Пристрій для зміцнення заготовок тиском
Номер патенту: 58015
Опубліковано: 15.07.2003
Автори: Дугадко Олександр Борисович, Шевченко Борис Антонович, Матросов Микола Іванович, Спусканюк Віктор Захарович, Белошенко Віктор Олександрович, Медведська Ельвіда Олександрівна
Формула / Реферат
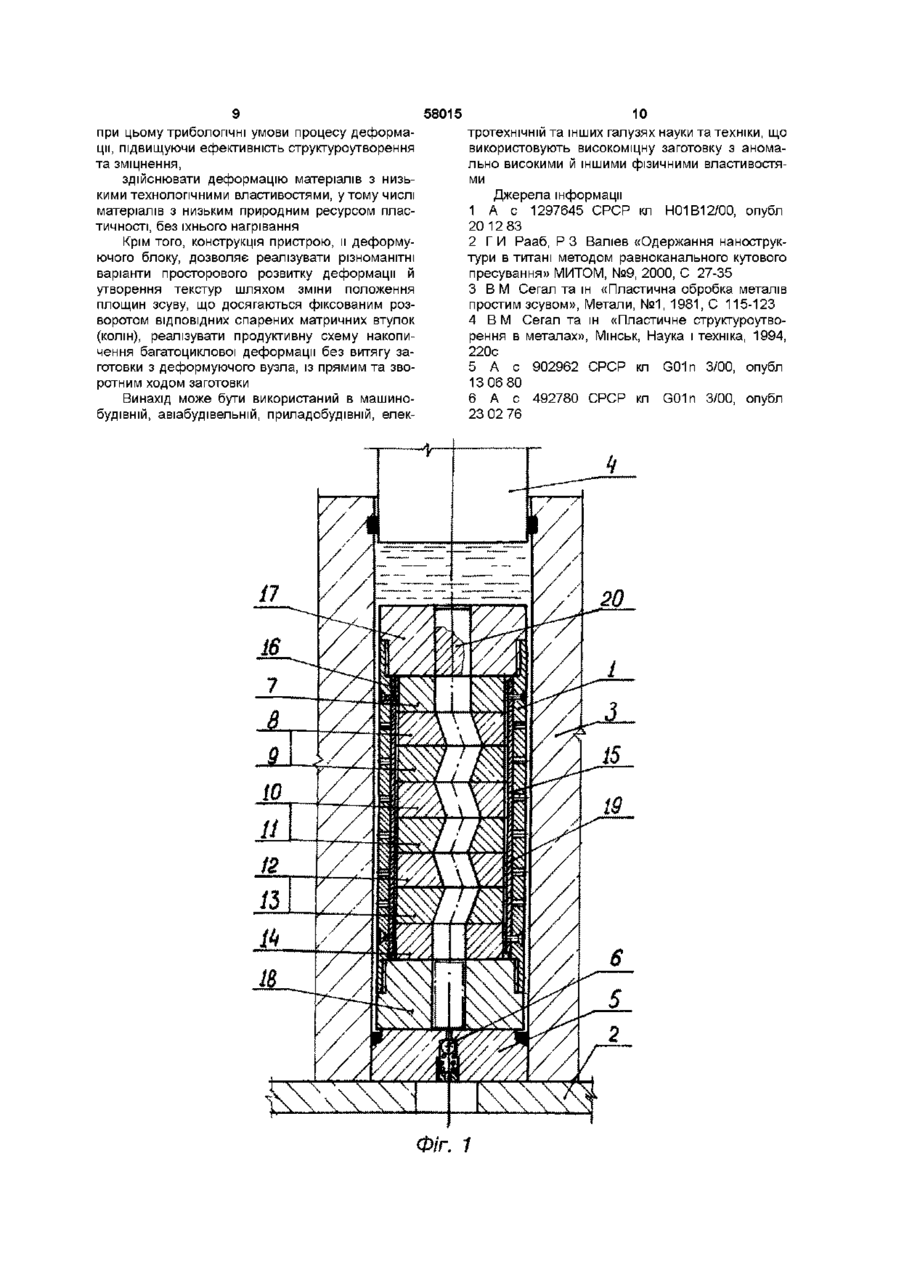
1. Пристрій для зміцнення заготовок тиском, що містить вузол для деформування з поворотних втулок з пересічними каналами однакового перерізу, що дорівнює діаметру заготовки, та вузол навантаження для її проштовхування, який відрізняється тим, що вузол для деформування виконаний у видгляді компакт-блока з набором від 4 та більше легкозмінних рівних по висоті втулок з каналами однакового перерізу, розташованими під кутом один до одного ![]() від 60 та більш градусів, причому канали вхідної та вихідної втулок вертикально співвісні, втулки посаджені у корпусній обоймі компакт-блока по ходовій посадці, оснащені радіальними шпонковими пазами та зафіксовані в ній у радіальному напрямку двома направляючими шпонками, а в осьовому - опорними елементами-гайками з центральним каналом, збіжним з каналами вхідної та вихідної втулок, вузол навантаження виконаний у видгляді генератора високого тиску із силовим органом-контейнером, заповненим робочою рідиною, пуансоном та матрицетримачем з перепускним клапаном, при цьому компакт-блок розміщений у порожнині контейнера високого тиску з зазором та торцевою поверхнею опорного елемента сполучений з матрицетримачем.
