Вузол зварювання стиковий
Номер патенту: 59118
Опубліковано: 10.05.2011
Автори: Чевичелов Віктор Георгійович, Точка Ігор Віталійович, Бойчук Андрій Володимирович, Добровольський Роман Георгійович, Анненков Віктор Захарович
Формула / Реферат
1. Вузол зварювання стиковий, що містить затискні пристосування, виконані у вигляді призм, що переміщаються за рахунок гідроциліндрів, по одній осі, що є одночасно становою віссю зварюваних стиковим зварюванням деталей, який відрізняється тим, що два затискні пристосування встановлено на накатному столі подовжньої подачі, причому накатний стіл забезпечує подовжнє переміщення лівого затискного пристосування, назустріч до нерухомого правого затискного пристосування, а робочі призматичні затиски пристосувань встановлені по одній осі, співпадаючій з віссю взаємного розташування двох зварюваних деталей, причому рухливий столик накатного столу, подовжнього переміщення, на якому закріплено затискне пристосування, встановлено на прямокутних напрямних верстатного типу, розташовані в корпусі накатного столу, а переміщується затискне пристосування за рахунок двох вбудованих гідроциліндрів прямого і зворотного ходу, причому накатний стіл подовжньої подачі встановлений на накатному столі поперечної подачі, що дає можливість одночасного поперечного переміщення затискних пристосувань разом з накатним столом, забезпечуючи подачу зварюваних торців деталей на робочу позицію, осі зварювання деталей, а відведення в початкове положення здійснюється за рахунок виконання накатного столу поперечного переміщення з прямокутними напрямними верстатного типу і вбудованими гідроциліндрами.
2. Вузол зварювання стиковий за п. 1, який відрізняється тим, що затискні пристосування оснащені затисками лещатного типу з паралельно рухливими губками, виконані з можливістю забезпечити стабільніший по площі контакт деталі і електрода, а опорні призми виконані з можливістю взаємного регулювання (налаштування взаємного розташування).
Текст
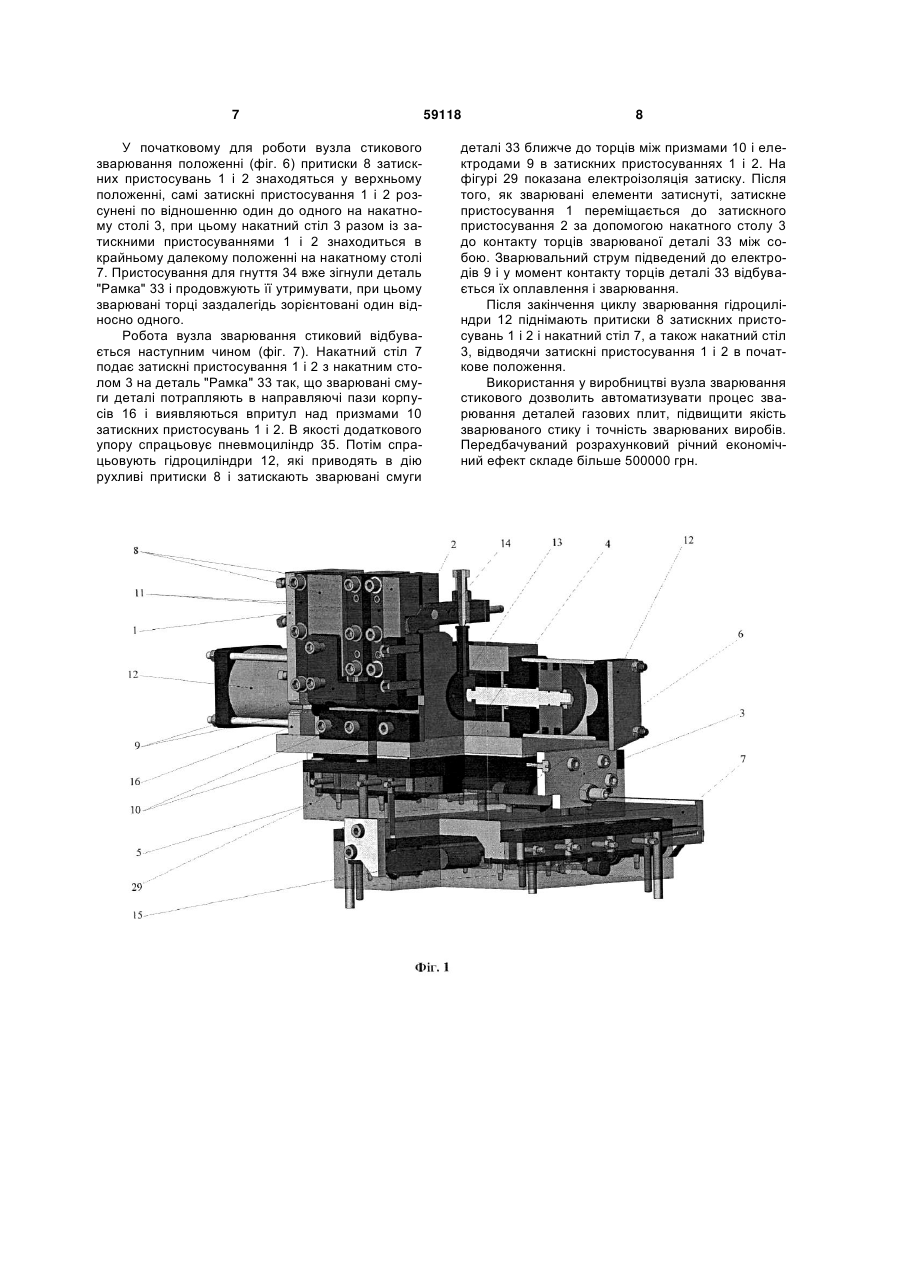
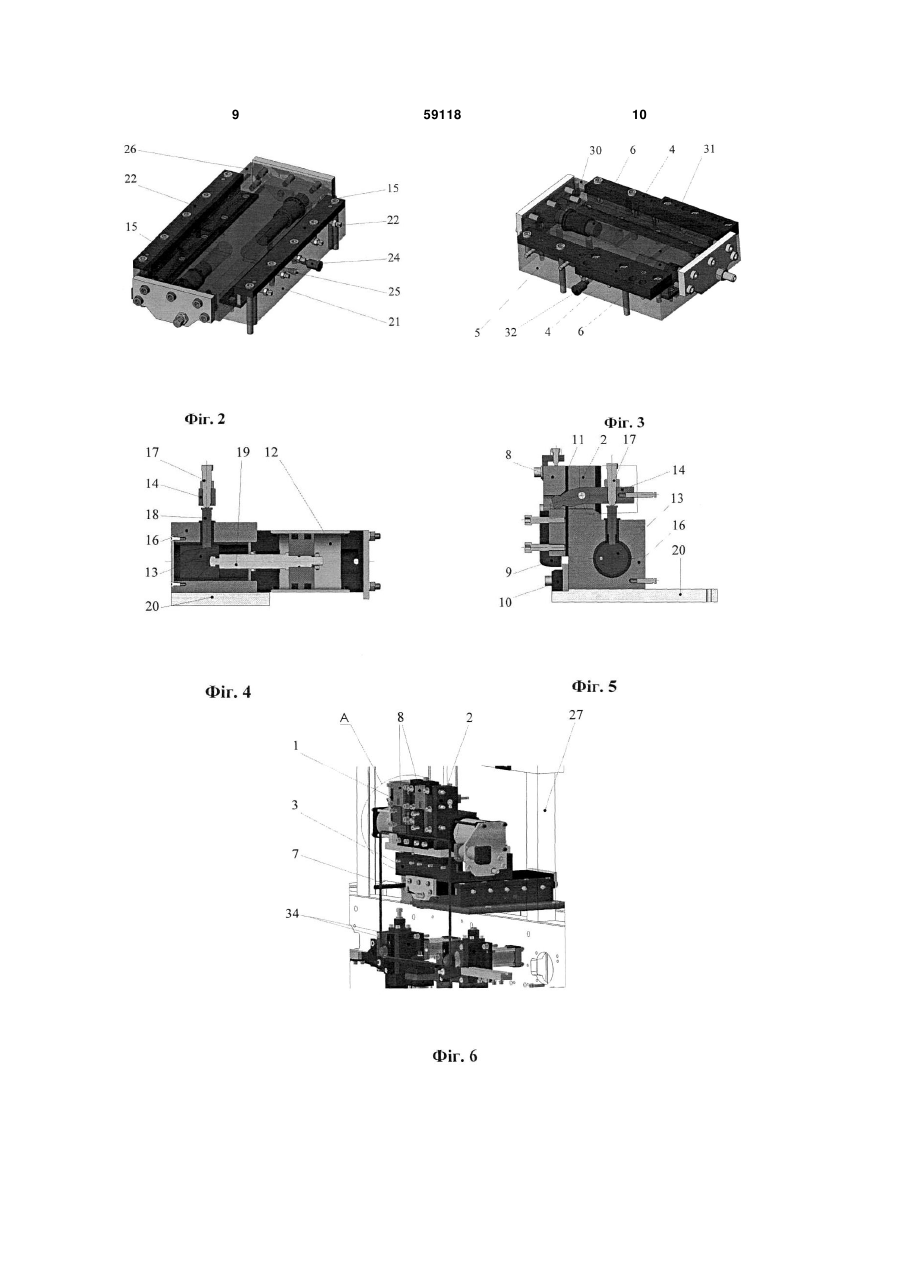
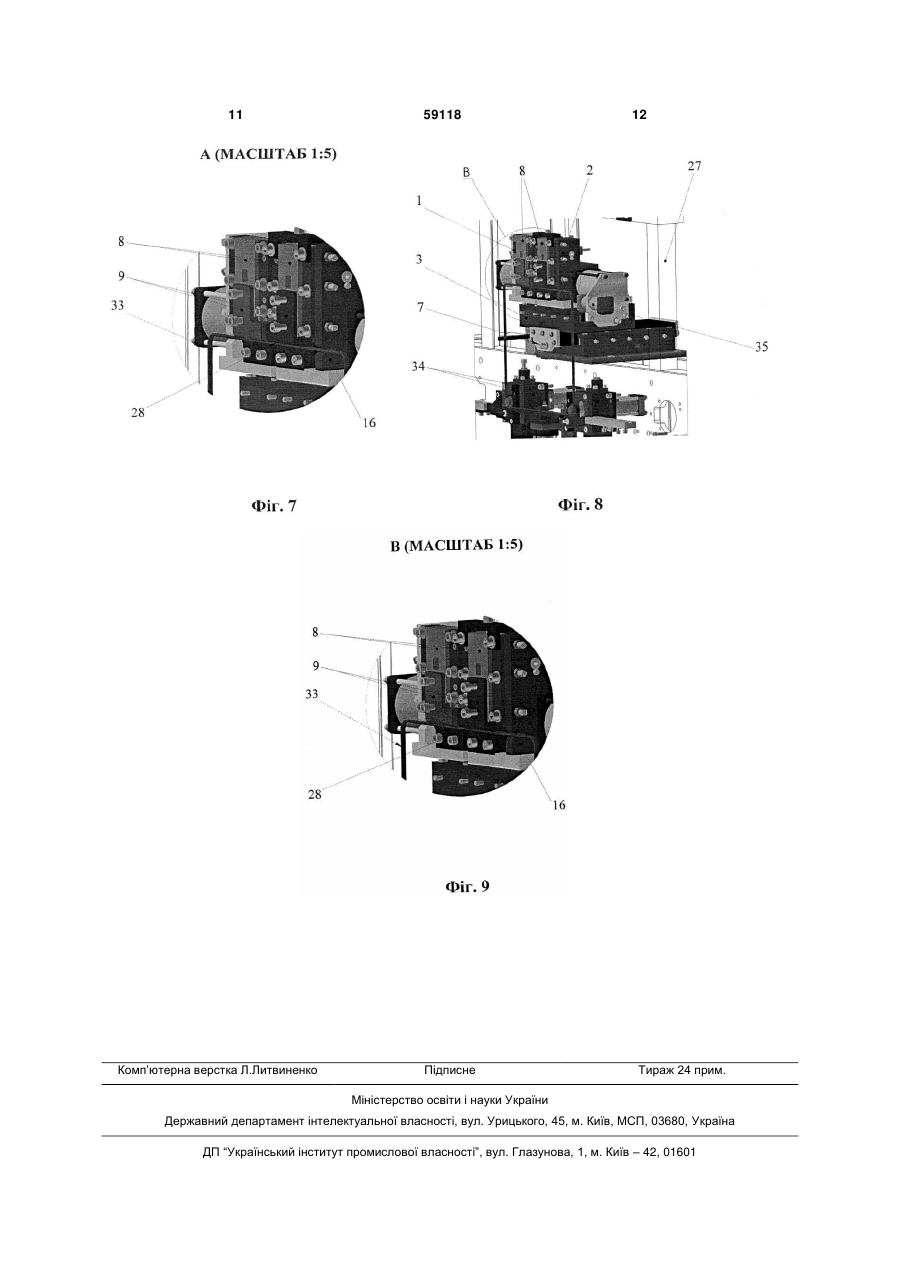
1. Вузол зварювання стиковий, що містить затискні пристосування, виконані у вигляді призм, що переміщаються за рахунок гідроциліндрів, по одній осі, що є одночасно становою віссю зварюваних стиковим зварюванням деталей, який відрізняється тим, що два затискні пристосування встановлено на накатному столі подовжньої подачі, причому накатний стіл забезпечує подовжнє переміщення лівого затискного пристосування, назустріч до нерухомого