Спосіб отримання штаби з сталі, яка формується
Номер патенту: 57707
Опубліковано: 15.07.2003
Автори: Пронк Корнеліс, Конеліссен Маркус Корнеліс Марія, ДЕН ХАРТОГ Хьюберт Віллем
Формула / Реферат
1. Спосіб отримання штаби з сталі, що формується, що включає наступні етапи в наступному порядку:
(і) формування рідкої сталі шляхом безперервного лиття в сляб, що має товщину не більше за 100 мм,
(іі) плющення сляба, коли після лиття він все ще знаходиться в гарячому стані і в аустенітній області, в проміжний сляб, що має товщину в діапазоні від 5 до 20 мм,
(ііі) охолоджування проміжного сляба до температури нижче за температуру Аr3 сталі,
(iv) витримка проміжного сляба в камері для температурної гомогенізації,
(v) плющення проміжного сляба в смугу, з отриманням як мінімум за один прохід плющення зменшення товщини більш ніж на 50 %; при цьому проміжний сляб знаходиться при температурі нижче за Tt, при якій 75 % сталі перетворюється в ферит, і вище за 200°С,
(vi) намотування смуги при температурі вище за 500°С.
2. Спосіб за п. 1, в якому на етапі (і) проводиться зменшення товщини сталі, яка була відлита, поки її серцевина ще рідка.
3. Спосіб за п. 1 або п. 2, в якому на згаданому етапі (iv) згадана камера знаходиться як мінімум в одному з пристроїв - пічному пристрої, що вміщає згаданий проміжний сляб, і намотувальному пристрої, в якому згаданий проміжний сляб намотується.
4. Спосіб за пп. 1, 2 або 3, в якому від безперервного лиття на етапі (і) до намотування на етапі (vi) сталь загалом практично не зазнає повторного нагріву, за винятком деякої кількості тепла, що виробляється при плющенні.
5. Спосіб за будь-яким з пп. 1-4, в якому товщина смуги, що виробляється на етапі (v), знаходиться в діапазоні 0,7-1,5 мм.
6. Спосіб за будь-яким з пп. 1-5, який на етапі (v) включає як мінімум один прохід плющення зі змазкою.
7. Спосіб за будь-яким з пп. 1-6, в якому на етапі (iv) згаданий проміжний сляб знаходиться при температурі нижче за Tt і вище за 200°С.
Текст
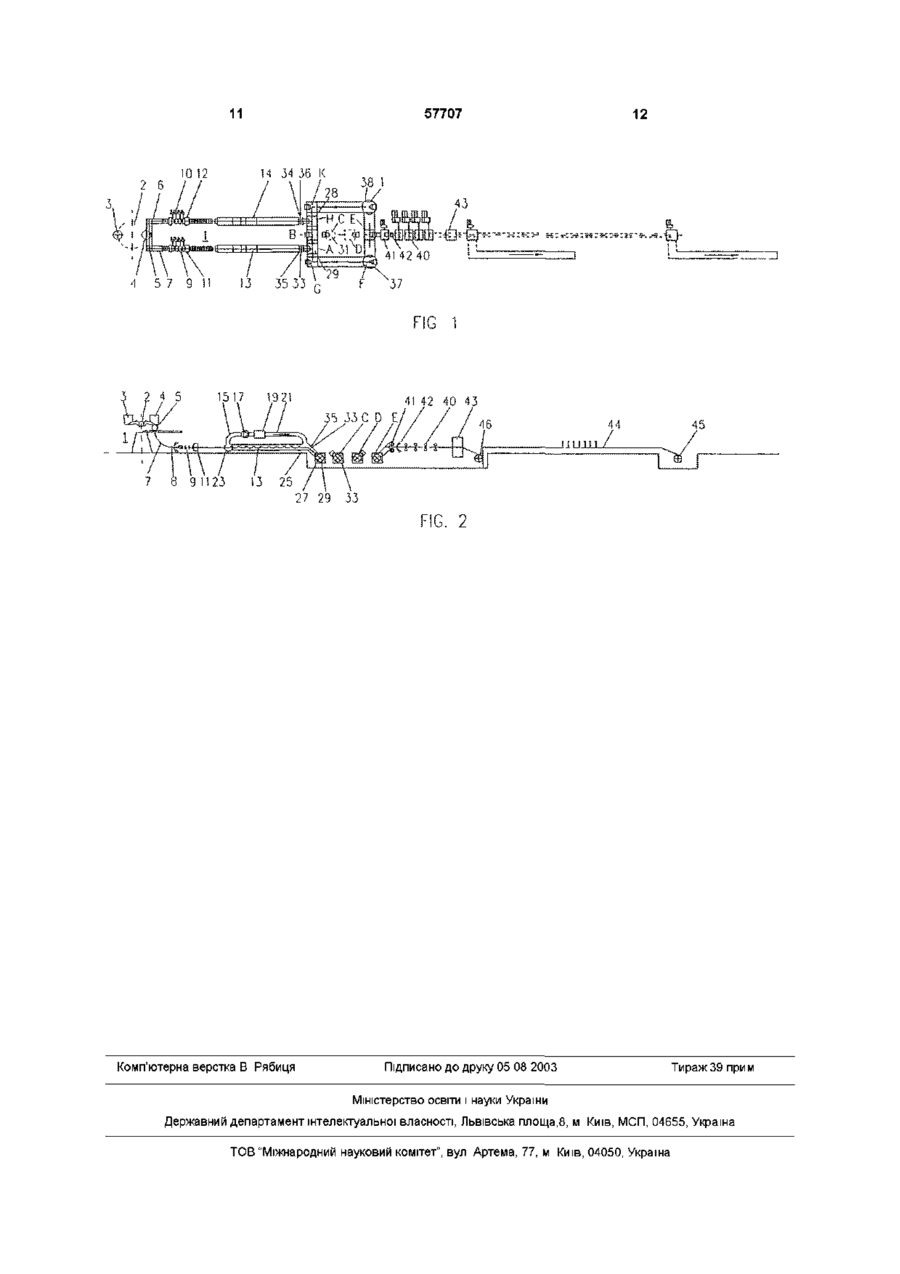
1 Спосіб отримання штаби з сталі, що формується, що включає наступні етапи в наступному порядку (і) формування рідкої сталі шляхом безперервного лиття в сляб, що має товщину не більше за 100 мм, (м) плющення сляба, коли після лиття він все ще знаходиться в гарячому стані і в аустенітній області, в проміжний сляб, що має товщину в діапазоні від 5 до 20 мм, (їм) охолоджування проміжного сляба до температури нижче за температуру Агз сталі, (iv) витримка проміжного сляба в камері для температурної гомогенізації, (v) плющення проміжного сляба в смугу, з отри манням як мінімум за один прохід плющення зменшення товщини більш ніж на 50 %, при цьому проміжний сляб знаходиться при температурі нижче за Tt, при якій 75 % сталі перетворюється в ферит, і вище за 200°С, (vi) намотування смуги при температурі вище за 500°С 2 Спосіб за п 1, в якому на етапі (і) проводиться зменшення товщини сталі, яка була відлита, поки и серцевина ще рідка 3 Спосіб за п 1 або п 2, в якому на згаданому етапі (iv) згадана камера знаходиться як мінімум в одному з пристроїв - пічному пристрої, що вміщає згаданий проміжний сляб, і намотувальному пристрої, в якому згаданий проміжний сляб намотується Винахід відноситься до способу отримання смуги з сталі, яка формується Опис відомої технологи У ЕР-А-370575 описаний спосіб отримання стальних смуг, які формуються, згідно з яким рідку сталь на ливарній машині безперервної дії формують в тонкий сляб товщиною менше за 100мм, потім, при використанні тепла лиття, стальний сляб прокатують в аустенітній області в проміжний сляб Проміжний сляб охолоджують до температури нижче за Агз, і, при температурі нижче за Tt при якої 75% матеріали перетворюються в ферит, і вище за 200°С прокатують в смугу Недолік цього способу полягає в тому, що при використанні його для виробництва стальних смуг з хорошою формуємостю потрібно складна установка як через необхідність великого зменшення товщини в феритній області, так і через необхідність в