Пристрій для горизонтального безперервного лиття заготовок
Номер патенту: 4670
Опубліковано: 28.12.1994
Автори: Богданов Аркадій Іванович, Корягін Олексій Федорович, Козаченко Станіслав Митрофанович, Бєлякова Лілія Іванівна

Текст
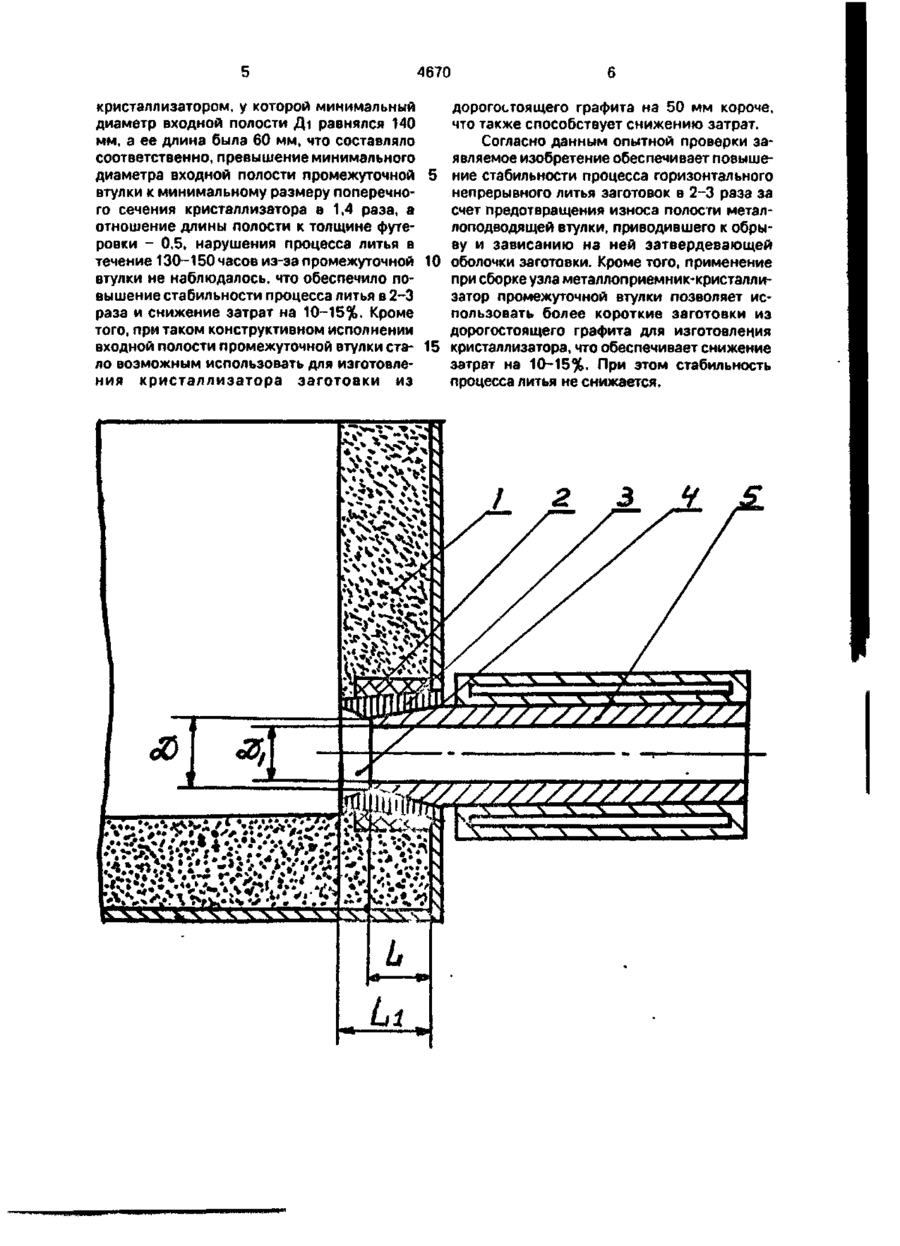
Устройство для горизонтального непрерывного литья заготовок, содержащее футе рованный металлоприемник, охлаждаемый кристаллизатор и соединительную огнеупорную втулку с конической посадочной поверхностью, о т л и ч а ю щ е е с я тем, что оно снабжено промежуточной втулкой, размещенной между соединительной втулкой и кристаллизатором и выполненной с расширенной в направлении металлоприемника входной полостью, минимальный диаметр которой в 1,1...1,4 раза превышает минимальный размер поперечного сечения кристаллизатора, а длина полости составляет 0,1...0,5 толщины футеровки металлоприемника. С > Изобретение относится к металлургии и предназначено для использования на МНЛЗ горизонтального или наклонного типа при производстве заготовок из металлов и сплавов. Известно устройство для горизонтального непрерывного литья заготовок, содержащее металлоприемник, соединенный с охлаждаемым кристаллизатором посредством установочной втулки из огнеупорного материала, размещенной в футеровке металлоприемника соосно выпускному отверстию. Втулка имеет наружную поверхность конической формы, а место соединения ее с входным концом графитового кристаллизатора и входная полость металлоприемника выполнены цилиндрическими [1]. К недостаткам известного устройства можно отнести т , что в известном устройстк ву fy ве не обеспечивается стабильность процесса литья и снижение затрат. Указанные недостатки обусловлены тем, что во время разливок происходит разрушение входной полости, образованной футеровкой металлоприемника и соединительной втулкой. В результате чего возрастает усилие вытягивания, что приводит к обрыву и зависанию затвердевшей оболочки заготовки, а следовательно, к прекращению процесса литья через 30-40 часов. Износу входной полости способствуют также поперечные стыки, образующиеся между футеровкой металлоприемника и торцом установочной втулки, а также установочной втулкой и входным торцом кристаллизатора. Кроме того, износу способствует и шаговый