Прес для витяжки
Номер патенту: 5604
Опубліковано: 28.12.1994
Автори: Шумейко Дмитро Іванович, Шумейко Павло Дмитрович, Шумейко Андрій Дмитрович, Дубина Валентин Іларіонович
Формула / Реферат
(57) 1. Пресс для вытяжки, содержащий вмонтированную на верхней плите матрицу, установленные на нижней плите пуансон, выталкиватель с пневмоцилиндром, транспортирующий элемент с размещенным наем копиром, а также соединенные между собой управляемый и управляющий пневмораспределители, причем последний установлен с возможностью взаимодействия с копиром, отличающийся тем, что он снабжен установленным в пуансоне дополнительным пуансоном предварительного изгиба заготовки перед вытяжкой с пневмоцилиндром его вертикального перемещения, соединенным с выталкивателем через управляемый пневмораспределитель, а своей поршневой полостью - дополнительно с управляющим пневмораспределителем.
2. Пресс по п.1, отличающийся тем, что он снабжен дополнительным копиром, размещенным на штоке пневмоцилиндра выталкивателя и взаимодействующим с управляемым пневмораспределителем.
Текст
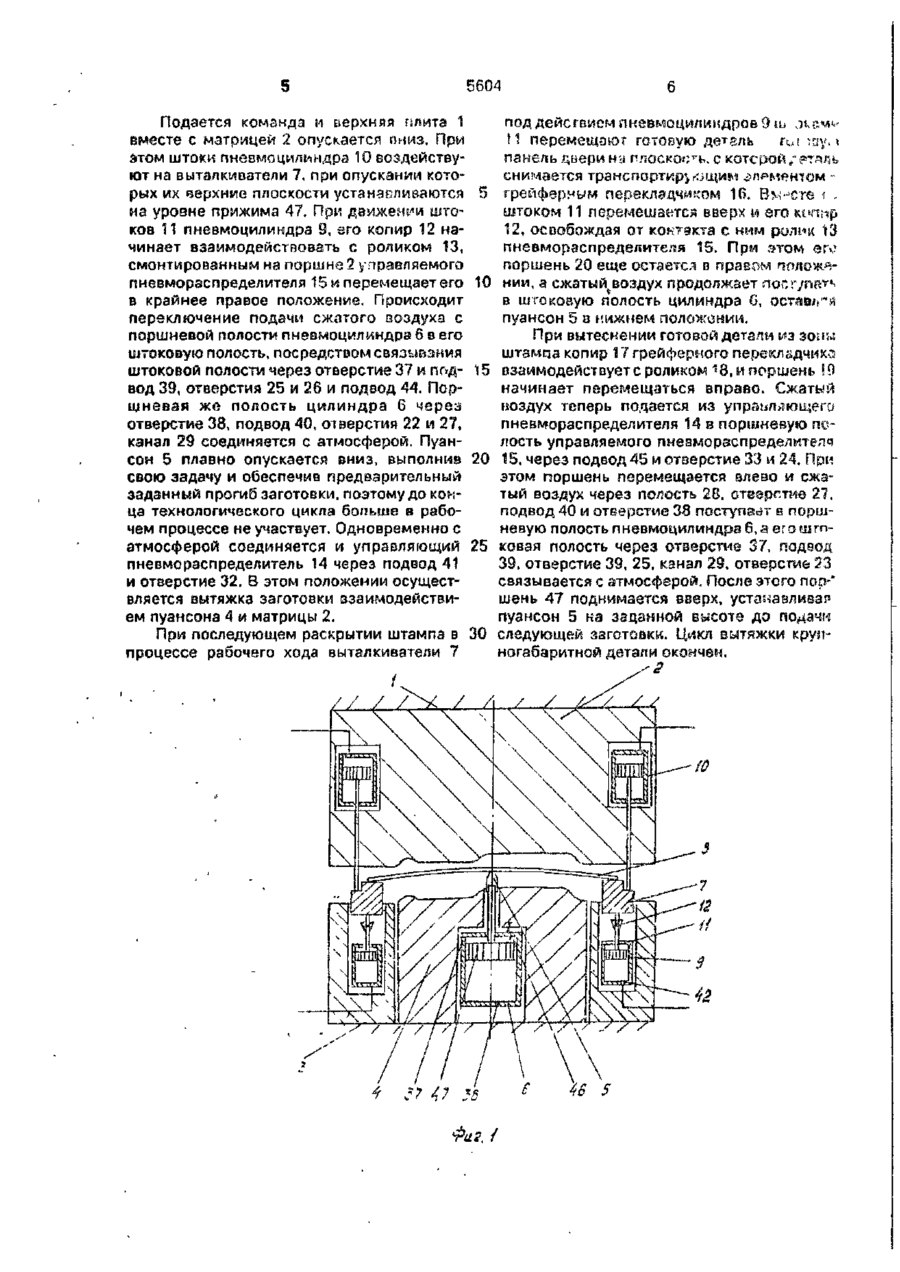
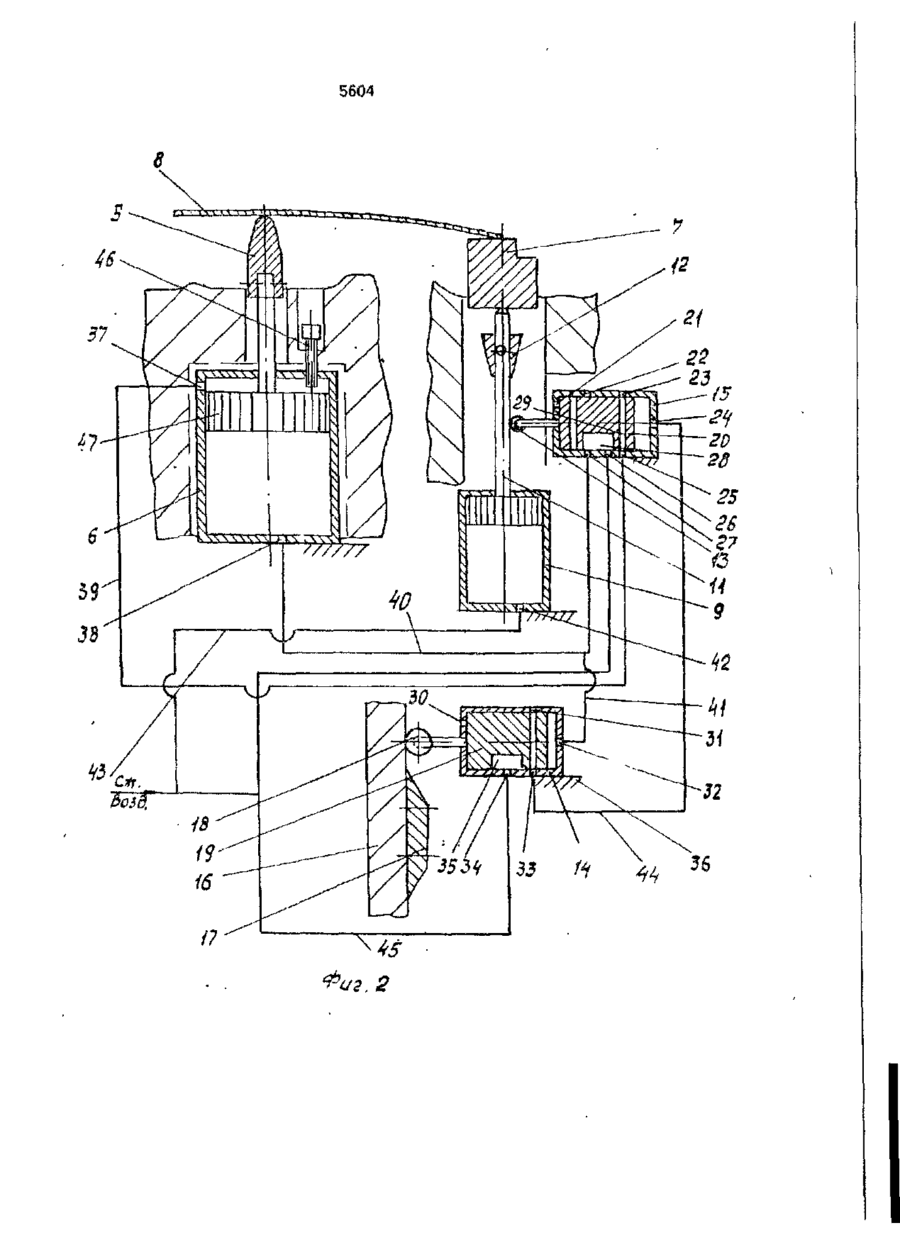
(19) (5i)5 (13) В 21 D 22/20 ЕРЖАВНЕ ATEHTHE ІДОМСТВО ПРЕС ДЛЯ ВИТЯЖКИ 20)94260734,26.03.93 21)4946344 22)23.04.91. SU 46)28.12.94. Бюл. Nc 7-І f 56) Авторское свидетельство СССР * 1542670, кл. В 21 D 43/00, 1988. 71) Запорізький автомобільний завод "Комунар" (виробниче об'єднання "АвтоЗАЗ") 72) Шумейко Дмитро Іванович, Дубина Ва~ іентин Іларіонович, Шумейко Павло Дмитрович, Шумейко Андрій Дмитрович 73) Запорізький автомобільний завод виробничого об'єднання "АвтоЗАЗ", UA 57) 1. Пресс для вытяжки, содержащий вмонтированную на верхней плите матрицу, установленные на нижней плите пуансон, выталкиватель с лневмоцилиндром, транспортирующий элемент с размещенным на ем копиром, а также соединенные между собой управляемый и управляющий пневмораспределители, причем последний установлен с возможностью