правого затискного пристосування, а робочі призматичні затиски пристосувань встановлені по одній осі, співпадаючій з віссю взаємного розташування двох зварюваних деталей, причому рухливий столик накатного столу, подовжнього переміщення, на якому закріплено U 2 (13) 1 3 У початковому положенні притиски обох затискних пристосувань відкриті, а затискне пристосування праве відведене в крайнє положення. Після установки в призми зварювані деталі затискаються притисками в обох затискних пристосуваннях і затискне пристосування праве переміщається гідроциліндром вліво до затискного пристосування першому до контакту торців деталей. У момент контакту виникає електрична дуга і відбувається зварювання. Недоліки таких пристроїв полягають в наступному: - установка-знімання деталей і взаємна орієнтація торців виконується вручну в настановних призмах; - притиск деталей до струмопровідних елементів здійснюється затисками кліщового типу, що призводить до зміни площі контакту між деталлю і притиском внаслідок нерівномірного обтискання м'якшими мідними "губками" притисків твердіших деталей (для прямокутних профілів). - переміщення рухливих кліщів здійснюється по трубчастим направляючим, при цьому докладання зусилля переміщення відбувається збоку від направляючих, що підвищує погрішність при поєднанні торців деталей. Задача, що стоїть перед автором, полягає в наступному: - механізувати спосіб взаємної орієнтації зварюваних деталей; - автоматизувати увесь процес зварювання деталей, від установки до знімання; - в результаті рішення вищезгаданих задач отримати можливість інтегрувати вузол зварювання в автоматичну лінію і підвищити якість зварного шва і точність деталі, що виготовляється. Ця задача вирішується наступним чином. Вузол зварювання стиковий включає затискні пристосування виконані у вигляді призм, що переміщаються за рахунок гідроциліндрів, по одній осі, що являється одночасно становою віссю зварюваних стиковим зварюванням деталей, де два затискні пристосування встановлено на накатному столі подовжньої подачі, причому накатний стіл забезпечує подовжнє переміщення лівого затискного пристосування, назустріч до нерухомо встановленого правого затискного пристосування, а робочі призматичні затиски пристосувань встановлені по одній осі, співпадаючій з віссю взаємного розташування двох торців зварюваних деталей, причому рухливий столик накатного столу подовжнього переміщення, на якому закріплено затискне пристосування, встановлено на прямокутних направляючих верстатного типу, розташовані в корпусі накатного