від 60 та більш градусів, причому канали вхідної та вихідної втулок вертикально співвісні, втулки посаджені у корпусній обоймі компакт-блока по ходовій посадці, оснащені радіальними шпонковими пазами та зафіксовані в ній у радіальному напрямку двома направляючими шпонками, а в осьовому - опорними елементами-гайками з центральним каналом, збіжним з каналами вхідної та вихідної втулок, вузол навантаження виконаний у видгляді генератора високого тиску із силовим органом-контейнером, заповненим робочою рідиною, пуансоном та матрицетримачем з перепускним клапаном, при цьому компакт-блок розміщений у порожнині контейнера високого тиску з зазором та торцевою поверхнею опорного елемента сполучений з матрицетримачем.
2. Пристрій для зміцнення заготовок тиском по п. 1, який відрізняється тим, що висота опорних елементів компакт-блока дорівнює подвоєній висоті деформуючої втулки.
Текст
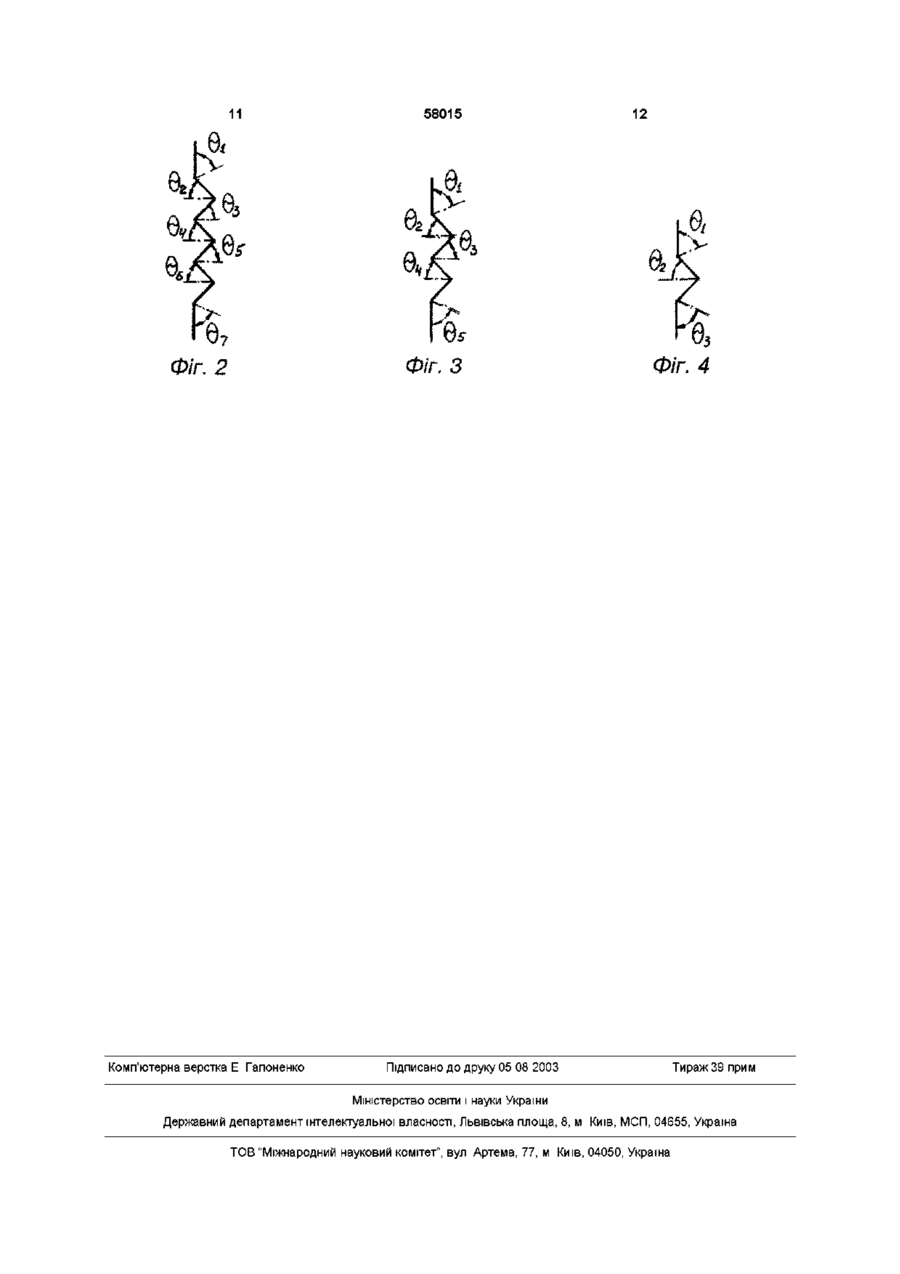
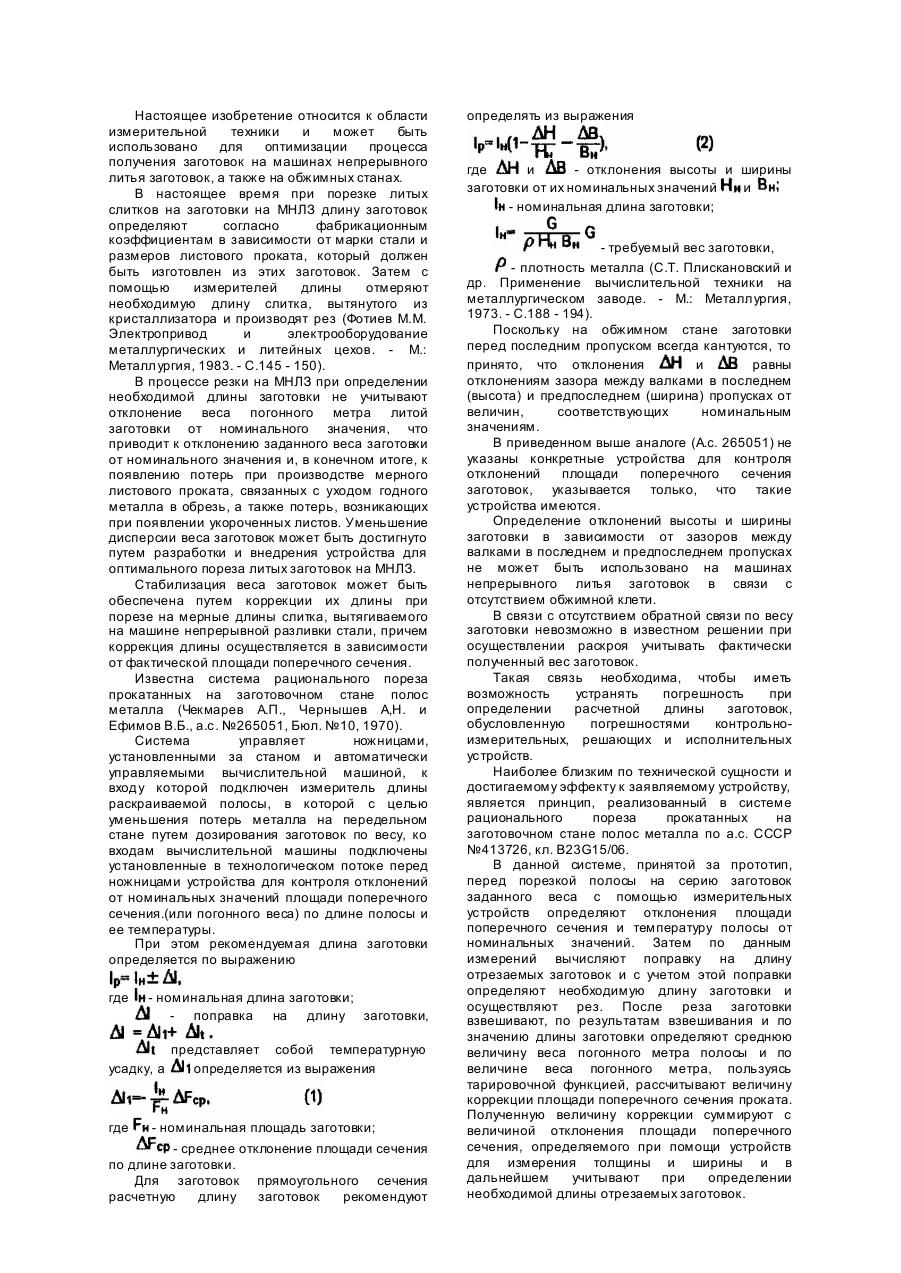
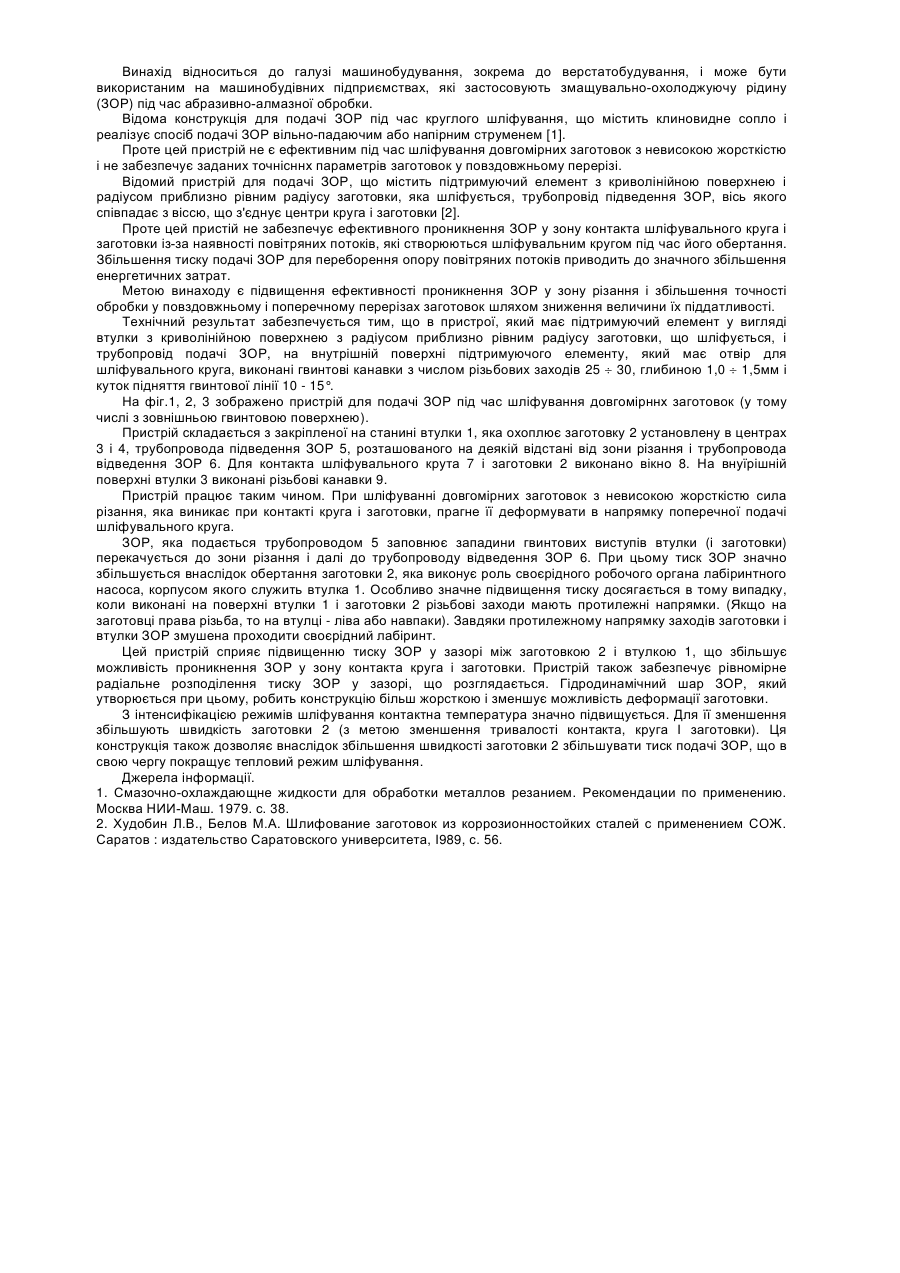
1 Пристрій для зміцнення заготовок тиском, що містить вузол для деформування з поворотних втулок з пересічними каналами однакового перерізу, що дорівнює діаметру заготовки, та вузол навантаження для її проштовхування, який відрізняється тим, що вузол для деформування виконаний у видгляді компакт-блока з набором від 4 та більше легкозмінних рівних по висоті втулок з каналами однакового перерізу, розташованими під кутом один до одного © від 60 та більш градусів, причому канали вхідної та вихідної втулок вертикально СПІВВІСНІ, втулки посаджені у корпусній обоймі компакт-блока по ходовій посадці, оснащені радіальними шпонковими пазами та зафіксовані в ній у радіальному напрямку двома направляючими шпонками, а в осьовому - опорними елементами-гайками з центральним каналом, збіжним з каналами вхідної та вихідної втулок, вузол навантаження виконаний у видгляді генератора високого тиску із силовим органом-контейнером, заповненим робочою рідиною, пуансоном та матрицетримачем з перепускним клапаном, при цьому компакт-блок розміщений у порожнині контейнера високого тиску з зазором та торцевою