перекришталізаційних печах для отримання бажаної структури Подібні способи, що стосуються теперішнього опису, приведені в ЕР-А - 306076 і ЕР-А - 504999 4 Спосіб за пп 1 , 2 або 3, в якому від безперервного лиття на етапі (і) до намотування на етапі (vi) сталь загалом практично не зазнає повторного нагріву, за винятком деякої КІЛЬКОСТІ тепла, що виробляється при плющенні 5 Спосіб за будь-яким з пп 1-4, в якому товщина смуги, що виробляється на етапі (v), знаходиться в діапазоні 0,7-1,5 мм 6 Спосіб за будь-яким з пп 1-5, який на етапі (v) включає як мінімум один прохід плющення зі змазкою 7 Спосіб за будь-яким з пп 1-6, в якому на етапі (iv) згаданий проміжний сляб знаходиться при температурі нижче за Tt і вище за 200°С Резюме винаходу Єдиною задачею винаходу є створення спосо О і о 1^ 1^ ю 57707 бу, який може здійснюватися безперервно і за допомогою простою установки, і яким може бути отримана стальна смуга з хорошою формуємостю З одного боку, винахід надає спосіб отримання смуги сталі, яка формується, що включає наступні етапи в наступному порядку (і) формування рідкої сталі шляхом безперервного лиття в сляб, що має товщину не більше за 100мм, (м) плющення сляба, коли після лиття він все ще знаходиться в гарячому стані і в аустенітній області, в проміжний сляб, що має товщину в діапазоні від 5 до 20мм, (їм) охолоджування проміжного сляба до температури нижче за температуру Агз стали, (iv) витримка проміжного сляба в камері для температурної гомогенізації, (v) плющення проміжного сляба в смугу, з отриманням як мінімум за один прохід плющення зменшення товщини більш ніж на 50 %, при цьому проміжний сляб знаходиться при температурі нижче за Tt, при якій 75% сталі перетворюється в ферит, і вище за 200°С, (vi) намотування смуги при температурі вище за 500°С Цей спосіб вимагає меншої КІЛЬКОСТІ технологічних стадій За допомогою цього способу може бути досягнута хороша формуємось без перекришталізаційного відпалу стальної смуги Чистова ЛІНІЯ, за допомогою якої проміжний сляб прокатується в смугу, може мати просту конструкцію, оскільки здійснюється лише невелике зменшення товщини Інша перевага полягає втому, що, оскільки основна температура протягом процесу в середньому вище, зусилля плющення в середньому нижче Тому установка для здійснення способу може бути більш просту конструкцію і мати більш низьку проектну потужність Наступна перевага полягає в тому, що зберігання сляба перед гомогенізацією надає достатній час для осадження ТіС у випадку стали без міжвузольних атомів Стальна смуга переважно намотується при температурі вище за 600°С Тоді в змотаному рулоні відбувається так званий самовіджиг за рахунок тепла, що міститься в стальній смузі Наступна перевага відносно тонкого проміжного сляба полягає в тому, що зниження товщини в феритній області відносно мало, і тому співвідношення МІЖ ВИХІДНОЮ ШВИДКІСТЮ І ВХІДНОЮ ШВИДКІСТЮ відносно низьке Вихідна швидкість може бути встановлена біля звичайної величини бООм/хв, технологія для якої відома Оскільки проміжний сляб відносно тонкий, вхідна швидкість залишається високою За рахунок цього досягається та перевага, що час, протягом якого сляб зазнає впливу навколишньої атмосфери з утворенням оксидів на його поверхні, дуже мало Таким чином, за допомогою даного способу можна виготовляти смугу з малою КІЛЬКІСТЮ оксидної окалини Вхідна швидкість переважно становить >0,8м/с Поліпшені деформаційні властивості стальної смуги виходять за рахунок того, що проміжний сляб як мінімум за один прохід зазнає 50% обтиснення в феритній області Така деформація цілком достатня для введення перекришталізацм Додат кова перевага складається в тому, що при такій деформації падіння температури сталі внаслідок теплових втрат за рахунок віддачі тепла валкам і в довкілля може бути значною мірою компенсовано енергією деформації, що надається сталі під час плющення При такому обтисненні в лінії плющення теплових втрат фактично не відбувається і проміжний сляб може прокатуватися в першій КЛІТІ при відносно