режим извлечения заготовки из кристаллизатора, применяемый при горизонтальном непрерывном литье при котором на каждом О 4670 На чертеже изображен продольный рзз рез устройства для горизонтального непре; рывного литья заготовок. Устройство содержит футерованный металлоприемник 1, в котором размещена со единительная втулка 2 из огнеупорного материала с коническим посадочным местом, в которое входит промежуточная втулка 3, с расширяющейся в направлении металлоприемника 1 полостью 4, длина которой равна L и охлаждаемый кристаллизатор 5, сопряженный с промежуточной втулкой 3 конической поверхностью. В процессе горизонтального непрерывного литья круглых заготовок диаметром 100 мм из меди и ее сплавов, а также чугуна в прямоугольные заготовки 100x120 мм было успешно опробовано устройство, содержащее металлоприемник 1, в футеровке которого установлена втулка 2, выполненная из шамота, в которую входила промежуточная втулка 3, изготовленная из графитошамота, сопряженная с кристаллизатором 5. сделанным из графита марки МГ-1. Поверхность сопряжения кристаллизатора 5 с промежуточной втулкой 3 выполнена конической формы. Толщина футеровки металлоприемника 1 составляла 120 мм. Вытягивание заготовки из кристаллизатора производили в шаговом режиме, т.е. с периодическими остановками. Шаг вытягивания равнялся 1040 мм, скорость литья составляла 0.3-0,5 м/мм. Охлаждение кристаллизатора осуществляли водой. П р и м е р 1. При разливке сплавов на медной основе в круглые заготовки диаметром 100 мм через охлаждаемый кристаллизатор, соединенный с футерованным металлоприемникрм посредством промежуточной втулки, у которой минимальный диаметр входной полости Di равнялся 110 мм, а ее длина была 12 мм. Превышение минимального диаметра входной полости к размеру поперечного сечения кристаллизатора составляло в 1,1 раза, а отношение длины входной полости к толщине футеровки равнялось 0,1. Процесс литья протекал стабильно в течение 130-150 часов и прекращался из-за механического износа рабочей поверхности графитового кристаллизатора, приводившего к ухудшению качества непрерывнолитых заготовок. При этом, износа промежуточной втулки не наблюдаСнабжение устройства соединительной лось, что обеспечило повышение втулкой, расположенной между