взаимодействия с копиром, о т л и ч а ю щ и й с я тем, что он снабжен установленным а пуансоне дополнительным пуансоном предварительного изгиба "заготовки перед вытяжкой с пневмоцилиндром его вертикального перемещения, соединенным с выталкивателем через управляемый пневмораспределитель, а своей поршневой полостью - дополнительно с управляющим пневмораспределителем. Изобретение относится к обработке металлов давлением, в частности к холодной листовой штамповке, и может быть использовано для штамповки крупногабаритных и среднегабаритных деталей, например облицовочных деталей для кузовов автомобилей, изготавливаемых вытяжкой. При вытяжке же крупногабаритных деталей в зависимости от прочностных и пластических характеристик листового металлопроката возникает потребность в регулировании площади листового металла в зоне вытяжки непосредственно в процессе штамповки изделия, поскольку при укладке заготовки в силу ее габаритов и малой толщины возможна значительная деформация листа в виде прогиба в различных направлениях. При дальнейшей вытяжке де форм и р о ванного листа возможно ухудшение качества поверхности д&таг.и, а также снижение точности ее геометрических параметров. Ухудшение указанных характеристик является существенным недостатком для крупногабаритных кузовных деталей автомобиля. Известен пресс, содержащей смонтированную на верхней плите матрицу, установленные на нижней плите пуансон, выталкиватель с пневмоцштндром, транспортирующий элемент в риде гоейферных линеек с размещенным на одной из них копиром. Кроме того, пресс снабжен двумя пневмораспределитег '•ми-управляющим, который взаимодействует с копиром транспортирующего устройства, и упргвляемым Пресс предназначен для изготовления дета р И 2. Пресс поп.1,отл ича ющи йся тем, что он снабжен дополнительным копиром, размещенным на штоке лневмоцилиндра выталкивателя и взаимодействующим с управляемым пневмораспределителем. С 5604 лей штамповкой, в тим