низьких температурах із зменшенням утворення оксидів Обтиснення за цей прохід переважно складає менше за 60%, більш переважно менше за 55% При більшій мірі обтиснення значну роль починає грати нелінійність, яка приводить до трудності контролювання сталі, що, прокатується, в прокатному пристрої і після виходу з нього Особливо ефективним є варіант здійснення способу, в якому в феритній області як мінімум за один прохід проводиться плющення зі змазкою Плющення зі змазкою знижує зусилля плющення, забезпечує хороший стан поверхні, а деформація, що прикладається за один прохід, рівномірно розподіляється по поперечному перетину, за рахунок чого забезпечується гомогенність властивостей матеріалу Прохід плющення зі змазкою являє собою такий прохід, при якому виконується більше за 50% обтиснення Кристалічна структура і розподіл розмірів кришталів, сприятлива для феритного плющення, забезпечуються в тому випадку, якщо ливарний сляб, що отримується при безперервному литті, зазнає зменшення товщини, поки його серцевина ще рідка Стальну смугу переважно прокатують до товщини менше за 1,0мм Спосіб по винаходу може здійснюватися за допомогою установки для отримання стальної смуги, що включає (а) ливарну машину безперервної дії для лиття стального сляба, (б) пічний пристрій, що приймає стальний сляб, відлитий на ливарній машині безперервної дії (можливо, із зменшенням товщини отвердженого сляба до входу в пічний пристрій), призначений для регулювання температури стального сляба, при цьому пічний пристрій має вхідний отвір і вихідний отвір для сляба, а також закритий канал для передачі сляба від вхідного отвору до вихідного отвору, (в) намоточний пристрій для прийняття стального сляба з пічного пристрою, намотування сляба і подальшого розмотування сляба, при цьому намоточний пристрій має камеру, створюючу закритий простір для здійснення в ньому намотування сляба, і вхідний отвір для введення сляба в закритий простір, (г) прокатну установку для прийняття стального сляба, по мірі розмотування його з намоточного пристрою, і плющення сляба в смугу бажаної товщини, і засоби забезпечення неокислюючій газовій атмосфери в пічному пристрої, вздовж його каналу, і в закритому просторі намоточного пристрою, в якій вихідний отвір пічного пристрою газонепроникним образом з'єднується з вхідним отвором намоточного пристрою 57707 Така установка і и переваги, а також специфічні варіанти виконання описані в Міжнародній патентній заявці «Установка для отримання стальної смуги» з тією ж реєстраційною датою, що і теперішня заявка, і на ім'я тих же авторів, з номером посилання НО 848 Зміст вказаної заявки вважається включеним в теперішню заявку за допомогою цього посилання За допомогою такої установки досягається той ефект, що з того часу, коли сляб поступає в пічний пристрій, до того моменту, коли він передається в намоточний пристрій, сляб не контактує із ЗОВНІШНІМ повітрям, а залишається оточеним газоподібною атмосферою бажаного складу При цьому газоподібна атмосфера в пічному пристрої і в намоточному пристрої може бути однаковою або різною Газова атмосфера, що утворюється в пічному пристрої і в намоточному пристрої, є практично неокислююча, хоч вона неминуче буде включати невелику КІЛЬКІСТЬ кисню через просочування повітря Основою цієї атмосфери переважно є азот, хоч може бути використаний і інертний газ, такий як аргон, якщо його висока вартість не є перешкодою Азот може містити добавку, ингибуючу азотування поверхні стали, відому з технології періодичного відпалу стали Газова атмосфера може містити водяну пару Типовий пічний пристрій споруджується як електрична піч, в якій, за допомогою резистивного або індуктивного нагріву, енергія подається до сляба таким чином, щоб після охолоджування через видалення окалини шляхом розбризкування води під високим тиском, а також через теплові втрати в довкілля, поверхня сляба знов нагрівалася У разі звичайної установки під час цього нагріву поверхня стикається із звичайною зовнішньою атмосферою протягом відносно