металлоприемником и входным концом кристаллизато- 55 стабильности процесса литья в 2-3 раза и снижение затрат на 10-15%. ра, входная полость которой расширяется в направлении металлоприемника, позволит П р и м е р 2. При отливке прямоугольных обеспечить повышение стабильности прозаготовок 100x120 мм из чугуна на устройстцесса литья, снижение затрат и улучшение ве, содержащем промежуточную втулку, сокачества непрерывнолитых заготовок. единяющую металлоприемник с шаге происходит затекание и затвердева1 ние расплава в стыках, который при вытягивании вызывает механический износ подводящей полости. Не способствует стабильности процесса литья и наличие цилин- 5 дрической входной полости, т.к. в месте соединения этой полости с торцевой стенкой соединительной втулки образуется застойная зона, препятствующая свободному истечению расплава из металлоприемника 10 в кристаллизатор, что приводит к образованию настыли на входе кристаллизатора. Следует также отметить, что в застойной зоне происходит скопление газов и неметаллических включений, снижающих качество 15 непрерывнолитых заготовок. Наличие в металлоподводящей полости цилиндрических поверхностей также затрудняет сборку узла металлоприемник-кристаллизатор, т.к. требуется более высокая 20 степень точности обработки посадочных мест, чтобы обеспечить плотность соединения, что является трудновыполняемым в условиях изготовления металлургического оборудования и.требует дополнительных за- 25 трат. Задачей, на решение которой направлено изобретение, является создание устройства для горизонтального непрерывного литья заготовок, позволяющего обеспечить 30 повышение стабильности процесса литья, улучшение качества непрерывнолитых заготовок и снижение затрат на их производство. Для решения поставленной задачи 35 предложенное устройство для горизонтального непрерывного литья заготовок, содержащее футерованный металлоприемник, охлаждаемый кристаллизатор и соединительную огнеупорную втулку с конической 40 посадочной поверхностью, согласно изобретению, снабжено промежуточной втулкой, размещенной между соединительной втулкой и кристаллизатором и выполненной с расширенной в направлении металлопри- 45 емника входной полостью, минимальный диаметр которой в 1,1...1,4 раза превышает минимальный размер поперечного сечения кристаллизатора, а длина полости составляет 0,1-0,5 толщины футеровки металлопри- 50 емника. 