числе и вытяжкой, однако в случае вытяжки крупногабаритных деталей в прессе отсутствуют устройства, предотвращающие деформацию листовой заготовки перед ее вытяжкой, что приводит 5 к описанні *м выше недостатком [1]. Задачей изобретения является повышение точности и качества крупногабаритных дяталей. Задана решается тем, что пресс, содер- 10 жащий смонтированную на верхней плите матрицу, установленные на нижней плите пуансон, выталкиватель с пневмоцилиндром, транспортирующий элемент с размещенным на нем копиром, а также 15 соединенные между собой управляющий и управляемый пневмораспределители, причем последний смонтирован с возможностью взаимодействия с копиром согласно изобретению, он снабжен установленным в 20 пуансоне дополнительным пуансоном предоэрительного изгиба заготовки перед вытях кой с пневмоцилиндром его вертикального перемещения, взаимодействующим с выталкивателем через управляє- 25 мый пневмораспределитель, а своей поршневой полостью ~ дополнительно с управляющим пневмо распределителем. Кроме того, на штоке пневмоцилиндра выталкивателя размещен копир, взапмодей- 30 ствующий с управляемым пневмораспределителем. Технический результат достигается наличием пуансона предварительного изгиба заготовки перед ее вытяжкой и обеспечива- 35 ет заданное принудительное деформирование изначально произЕл> іьно прогнутого листа значительных размеров, кото рое с учетом физико-махзнических свойств материала обеспечивает необходимую площадь и 40 массу металла под вытяжку, гарантируя таким образом качество поверхности и точность готовой детали. Сущность изобретения поясняется чертежами, где на фиг.1 изображен общий вид 45 пресса, га фиг.2 ~ пневматическая схема связи дополнительного пуансона, выталкивателя и транспортирующего элемента о исходном положении, на фпг.З - то же, а момент вьтжкм. 50 Пресс содержит верхнюю плиту 1 с установленной на ней матрице 2, нижнюю плиту 3 и смонтированный на ней пуансон А. В теле пуансо.