великої ДІЛЬНИЦІ і, отже, протягом відносно довгого часу, так що на поверхні знов утвориться оксидна окалина, що являє собою в таких умовах тонкий міцний шар, який практично неможливо видалити повністю за допомогою навіть дуже високого водяного тиску і який зрештою доводиться видаляти протравленням Пічний пристрій може використовуватися тільки для гомогенізації температури стального сляба, або може забезпечувати зміну температури принаймні серцевини сляба У такій установці запобігається контактування сляба із зовнішньою атмосферою при проходженні навіть через відносно довгий пічний пристрій, так що оксидна окалина, що утворюється в печі на ЗОВНІШНІЙ поверхні сляба, мінімізується Як визначено раніше, намоточний пристрій забезпечує закритий простір, тобто, екрануюче пристосування, для підтримки бажаної газоподібної атмосфери в намоточному пристрої У разі звичайної установки сляб намотується в намоточному пристрої при відносно високій температурі і зберігається там деякий час до температурної гомогенізації або в очікуванні подальшої обробки в прокаточній установці У установці, в якій намоточний пристрій містить неокислюючу атмосферу, запобігається окислення сляба або його додаткове окислення під час зберігання в намоточному пристрої Як було згадано, вихід пічного пристрою практично газонепроникно з'єднано з намоточним пристроєм Пічний пристрій і намоточний пристрій переважно з'єднані один з одним роз'ємним чином Інші можливості забезпечуються тим варіантом виконання установки, в якому пічний пристрій оснащено охолоджуючими засобами для охолоджування газу газоподібної атмосфери У цьому варіанті можливо охолоджування сляба в кондиційованій газоподібній атмосфері, після чорнового плющення в аустенітною області, до феритної області, переважно вище за 200°С, або до нижньої частини двофазної аустенітної області, і намотування сляба при такій температурі, яка не дає надмірного утворення окалини на поверхні Поки сляб знаходиться у вказаній температурній області, він може прокатуватися в прокатному пристрої в стальну смугу бажаної товщини Таким чином, даний варіант дає можливість виготовлення в дуже компактній установці стальної смуги, що формується, і яка має властивості холодної смуги відносно поведінки при формуванні і якості поверхні У тих випадках, коли до цих властивостей пред'являються підвищені вимоги, смуга може бути піддана, якщо це бажане, додатковій обробці по звичайній технологи, або в цьому ж технологічному процесі, або в подальшому безперервному процесі Наступна особливість, що забезпечує підвищену гнучкість у використанні, полягає в тому, що намоточний пристрій оснащений сердечником, на якого намотується рулон Обрізний кінець сляба незалежно від того, схильний він чорновому плющенню чи ні, закріпляється на сердечникові і потім намотується в намоточному пристрої в рулон по траєкторії, визначуваний сердечником Ця вимушена траєкторія дає можливість надійному намотуванню в широкому діапазоні товщини сляба Такий спосіб надає велику свободу в тій частині технологічного процесу, яка здійснюється перед намотуванням, і робить можливою намотування тонких, прокатаних слябів Такі сляби мають відносно велику зовнішню поверхню У даній установці ця поверхня захищається від кисню із зовнішньою атмосферою Таким чином, установка може давати максимум вигоди Пояснення до малюнків Далі спосіб по винаходу пояснюється шляхом опису одного із зразкових варіантів установки для здійснення способу, з посиланнями на ВІДПОВІДНІ малюнки Фіг 1 являє собою схематичний вигляд зверху частини установки для здійснення способу по винаходу, і Фіг 2 являє собою схематичний вигляд збоку установки по Фіг 1 Опис варіанту виконання На Фіг 1 показана ливарна машина безперервної дії 1 для лиття в дві нитки Ливарна машина безперервної дії 1 містить ківшеву башту 2, на якій можуть розташовуватися два ковша 3 і 4, кожний з двох ковшів може вміщати близько 300 тонн рідкої сталі Ливарна машина безперервної дії оснащена розливним жолобом 5, який заповнюють з