4670 б кристаллизатором, у которой минимальный дорогостоящего графита на 50 мм короче, диаметр входной полости Д і равнялся 140 что также способствует снижению затрат. мм, а ее длина была 60 мм, что составляло Согласно данным опытной проверки засоответственно, превышение минимального являемое изобретение обеспечивает повышедиаметра входной полости промежуточной ние стабильности процесса горизонтального втулки к минимальному размеру поперечнонепрерывного литья заготовок в 2-3 раза за го сечения кристаллизатора в 1,4 раза, а счет предотвращения износа полости металотношение длины полости к толщине футелоподводящей втулки, приводившего к обрыровки - 0,5. нарушения процесса литья в ву и зависанию на ней затвердевающей течение 130-150 часов из-за промежуточной 10 оболочки заготовки. Кроме того, применение втулки не наблюдалось, что обеспечило попри сборке узла металлоприемник-кристалливышение стабильности процесса литья в 2-3 затор промежуточной втулки позволяет исраза и снижение затрат на 10-15%. Кроме пользовать более короткие заготовки из того, при таком конструктивном исполнении дорогостоящего графита для изготовления входной полости промежуточной втулки ста- 15 кристаллизатора, что обеспечивает снижение ло возможным использовать для изготовлезатрат на 10-15%. При этом стабильность ния кристаллизатора заготовки из процесса литья не снижается. ///// S//////S/S 4670 Упорядник С.Козаченко Замовлення 593 Техред М.Моргентал Коректор О.Густи Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 виробничо-видавничий комбінат "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for horizontal continuous casting of billets
Автори англійськоюKozachenko Stanislav Mytrofanovych, Bieliakova Liliia Ivanivna, Bohdanov Arkadii Ivanovych, Koriahin Oleksii Fedorovych
Назва патенту російськоюУстройство для горизонтального непрерывного литья заготовок
Автори російськоюКозаченко Станислав Митрофанович, Белякова Лилия Ивановна, Богданов Аркадий Иванович, Корягин Алексей Федорович
МПК / Мітки
МПК: B22D 11/10
Мітки: лиття, горизонтального, пристрій, безперервного, заготовок
Код посилання