іа 4 размещен дополнительный пуансон 5 с пневмоцилиндром 6 его верти- 55 кального перемощения. Пр^есс снабжен выталкивателями 7 в количестве, например, 4. Количество и конструкция вытапкивателей выбирается из формы заготовки и детали, о данном конкретном примере, это наружная панель 8 двери автомобиля, для съема после вытяжки которого необходимо 4 выталкивателя 7. Последние перемещаются в вертикальном направлении зверх - посредством пнепмоцилиндра 3, вниз - посредством пневмоцилиндра 10. На штоке 11 пневмоцилиндра 9 размещен копир 12, взаимодействующий с роликом 13. Пресс снабжен двумя пневмораспределителями-управляющим 14 и управляемым 15, обеспечивающими взаимодействие согласно нижеописываемому технологическому циклу дополнительного пуансона 5, выталкивателей 7, а также транспортирующего элемента, например, грейферного перекладчика 16 (на фиг. показана схематично), предназначенной для выведения уже изготовленной детали из зоны вытяжки пресса, и на которой также размещен копир 17. С последним взаимодействует ролик 18, укрепленный на поршне 19 управляющего пневмораспределителя 14. Пневмораспределитель 15 снабжен поршнем 20 и имает входные отверстия 21, 22, 23, 24, 25, 26, 27, полость 28 и канал 29, а пневмораспределитель 14 - отверстия 30, 31, 32, 33, 34, полость 35 и канал 36. Пневмоцилимдр 6 имеет входные отверстия 37, 38, соединенные пиевмоподводами 39,40 соответственно с каналом 29 и отверстием 27 лиепморзспределителя 15. Кроме того, поршневая полость пневмоцилиндра 6 через подвод 41 соединена с отверстием 32 управляющего пневмораспределителя 14. Пневмоцилиндр 9 своей поршневой магистралью сжатого воздуха. Соединение между собой пневмо распределителей осуществляется подводами 44, 45, связывающих соответствующие пары их отверстий: 33 с 24 и 34 с 26. В пуансоне 4 предусмотрен регулируемый ограничитель 46 хода поршня 47 пневмоцилиндра 6. Пресс содержит смонтированные на нижней плите 3 также прижимы 48. Пресс