поверхнею опорного елемента сполучений з матрицетримачем 2 Пристрій для зміцнення заготовок тиском по п 1, який відрізняється тим, що висота опорних елементів компакт-блока дорівнює подвоєній висоті деформуючої втулки Винахід відноситься до області обробки металів тиском, зокрема до пристроїв для деформаційного зміцнення штучних заготовок простим зсувом і може бути використане для формування наноструктурного стану матеріалів на основі кольорових, чорних та тугоплавких металів, маломіцних та важкодеформуюмих сплавів, що визначає істотне підвищення фізико-механічних та спеціальних властивостей Відомий спосіб виготовлення надпровідного проводу [1] при якому стержні зі сплаву ніобію з титаном у мідних оболонках збирають у загальну оболонку і деформують отриману заготовку зі зменшенням її діаметра шляхом послідовних операцій гідропресування з загальною величиною накопиченої деформації (InR) до 32 Отриманий багатоволокнистий провід діаметром 60° один до іншого Канали кінцевих ВХІДНІЙ 7 та ВИХІДНІЙ 14 втулок виконані вертикальними СПІВВІСНО з віссю компакт-блоку Втулки 813 виконані з похилими каналами та розташовані слідом за кінцевими втулками попарно, утворюючи своїми пересічними каналами так називане коліно, просторове положення якого може бути змінено поворотом цієї пари навколо своєї центральної осі Таким чином, утворено три коліна втулками ВІДПОВІДНО 8та 9, Ю т а 11, 12та 13 На бічній поверхні втулок виконані радіальні шпонкові пази 19 із кроком розміщення рівним 90° Величина обрана на підставі відомих представлень про вплив маршруту проходження заготовки при багатоцикловому пресуванні на ефективність структурних змін і зміцнення матеріалу Направляючі шпонки 15 та 16 скріплені гвинтами з корпусною обоймою компакт-блоку 1 ТОВСТОСТІННІ втулки 7-14 зафіксовані в корпусній обоймі компакт-блоку 1 у радіальному напрямку направляючими шпонками 15 та 16, а в осьовому напрямку опорними елементами-гайками 17 та 18 Таким чином, усі елементи деформуючого вузла зблоковані в один загальний збірний компакт-блок Опорні елементи-гайки 17 та 18 виконані з центральним каналом, що збігається