<a href="https://ua.patents.su/4-4670-pristrijj-dlya-gorizontalnogo-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для горизонтального безперервного лиття заготовок</a>
Кристалізатор для горизонтального безперервного лиття порожнистих заготовок
Номер патенту: 4671
Опубліковано: 28.12.1994
Автори: Корягін Олексій Федорович, Богданов Аркадій Іванович, Козаченко Станіслав Митрофанович, Бєлякова Лілія Іванівна
МПК: B22D 11/04
Мітки: заготовок, безперервного, горизонтального, порожнистих, лиття, кристалізатор
Формула / Реферат:
(57) Кристаллизатор для горизонтального непрерывного литья полых заготовок, со держащий рабочую полость, образованную охлаждаемой втулкой и дорном с каналами, расположенными на расстоянии от втулки, при этом втулка и дорн выполнены из тепло проводного материала определенной твердости, отличающийся тем, что отношение расстояния от каналов дорна до втулки к минимальному размеру рабочей полости кристаллизатора составляет 0,1...0,3, а твердость...
Кристалізатор для горизонтального безперервного лиття стальних заготовок
Номер патенту: 1928
Опубліковано: 20.12.1994
Автори: Чернишова Світлана Никодимівна, Богданов Аркадій Іванович, Глазков Анатолій Якович, Терехов Вадим Миколайович, Беседіна Елеонора Борисівна, Петін Леонід Григорович, Кащенко Юрій Олексійович, Шишков Михайло Михайлович, Афонін Володимир Олексійович, Дилдін Анатолій Михайлович
МПК: B22D 11/04
Мітки: кристалізатор, лиття, безперервного, горизонтального, стальних, заготовок
Формула / Реферат:
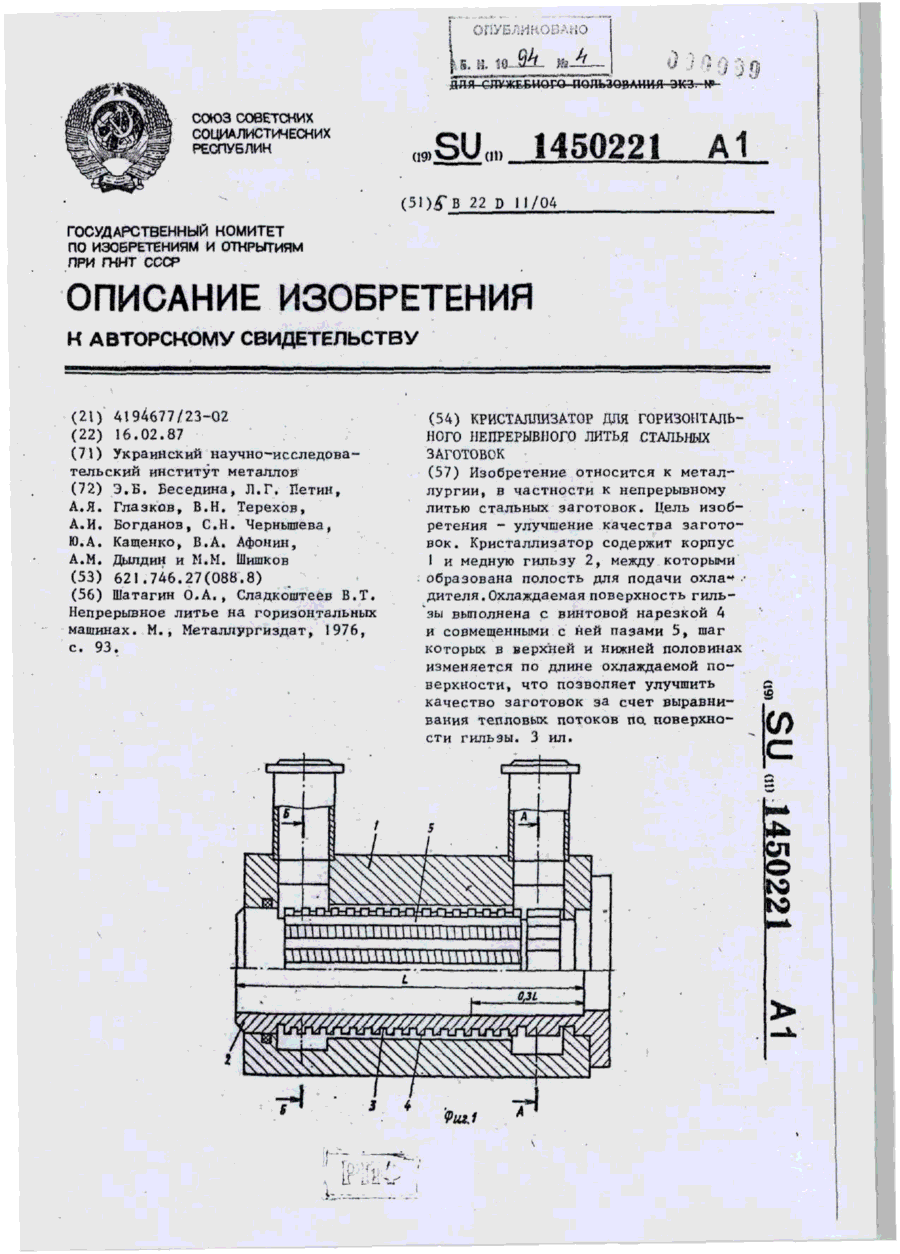
Кристаллизатор для горизонтального непрерывного литья стальных заготовок, содержащий медную гильзу и кожух, образующие полость для подачи охладителя, отличающийся тем, что, с целью улучшения качества заготовок, на охлаждаемой поверхности гильзы выполнены винтовая нарезка и совмещенные с ней пазы, причем на участке зоны начального формирования заготовки, равном 0,1...0,3 длины рабочей полости гильзы, шаг пазов в нижней половине в 1,1...1,3...
Пристрій для горизонтального безперервного лиття порожнистих заготовок з кольорових металів та сплавів

Номер патенту: 1813
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: сплавів, заготовок, горизонтального, пристрій, безперервного, металів, лиття, порожнистих, кольорових