работает следующим образом. Его исходное положение изображено на фиг.1 и 2, в котором заготовка 8 подается в рабочую зону раскрытого штампа и укладывается на выталкиватели 7 и дополнительный пуансон 5, разность высот которых относительно зеркала пуансона 4 определяет заданный расчетный предварительный прогиб листовой заготовки перед вытяжкой. Величина этого прогиба определяет площадь и массу металла, непосредственно подвергаемого дальнейшей вытяжке, и обеспечивает качество поверхности и точность геометрических параметров панели двери. Регулировка верхнего положения пуансона 5 осуществляется ограничителем 41. 5604 Подается команда и верхняя плита 1 под действием пкевмоцилиидров 9 ш „и вместе с матрицей 2 опускается пниз. При М перемещают готовую деталь гы ^ Этом штоки пневмоцилиндра 10 воздействупакєяьдверин-і плоскость, с которой/рт ют на выталкиватели 7, при опускании котоснимается транспортирующим гпрметом рых их верхние плоскости устанавливаются 5 грейферным перекладчиком 16. Вылете і на уровне прижима 47. При движении штоштоком 11 перемещается вверх и его м»г:яр ков 11 пневмоцилиндра 9, его копир 12 на12, освобождая от контакта с ним рили к 13 чинает взаимодействовать с роликом 13, пневмораспределителя 15. При этом его смонтированным на поршне 2 управляемого поршень 20 еще остается в правом полом№пневмораспределителя 15 м перемещает его 10 нии, а сжатый воздух продолжает лос г/пат** в крайнее правое положение. Происходит в штоковую полость цилиндра G, остав/»ля переключение подачи сжатого воздуха с пуансон 5 а нижнем положении. поршневой полости пневмоцилиндра 6 в его При вытеснении готовой детали из зоны штоковую полость, посредством связывания штампа копир 17 грейферного перекладчика штоковой полости через отверстие 37 и под- 15 взаимодействует с роликом ^8, и поршень 10 вод 39, отверстия 25 и 26 и подвод 44. Порначинает перемещаться вправо. Сжатый щневзя же полость цилиндра 6 через ноздух теперь