Листорізозгинально-профілювальний прес і спосіб отримання довгомірних виробів з листопрокату
Номер патенту: 30502
Опубліковано: 15.11.2000
Автори: Ламухін Анатолій Степанович, Лівак Михайло Федорович, Лівак Любов Анатолівна, Омельяненко Микола Іванович

Формула / Реферат
1. Пресс для обробки виробів з листопрокату, що складається з корпусу з розташованою на ньому матрицею і пуансоном, має привід, який відрізняється тим, що корпус виконаний у вигляді зв'язаних між собою рухомої і нерухомої станин, кожна з яких утворена двома Ж-подібними за профілем вертикальними стояками, скріпленими згори і знизу поперечними ![]() -подібними за профілем балками, при цьому на нерухомій станині розміщений пуансон, а в нижній її частині перпендикулярно стоякам прикріплені П-подібні напрямні з розміщеною на них рухомою станиною, що має стіл, на якому розміщені матриця і пуансон.
-подібними за профілем балками, при цьому на нерухомій станині розміщений пуансон, а в нижній її частині перпендикулярно стоякам прикріплені П-подібні напрямні з розміщеною на них рухомою станиною, що має стіл, на якому розміщені матриця і пуансон.
2. Прес для обробки виробів з листопрокату за п. 1, який відрізняється тим, що пуансони виконані у вигляді збірної конструкції Н-подібної форми з середньою поперечкою у вигляді лежачого тавра ![]() -подібного за профілем та з боковими запобіжними штангами, які встановлені з можливістю переміщення їх по напрямних, змонтованих на вертикальних стояках преса, при цьомукраї вертикальної полиці тавра закріплені запобіжними болтами на бокових штангах та мають знизу знімні робочі частини, а горизонтальна полиця тавра зверху має упорні вушка для шарнірного кріплення приводів.
-подібного за профілем та з боковими запобіжними штангами, які встановлені з можливістю переміщення їх по напрямних, змонтованих на вертикальних стояках преса, при цьомукраї вертикальної полиці тавра закріплені запобіжними болтами на бокових штангах та мають знизу знімні робочі частини, а горизонтальна полиця тавра зверху має упорні вушка для шарнірного кріплення приводів.
3. Прес для обробки виробів з листопрокату за п. 1, який відрізняється тим, що стіл рухомої станини має знімну матрицю, низ стола виконаний з вертикальних стояків - опор, що жорстко з'єднані з ![]() - і
- і ![]() -подібними за профілем поперечними балками, а по боках стіл прикріплений до вертикальних Ж-подібних стояків рухомої станини, верх столу виконаний з плит листопрокату і брусків з пазами для матриць.
-подібними за профілем поперечними балками, а по боках стіл прикріплений до вертикальних Ж-подібних стояків рухомої станини, верх столу виконаний з плит листопрокату і брусків з пазами для матриць.
4. Прес для обробки виробів з листопрокату за п. 1, який відрізняється тим, що пуансон нерухомої станини в своїй нижній частині обладнано знімним різально-згинальним ножем.
5. Спосіб обробки виробів з листопрокату, що полягає в штампуванні за допомогою матриці і пуансона, який відрізняється тим, що між пуансоном нерухомої станини, обладнаним різально-згинальним ножем, і матрицею рухомої станини з допомогою механізму переміщення встановлюють зазор, при якому відбувається різання, після цього зазор змінюють для проведення згинання тим же ножем пуансона нерухомої станини.