столу, а переміщається затискне пристосування за рахунок двох вбудованих гідроциліндрів прямого і зворотного ходу, причому накатний стіл подовжньої подачі встановлений на накатному столі поперечної подачі, для можливості одночасного поперечного переміщення затискних пристосувань разом з накатним столом, забезпечуючи подачу зварюваних торців деталей на робочу позицію, по осі зварювання деталей, а відведення в початкове положення здійснюється за рахунок виконання накатного столу поперечного перемі 59118 4 щення рухливими, в прямокутних направляючих верстатного типу і вбудованих усередині нього двох гідроциліндрів. Затискні пристосування постачені затисками лещатного типу з паралельно рухливими губками, що забезпечують, стабільніший по площі контакт деталі і електроду, а опорні призми виконані з можливістю взаємного регулювання (налаштування взаємного розташування). Притиск деталей до опорних призм здійснюється затисками лещатного типу з паралельно рухливими "губками", що забезпечує велику стабільність площі контакту деталі і електроду при зварюванні для великої кількості циклів зварювання. Приводи переміщення мають датчики кінцевих положень робочих органів і можуть управлятися, як і режими зварювання, програмованим контролером. Взаємна орієнтація деталей здійснюється заздалегідь направляючими призмами до упору у момент одночасного переміщення затискних пристосувань по накатному столу поперечної подачі з початкового положення в - робоче. Точна взаємна орієнтація здійснюється у момент притиску деталей до опорних призм. Точність забезпечується налаштуванням взаємного розташування опорних призм. Таке рішення дає можливість вбудовувати вузол зварювання стикового в автоматичні пристрої, де потрібні зварювальні операції стикового зварювання. Таким чином, досягається: - оптимізація площі контакту між зварювальними електродами і деталями, поліпшення зварювальних режимів за рахунок застосування притисків "лещатного" типу для деталей прямокутного профілю і берилієвої бронзи для електродів, - збільшення точності і якості виготовлення зварного шва за рахунок збільшення точності переміщення і позиціонування робочих органів з можливістю коригування цієї точності, - можливість автоматизації усіх переходів в операції зварювання за рахунок застосування гідроприводів і виключення ручних операцій, - можливість інтеграції нового вузла зварювання в автоматичну лінію. Причинно-наслідковий зв'язок корисної моделі полягає в тому, що первинний технічний ефект, підвищення точності виготовлення геометричної