ковшів З і 4 і підтримують заповненим Рідка сталь переходить з розливного жолоба в дві ливарні форми (не показані), з яких сталь, тепер вже в формі частко 57707 во ствердженого сляба з ще рідкою серцевиною, проходить між роликами зігнених рольгангів 6 і 7 Для деяких марок стали може бути бажано зменшити товщину слябу на рольгангах 6 і 7, поки серцевина все ще рідка Цей процес відомий як стиснення Роспилювачі 8 для зняття окалини розташовані на ВИХІДНІЙ стороні двох рольгангів 6 і 7 3 їх допомогою оксидна окалина розпилюється з поверхні сляба за допомогою тиску води біля 200 бар При початковій товщині відливання, наприклад, близько 60мм, сляб після стиснення звичайно все ще має товщину близько 45мм За допомогою 3валкових ЛІНІЙ плющення 9 і 10 сляб зазнає подальшого обтиснення до товщини в діапазоні 1015мм Якщо це бажане, передній і задній КІНЦІ можуть бути відрізані від сляба ножицями 11 і 12, або ж сляб розрізається на частині бажаної довжини Замість відливання тонкого сляба з товщиною менше за 100мм можливе відливання більш товстого сляба, а потім, за допомогою плющення, зокрема, реверсивного плющення, зменшення товщини сляба до величини в діапазоні від 10 до 15мм Даний пристрій використовується для виготовлення смуги, прокоченої в феритній області Для цієї мети сляб переважно прокатується в ЛІНІЯХ плющення 9 і 10 до товщини близько 10мм ПІЧНІ пристрої 13 і 14 використовуються головним чином як охолоджуючі пристрої, можливо, в поєднанні з додатковим нагрівом для компенсації теплових втрат, або ж для місцевого нагріву сляба по мірі необхідності У доповненні до пічного пристрою або замість нього для охолоджування можуть використовуватися вода або повітря Для отримання потрібного ефекту охолоджування газ відсасується через відсасуючу ЛІНІЮ 15, обробляється до потрібного складу і охолоджується в кондицюнуючому пристрої, а потім передається зворотно в пічний пристрій через ЛІНІЮ 21 Обидва пічних пристрої оснащені такими кондицюнуючими пристроями ВІДПОВІДНОЮ величиною температури обтисненого сляба на виході з пічного пристрою є 780°С Способом, описаним вище, сляб намотують в рулон, який зберігають в одному з намоточних пристроїв і в ньому переміщують в позицію Е Це дає можливість температурної гомогенізації в намотаному слябі ПІЧНІ пристрої 13, 14 мають форму камер і оснащені засобами кондицюнування для створення і підтримки в пічному пристрої бажаної неокислюючої газоподібної атмосфери У представленому варіанті виконання засоби кондицюнування пічного пристрою включають відсасуючу ЛІНІЮ 15, насос 17, газо-вимірювальні і газоочищуючі засоби 19, а також ЛІНІЮ подачі 21, по якій газ накачують в пічний пристрій Якщо це бажане, газовимірювальні і газоочищуючі засоби 19 можуть також включати газонагріваючий пристрій для компенсації яких-небудь теплових втрат Так, для регулювання температури газу можуть бути задіяні теплообмінники, що використовують для подачі тепла енергію згоряння газу, а для охолоджування -воду Пічний пристрій на ВХІДНІЙ І ВИХІДНІЙ сторонах містить отвори 23, 25, що мають ущільненні при 8 стосування, що запобігають небажаному проникненню газу з навколишньою атмосферою ВІДПОВІДНОЮ величиною температури обтисненого сляба на виході з пічного пристрою є 780°С Пічний пристрій сполучений практично газонепроникним образом з намоточним пристроєм 27, який містить свою практично газонепроникну камеру, в якій сляб намотують в рулон Намоточний пристрій переважно оснащений сердечником 29, який підтримує рулон по мірі намотування У цьому варіанті виконання газова атмосфера, що створюється в пічному пристрої, також переходить і в намоточний пристрій, коли останній приєднаний до пічного пристрою Як альтернативний варіант, обидва пристрої - пічний і намоточний можуть бути оснащені засобами кондицюнування, як описано вище, для створення бажаної атмосфери Як передбачено конструкцією, фактично синхронно з намотуванням сляба в намоточному пристрої 27, сляб, що відпивається на ІНШІЙ НИТЦІ, намотують в намоточному пристрої 