Текст
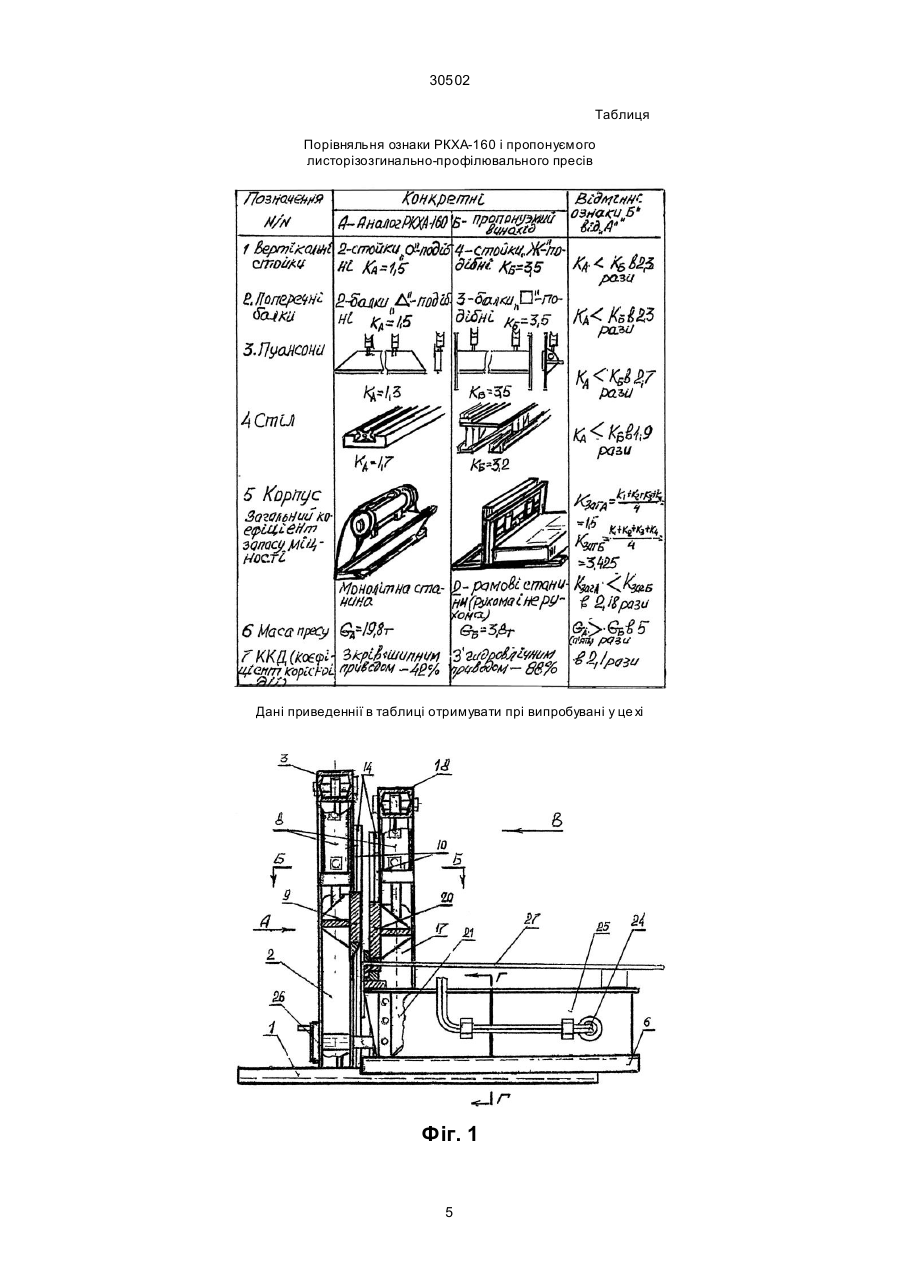
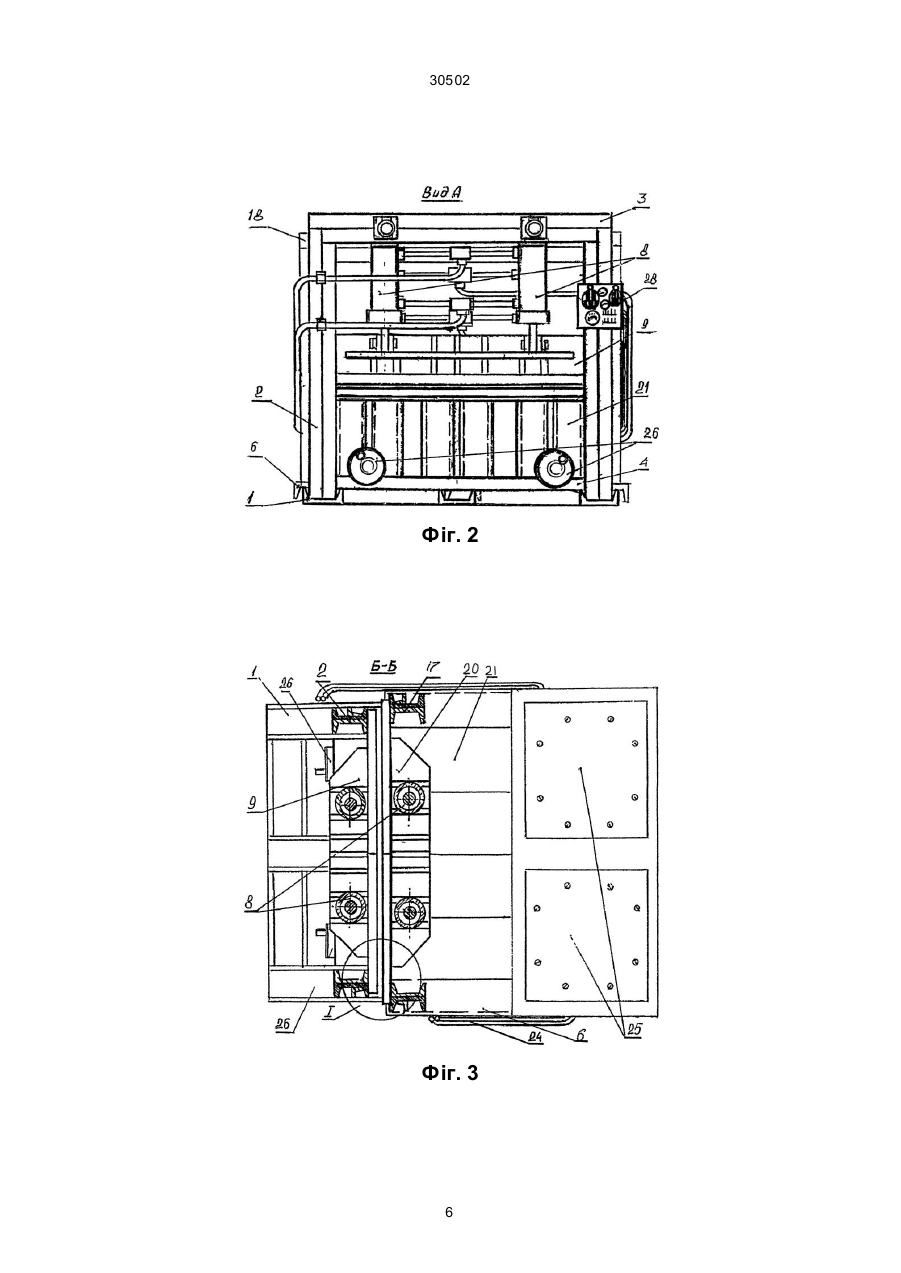
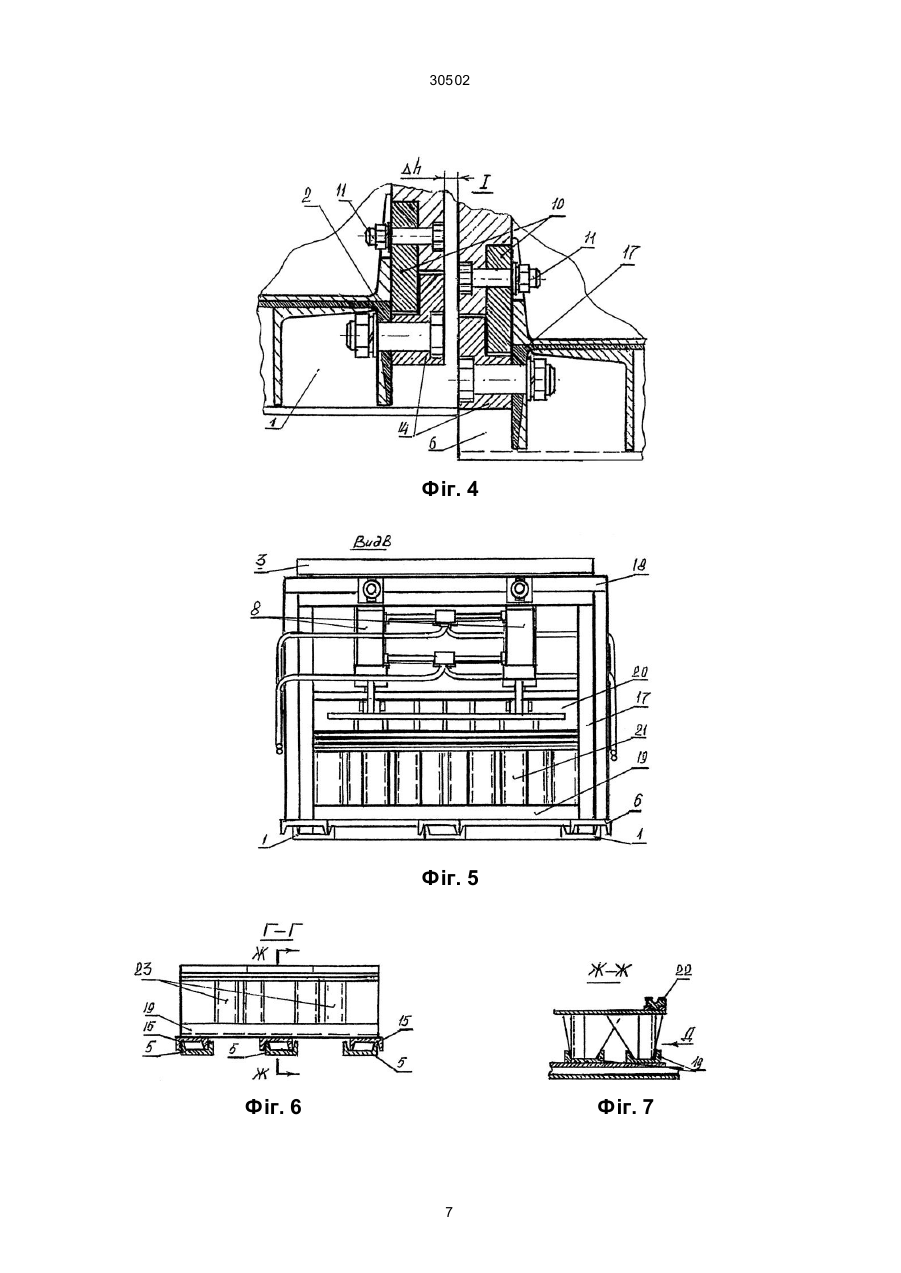
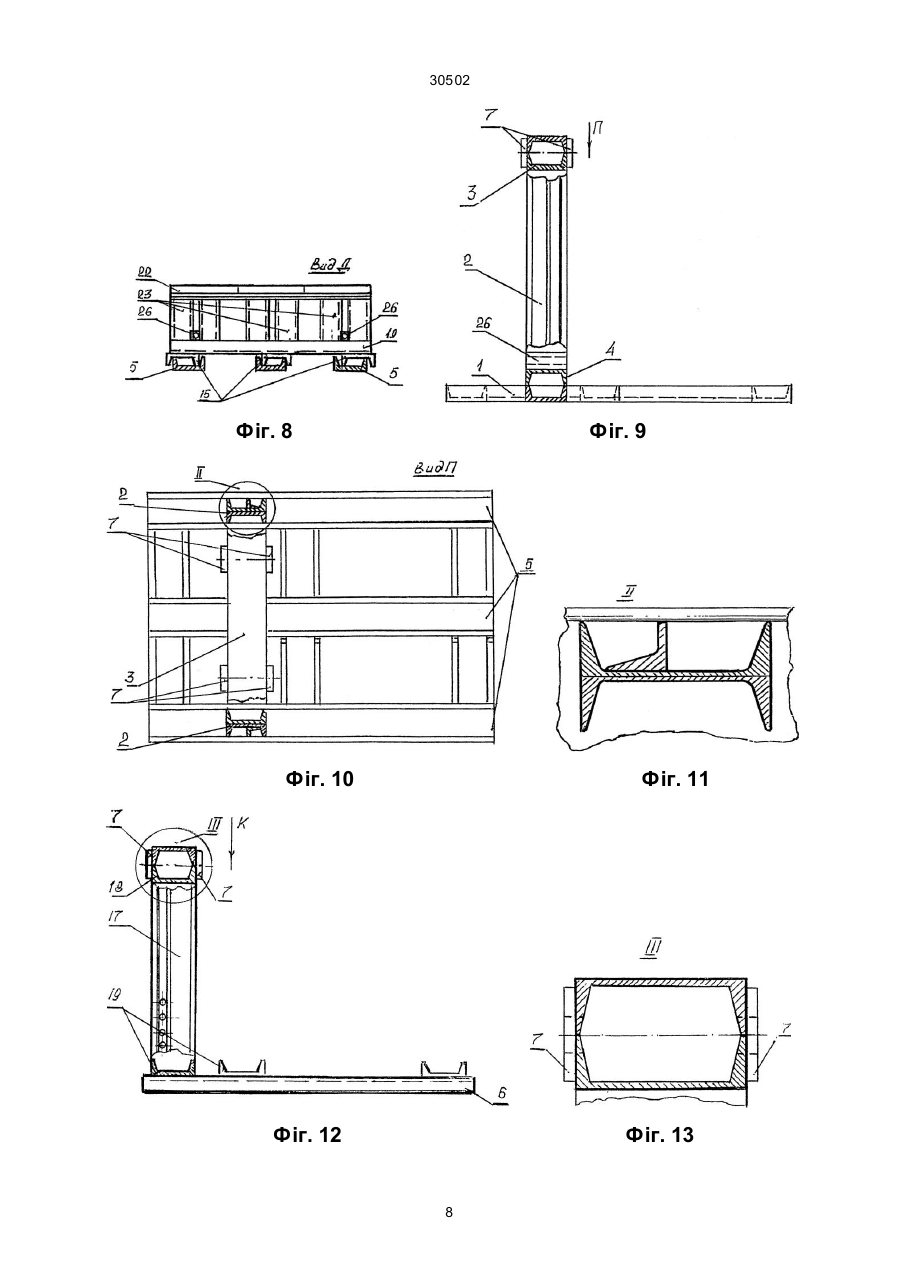
1. Листорізозгинально-профілювальний прес складається з корпусу з розтошованою на ньому матрицею і пуансоном, має привод, відрізняється тим, що корпус виконаний у вигляді зв'язаних між собою рухомою і нерухомою станинами, кожна з яких утворена двома "Ж"-подібними за профілем вертикальними стояками, скріпленими зверху і знизу поперечними коробкочастоподібними за профілем балками, при цьому на нерухомій станині розміщений пуансон, а в нижній її частині перпендикулярно стоякам прикріплені "П"-подібні направляючі з розміщеною на них рухомою станиною, що має стіл з матрицею і додатковим пуансоном. 2. Листорізозгинально-профілювальний прес за п. 1 відрізняє ться тим, що пуансони виконані "Н"подібної форми з середньою поперечкою у вигляді A (54) ЛИСТОРІЗОЗГИНАЛЬНО-ПРОФІЛЮВАЛЬНИЙ ПРЕС І СПОСІБ ОТРИМАННЯ ДОВГОМІРНИХ ВИРОБІВ З ЛИСТОПРОКАТУ 30502 дом дуже складною і ненадійною конструкцією механізму передачі енергії на робочі органи преса РКХА-160 і аналогів, спостерігаються циклічно виникаючі заклинювання взаємодіючих частин із-за перевантажень, що приводить до зниження міцності конструкції, зупинки пресаі тривалих простоїв, пов'язаних з ремонтом. Перевантаження преса, наприклад, виникає при нижньому положенні пуансона, якщо при цьому відбувається відключення муфти і електродвигуна. Тоді, внаслідок інерції пневмоелектричної системи може статися заклинювання преса, тобто, шатуни, прівод, повзуни становляться в "розпір" відносно стола преса (Руман Л.И. Р-83 "Накладка прессов для листовой штамповки" Справочник – М. Машиностроеніе 1980-219 с. ил.). Особливістю відомого способу штампування є те, що прес РКХА-160, при наявності пуансона і мариці, виконує лише штампування, тобто, вузьку спеіалізовану дію, яка не забезпечує закінчений виуск виробів, вимагає до і після штампування доаткових операцій по різанню і згинанню, передбачає додаткове обладнання, наприклад, для різання з металопрокату заготовок необхідної довжини і ширини кромки на заготовках на другому обладнанні (Учебник К-89 "Кузнечно-штамповочное оборудованіе машиностроительных ВУЗов под ред. А.Н. Бенкетова – М; Машиностроение 1982-576 с. ил). В основу винаходу помтавлені завдання створення листорізозгинально-профілювального преса, в якому нова форма виконання елементів і їх взаємозв'язок дозволять підвищити коефіцієнт запасу міцності при зниженні ваги і габаритів устаткування, а також створити спосіб, при якому послідовні дії нових додаткових елементів дозволять викликати нову дію, яка розширить функціональні можливоссті, збільшить номенклатуру, підвищить якість виробів і продуктивність обладнання. Для вирішення поставленого завдання в листорізозгинально-профілювальному пресі, який містить корпус з розтошованими на ньому пуансоном і матрицею і забезпечений приводом, у відповідності з винаходом корпус виконаний у вигляді зв'язаних між собою рухомої і нерухомої рамочних станин, кожна з яких утворена двома "Ж"-подібними за профілем перетину вертикальними стояками скріплених наверху