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора и установленный в кристаллизатор графитовый дорн с формообразующим участком и каналами для подачи металла, выполненными в посадочном бурте, соединенном с входным участком неохлаждаемой части кристаллизатора, отличающееся тем, что высота каналов, по...
Кристалізатор для горизонтального безперервного лиття заготовок
Номер патенту: 1929
Опубліковано: 20.12.1994
Автори: Якунін Іван Олексійович, Мартинов Валерій Васильович, Беседіна Елеонора Борисівна, Стефанов Анатолій Сергійович, Руденко Анатолій Олександрович, Чернишова Світлана Никодимівна
МПК: B22D 11/04
Мітки: горизонтального, лиття, безперервного, кристалізатор, заготовок
Формула / Реферат:
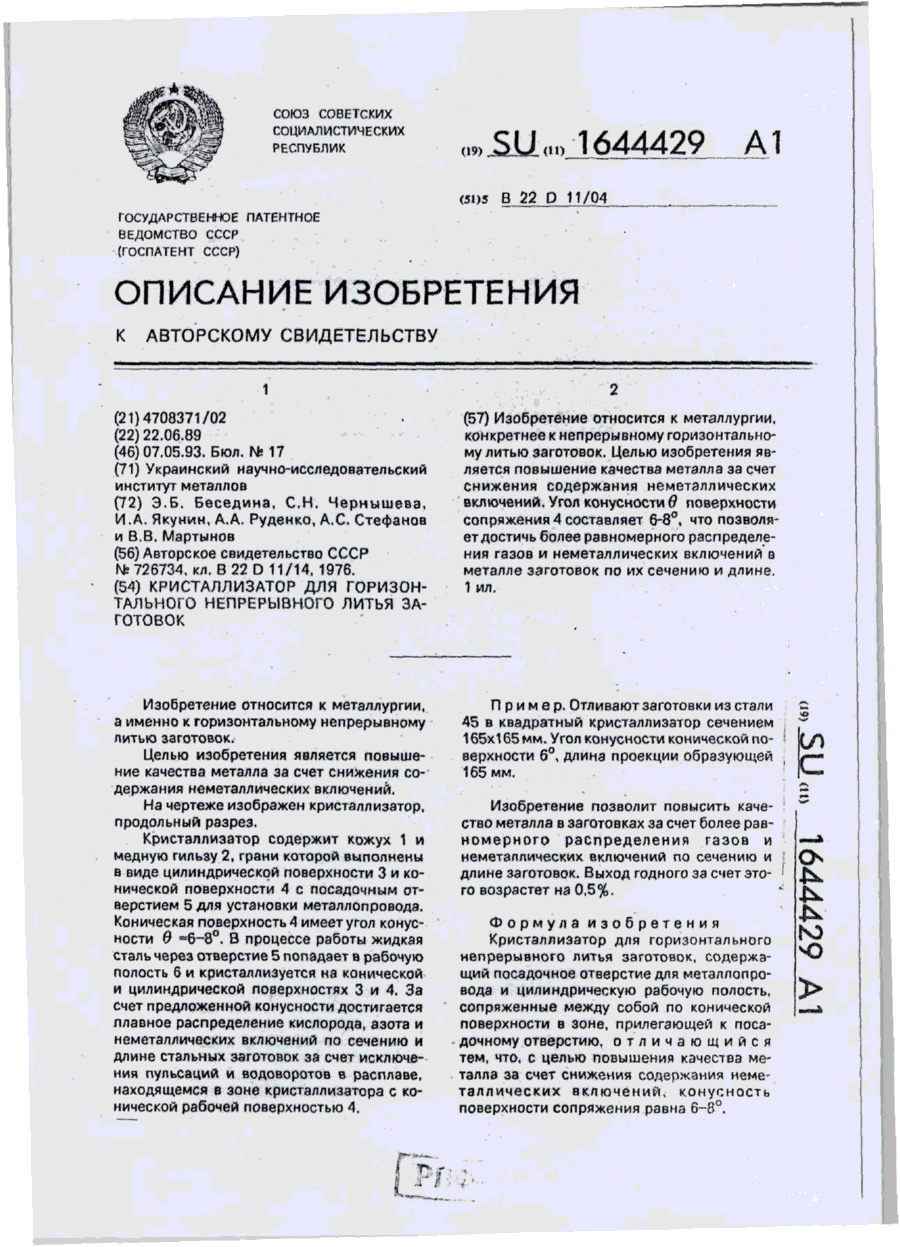
Кристаллизатор ддя горизонтального непрерывного литья заготовок, содержащий посадочное отверстие для металлопровода и цилиндрическую рабочую полость, сопряженные между собой по конической поверхности в зоне, прилегающей к посадочному отверстию, отличающийся тем, что, с целью повышения качества металла за счет снижения содержания неметаллических включений, конусность поверхности сопряжения равна 6—8°.
Устаткування для горизонтального безперервного лиття суцільних та порожнистих заготовок з кольорових металів та сплавів
Номер патенту: 1818
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: суцільних, лиття, заготовок, сплавів, горизонтального, порожнистих, кольорових, устаткування, безперервного, металів
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья сплошных и полых заготовок из цветных металлов и сплавов, содержащее, по крайней мере, одну водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора, неохлаждаемая часть которого установлена в посадочное гнездо футеровки металлоприемника, и выполненный с возможностью установки в кристаллизатор при литье полых заготовок графитовый дорн, имеющий формооб-разующий...
Попередній патент: Механізм для регулювання зазору між відривними пластинами качановідривних апаратів
Наступний патент: Спосіб керування барабанною промивочною машиною
Випадковий патент: Спосіб корекції дихальної недостатності у хворих на хронічне обструктивне захворювання легень та бронхоектатичну хворобу