форми деталі і одночасне підвищенні якості зварного шва, досягається за рахунок усіх вищезгаданих істотних ознак, а вторинний ефект полягає у виключенні ручної праці, в механізації завантаження і знімання деталей, збільшенні продуктивності, що забезпечить річний економічний ефект в сумі 500000 грн. Детальніше суть корисної моделі пояснюється кресленнями, де: - на фіг. 1 зображена схема вузла зварювання стиковий; - на фіг. 2 - схема столу накатного поперечної подачі (корпус і стіл зображені умовно прозорими); - на фіг. 3 зображена схема столу накатного подовжньої подачі (корпус і стіл умовно зображені прозорими); - на фіг. 4 зображений розріз по гідроциліндру затискного пристосування; - на фіг. 5 зображений розріз по механізму притиску затискного пристосування; 5 - на фіг. 6 зображено початкове положення вузла зварювання стикового; - на фіг. 7 зображений вузол А, початкового положення вузла зварювання стикового зображеного на фіг. 6 (масштаб 1:5); - на фіг. 8 зображено робоче положення вузла зварювання стикового; - на фіг. 9 зображений вузол В, за фіг. 8 робочого положення вузла зварювання стикового (масштаб 1:5). Опис конструкції вузла зварювання стикового Для вирішення цих задач пропонується автоматичний пристрій, робоче креслення ВАТ "ГРЕТО" - НОК 566.04.00.000 "Вузол зварювання стиковий" наступної конструкції (фіг. 1). Два затискні пристосування, ліве 1 і праве 2 розташовані на накатному столі подовжньої подачі 3, який забезпечує переміщення лівого затискного пристосування 1 від або назустріч нерухомому правому затискному пристосуванню 2. Робочі поверхні (призми 10) затискних пристосувань 1 і 2 виставлені по одній осі, що являється віссю взаємного розташування двох зварюваних деталей. Рухливий столик накатного столу 3, на якому закріплено затискне пристосування 1, переміщається по прямокутним направляючим 4 верстатного типу, розташованих в загальному корпусі 5 накатного столу 3 і приводиться в рух двома вбудованими гідроциліндрами 6, для прямого і зворотного ходу. Така конструкція забезпечує високу точність переміщення і взаємного розташування затискних пристосувань 1 і 2 з можливістю регулювання цього взаємного розташування. Крім того, накатний стіл подовжньої подачі 3 розташований на накатному столі поперечної подачі 7. Це дає можливість одночасного поперечного переміщення затискних пристосувань 1 і 2 разом з накатним столом 3, тощо, подачі їх в робочу позицію на вісь зварювання деталей або відведення в початкове положення. Накатний стіл 7, так само як і накатний стіл 3, має