подается из управляющего отверстие 38, подвод 40, отверстия 22 и 27, пневморзспределителя 14 s поршневую netканал 29 соединяется с атмосферой. Пуанлость управляемого пневмораспределителч сон 5 плавно опускается вниз, выполнив 20 15, через подвод 45 и отверстие 33 и 24. При свою задачу и обеспечив предварительный этом поршень перемещается влево и сжазаданный прогиб заготовки, поэтому до контый воздух через полость 2Б, отверстие 27, ца технологического цикла больше в рабоподвод 40 и отверстое 38 поступает в поршчем процессе не участвует. Одновременно с невую полость пневмоцилиндра 6, а его шгпатмосферой соединяется и управляющий 25 ковая полость через отверстие 37, подеод пневмораспределитель 14 через подвод 41 39, отверстие 39, 25, кэнал 29, отверстие 23 и отверстие 32, В этом положении осущестсвязывается с атмосферой. После этого пор-* вляется вытяжка заготовки взаимодействишень 47 поднимается вверх, устанавливав ем пуансона 4 и матрицы 2, пуансон 5 на заданной высоте до подачи При последующем раскрытии штампа в 30 следующей заготовки. Цикл вытяжки крупногабаритной детали окончен. процессе рабочего хода выталкиватели 7 S (0 5 Фаг, / 5604 56C4 9V 5 Упорядник Т.Щербань Замовлення 614 Техред М.Моргентал Коректор О.КозорІз Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львіоська пл., 8 Виробничо видавничий комбінат "Патент", м. Ужгород, вул.ҐагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюPress for drawing
Автори англійськоюShumeiko Dmytro Ivanovych, Dubyna Valentyn Ilarionovych, Shumeiko Pavlo Dmytrovych, Shumeiko Andrii Dmytrovych
Назва патенту російськоюПресс для вытяжки
Автори російськоюШумейко Дмитрий Иванович, Дубина Валентин Илларионович, Шумейко Павел Дмитриевич, Шумейко Андрей Дмитриевич
МПК / Мітки
МПК: B21D 22/20
Код посилання
<a href="https://ua.patents.su/6-5604-pres-dlya-vityazhki.html" target="_blank" rel="follow" title="База патентів України">Прес для витяжки</a>
Прес безперервної дії