з каналом кінцевих втулок 7 та 14, їхня висота відповідає подвоєній висоті втулки Компакт-блок 1 розміщений у порожнині контейнера високого тиску 3 із зазором для переті 6 кання робочої рідини та торцевою поверхнею опорного елемента 18 сполучений з матрицедержачем 5 Перепускний клапан 6 служить для підтримки необхідного рівня протитиску та дроселювання при цьому робочій рідині Позицією 20 позначена оброблювана (зміцнювана) заготовка На фіг 2 показана кутова схема каналів пристрою з 8-ю втулками по фіг 1, при цьому ©і=© 7 = 85 75°, ©2=©3=©4=©5=©6=80 60° Як варіант пристрій може бути виконано (фігЗ) з деформуючим блоком з 6-ти втулок, при цьому ©і=©5=85 75°, ©2=©з=©4=80 60°, на фіг 4 показаний варіант з 4-х втулок, ©і=©з=85 75°, ©2=80 60° Переважніше індивідуальний ПІДХІД ДО КОЖНО ГО варіанта з урахуванням гнучкого регулювання умов деформування по переходах і ефективності обробки в цілому Величина кутів пересічення каналів при деформації простим зсувом обрана виходячи з відомих теоретичних та експериментальних даних про вплив основного геометричного параметра, що визначає інтенсивність деформації й ефективність формування наноструктури, на силові характеристики процесу Пристрій працює наступним способом У вихідному положенні тиск у контейнері З відсутній, деформуючий компакт-блок 1 та пуансон 4 витягнуті з контейнера Попередньо готують компакт-блок 1 до роботи, послідовно опускаючи втулки 14-7 у корпусну обойму з фіксацією їх шпонками 15 та 16, формуючи при цьому деформуючий канал з кутами пересічення (фіг 1 та 2) та орієнтуючи коліна розворотом спарених втулок 13-12, 11-10 та 9-8 у потрібному напрямку, а потім затискуючи набір з 8-ми втулок опорними елементами 17 та 18 Підготовлену заготовку 20 поміщають у канал опорного елемента 17 та проштовхують и до контакту з вхідною втулкою 7, попередньо ущільнюючи самим матеріалом Довжину заготовки вибирають виходячи з конкретних умов деформування від 1 до 3 значень висоти втулки І_=(1 3)Нвт Перепускний клапан 6 настроюють на заданий рівень протитиску Потім компакт-блок 1 із заправленою заготовкою 20 опускають у канал контейнера