прямокутні направляючі верстатного типу і вбудовані гідроциліндри переміщення 15. Затискні пристосування 1 і 2 (фіг. 1, 4, 5) виконані ідентичними по конструкції і є дзеркальним віддзеркаленням один одного. Вони є конструкцією лещатного типу з паралельним розташуванням і переміщенням рухливого притиску 8 відносно призми 10, на якому закріплений електрод 9 виконаний з берилієвої бронзи. Цей електрод притискає зварювану деталь до призми 10. Переміщення притиску 8 відбувається в прямокутних напрямних верстатного типу 11. Приводом притиску 8 являється гідроциліндр 12, шток 19 якого приводить в дію клиновий механізм 13. Він являє собою круглу бобишку з конічним пазом у верхній частині, що рухається в циліндричній гільзі, співвісній з гідроциліндром 12. Цей механізм 13, у свою чергу, рухає вгору-вниз по направляючій шток 18, який штовхає більше плече важеля 14, а менше плече цьоговажеля заходить своїм торцем в паз притиску 8, власне, і приводить в рух цей притиск. Усі елементи затискного пристосування закріплені в корпусі 16, який розташований на основі 20. Цією основою затискне пристосування кріпиться до накатного столу 3. Така конструкція затискного прис 59118 6 тосування забезпечує велике зусилля притиску на електродах 9, можливість регулювання ходу притисків 8 за допомогою гвинта 17, високу міру точності і довговічність роботи затискних пристосувань в цілому. Попередня орієнтація зварюваних деталей відбувається в направляючих призмах корпусу 16 при переміщенні затискних пристосувань 1 і 2 з початкового положення в робоче по накатному столу 7. Усі приводи вузла зварювання і режими зварювання управляються програмованим контролером. Усі струмопровідні елементи вузла зварювання електроізольовані. Накатний стіл 7 поперечної подачі (фіг. 2) являє собою корпус 21, в якому згори по направляючих 22 переміщається столик 26. Переміщення здійснюється двома плунжерними гідроциліндрами 23, розташованими паралельно один назустріч одному. Кожен гідроциліндр переміщає столик 26 у свою сторону. Робочі порожнини гідроциліндрів виконані в корпусі 21, а плунжера закріплені в торцях столика 26. Подача робочої рідини в гідроциліндри відбувається через отвори 25. Направляючі 22, закріплені гвинтами до корпусу 21, змащуються через масельнички 24. Кріплення столу подовжньої подачі 3 до столика 26 здійснюється через різьбові отвори в кришці столика 26. На кресленнях показана рама напівавтомата 27, зварювані торці деталі 28, електроізоляція затиску 29. Накатний столом 3 повздовжньої подачі (фіг. 3) є корпус 5, в