірі опускання оболонки вниз через піч для сплавлення до верху металевої оболонки приварюють нові секції оболонки і оболонку заповнюють додатковою вуглецевою електродною пастою Описаний вище спосіб можна використати або для безперервного отримання довгомірних вуглецевих виробів, які після сплавлення в печі розрізають на ВІДПОВІДНІ відрізки, які можуть бути використані як блоки для футерування плавильних печей, подових блоків для катодів в електролізерах для отримання алюмінію і т п , або спосіб можна використати для отримання безперервних вуглецевих електродів безпосередньо в плавильній печі, в якій використовують електроди В останньому згаданому випадку піч для сплавлення встановлюють вище плавильної печі таким чином, щоб отримані електроди поступали до плавильної печі, де вони витрачаються Отримані довгомірні вуглецеві вироби можуть мати будь-який ВІДПОВІДНИЙ поперечний перетин Вуглецеві електроди, які отримують безпосередньо у плавильних печах, звичайно мають круглий поперечний перетин Згідно З ВІДОМИМ способом нові секції оболонки, як описано вище, приварюють до верхньої секції оболонки Це трудомістка операція Крім того, коли електроди отримують безпосередньо у плавильній печі, де електроди витрачаються, операцію зварювання виконують в атмосфері гарячого і часто забрудненого шкідливими домішками газу Для електродів, у яких оболонку видаляють, після того як сталося сплавлення електродів, зварювання секцій оболонки один з одним означає, що для її видалення вона має бути розрізана горизонтально В'язкість електродної пасти при нагріванні меншає, внаслідок чого електродна паста розм'якшується і при подальшому нагріві до температури від 500 до 1300°С електродна паста спікається_в монолітний вуглецевий виріб У процесі нагріву відбувається усадка вуглецевої пасти, і тому вона займає менший об'єм За відомими способами, коли в них використовують секції оболонки, які з'єднують один з одним зварюванням, електродна паста не може в достатній мірі опускатися донизу для компенсації усадки, оскільки електродна паста буде прилипати до внутрішньої поверхні оболонки Таким чином, існує можливість, що в спеченому вуглецевому виробі будуть виникати порожнини, які підвищать імовірність руйнування електродів, коли вуглецевий виріб будуть використовувати як електрод Крім того, при усадці електродної пасти, яка прилипає до внутрішньої поверхні оболонки, оболонка може місцями деформуватися Це додатково повинно підвищувати ймовірність того, що, по мірі нагрівання в печі для сплавлення, оболонка буде розтягуватися в осьовому напрямі, внаслідок чого в електродній пасті можуть виникнути розтягуючі напруження З патенту Ш веці і №112236, що стосується звичайних самоспікаючихся електродів, для сталеплавильних печей відомий спосіб використання секцій оболонки, яку заповнюють неспеченою вуглецевою електродною пастою Згідно З патентом Швеції кожну секцію оболонки наповнюють електродною пастою перед установкою секцій на верхній частині електродної колони Нижня частина кожної секції оболонки має діаметр, трохи менший, ніж у іншої частини оболонки Коли нову секцію оболонки встановлюють на верху електродної колони, нижню частину нової секції вставляють телескопічним чином в секцію оболонки, розташовану нижче нової секції Для того, щоб приєднати нову секцію оболонки до електродної колони, область між нижньою частиною нової секції оболонки і верхньою частиною електродної колони нагрівають, внаслідок чого електродна паста в цій області плавиться або розм'якшується, за рахунок чого електродна паста в нижній частині нової секції оболонки тече разом з електродною пастою на верхній частині електродної колони Після ЦЬОГО нову секцію оболонки приварюють до нижньої оболонки Сплавлення електрода відбувається в області подачі електроенергії до електродів таким же чином, як при самоспіканнні електродів звичайного типу Описаний в патенті Швеції №112236 спосіб з'єднання секцій оболонок, заповнених електродною