28, оснащеному сердечником ЗО (не показаний) Кожен з намоточних пристроїв 27 і 28 і пічних пристроїв 13 і 14 оснащено ущільнюючим пристосуванням 33, 35, 34, 36, ВІДПОВІДНО, за допомогою яких намоточні пристрої і ПІЧНІ пристрої можуть ущільнятися при роз'єднанні, так, щоб після роз'єднання з навколишньої атмосфери не проникав ніякий газ, і газоподібна атмосфера в намоточних пристроях і пічних пристроях залишалася захищеною Ущільнююче пристосування для отворів пічних пристроїв і намоточних пристроїв переважно являє собою стальні заслонки, що здвигаються в закрите положення, або ж це можуть бути двері з приводом Щоб мінімізувати витік газу, додатково можуть встановлюватися гнучкі шторки Як тільки намоточний пристрій 27 заповнюється слябом намотаним в рулон, цей намоточний пристрій 27 від'єднують від пічного пристрою 13 і переводять з положення А (див Фіг 1) через положення В в положення С В положенні С є турнікет 31 (не показаний), за допомогою якого намоточний пристрій в положенні С може бути повернено на 180° навколо вертикальної осі Після повороту намоточний пристрій пересувають через положення очікування D в положення входу Е Поки намоточний пристрій переходить з положення А в положення Е, пустий намоточний пристрій рухається з положення Е до турнікета 37, що знаходиться в положенні F Після повороту на 180° навколо вертикальної осі за допомогою турнікета 37 намоточний пристрій пересувають через положення G в початкове положення А, де він готовий прийняти свіжий сляб ВІДПОВІДНИЙ спосіб обробки застосовується і для другої нитки, де намоточний пристрій 28, заповнений рулоном, переводять з положення В в положення С, і після повороту на 180° - в положення D Намоточний пристрій залишається в цьому положенні, поки інший намоточний пристрій, що розмотується в теперішній момент, наприклад, намоточний пристрій 27, спустошується в положенні Е і переміщається у вільне тепер положення F Як тільки намоточний пристрій 28 покидає положення В, пустий намоточний пристрій з поло 57707 ження І, після повороту на 180° навколо вертикальної осі за допомогою турнікета 38, переміщують через положення К, щоб зайняти положення прибраного намоточного пристрою 28 Новий сляб, що подається з пічного пристрою 14, може намотуватися в пустому намоточному пристрої Вздовж маршруту, по якому переміщаються намоточні пристрої, установлені різні прилади, переважно провідники електричного струму (не показані), щоб забезпечити подачу електроенергії для внутрішнього нагріву намоточних пристроїв по мірі необхідності 3 цією метою намоточний пристрій містить злектронагріваючі пристосування для нагріву рулонів і контакти для передачі енергії від закріплених провідників Маршрут В, С, D, Е є спільним і використовується, як описане вище, намоточними пристроями обох ниток У положенні С є можливість обертання, а положення D є положенням очікування, в якому рулон готовий до переміщення в положення Е, як тільки воно звільниться Положення С і D можуть мінятися один з одним або можуть співпадати Способом, описаним вище, намоточний пристрій 27 прибуває в положення Е із закритим ущілювальним пристосуванням 33 і з рулоном, що має температуру близько 780°С Після того, як ущільнювання пристосування 33 відкрилося, край зовнішньої частини рулону, ВІДПОВІДНИЙ КІНЦЮ намотаного сляба, подають на ЛІНІЮ плющення При необхідності, початковий край сляба може бути відрізаний ножицями, якщо він має невідповідну форму або склад для подальшої обробки Якщо в середині рулону все-таки зустрінеться оксидна плівка, її можна легко видалити за допомогою пристрою розпилення під високим тиском 42 На практиці утворення оксидів буде незначним, оскільки сляб знаходиться майже постійно в кондиційованій газоподібній атмосфері Оскільки намоточний пристрій повертається на 180°, його первинний вхідний отвір, який тепер є вихідним отвором, може бути підведений впритул до входу в ЛІНІЮ плющення Це також мінімізує утворення оксидів У приведеному прикладі ЛІНІЯ плющення 40 оснащена чотирма клітями і