Номер патенту: 2020
Опубліковано: 20.12.1994
Автор: Мішин Володимир Васильович
МПК: B30B 11/00
Мітки: прес, дії, безперервної
Формула / Реферат:
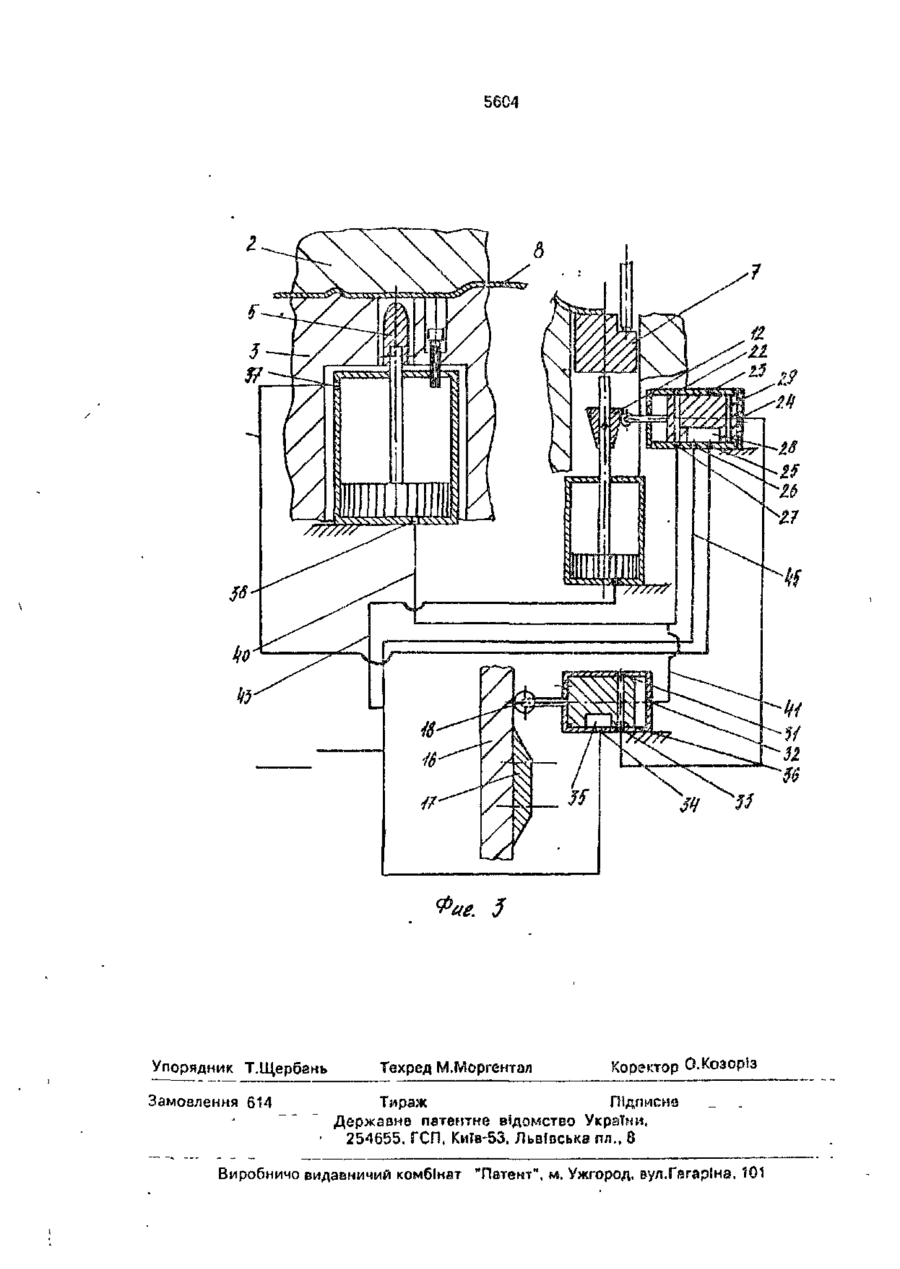
Пресс непрерывного действия, содержащий камеру для подачи прессуемого материала, в которой размещен шнековый механизм создания давления, примыкающий к ней корпус с каналом, имеющим участок переменного сечения и формующую полость, отличающийся тем, что шнековый механизм для создания давления выполнен в виде, по меньшей мере, двух шнеков, установленных в плоскости, параллельной оси прессования, а корпус выполнен в виде основания коробчатого...
Прес-форма для виготовлення суцільних шин
Номер патенту: 2193
Опубліковано: 26.12.1994
Автори: Науменко Олександр Петрович, Дзюра Євген Антонович
МПК: B29D 30/00, B29C 35/02
Мітки: суцільних, шин, виготовлення, прес-форма
Формула / Реферат:
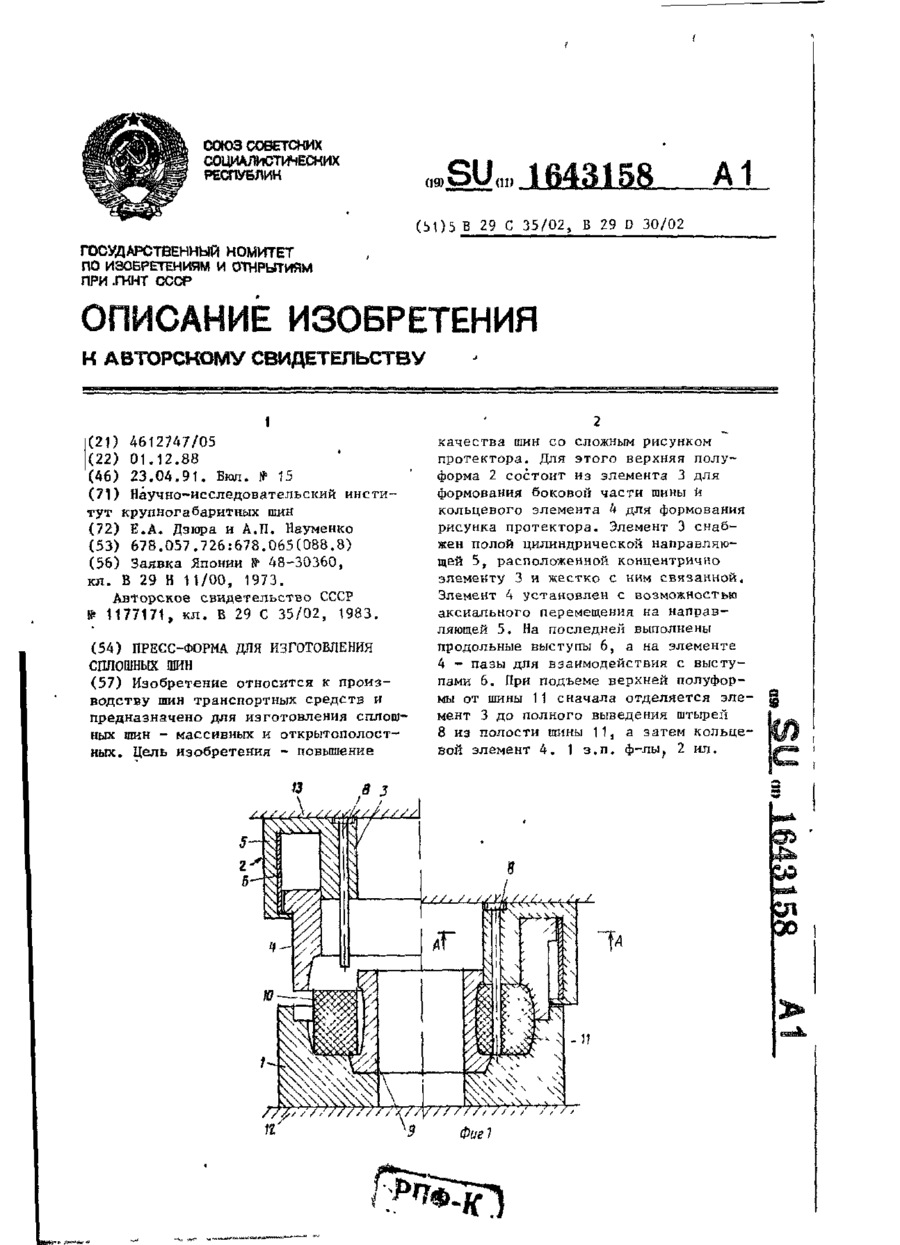
1. Пресс-форма для изготовления сплошных шин, содержащая неподвижную нижнюю и подвижную верхнюю полуформы, отличающаяся тем, что, с целью повышения качества шин со сложным рисунком, верхняя полуформа выполнена состоящей из элемента для формования боковой части шины, снабженного концентричной ему и жестко с ним связанной полой цилиндрической направляющей и установленного на цилиндрической направляющей с возможностью аксиального перемещения...
Прес для віджиму
Номер патенту: 2077
Опубліковано: 26.12.1994
Автори: Лиховой Микола Іванович, Кулінченко Віталій Якович, Коломієць Анатолій Вікторович, Гаджімурадов Гаджіахмед Тагірович, Щербаков Анатолій Михайлович
МПК: B30B 9/18
Формула / Реферат:
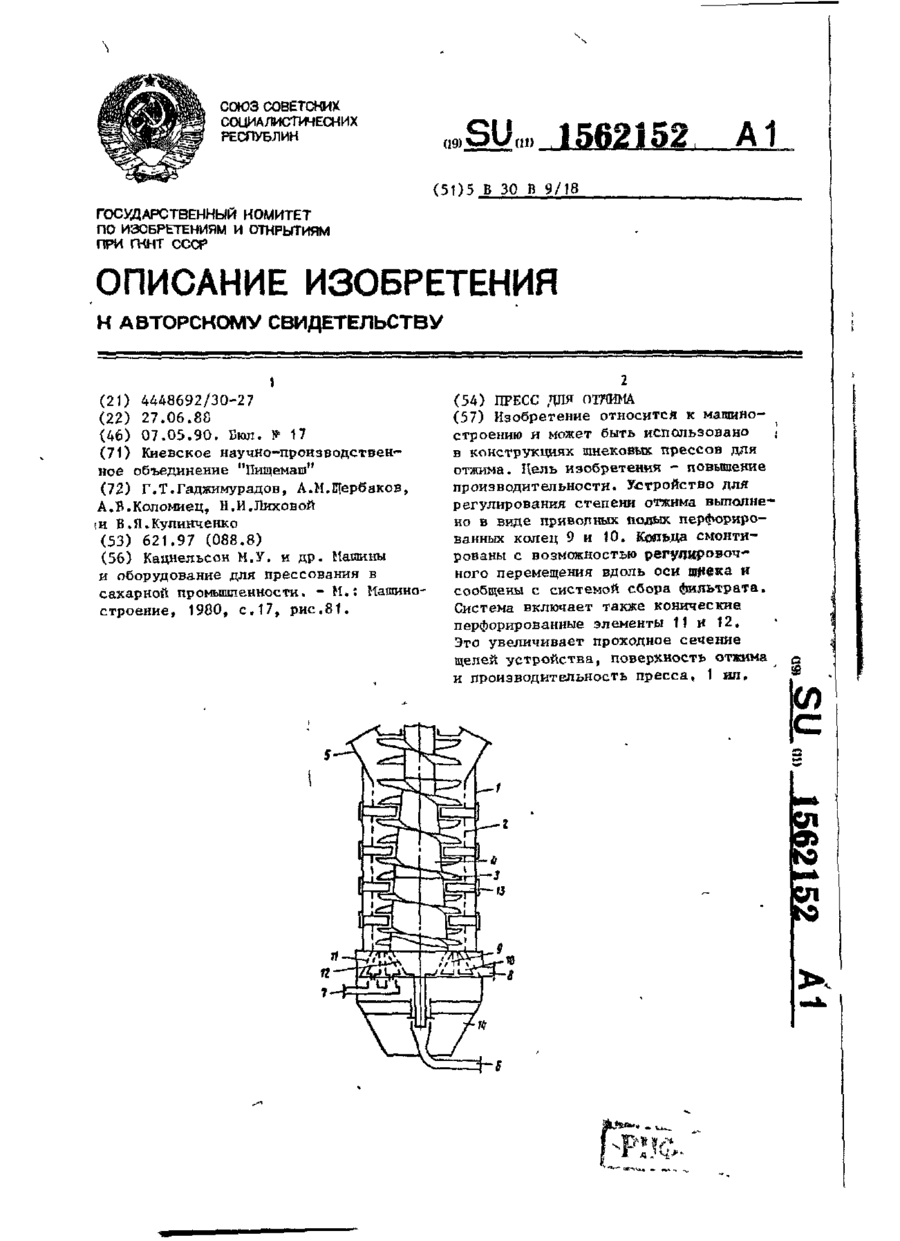
Пресс для отжима преимущественно свекловичного жома, содержащий цилиндрический корпус со смонтированными в нем ситовым поясом, приводной шнек с перфорированным валом, загрузочный бункер, устройство регулирования степени отжима в виде конусного запорного элемента с перфорированной рабочей поверхностью, смонтированного на шнеке, и перфорированного конусного элемента, смонтированного на ситовом поясе, и систему сбора фильтрата, отличающийся...