якому згори по направляючих 4 переміщається столик 30. Переміщення здійснюється двома плунжерними гідроциліндрами 6, розташованими паралельно один назустріч одному. Кожен гідроциліндр переміщає столик 30 у свою сторону. Робочі порожнини гідроциліндрів 6 виконані в корпусі 5, а плунжера закріплені в торцях столика 30. Подача робочої рідини в гідроциліндри відбувається через отвори 31. Направляючі 4, закріплені гвинтами до корпусу 5, змащуються через масельнички 32. Кріплення затискного пристосування 1 до столика 30 здійснюється через різьбові отвори в кришці столика 30, нерухоме затискне пристосування 2 кріпиться до тих, що направляють 4, в яких теж є різьбові отвори. Опис роботи вузла зварювання стикового На фіг. 1 зображений вузол зварювання стикового НОК 566.04.00.000. Він складається із затискних пристосувань 1 і 2, кожне з яких включає гідроциліндр 12, клиновий механізм 13, важіль 14, рухливий притиск 8, нерухому призму 10, напрямних 11, корпус з направляючими призмами 16. Затискні пристосування 1 і 2 встановлені на накатному столі подовжньої подачі 3, який, у свою чергу, закріплений на накатному столі поперечної подачі 7. Цей накатний стіл виконаний з можливістю кріплення до якої-небудь опорної металоконструкції. Робота вузла зварювання стиковий відбувається наступним чином. Цей вузол змонтований в автоматичному пристрої для виготовлення деталі "Рамка" 33 (плоского прямокутника із сталевого профілю прямокутного перерізу). Вузол стикового зварювання в автоматичному режимі зварює торці цієї деталі. 7 У початковому для роботи вузла стикового зварювання положенні (фіг. 6) притиски 8 затискних пристосувань 1 і 2 знаходяться у верхньому положенні, самі затискні пристосування 1 і 2 розсунені по відношенню один до одного на накатному столі 3, при цьому накатний стіл 3 разом із затискними пристосуваннями 1 і 2 знаходиться в крайньому далекому положенні на накатному столі 7. Пристосування для гнуття 34 вже зігнули деталь "Рамка" 33 і продовжують її утримувати, при цьому зварювані торці заздалегідь зорієнтовані один відносно одного. Робота вузла зварювання стиковий відбувається наступним чином (фіг. 7). Накатний стіл 7 подає затискні пристосування 1 і 2 з накатним столом 3 на деталь "Рамка" 33 так, що зварювані смуги деталі потрапляють в направляючі пази корпусів 16 і виявляються впритул над призмами 10 затискних пристосувань 1 і 2. В якості додаткового упору спрацьовує пневмоциліндр 35. Потім спрацьовують гідроциліндри 12, які приводять в дію рухливі притиски 8 і затискають зварювані