пастою, не вирішує, однак, проблем, описаних вище в зв'язку з електродами, що отримуються ВІДПОВІДНО до патенту Норвегії № 154860 Таким чином, використання способу з'єднання секцій оболонок по патенту Швеції для способу, описаного в патенті Норвегії №154860, не може вирішити проблеми усадки електродної пасти в процесі сплавлення або проблеми, що викликається розтягненням оболонки при її нагріві в печі для сплавлення Крім того, при використанні способу, описаного в патенті Швеції, все ще залишається необхідність горизонтального розрізання оболонки для видалення оболонки 55536 нижче за піч сплавлення, оскільки існує таким чином, не приєднують жорстко до секції передумова згідно з патентом Швеції, що нові оболонки, розташованої нижче, а тільки вільно секції оболонки приварюють до оболонки, розміщують на верхній частині секції оболонки, розташованої нижче нової оболонки розташованої нижче По мірі того, як електродна Задачею винаходу є створення способу, в паста в секції, розташованій нижче верхньої секції, якому при використанні способу за патентом дає усадку в процесі сплавлення, верхня секція Норвегії № 154860 відсутня необхідність оболонки під дією ваги вільно ковзає вниз, приварювати нові секції оболонки до оболонки, всередину оболонки секції, розташованої нижче розташованої нижче нової секції, і де відбувається Таким чином, усадка електродної пасти не автоматична компенсація усадки електродної викликає місцевої деформації оболонки пасти і розтягнення оболонки в процесі У способі згідно з винаходом видалення секції сплавлення оболонки після сплавлення електрода в печі для сплавлення істотно спрощується, оскільки Таким чином, даний винахід стосується розрізати оболонку слідує тільки вертикально способу безперервного отримання довгомірних вуглецевих виробів, зокрема вуглецевих Згідно З ІНШИМ варіантом виконання винаходу електродів, які отримують безпосередньо у кожну секцію оболонки заповнюють неспеченою плавильній печі, в якій електроди витрачаються, електродною пастою до такого рівня, щоб відстань згідно з яким металеву оболонку, що містить від рівня електродної пасти до верху кожної секції неспечену вуглецеву електродну пасту, що оболонки була меншою, ніж довжина нижньої складається з вуглецевого матеріалу з твердими частини секцій оболонки Секції оболонки можна частками і вуглецевої зв'язуючої речовини, заповнювати неспеченою електродною пастою до безперервно або практично безперервно або після встановлення секцій Таким чином, пропускають вниз через піч для сплавлення, яку нижня частина секцій оболонки після нагрівають до температури від 500 до 1200°С, за встановлення буде спиратися на неспечену рахунок чого неспечена електродна паста електродну пасту в розташованій нижче секції спікається в монолітний вуглецевий виріб, і в оболонки якому оболонку подовжують шляхом приєднання На фіг 1 показаний вертикальний розріз по нових секцій оболонки до верху оболонки, по мірі секції оболонки, що використовується в способі того, як оболонку пропускають через піч для згідно з винаходом, сплавлення, причому нижня частина кожної секції фіг 2 - вертикальний розріз по електродній оболонки має ЗОВНІШНІЙ діаметр, рівний або колоні, що проходить через піч для сплавлення з менший, ніж внутрішній діаметр верхньої частини щойно встановленою верхньою секцією оболонки, кожної секції оболонки, причому спосіб фіг 3 - вертикальний розріз секції оболонки за відрізняється тим, що кожну нову секцію оболонки другим варіантом для використання ВІДПОВІДНО ДО встановлюють на розташовану нижче секцію винаходу оболонки таким чином, щоб нижня частина нової На фіг 1 показано секцію оболонки 1, що секції оболонки розташовувалася всередині складається з верхньої частини 2 і нижньої оболонки верхньої частини секції оболонки, частини 3 Нижня частина 3 секції оболонки має розташованої нижче нової секції оболонки, трохи менший діаметр, ніж верхня частина 2 секції довжина нижньої частини кожної секції оболонки