спроектована так, що сляб може прокатуватися в аустенітній області, або, принаймні, при такій температурі, при якій лише мала частина перетворюється в ферит Для низьковуглецевої сталі застосовна мінімальна цільова температура близько 820°С Для контролю товщини, ширини і температур в ЛІНІЮ плющення 10 може бути вбудований регулюючий пристрій 43, після клітей або між ними Як описано вище, пристрій дає той ефект, що по мірі обробки сляба і смуги утвориться менша КІЛЬКІСТЬ оксидів Завдяки цьому, а також завдяки більш низькій швидкості введення в останню ЛІНІЮ плющення 40, яка досягається як додаткова перевага, стає можливим отримання меншої товщини гарячекатаної сталі в порівнянні із звичайною За допомогою описаної установки після лінії плющення 40 може бути отримана вихідна товщина < 1,0мм Після відрізання, якщо воно потрібно, обрізного кінця ножицями 41 і, також якщо потрібно, після видалення окалини за допомогою розпилення під тиском, феритний сляб прокатують в феритній області на лінії плющення 40 до кінцевої товщини, яка, як правило, лежить в діапазоні 0,7-1,5мм Для більшості марок стали подальше охолоджування не потрібно, і феритна смуга може бути намотана в рулон в намоточному пристрої 46, який може розміщуватися на невеликій відстані після лінії плющення Зокрема, в одній з валкових клітей лінії плющення 40, переважно не в першій КЛІТІ, ЗДІЙСНЮЮТЬ зменшення товщини сляба більш ніж на 50%, переважно не більш ніж на 55% У одній з валкових клітей лінії 40, також переважно не в першій КЛІТІ, ЗДІЙСНЮЮТЬ плющення зі змазкою Намотування кінцевої смуги в намоточному пристрої 46 проводять при температурі вище за 500°С, переважно вище за 600°С Таким чином, при використанні даної установки описаним способом, можна використати тепло лиття для виробництва (здійснюваного за допомогою ряду послідовних технологічних стадій) прокоченої в феритній області стальної смуги з хорошими властивостями, особливо відносно якості поверхні ЗОВНІШНІЙ нагрів після лиття може бути усунений (крім деякої КІЛЬКОСТІ тепла, що виробляється при плющенні) Запропоновані маршрути переміщення намоточного пристрою між пічним пристроєм і ЛІНІЄЮ плющення дають можливість споруди дуже компактної конструкції, зокрема в поперечному напрямі відносно руху стали через пристрій Це робить можливим одночасне лиття двох ниток з одного розливного жолоба, при використанні лише однієї ківшевої башти При цьому досягається значне зниження капіталовкладень в установку 11 5 7 9 II ІЗ 3533 FIG 7 12 І0 2 6 1 57707 8 9 1123 13 25 / \ 27 29 \ 33 FIG. Комп'ютерна верстка В Рябиця 1 2 Підписано до друку 05 08 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа,8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of strip from formable steel
Автори англійськоюDen Hartog Huibert Willem
Назва патенту російськоюСпособ получения полосы из формующейся стали
Автори російськоюдэн Хартог Хьюберт Виллэм
МПК / Мітки
МПК: C21D 8/04, B21B 1/46, C21D 9/54
Мітки: формується, яка, отримання, штаби, спосіб, сталі
Код посилання
<a href="https://ua.patents.su/6-57707-sposib-otrimannya-shtabi-z-stali-yaka-formuehtsya.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання штаби з сталі, яка формується</a>
Спосіб отримання стальної стрічки або листа, придатних для використання як сталі для глибокої витяжки
Номер патенту: 39993
Опубліковано: 16.07.2001
Автори: Пронк Корнеліс, ДЕН ХАРТОГ Хьюберт Віллем
МПК: B21B 1/24, C21D 8/04, B21B 1/46
Мітки: стальної, отримання, сталі, стрічки, листа, придатних, глибокої, витяжки, спосіб, використання
Формула / Реферат:
1. Спосіб отримання стальної стрічки або листа, придатних для використання як сталі для глибокої витяжки та виготовлення корпусів консервних банок шляхом глибокої витяжки і витяжки з стоншенням, що включає етапи формування рідкої низьковуглецевої сталі в ливарний сляб, що має товщину менше за 100 мм, за допомогою ливарної машини безперервної дії, плющення сляба в аустенітній області при використанні тепла лиття для зменшення його товщини до...