і у нерухомій внизу поперечними коробкоподібними за профілем перетену балками, а стояки рухомої станини внизу з'єднані " "-подібної за профілем перетину балкою, прі цьому на нерухомій станині розміщений пуансон, а в нижній її частині - перпендикулярно до вертикальних стояків і нижньої поперечної коробчастої балки прикріплені направляючі "П"-подібної форми, на яких розміщені своїми ковзунами рухома станина, з розтошованими на ній внизу змонтованим столом з матрицею і додатковим пуансоном. При цьому пуансоні виконані "Н"-подібної форми з середньою поперечкою у вигляді лежачого тавра " " за профілем, у якого бокові краї вертикальної полиці закріплені запобіжними болтами на бокових запобіжних штангах, якими споряджені пуансони, а на горізонтальній стінці тавра заерху і знизу змонтовані ребра жорсткості і зверху змонтовані вушки для шарнірного кріплення приводів, при цьому запобіжні штанги закріплені з таким роз рахунком, щоб вони могли переміщатися в направляючих, змонтованих на вертикальних стояках преса. Крім того пуансони рухомої і нерухомої станини мають внизу робочу частину, яка знімається і стіл рухомої станини також має матрицю, яка знімається, і виконаний з окремих вертикальних стояків опор, виготовлених з композицій швелерів і трапецій з листопрокату жорстко з'єднаних між собою, а внизу жорстко з'єднаних " "-подібними поперечними балками, закріпленими по боках до вертикальних "Ж"-подібних стояків рухомої станини, поверхня ж стола виконана з прямокутного листопрокату і брусків опор з пазами для матриць. Для вирішеня поставленого завдання пропонується також і спосіб виготовлення довгомірних виробів, який включає отримання фасонного паза штампування, в якому у відповідності з винаходом після отримання фасонного паза виконується відрізання кромки заготовки потрібної ширини або її відгинання однією ж тією ж спеціальною робочою частиною пуансона нерухомої станини в залежності від зазору " " між пуансоном нерухомої і р ухомої станини регульованого механізмом переміщення. Приготовлення корпусу преса, що складається з нерухомої і розміщеної на ній рухомої рамочних станин, зв'язаних між собою механізмом переміщення, дозволяє виготовити повністю закінчений виріб з листопрокату без додаткових верстатів і пресів для різання заготовок необхідної ширини і дожини, а також згинання їх після штампування і сприяє поліпшенню якості виробів, тому що на початку заготовка штампується, або просто притискується і утримується від зміщення відносно матриці пуансоном рухомої станини, відразу за цим відрізається або відгинається спеціальною однією і тією ж робочою частиною пуансонами нерухомої станини в залежності від " " зазору між пуансонами нерухомої і рухомої станин регулюванного механізмом переміщення, що дозволяє збільшити продуктивність преса приблизно в три рази, а створення "Ж"-подібних вертикальних стояків, скріплених зверху і знизу поперечними коробкочастоподібними балками, "Н"-подібних пуансонів і стола з матрицею дозволяє обладнати прес гідравлічним приводом, який при безпосередній дії на пуансон через робочі гідроциліндри підвищує ККД в 42% до 88% і дозволяє підвищити коефіцієнт запасу міцності преса в цілому до Кзаг=3,4, зменшити вагу і трудомісткість