до контакту його опорного елемента 18 з матрицедержачем 5, при цьому здійснюється ущільнення по розніманню компакт-блок та матрицедержач контактним методом за допомогою плоских торцевих сполучених поверхонь Після ЧОГО В контейнер заливають робочу рідину, пускають у хід генератор високого тиску - прес 2, пуансон 4, опускаючись, стискає робочу рідину в контейнері, рідина високого тиску проштовхує заготовку 20 через канали втулок 7-14 у канал опорного елемента 18 На цьому цикл деформації простим зсувом завершується Під ДІЄЮ генератора високого тиску пуансон піднімають нагору, скидають при цьому тиск у контейнері Як робочу рідину використовують касторову олію, мінеральну олію з добавкамизагусниками Після цього витягають компакт-блок з продеформованою заготовкою з контейнера, 58015 перевертають на 180° та знову опускають у контейнер до контакту з матрицедержачем, герметизуючи його Пристрій готовий до чергового циклу деформації (проштовхування) Створюючи робочий тиск рідини в контейнері, продавлюють заготовку в зворотному порядку через канал, утворений послідовно втулками 14-7 І так далі, реалізуючи багатоциклову схему обробки Число циклів визначають виходячи з результатів досліджень структури й ІСПИТІВ фізико-механічний властивостей продеформованого матеріалу заготовки Одиничний ступінь (інтенсивність) деформації визначається обраним кутом пересічних каналів втулок та їх КІЛЬКІСТЮ Сумарна інтенсивність деформації за один цикл пресування визначається кутовою схемою деформуючого каналу (загальною КІЛЬКІСТЮ деформуючих втулок та їх пересічних каналів) КІЛЬКІСТЬ пересічних каналів, що беруть участь в одиничному акті деформації, залежить від довжини заготовки Якщо довжина обраної заготовки відповідає висоті деформуючої втулки КІЛЬКІСТЬ пересічних каналів складає 2, при довжині заготовки рівній подвоєній висоті деформуючої втулки КІЛЬКІСТЬ пересічних каналів складає З, а при потроєній довжині заготовки КІЛЬКІСТЬ пересічних каналів в одиничному акті деформації складає 4 При конструктивному виконанні елементів деформуючого вузла, схемі розміщення та геометричних характеристиках ©=85 75° та ©2=80 60° одиничний ступінь деформації (інтенсивність деформації ДГ) при цьому складає, ВІДПОВІДНО, ДГ2=0,175 0,538, ДГ3=0,525 1,68, ДГ4=0,7 2 2,216 Сумарна інтенсивність деформації за один цикл проштовхування заготовки при трьох можливих варіантах виконання компакт-блоку (фіг 2, фіг 3 та фіг 4) складає, ВІДПОВІДНО, при кутовій схемі з 4-х пересічних каналів при наборі з 4-х втулок Г4=0,7 2,216, при кутовій схемі з 6-ти пересічних каналів при наборі з 6-ти втулок Гє=1,05 3,36, при наборі з 8-ми втулок сумарна інтенсивність Гз=1,4 4,536 Регламентовані висота опорних елементів та довжина заготовки є обов'язковою умовою здійснення деформації в дрібному режимі в широкому інтервалі одиничних інтенсивностей ДГ від 0,175 до 2,216, реалізації продуктивної схеми накопичення (багатоциклової) деформації без витягу заготовки з компакт-блоку, тобто з прямим та зворотним ходом заготовки в деформуючому каналі Порядок роботи пристрою з забезпеченням умов протитиску відрізняється тим, що перед опусканням компакт-блоку в контейнер останній попередньо заповнюється робочою рідиною При опусканні компакт-блоку робоча рідина заповнить порожнину деформуючого каналу перед заготовкою При проштовхуванні заготовки (робочому циклі) В об'ємі з рідиною створюється тиск, рівень якого визначається настроюванням перепускного клапана Протитиск сприятливо позначається на умовах обробки полегшується зовнішнє тертя, підвищується ефективність структуроутворення та зміцнення При просуванні заготовки по каналу 8 рідина дроселює в атмосферу через перепускний клапан, тим самим підтримується постійний рівень протитиску та створюється можливість здійснення повного циклу проштовхування Конструктивні особливості виконання деформуючих втулок легкозмінних та взаємозамінних, з можливістю фіксованого розвороту навколо своєї осі, забезпечують відносно просту, з малою трудомісткістю, переналагодження та роботу при різних кутових схемах деформуючого каналу (варіантах) у широкому інтервалі можливих одиничних та сумарних інтенсивностей пластичної деформації зсувом зі зміною (на 90°) маршруту проходження заготовки