Спосіб отримання заготовок, переважно для гарячого прокатування листового біметалу, шляхом електрошлакового наплавлення сляба, виконаного з вуглецевої сталі
Номер патенту: 51757
Опубліковано: 16.12.2002
Автори: Шевцов Віктор Львович, Крутіков Радій Георгійович, Хаецький Сергій Петрович, Майданнік Володимир Яковлевич, Пузрін Леонід Густавович
МПК: B23K 25/00, B22D 19/08, B22D 19/16
Мітки: прокатування, гарячого, спосіб, сталі, електрошлакового, шляхом, наплавлення, сляба, переважно, вуглецевої, біметалу, виконаного, заготовок, листового, отримання
Формула / Реферат:
1. Спосіб отримання заготовок, переважно для гарячого прокатування листового біметалу, шляхом електрошлакового наплавлювання сляба, виконаного з вуглецевої сталі, з використанням нерухомого електрода, підключеного до однофазного джерела струму, згідно з яким на грані нерухомого електрода наносять покриття, при цьому на широку грань з боку, зверненого до наплавлюваної поверхні, наносять легкоплавке покриття, а з боку кристалізатора -...
Спосіб отримання захисно-декоративних покриттів на сталі

Номер патенту: 35004
Опубліковано: 15.03.2001
Автор: Смірнов Ігор Володимирович
МПК: C23C 2/02
Мітки: спосіб, отримання, покриттів, сталі, захисно-декоративних
Формула / Реферат:
Спосіб отримання захисно-декоративних покрить на сталі, включаючи насичення з розплаву легкоплавкої евтектики свинець-вісмут, який містить осаджувальні елементи, відрізняється тим, що перед насиченням вироби облуджують і охолоджують до температури , в розплав додають алюміній в кількості 2-3 вес.%, і в якості осаджувальних елементів використовують мідь, бронзу чи латунь,...
Спосіб отримання розплавленого чавуну або напівфабрикатів сталі
Номер патенту: 43905
Опубліковано: 15.01.2002
Автори: ШЕНК Йоханнес-Леопольд, ВАЛЛНЄР Фелікс, КЕППЛІНГЕР Леопольд Вернер
МПК: C22B 5/14, C21B 13/00
Мітки: розплавленого, чавуну, сталі, спосіб, отримання, напівфабрикатів
Формула / Реферат:
1. Спосіб отримання розплавленого чавуну (9) або напівфабрикатів сталі з руди, яку відновлюють як мінімум в одній зоні відновлення в частково і/або повністю відновлене губчасте залізо (4), яке плавлять в плавильно-газифікаційній зоні (8) плавильно-газифікаційного апарата (1) при подачі вуглецевмісного матеріалу і кисню, з одночасним утворенням відновного газу в шарі (13), утвореному з твердих носіїв вуглецю (2), можливо після попереднього...
Спосіб і установка для отримання стальної смуги, розливна машина безперервної дії для лиття тонкого сляба
Номер патенту: 49873
Опубліковано: 15.10.2002
Автор: ДЕН ХАРТОГ Хьюберт Віллем
МПК: B21B 1/24, B22D 11/10, B21B 1/30, B21B 1/46
Мітки: дії, сляба, тонкого, розливна, машина, смуги, лиття, спосіб, отримання, установка, стальної, безперервної
Формула / Реферат:
1. Спосіб отримання стальної смуги, що формується, який включає етапи формування рідкої сталі в мульді розливної машини безперервної дії в тонкий сляб товщиною менше за 150 мм, гомогенізацію в гомогенізаційній печі і плющення сляба в аустенітній області з використанням тепла розливу для отримання проміжного сляба; якщо це бажано - охолоджування проміжного сляба до температури, при якій значна частина сталі переходить в феритну область, і...
Попередній патент: Нейроактивні стероїди ряду андростанів та прегнанів, фармацевтична композиція і спосіб лікування (варіанти)
Наступний патент: Спосіб лікування кифосколіозів
Випадковий патент: Фрита для ґрунтової емалі