преса приблизно в 5 (п'ять) разів у порівнянні з аналогом РКХА-160 при однакових максимальних зусиллях притискача Р мах= =1000 кн=100000 кгс при вазі Gб=3,8 т. і Gа=19,8 т. відповідно (див. таблицю) і крім того, створення незалежних в управлінні пуансонів з запобіжними штангами, закріпленими запобіжними болтами, охороняє прес від серйозних поломок і повністю виключає "заклинювання" характерне для кривошипних пресів типу РКХА-160 від перевантажень. Сутність винаходу, що пропонується, пояснюється кресленнями, де на фіг. 1 наведений загальний вигляд збоку листорізозгинально-профілювального преса; на фіг. 2 показаний вигляд по "А" спереду преса на фіг. 1; на фіг. 3 показаний вигляд зверху по перетину Б-Б фіг. 1; на фіг. 4 показаний вузол 1 фіг. 3 (частковий поперечний розріз верти 2 30502 кальних стояків нерухомої і рухомої станин); на фіг. 5 показаний вигляд преса ззаду по "В" на фіг. 1; на фіг. 6 показаний вигляд стола рухомої станини преса по перетину Г-Г на фіг. 1; на фіг. 7 показаний поперечний розріз стола по перетину Ж-Ж на фіг. 6; на фіг. 8 показаний вигляд стола спереду до "Д" на фіг. 7; на фіг. 9 показана нерухома станина-1 зверху по "П" на фіг. 10; на фіг. 11 показаний вузол П на фіг. 10 (поперечний розріз вертикального стояка); на фіг. 12 показана рухома станина-6 на фіг. 1, 3; на фіг. 13 показаний вузол Ш (поперечний вузол) " "-обрізний (коробкочастоподібної поперечної балки фіг. 12); на фіг. 14 показана рухома станина зверху по "К" на фіг. 12; на фіг. 15 показаний різозгинальний пуансон нерухомої станини-9 на фіг. 1, 3; на фіг. 16 показаний поперечний розріз по перетину Л-Л пуансона на фіг. 15; на фіг. 17 показаний різозгинальний пуансон зверху по "М" на фіг. 15; на фіг. 18 показаний вузол 1У на фіг. 16 (поперечний розріз нижньої частини різозгинального пуансона-9 фіг. 1-3; на фіг. 19 показаний штампувально-притискеий пуансон-20 на фіг. 1 3 і 5; на фіг. 21 показаний штампувально-притисний пуансон-20 зверху по "Р" на фіг. 19; на фіг. 22 показаний вузол У на фіг. 20 (поперечний розріз нижньої частини штампувальнопритискного пуансона-20 фіг. 1, 3, 5. Листорізозгинально-профілювальний прес вміщує нерухому рамочну станину 1 (фіг. 1, 9, 10), виконану з вертикальних "Ж"-подібних стояків 2 (фіг. 11) жорстко з'єднаних між собою, зверху 3і внизу 4 (фіг. 1, 9) з допомогою поперечних коробкочастоподібних балок, а внизу стояки опираються на "П" подібні направляючі 5 для рухомої рамочної станини 6 (фіг. 1, 10). Як варіант дана конструкція може бути виконана з композиції швелерів, кутників, листопрокату зварених між собою, наприклад, "Ж"-подібний стояк 2 (фіг. 11) нерухомої станини зварений з двох швелерів і з зовнішньої сторони до них приварена повздовжня половина такого ж швелера. Стояк може бутиц виготовлений також у вигляді суцільнокатаного металопрокату або вилитий, а попекречна балка 3 (фіг. 13) виконана з двох швелерів, оснащена квадратними фланцями 7 з двох сторін, наприклад, зварюванням, для шарнірного кріплення однієї пари синхроннопрацюючих гідроциліндрів 8 (фіг. 1-3), які внизу своїми штоками шарнірно з'єднані з "Н"-подібними різозгинальним пуансоном 9 (фіг. 15-17), середня горизонтальна поперечка якого виготовлена за профілем у вигляді