при багатоцикловому пресуванні, зокрема, за одну операцію проштовхування, підвищуючи при цьому однорідність структуроутворення Особливості та технологічні можливості (переваги) дрібних схем деформації (ДГ=0,35 1,42), реалізованих конструкцією пропонованого пристрою, випробувані деформацією заготовок з МІДІ МВЭ та алюмінію діаметром 15мм і довжиною 4060мм по зазначених схемах з різним числом циклів (до 10) Після 10 циклів деформації мідної заготовки (©1=80°, ©2=70°, ДГ=1,05 1,42) матеріал характеризувався формуванням дрібнозернистої структури (~0,Змкм) зі збільшенням значень мікроміцності від 2 до 3 разів, тобто дрібні схеми деформації (ДГ
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for strengthening of blanks by pressure
Автори англійськоюMedvedska Elvida Oleksandrivna, Matrosov Mykola Ivanovych, Duhadko Oleksandr Borysovych, Spuskaniuk Viktor Zakharovych
Назва патенту російськоюУстройство для упрочнения заготовок давлением
Автори російськоюМедведская Эльвида Александровна, Матросов Николай Иванович, Дугадко Александр Борисович, Спусканюк Виктор Захарович
МПК / Мітки
МПК: B21C 25/00, B21C 23/00
Мітки: зміцнення, пристрій, заготовок, тиском
Код посилання
<a href="https://ua.patents.su/6-58015-pristrijj-dlya-zmicnennya-zagotovok-tiskom.html" target="_blank" rel="follow" title="База патентів України">Пристрій для зміцнення заготовок тиском</a>
Пристрій для одержання заготовок стабільної маси на машинах безперервного лиття заготовок
Номер патенту: 17491
Опубліковано: 06.05.1997
Автор: Зайцев Вадим Сергійович
МПК: B22D 11/126
Мітки: заготовок, лиття, маси, стабільної, пристрій, безперервного, машинах, одержання
Формула / Реферат:
Устройство для получения заготовок стабильной массы на машинах непрерывного литья заготовок, содержащее блоки измерителей отклонения площади поперечного сечения, температуры, длины и веса, выходы которых подключены ко входам вычислительной машины, выход которой подключен ко входу схемы управления машиной огневой резки заготовок, отличающееся тем, что в состав устройства введен дополнительный блок статистического учета отклонения площади...