оболонки ЗОВНІШНІЙ діаметр нижньої частини З має таку протяжність, щоб нова секція оболонки в рівний або декілька менше внутрішнього діаметру процесі сплавлення могла вільно ковзати вниз верхньої частини 2 Коли встановлюють нову відносно секції оболонки, розташованої нижче секцію оболонки 1, то секцію оболонки, що має нової секції оболонки, на відстань, яка, форму, як показано на фіг 1, вставляють щонайменше, компенсує усадку електродної телескопічне в секцію, розташовану нижче Секцію пасти, що знаходиться в оболонці, в процесі оболонки 1 переважно заповнюють неспеченою сплавлення вуглецевого виробу в печі для електродною пастою до рівня, показаного на фіг 1 сплавлення під позицією 4, на яку посилаються, так щоб відстань від рівня 4 до верху 5 секції оболонки ВІДПОВІДНО ДО переважного варіанту була меншою, ніж довжина нижньої частини З використовують секції оболонки, що складаються з секції оболонки Як варіант, секцію оболонки верхньої циліндричної частини і нижньої заповнюють неспеченою електродною пастою до циліндричної частини, причому ЗОВНІШНІЙ діаметр рівня 4 після того, як секцію оболонки вмістили до нижньої циліндричної частини рівний або менше секції оболонки, розташованої нижче, з внутрішнього діаметра верхньої циліндричної утворенням телескопічного з'єднання частини Переважно, щоб співвідношення між На фіг 2 схематично показано піч б для довжиною верхньої частини і нижньої частини сплавлення, яка може нагріватися за допомогою секції оболонки складало від 1 1 до 1000 1, а ВІДПОВІДНИХ нагрівальних засобів, таких як засоби більш переважно від 3 1 до 12 1 нагріву електропором, індукційного нагріву, газовими пальниками, пальниками, працюючими ВІДПОВІДНО ДО ІНШОГО варіанту використовують на нафтопродуктах і т п Електродну оболонку, що секції оболонки, у яких, щонайменше, нижня складається з декількох телескопічне частина кожної секції оболонки має таку конічну розташованих секцій оболонки 1, що мають форму, щоб ЗОВНІШНІЙ діаметр конічної частини форму, як показано на фіг 1, і які містять секції оболонки був меншим, ніж діаметр верху електродну пасту, безперервно або практично оболонки безперервно пропускають вниз через піч 6 для Згідно З винаходом кожну секцію оболонки, 55536 8 установкою секцій оболонки, то гази, які виділяються в електродній пасті в процесі сплавлення в печі для сплавлення не можуть виходити через верх електродної колони, оскільки на верху електродної колони завжди буде знаходитися холодна електродна паста Незважаючи на те, що опис способу згідно з винаходом відноситься до варіанту, в якому нижня частина секції оболонки має діаметр меншого розміру, ніж у верху оболонки, до сфери домагань винаходу відноситься можливість встановлювати секції оболонки верхньою частиною вниз У цьому випадку між секціями оболонки телескопічне з'єднання буде знаходитися там, де частина секції оболонки, що має діаметр більшого розміру, встановлюють таким чином, щоб діаметр більшого розміру розміщувався зовні оболонки, розташованої нижче На фіг 3 показано інший варіант секції оболонки, яку можна використати у ВІДПОВІДНОСТІ ЗІ способом згідно з винаходом Частини на фіг 3, які відповідають частинам на фіг1, мають ідентичні номери позицій, на які посилаються Секція оболонки, показана на-фіп5, має верхню циліндричну частину 2 і нижню конічну частину 8, причому ЗОВНІШНІЙ діаметр нижньої конічної частини" 8 є меншим, ніж внутрішній діаметр верхньої циліндричної частини 2 Коли За способом згідно з винаходом секції встановлюють нову секцію оболонки, то її оболонки не з'єднують один з одним зварюванням розміщують таким чином, щоб нижня конічна або за допомогою будь-якого іншого типу жорстких частина 8 була вставлена в секцію оболонки, з'єднань, а вільно спирають на електродну пасту в розташованої нижче секції оболонки, розташованій нижче Оскільки окремі секції оболонки, наповнені Оболонка, що використовується згідно з електродною пастою, спираються на електродну винаходом, може