лежачого тавра " ", вертикально розміщена полиця якого по краях закріплена на бокових запобіжних штанга х 10 запобіжними болтами 11 (фіг. 4), а горизонтально розтошована стінка тавра зверху за допомогою вушок 12 з'єднана шарнірно зі штоками гідроциліндрів, при цьому стінка має зверху і знизу ребра жорсткості 13, а штанги 10 закріплені з можливістю переміщатися з направляючих 14 (фіг. 1, 3, 4), змонтовані на стояках 2 нерухомої станини 1. На направляючи 5 (фіг. 10) нерухомої станини 1 зверху встановлена за допомогою ковзунів 15 (фіг. 14) рухома станина 6 (фіг. 1, 5), яка також як і нерухома виконана з "Ж"-подібних вертикальних стояків 17 (фіг. 12), з'єднаних горизонтально коробчастою балкою 18 (фіг. 13) зверху, а внизу " " подібною поперечною балкою 19, наприклад, зва рюванням і також як до рухомої станини до верхньої балки 18, яка оснащена квадратними фланцями 7, шарнірно закріплена одна пара синхронно працюючих циліндрів 8, які внизу шарнірно з'єднані з "Н" подібним штампувально-притискним пуансоном-20 (фіг. 19-21), середня горизонтальна поперечка якого виготовлена за профілем у вигляді лежачого тавра, вертикальна полиця якого по краях закріплена на бокових запобіжних штангах 10 запобіжними болтами 11 (фіг. 4), а горизонтальна стінка тавра зверху шарнірно з'єднана зі штоками гідроциліндрів за допомогою вушок 12, знизу і зверху стінка оснащена ребрами жорсткості 13 і при цьому штанги 10 закріплені з можливістю вільно переміщатися в направляючих 14 (фіг. 1, 3, 4), змонтованих на вертикальних стояках 17 рухомої станини 6. Запобіжні болти 11 (фіг. 4) працюючі на "зріз", призначені для охорони преса від поломок, при підвищенні розрахункових навантажень на пуансони – вони зрізуються. Нижче пуансона 20 (фіг. 1, 5) рухомої станини 6 до стояків 17 і " "-подібним поперечним балкам 19 (фіг. 12) жорстко прикріплений стіл 21 (фіг. 5-8), наприклад, зварюванням і болтовим з'єднанням зі змінною матрицею 22, який виконаний, наприклад з п'яти вертикальних стояківопор 23, виготовлених з композицій швелерів, трапецій, з листопрокату, жорстко з'єднаних між собою і внизу " "-подібними поперечними балками 19, а по боках приєднаний до вертикальних "Ж"-подібних стояків 17 також жорстко, наприклад; зварюванням і болтовим з'єднанням, верх стола виконаний з плит листопрокату і брусків-опор з пазами для матриць 22. Для переміщення рухомої рамочної станини 6 (фіг. 1-3) з допомогою ковзунів 15 (фіг. 14) по направляючих 5 (фіг. 10) нерухомої рамочної станини 1 прес має внизу стяжні пристрої механізму переміщення, наприклад, "Гвинт-Гайка" 26. Стіл 21 (фіг. 1, 3) листорізозгинально-профілювального преса рухомої рамочної станини 6 оснащений гідравлічним приводом 24, який розміщений у люкові 25. Листорізозгинально-профілювальний прес працює таким чином. Робота преса здійснюється в декількох режимах і комбінаціях: штампування, притиск-згинання, притиск-різання, штампування-згинання; штампування різання. Режим штампування: на стіл 21 (фіг. 1, 5, 7) з необхідною матрицею 22 рухомої станини 6 кладеться лист-заготовка 27; штампувально-притискним пуансоном 20 (фіг. 19-22) з необхідною частиною притискується, тобто, формується фасоний паз на заготовці 27. Режим "притиск-згинання": з