смуги 59118 8 деталі 33 ближче до торців між призмами 10 і електродами 9 в затискних пристосуваннях 1 і 2. На фігурі 29 показана електроізоляція затиску. Після того, як зварювані елементи затиснуті, затискне пристосування 1 переміщається до затискного пристосування 2 за допомогою накатного столу 3 до контакту торців зварюваної деталі 33 між собою. Зварювальний струм підведений до електродів 9 і у момент контакту торців деталі 33 відбувається їх оплавлення і зварювання. Після закінчення циклу зварювання гідроциліндри 12 піднімають притиски 8 затискних пристосувань 1 і 2 і накатний стіл 7, а також накатний стіл 3, відводячи затискні пристосування 1 і 2 в початкове положення. Використання у виробництві вузла зварювання стикового дозволить автоматизувати процес зварювання деталей газових плит, підвищити якість зварюваного стику і точність зварюваних виробів. Передбачуваний розрахунковий річний економічний ефект складе більше 500000 грн. 9 59118 10 11 Комп’ютерна верстка Л.Литвиненко 59118 Підписне 12 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюButt-seam welding unit
Автори англійськоюAnnenkov Viktor Zakharovych, Chevychelov Viktor Heorhiiovych, Boichuk Andrii Volodymyrovych, Tochka Ihor Vitaliiovych, Dobrovolskyi Roman Heorhiiovych
Назва патенту російськоюУзел стыковой сварки
Автори російськоюАнненков Виктор Захарович, Чевичелов Виктор Георгиевич, Бойчук Андрей Владимирович, Точка Игорь Витальевич, Добровольский Роман Георгиевич
МПК / Мітки
МПК: B23K 1/00
Мітки: стиковий, вузол, зварювання
Код посилання
<a href="https://ua.patents.su/6-59118-vuzol-zvaryuvannya-stikovijj.html" target="_blank" rel="follow" title="База патентів України">Вузол зварювання стиковий</a>
Установка для складання та зварювання гофрованих листових полотнищ
Номер патенту: 48273
Опубліковано: 10.03.2010
Автори: Гедрович Анатолій Іванович, Ткаченко Олександр Миколайович, Тараканов Валерій Віталійович, Ткаченко Сергій Олександрович
МПК: F16B 5/00
Мітки: полотнищ, установка, складання, листових, гофрованих, зварювання
Формула / Реферат:
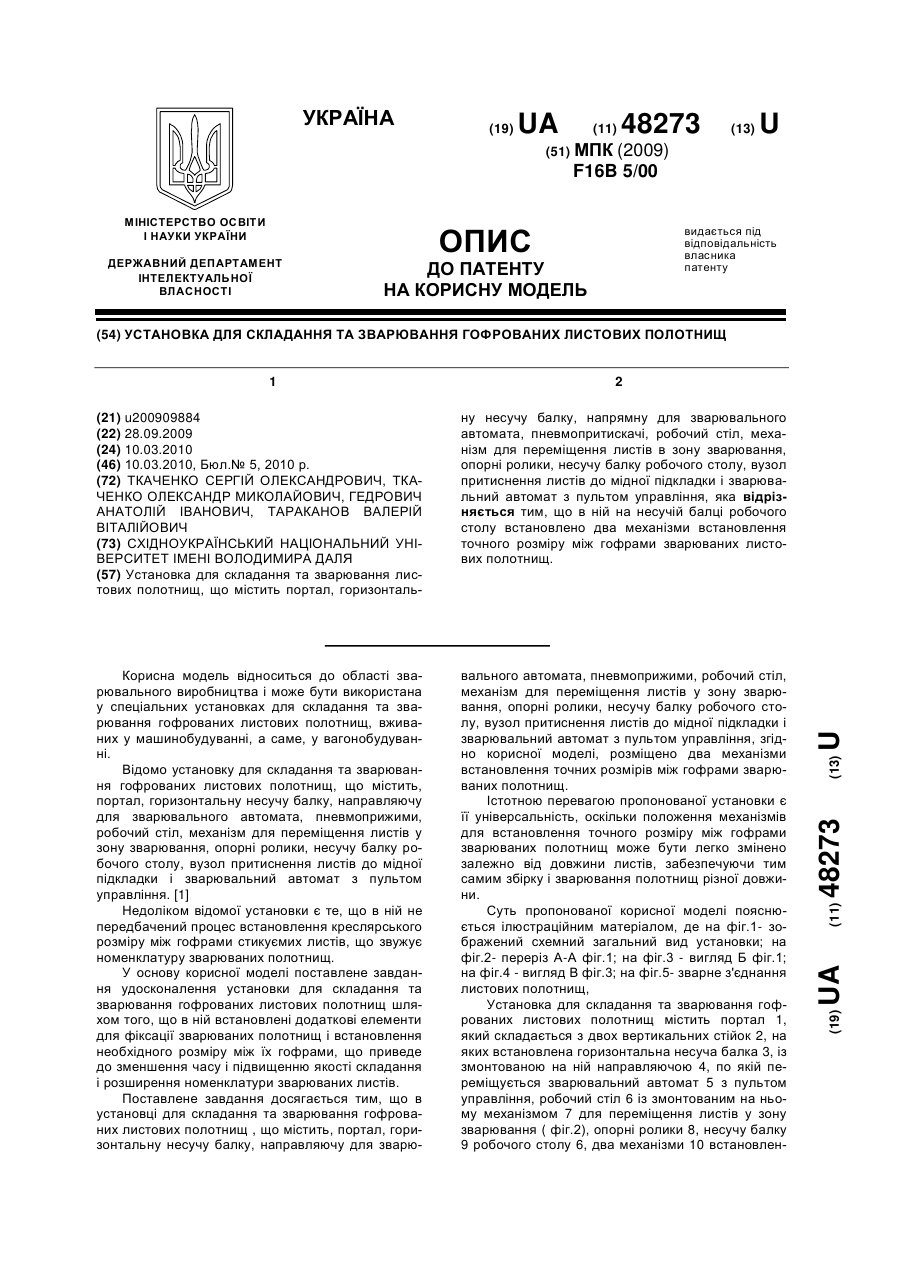
Установка для складання та зварювання листових полотнищ, що містить портал, горизонтальну несучу балку, напрямну для зварювального автомата, пневмопритискачі, робочий стіл, механізм для переміщення листів в зону зварювання, опорні ролики, несучу балку робочого столу, вузол притиснення листів до мідної підкладки і зварювальний автомат з пультом управління, яка відрізняється тим, що в ній на несучій балці робочого столу встановлено два...