бути перфорованою, для того пасту в секції оболонки, розташованій нижче, щоб забезпечити вихід газів, що виділяються в неспечена електродна паста буде завжди процесі сплавлення в піч для сплавлення знаходитися під тиском, за рахунок чого кожну Оскільки секції оболонки у ВІДПОВІДНОСТІ ЗІ порожнину буде заповнювати електродна паста способом справжнього винаходу не з'єднують при її розм'якшенні, і зменшення об'єму жорстко одну з іншою за допомогою зварювання і електродної пасти буде автоматично т п , то її легко видаляти після того, як сталося компенсуватися, в міру того як секції оболонки сплавлення електрода, її всього лише необхідно вільно переміщаються один відносно одного Крім розрізати вертикально того, подовження оболонки внаслідок нагрівання Спосіб згідно з винаходом забезпечує істотне не буде передаватися ІНШІЙ секції оболонки, спрощення роботи, необхідної для встановлення оскільки подовження компенсується телескопічним нових секцій оболонки при одночасному істотному з'єднанням Таким чином, подовження секції поліпшенні для персоналу навколишнього оболонки не буде передавати ніяких навантажень середовища Крім того, досягається поліпшення на секції оболонки, розташовані вище або нижче якості отриманих вуглецевих виробів, оскільки конкретної секції оболонки ефективно усувається можливість утворення порожнин в спечених вуглецевих виробах Оскільки секції оболонки можна наповнювати неспеченою електродною пастою перед сплавлення У цій печі неспечена електродна паста спікається в монолітний вуглецевий виріб при підтримці в печі для сплавлення температури від 500 до 1300°С Кордон між неспеченою електродною пастою і спеченим вуглецевим-виробом показаний під номером 7 на фіг 2 Коли встановлюють нову секцію оболонки, то нижню частину 3 нової секції вміщують всередину оболонки, розташованої нижче Таким чином, нижня кромка нової секції оболонки буде спиратися на електродну пасту в секції оболонки, розташованій нижче По мірі того, як секції оболонок, що містять неспечену електродну пасту, проходять вниз через піч для сплавлення, електродна паста нагрівається і починає розм'якшуватися, і в процесі сплавлення електродна паста буде давати усадку Під дією ваги наповнених електродною пастою секцій оболонки, розташованих вище печі для сплавлення, розм'якшена електродна паста всередині печі буде спресовуватися, і секція оболонка буде ковзати вниз відносно оболонки, розташованої нижче Коли дві сполучені разом секції оболонки поступають в піч для сплавлення, повинно відбуватися ущільнення телескопічного з'єднання між секціями оболонки 55536 Фіг.2 10 11 12 55536 ФІГ.З Підписано до друку 05 05 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for continuous production of elongated carbon bodies
Назва патенту російськоюСпособ непрерывного изготовления длинномерных угольных изделий
МПК / Мітки
МПК: H05B 7/09
Мітки: спосіб, виробів, довгомірних, вуглецевих, отримання, безперервного
Код посилання
<a href="https://ua.patents.su/6-55536-sposib-bezperervnogo-otrimannya-dovgomirnikh-vuglecevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного отримання довгомірних вуглецевих виробів</a>
Листорізозгинально-профілювальний прес і спосіб отримання довгомірних виробів з листопрокату
Номер патенту: 30502
Опубліковано: 15.11.2000
Автори: Ламухін Анатолій Степанович, Омельяненко Микола Іванович, Лівак Михайло Федорович, Лівак Любов Анатолівна
МПК: B21D 5/00, B21D 7/00, B21D 35/00, B30B 5/00
Мітки: спосіб, листорізозгинально-профілювальний, прес, отримання, виробів, довгомірних, листопрокату
Формула / Реферат:
1. Пресс для обробки виробів з листопрокату, що складається з корпусу з розташованою на ньому матрицею і пуансоном, має привід, який відрізняється тим, що корпус виконаний у вигляді зв'язаних між собою рухомої і нерухомої станин, кожна з яких утворена двома Ж-подібними за профілем вертикальними стояками, скріпленими згори і знизу поперечними -подібними за профілем балками,...