допомогою механізму переміщення 26 (фіг. 1-3) встановляється необхідний зазор "Dh" (фіг. 4) між нерухомою і рухомою станинами для згинання; кладеться лист 27 на стіл 21 рухомої станини 6 (фіг. 1, 7), з плоскою матрицею 22; притискується штампувально-притискним пуансоном 20 з плоскою робочою частиною (фіг. 19-22) до матриці стола лист 27 і утримується від зміщення відносно матриці різозгинальним пуансоном 9 (фіг. 15-18) нерухомої станини 1 спеці 3 30502 альною робочою частиною відгинається необхідної ширини частина листа-заготовки 27 (фіг. 1). Режим "притиск різання" відрізняється від режиму "притиск-згинання" встановленням зазору "Dh" (фіг. 4) між нерухомою і рухомою станинами, а інші дії аналогічні, але замість згинання відбувається відрізування однією і тією ж робочою частиною пуансона 9 необхідної ширини частини заготовки 27 (фіг. 1). Режим "штампування-згинання": з допомогою механізму переміщення 26 (фіг. 1-3) встановлюється необхідний зазор "Dh" (фіг. 4) між нерухомою і рухомою станинами для згинання; кладеться лист-заготовка 27 на стіл 21 рухомої станини 6 (фіг. 1, 7) з фасонною матрицею 22; притискується тобто, формується необхідний фасонний паз штампувально-притискним пуансоном 20 (фіг. 19-22) необхідної робочої частини; різозгинальним пуансоном 9 (фіг. 15-18) спеціальною робочою частиною відгинається необхідної ширини частина листа-заготовки 27 (фіг. 1). Режим "штампування-різання" відрізняється встановленням зазору "Dh" між пуансонами (фіг. 4), інші дії ідентичні, такі ж як і в режимі "штампування-згинання". Приклад виготовлення двохметрових багет для вікон з листопрокату Перший етап (попередній): з допомогою механізму переміщення 26 (фіг. 1-3) встановлюється необхідний зазор "Dh" (фіг. 4) між нерухомою і рухомою станинами для різання; кладеться металевий лист наприклад, розміром 3´1200´2000 для виготовлення двометрових багет на стіл 21 (фіг. 1, 7) на необхідну ширину, наприклад, 120 мм; притискується, тобто, формується необхідний паз штампувально-притискним пуансоном 20 (фіг. 19-22) на листі заготовці 27; різозгинальним пуансоном 9 (фіг. 15-18) відрізається напівфабрикат багети шириною 120 мм (з одного листа - 10 шт.) і процес знову повторяється, тобто заготовляється необхідна партія заготовок. Другий етап (заключний): з допомогою механізму переміщення 26 (фіг. 1-3) встановлюється необхідний зазор "Dh" (фіг. 4) між нерухомою і рухомою станинами для згинання; кладеться напівфабрикат, заготовка 27 развернута на 180° у горизонтальній площині або повторно цим же пазом на стіл з матрицею 22; притискується, тобто, формується знову новий паз або повторно дублюється цей же штампувально-притискним пуансоном 20 (фіг. 18-22); різозгинальним пуансосном 9 (фіг. 1518) відгинається кромка багети на необхідну ширину, наприклад на 40 мм; готовий виріб перевіряється на якість і складується. Виконання листорізозгинально-профілювального преса, що пропонується замість РКХА-160, дозволяє підвищити коефіцієнт запасу міцності (до Кзаг-3,4); зменшити габарити, знизити вагу у п'ять разів з Gа=19,8 тонн до Gб=3,8 тонни, розширити функціональні можливості поліпшити якість виробів, що випускаються, а застосування нерухомої і рухомої рамочних станин, зв'язаних між собою за допомогою гідравлічного привода, збільшує ККД до 88%, повністю виключає серйозні поломки, такі як "заклинювання", характерні для кривошипних пресів і підвищує продуктивність в три рази. Джерела інформації 1. ФРГ "Генри Пельс" Эрфурт РКХА - 160/4750 Франс № 69415-722, 1976-50 с ил. 2. Рудман Л.