Пристрій для подачі змащувально-охолоджувальної рідини під час шліфування довгомірних заготовок
Номер патенту: 46497
Опубліковано: 15.05.2002
Автори: Онищенко Анатолій Миколайович, Степанов Михайло Сергійович, Шевченко Євген Олексійович
МПК: B24B 55/00
Мітки: подачі, пристрій, змащувально-охолоджувальної, довгомірних, рідини, заготовок, шліфування
Формула / Реферат:
Пристрій для подачі змащувально-охолоджувальної рідини (ЗОР) під час шліфування довгомірних заготовок, що містить підтримуючий елемент у вигляді втулки з криволінійною поверхнею з радіусом, який приблизно дорівнює радіусу заготовки, що шліфується, і трубопровід підведення ЗОР, який відрізняється тим, що на внутрішній поверхні підтримуючого елемента, який має отвір для шліфувального круга, виконані гвинтові канавки з числом нарізних заходів,...
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Ларіонов Олександр Олексійович, Каплан Володимир Нусійович, Кац Григорій Аронович, Акулов Валєрій Володимирович
МПК: B22D 11/16
Мітки: лиття, мірних, однострумковій, машини, заготовок, отримання, спосіб, кратних, безперервного
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Пристрій для горизонтального безперервного лиття заготовок

Номер патенту: 4670
Опубліковано: 28.12.1994
Автори: Козаченко Станіслав Митрофанович, Богданов Аркадій Іванович, Корягін Олексій Федорович, Бєлякова Лілія Іванівна
МПК: B22D 11/10
Мітки: горизонтального, безперервного, лиття, заготовок, пристрій
Текст:
...в течение 130-150 часов и прекращался из-за механического износа рабочей поверхности графитового кристаллизатора, приводившего к ухудшению качества непрерывнолитых заготовок. При этом, износа промежуточной втулки не наблюдаСнабжение устройства соединительной лось, что обеспечило повышение втулкой, расположенной между металлоприемником и входным концом кристаллизато- 55 стабильности процесса литья в 2-3 раза и снижение затрат на 10-15%. ра,...
Спосіб зміцнення матеріалу і пристрій для його здійснення
Номер патенту: 46999
Опубліковано: 17.06.2002
Автори: Синков Вадим Грогорович, Бейгельзімер Яков Юхимович, Синков Сергій Григорович, Варюхін Віктор Миколайович, Сапронов Олександр Миколайович
МПК: B21C 25/00
Мітки: пристрій, зміцнення, здійснення, матеріалу, спосіб
Формула / Реферат:
1. Спосіб зміцнення матеріалу, що полягає в накопиченні великих пластичних деформацій в один чи кілька деформаційних переходів шляхом інтенсивної пластичної деформації зсувом при збереженні розмірів вихідної заготівки на кінцевій стадії деформування, який відрізняється тим, що заготівку деформують у матриці двома чи декількома пуансонами по всій поверхні торця заготівки, які впливають поперемінно на глибину не менш 2/3 її висоти, причому...
Попередній патент: Дихальний апарат
Наступний патент: Пристрій для завантаження сипких матеріалів в клапанні мішки
Випадковий патент: Препарат-вакцина для профілактики вірусних захворювань