Спосіб отримання покриття из цинку, алюмінію та їх сплавів на зовнішній поверхні циліндричних довгомірних виробів
Номер патенту: 20040
Опубліковано: 25.12.1997
Автори: Пісарев Юрій Григорович, Сергеєв Віктор Володимирович, Полешко Юрій Павлович, Руліков Віктор Володимирович, Перехрестова Валентина Іванівна, Ткач Валер'ян Іванович, Хаустов Георгій Йосипович, Проскуркін Євгеній Васильович, Пархоменко Віктор Валентинович, Крайник Ярослав Іванович, Норвилло Надія Юріївна, Кокоріна Олена Клавдіївна
МПК: C23C 2/06, C23C 2/04, C23C 2/36
Мітки: довгомірних, зовнішній, виробів, поверхні, спосіб, сплавів, цинку, алюмінію, покриття, отримання, циліндричних
Формула / Реферат:
Способ получения покрытия из цинка, алюминия и их сплавов на наружной поверхности цилиндрических длинномерных изделий, включающий подготовку поверхности изделий, нанесение покрытия на нагретое изделие из расплава в среде защитного газа и охлаждение, отличающийся тем, что подготовку поверхности осуществляют путем последовательного нагрева изделий сначала на воздухе до температуры 550-600°С, а затем в восстановительной среде до температуры...
Спосіб одержання довгомірних виробів з дискретних матеріалів і пристрій для його здійснення
Номер патенту: 53191
Опубліковано: 15.01.2003
Автори: Рябічева Людмила Олександрівна, Рубанов Михайло Євгенович, Циркін Аркадій Тимофійович
МПК: B22F 3/24, B21J 13/02, B09B 3/00, B22F 3/02
Мітки: довгомірних, матеріалів, одержання, здійснення, виробів, пристрій, спосіб, дискретних
Формула / Реферат:
1. Спосіб одержання довгомірних виробів з дискретних матеріалів, що полягає в завантаженні вихідного матеріалу в зону пресування і ущільненні його шляхом обтиснення деформуючими органами у вигляді секторів, що переміщуються назустріч один одному, який відрізняється тим, що дискретний матеріал подають у зону пресування деформуючими органами у вигляді матриці з порожниною, утвореною клиновими сегментами, ущільнюють його поетапно одним нерухомим...
Розливальний стакан для подання розплавленого металу в кристалізатор безперервного розливання металевих виробів та установка безперервного розливання металевих виробів, обладанана таким стаканом
Номер патенту: 41999
Опубліковано: 15.10.2001
Автори: Барб Жак, ДАМАСС Жан-Мішель
МПК: B22D 11/14, B22D 41/50
Мітки: обладанана, безперервного, подання, виробів, розливальний, розплавленого, стакан, розливання, установка, кристалізатор, металевих, металу, таким, стаканом
Формула / Реферат:
1. Разливочный стакан для подачи расплавленного металла в кристаллизатор непрерывной разливки металлических изделий, содержащий трубу, верхний конец которой предназначен для присоединения посредством крепежных средств к выходному стакану емкости, содержащей расплавленный металл, а нижний конец которой присоединен к концевой части стакана, снабженной отверстиями, предназначенными для распределения расплавленного металла в разливочном...
Захват для затиску і кантування довгомірних виробів
Номер патенту: 25999
Опубліковано: 26.02.1999
Автори: Старушкевич Олександр Миколайович, Мацько Володиир Михайлович, Сурма Святослав Іванович
МПК: B66C 1/42
Мітки: затиску, виробів, кантування, довгомірних, захват
Формула / Реферат:
Захват для затиску і кантування довгомірних виробів, що містить траверсу, шарнірно з'єднані між собою кліщовини і підпружинений з одного кінця фіксуючий стержень, який відрізняється тим, що у шайбах шарнірів кліщовий виконані паралельні шарнірам отвори, співпадаючі наскрізь у замкнутому стані кліщовий, фіксуючий стержень виконаний ?-подібним і базований паралельно шарнірам у згаданих отворах, кліщовини нижньої відносно траверси пари на...
Попередній патент: Захисний респіраторний пристрій
Наступний патент: Спосіб локальної дифузії алюмінію
Випадковий патент: Установка для одержання сухого продукту із зернової барди