И. Р-83 "Наладка прессов для листовой штамповки". Справочник-М, Машиностороение 1980-219 с. ил. 3. Власов В.И., Борзыкин А.Я., Букин-Богатырев И.К. и др., под редакцией Власова В.И. "Кривошипние кузнечно-прессовые машины", Машиностроение, 1982-424 с. ил. 4. Банкетов А.Н., Бочаров Ю.А. Добринский Н.С. и др. под редакцией Бенкетова А.Н., Ланского Е.Н. "Кузнечно-штамповочное оборудование" Учебник К-89 для машиностроительных вузов, 2-е изд. переработ. и дополнен.-М; Машиностроение, 1982-576 с. ил. 4 30502 Таблиця Порівняльня ознаки РКХА-160 і пропонуємого листорізозгинально-профілювального пресів Дані приведеннії в таблиці отримувати прі випробувані у це хі Фіг. 1 5 30502 Фіг. 2 Фіг. 3 6 30502 Фіг. 4 Фіг. 5 Фіг. 6 Фіг. 7 7 30502 Фіг. 8 Фіг. 9 Фіг. 10 Фіг. 11 Фіг. 12 Фіг. 13 8 30502 Фіг. 14 Фіг. 16 Фіг. 18 9 30502 Фіг. 22 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 10
ДивитисяДодаткова інформація
Назва патенту англійськоюSheet cutting bending-shaping press and method for producing the long-length articles of the sheet products
Автори англійськоюOmelianenko Mykola Ivanovych
Назва патенту російськоюЛисторезогибочный-профилировочный пресс и способ получения длинномерных изделий из листопроката
Автори російськоюОмельяненко Николай Иванович
МПК / Мітки
МПК: B30B 5/00, B21D 5/00, B21D 35/00, B21D 7/00
Мітки: спосіб, отримання, довгомірних, виробів, листопрокату, листорізозгинально-профілювальний, прес
Код посилання
<a href="https://ua.patents.su/10-30502-listorizozginalno-profilyuvalnijj-pres-i-sposib-otrimannya-dovgomirnikh-virobiv-z-listoprokatu.html" target="_blank" rel="follow" title="База патентів України">Листорізозгинально-профілювальний прес і спосіб отримання довгомірних виробів з листопрокату</a>
Спосіб отримання покриття из цинку, алюмінію та їх сплавів на зовнішній поверхні циліндричних довгомірних виробів
Номер патенту: 20040
Опубліковано: 25.12.1997
Автори: Пісарев Юрій Григорович, Сергеєв Віктор Володимирович, Ткач Валер'ян Іванович, Полешко Юрій Павлович, Норвилло Надія Юріївна, Хаустов Георгій Йосипович, Кокоріна Олена Клавдіївна, Пархоменко Віктор Валентинович, Проскуркін Євгеній Васильович, Крайник Ярослав Іванович, Руліков Віктор Володимирович, Перехрестова Валентина Іванівна
МПК: C23C 2/06, C23C 2/04, C23C 2/36
Мітки: покриття, отримання, спосіб, цинку, довгомірних, алюмінію, виробів, сплавів, циліндричних, зовнішній, поверхні
Формула / Реферат:
Способ получения покрытия из цинка, алюминия и их сплавов на наружной поверхности цилиндрических длинномерных изделий, включающий подготовку поверхности изделий, нанесение покрытия на нагретое изделие из расплава в среде защитного газа и охлаждение, отличающийся тем, что подготовку поверхности осуществляют путем последовательного нагрева изделий сначала на воздухе до температуры 550-600°С, а затем в восстановительной среде до температуры...
Спосіб виготовлення довгомірних виробів