Пристрій для термічного зварювання полімерних пакетів

Номер патенту: 78976
Опубліковано: 10.05.2007
Автори: Базалій Валентин Петрович, ОВДІЙ ВІКТОР МИКИТОВИЧ
МПК: B29C 65/18, B65B 51/00, B30B 1/00
Мітки: зварювання, пакетів, термічного, полімерних, пристрій
Формула / Реферат:
Пристрій для термічного зварювання полімерних пакетів, що містить стіл, кронштейн з шарнірним кріпленням верхньої губки з нагрівниками з одного боку та шарнірним кріпленням до столу, пружину підняття кронштейна та привід його зниження, який відрізняється тим, що на столі виконаний прохідний отвір для монтажу трубки всмоктування повітря, який має діаметр, близький до діаметра трубки, що розміщена між губками з нагрівниками на відстані від них,...
Зварювальний агрегат для зварювання двох рейок колії і спосіб зварювання
Номер патенту: 84058
Опубліковано: 10.09.2008
Автор: Мюлляйтнер Хайнц
МПК: C21D 9/50, E01B 11/00
Мітки: зварювання, рейок, спосіб, зварювальний, двох, колії, агрегат
Формула / Реферат:
1. Зварювальний агрегат (1) для зварювання двох рейок (2) колії (3), що складається з пристрою (5) керування, двох половин (4), що встановлені з можливістю переміщення за допомогою обтискних циліндрів (7) в повздовжньому напрямку (6) рейок і містять передбачені для притиснення до рейок (2) затискні колодки (8), і зрізуючого ножа (9) для зрізування зварювального грату (11) із зварного стику (12), який відрізняється тим, що на одній половині...
Кондуктор накладний

Номер патенту: 56735
Опубліковано: 25.01.2011
Автори: Пономаренко Сергій Володимирович, Ляшук Олег Леонтійович, Стефанів Володимир Михайлович, Диня Володимир Іванович, Гевко Ігор Богданович
МПК: B23B 49/00
Формула / Реферат:
Кондуктор накладний, який виконано у вигляді кондукторної плити з кондукторними втулками, базуючих і затискних елементів, гвинтового затискного барабана, який відрізняється тим, що знизу кондукторної плити по її центру рівномірно по колу виконані радіальні пази типу ластівчина хвоста, наприклад три, які є у взаємодії з трьома розрізними секціями базуючих і затискних елементів циліндричної форми з можливістю радіального переміщення, по...
Пристрій для зварювання полімерних матеріалів при виготовленні надувних човнів
Номер патенту: 12199
Опубліковано: 16.01.2006
Автор: Байдалін Євген Вікторович
МПК: B29C 65/00
Мітки: матеріалів, виготовленні, надувних, пристрій, полімерних, зварювання, човнів
Формула / Реферат:
1. Пристрій для зварювання полімерних матеріалів при виготовленні надувних човнів, що містить стіл із напрямною, на якій установлений з можливістю пересування зварювальний ролик, змонтований у тримачі, нагрівач та електродвигун, який відрізняється тим, що нагрівач являє собою фен, закріплений на механізмі стрічкопротяжному, який разом з роликом змонтований на базі, причому ролик підпружинений відносно нагрівача, а база кріпиться...
Попередній патент: Складаний набір з шести табуретів “куб”
Наступний патент: Спосіб реабілітації спортсменів-волейболістів, які часто хворіють на гострі пневмонії
Випадковий патент: Спосіб виготовлення принади для риб