Спосіб автоматичного управління витяжки електролізних ванн для виробництва алюмінію і пристрій для його здійснення
Номер патенту: 5564
Опубліковано: 28.12.1994
Автори: Бернар Лангон, Жорж Дюпра, Бенуа Сюльмон
МПК: C25C 3/20
Мітки: електролізних, ванн, спосіб, управління, здійснення, виробництва, витяжки, автоматичного, пристрій, алюмінію
Формула / Реферат:
1.Способ автоматического управления вытяжкой электролизных ванн для производства алюминия, преимущественно при производстве алюминия методом огневого электролиза по технологии фирмы Алл-Эру в электролизерах со съемными кожухами и системой газоочистки, включающий отвод газов от каждого электролизера по меньшей мере через один отсасывающий канал, соединенный с общей для всех электролизеров системой всасывания, отличающийся тем, что, с...
Прес пакетировочний на пересувній платформі
Номер патенту: 4578
Опубліковано: 28.12.1994
Автори: Романова Ларіса Олексієвна, Бобильов Олександр Леонідович, Волошин Олексій Іванович, Потураєв Валентин Микитович, Шайдров Юрій Олександрович
МПК: B30B 9/32
Мітки: платформи, пакетировочний, пересувний, прес
Формула / Реферат:
(57) Пресс пакетировочный на передвижной платформе, содержащий смонтированную на последней рабочую камеру прессования с приводной поворотной крышкой и приводными ползунами предварительной и оконча тельной ступеней прессования, отличающийся тем, что он снабжен дополнительными ползунами с соосными им приводными цилиндрами, ползуны выполнены с клиновыми рабочими поверхностями, обращенными к оси камеры прессования, при этом ползуны...
Попередній патент: Механізм повороту лопаток осьового вентилятора
Наступний патент: Пристрій для вирощування рослин
Випадковий патент: Формувач відхиляючих сигналів пристрою відображення інформації на електронно-променевій трубці