Номер патенту: 13676
Опубліковано: 25.04.1997
Автори: Шмейлін Залман Йосифович, Столбов Валентин Васильович
МПК: B29C 47/78, B29C 47/02, B29L 31/34
Мітки: виробів, спосіб, довгомірних, виготовлення
Формула / Реферат:
Способ изготовления длинномерных изделий, сердечник и оболочка которых выполнены из термопластичных материалов с разной степенью усадки, заключающийся в термообработке сердечника с последующим наложением оболочки методом экструдирования и охлаждением изделия, отличающийся тем, что, с целью повышения качества изделий за счет обеспечения их продольной герметичности, термообработку сердечника осуществляют воздействием на его внешнюю...
Спосіб випалу довгомірних керамічних виробів
Номер патенту: 16374
Опубліковано: 29.08.1997
Автори: Верба Людмила Іванівна, Пьяних Нелля Леонідівна, Денисенко Олена Олександрівна, Криворучко Павло Петрович, Флягіна Галина Степанівна, Бадьін Геннадій Іванович
МПК: C04B 33/32
Мітки: виробів, спосіб, довгомірних, випалу, керамічних
Формула / Реферат:
Способ обжига длинномерных керамических изделий, включающий горизонтальную укладку изделий на подставки с V-образным профилем и последующую термообработку в туннельной печи, отличающийся тем, что, с целью уменьшения кривизны изделия и повышения производительности процесса, укладку изделий на подставки осуществляют в объеме многорядной садки, причем сечение подставки соответствует равностороннему треугольнику, а количество изделий в ряду,...
Прес для безперервного виготовлення трубчатих виробів із деревних прес-мас
Номер патенту: 7652
Опубліковано: 26.12.1995
Автор: Семеновський Анатолій Якимович
Мітки: деревних, безперервного, прес, виробів, трубчатих, виготовлення, прес-мас
Формула / Реферат:
Пресс для непрерывного изготовления трубчатых изделий из древесных пресс-масс, включающий механизм загрузки, корпус, образующий прессующий канал с входным сужающимся участком и выходным участком постоянного поперечного сечения, а также винт-пустотообразователь, отличающийся тем, что, с целью улучшения качества изделий за счет ориентации древесных частиц, на входном сужающемся участке прессующего канала установлены с возможностью вращения...
Гвинтовий прес а.я.семеновського для безперервного виготовлення виробів типу трубчастих брусів із прес-мас
Номер патенту: 7430
Опубліковано: 29.09.1995
Автор: Семеновський Анатолій Якимович
МПК: B30B 15/06, B30B 1/00
Мітки: брусів, безперервного, а.я.семеновського, трубчастих, виробів, типу, виготовлення, прес, прес-мас, гвинтовий
Формула / Реферат:
Винтовой пресс для непрерывного изготовления изделий типа трубчатых брусьев из пресс-масс, преимущественно древесных, включающий механизм загрузки пресс-массы, канал, образованный нагревательными плитами, внутри которого расположен вал с винтовой нарезкой, отличающийся тем, что, с целью упрощения конструкции и повышения эксплуатационной надежности пресса, а также улучшения качества изделий, нагревательные плиты соединены между собой...
Попередній патент: Спосіб лікування склеродермії у дітей з утягненням в патологічний процес органів шлунково-кишкового тракту
Наступний патент: Спосіб одержання 3,5-динітробензойної кислоти
Випадковий патент: Шихта для виготовлення високоглиноземистих вогнетривів